JP2018024143A - 積層体、包装袋、および積層体の製造方法 - Google Patents
積層体、包装袋、および積層体の製造方法 Download PDFInfo
- Publication number
- JP2018024143A JP2018024143A JP2016156587A JP2016156587A JP2018024143A JP 2018024143 A JP2018024143 A JP 2018024143A JP 2016156587 A JP2016156587 A JP 2016156587A JP 2016156587 A JP2016156587 A JP 2016156587A JP 2018024143 A JP2018024143 A JP 2018024143A
- Authority
- JP
- Japan
- Prior art keywords
- layer
- adhesive
- laminate
- adhesive layer
- bifunctional
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images

Landscapes
- Wrappers (AREA)
- Laminated Bodies (AREA)
- Sealing Material Composition (AREA)
- Adhesives Or Adhesive Processes (AREA)
Abstract
Description
このような包装袋に用いられる積層体は、例えば、内容物の特性に応じて、適宜の耐性を備える必要がある。特に、内容物が、酸、塩基のような強浸透性を有する場合、積層体が剥離しないような酸、塩基に対する耐性が求められる。
例えば、特許文献1には、各種強浸透性内容物が作用しても基材とシーラント層との間のラミネート強度が低下しない積層体の製造方法が記載されている。特許文献1の製造方法によって製造される積層体は、ポリエステル、ナイロン、またはポリプロピレンのいずれかからなる基材と、イソシアネート化合物からなる接着層と、接着層上に押し出されたシーラント層とが、この順に積層されている。
特許文献1に記載の積層体は、基材とシーラント層との間の接着層の耐性を向上することによって、酸、塩基などの強浸透性内容物を収容する包装袋に使用可能である。しかし、例えば、強酸、強塩基の内容物は臭いが強いため、包装袋に用いる積層体には、内容物耐性だけでなくバリア性も要求される。
ところが、積層体のバリア性を高くするためにバリア層を設けても、積層体においてバリア層の内側に強浸透性内容物が浸透して、接着層などにアタックするため、経時的には、バリア層の内側に配置された接着層の接着強度が低下していく傾向がある。
さらに、強浸透性内容物が酸、塩基などの場合、バリア層に金属薄膜が用いられていると、金属薄膜が酸、塩基と反応して腐食されてしまうという問題もある。
本発明の第1の実施形態の包装袋および積層体について説明する。
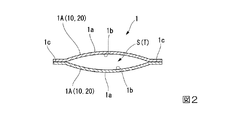
図1は、本発明の第1の実施形態の包装袋の構成を示す模式的な正面図である。図2は、図1におけるA−A断面図である。
各積層シート1Aの上端部には、積層シート1Aで囲まれた開口部Tが形成されている。開口部Tの内周面には、ヒートシール可能なヒートシール用開口部1dが形成されている。図2に示すように、包装袋1の内部には、開口部Tから各積層シート1Aの下端部まで連通する内部空間Sが形成されている。
積層シート1Aは、開口部Tおよび内部空間Sの内面を形成する内面層1bと、包装袋1の外面を形成する外面層1aとを備える。内面層1bは、後述するシーラント層によって形成されている。このため、ヒートシール用開口部1dは、対向した状態で加熱されることによってヒートシールされることが可能である。
包装袋1は、種々の酸、塩基からなる強浸透性内容物を収容、保存することができる。
例えば、包装袋1が収容可能な酸の例としては、酢酸、次亜塩素酸ナトリウムなどを挙げることができる。収容可能な酸のpHとしては、特に限定されず、例えば、pH3以下も可能である。
例えば、包装袋1が収容可能な塩基の例としては、アンモニア、モノエタノールアミンなどを挙げることができる。収容可能な塩基のpHとしては、特に限定されず、例えば、pH11以上も可能である。
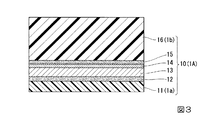
図3は、本発明の第1の実施形態の積層体の層構成を示す模式的な縦断面図である。
積層体10は、基材層11、第2の接着層12、バリア層13、表面改質層14(中間層)、第1の接着層15、およびシーラント層16がこの順に積層されている。
基材層11に好適な樹脂材料の例としては、例えば、ポリエステル、ポリアミド、ポリオレフィン、ポリエチレンテレフタレート(PET)、ナイロン(ONY)、ポリプロピレン(OPP)などが挙げられる。
基材層11の層厚は、特に限定されない。例えば、基材層11の層厚は、5μm以上、100μm以下であってもよい。
例えば、第2の接着層12としては、基材層11およびバリア層13の材質に応じて、ウレタン系接着剤、エポキシ系接着剤、アクリル系接着剤などが用いられてもよい。
バリア層13としては、後述する表面改質層14を表面に形成することができる適宜の金属または合金が用いられる。バリア層13としては、例えば、アルミニウム、アルミニウム合金などが用いられてもよい。
バリア層13の層厚は、包装袋1に必要なバリア特性と、包装袋1としての可撓性が得られれば特に限定されない。
例えば、バリア層13がアルミ箔の場合、バリア層13の層厚は、1μm以上、50μm以下であってもよい。バリア層13の層厚が、1μm未満であると、バリア性が不足するおそれがある。バリア層13の層厚が、50μmを超えると、可撓性が悪化するおそれがある。バリア層13がアルミウムまたはアルミニウム合金からなる場合、より好ましいバリア層13の層厚は、6μm以上、20μm以下である。
表面改質層14は、本実施形態では、バリア層13が適宜の表面改質剤によって化成処理されることによって形成されている。
表面改質層14は、重金属またはその塩を含む無機皮膜と、窒素原子を含みこの窒素原子と重金属とが配位結合することによって無機皮膜を覆う有機高分子皮膜と、を備えて構成されてもよい。この有機高分子皮膜は、アクリル系樹脂およびポリブタジエン系樹脂の少なくとも一種の樹脂骨格を有する化合物であって、アミノ基を有する化合物で形成されることよりが好ましい。
表面改質層14に含まれる重金属としては、例えば、ジルコニウム、モリブデン、タングステン、ニオブ、ニッケル、コバルト、マンガン、タンタルのうち少なくとも1種を含むことがより好ましい。
このような構成の表面改質層14を形成することができる表面改質剤の例としては、例えば、特許第3871361号に記載の金属表面処理組成物が挙げられる。
第1の接着層15は、2官能以上のイソシアネート化合物を主成分とする接着剤によって形成され、表面改質層14に積層されている。
2官能以上のイソシアネート化合物は、2官能のイソシアネートモノマーを3官能化させたイソシアネートモノマーの誘導体であってもよい。ここで、「3官能化させたイソシアネートモノマーの誘導体」としては、例えば、アダクトタイプ、ビューレットタイプ、イソシアヌレートタイプのいずれでもよい。
シーラント層16は、ヒートシール可能な適宜の樹脂材料で形成される。シーラント層16に好適な樹脂材料の例としては、例えば、ポリエチレン系樹脂、ポリプロピレン系樹脂などのポリオレフィン系樹脂などが挙げられる。
シーラント層16の材質の具体例としては、例えば、高密度ポリエチレン、低密度ポリエチレン、中密度ポリエチレン、エチレン−αオレフィン共重合体などのエチレン系樹脂、ホモ・ブロック・ランダムの各ポリプロピレン樹脂、プロピレン−αオレフィン共重合体などのプロピレン系樹脂、エチレン−アクリル酸共重合体やエチレン−メタクリル酸共重合体などのエチレン−α,β不飽和カルボン酸共重合体、エチレン−アクリル酸メチルやエチレン−アクリル酸エチルやエチレン−メタクリル酸メチルやエチレン−メタクリル酸エチルなどのエチレン−α,β不飽和カルボン酸共重合体のエステル化物、カルボン酸部位をナトリウムイオン、亜鉛イオンなどで架橋したエチレン−α,β不飽和カルボン酸共重合体のイオン架橋物、エチレン−無水マレイン酸グラフト共重合体やエチレン−アクリル酸エチル−無水マレイン酸のような三元共重合体に代表される酸無水物変性ポリオレフィン、エチレン−グリシジルメタクリレート共重合体などのエポキシ化合物変性ポリオレフィン、エチレン−酢酸ビニル共重合体から選ばれる樹脂の単体あるいは2種以上のブレンド物などが挙げられる。シーラント層16は、これらの材料には、必要に応じて各種添加剤(酸化防止剤、粘着付与剤、充填剤、各種フィラーなど)が添加されて構成されてもよい。
まず、基材層11に第2の接着層12となる接着剤を塗工し、第2の接着層12を介して基材層11とバリア層13とを接着する。
この後、表面改質層14を形成する表面改質剤をバリア層13の表面に塗布して、バリア層13の表面に表面改質剤を接触させる。塗布される表面改質剤は、適宜加温されていてもよい。表面改質剤とバリア層13との接触時間は、必要な皮膜量の表面改質層14が形成されれば、特に限定されない。
表面改質剤の塗布方法としては、例えば、スプレー法、浸漬法、フローコート法、ローラーコート法などが挙げられる。
塗布された表面改質剤がバリア層13に接触して、バリア層13の表面に表面改質層14が形成されたら、余分な表面改質剤を除去するため、例えば、水洗処理などが行われる。表面改質剤が除去されたら、表面改質層14の乾燥処理が行われる。
塗工液の塗布厚さは、乾燥時に0.05μm以上、1μm以下になるように設定される。塗工方法は、特に限定されないが、例えば、ローラーコート法、スプレーコート法などの塗工方法が可能である。
塗工液が塗布されたら塗工液を乾燥させる。以上で、第1の接着層15が形成される。
ただし、シーラント層16は、第1の接着層15上にポリオレフィン系樹脂を押し出すことによって形成されてもよい。
以上で、積層体10が製造される。
バリア層13は表面改質層14の無機皮膜で覆われているため、内部空間S側から内容物が浸透しても、表面改質層14の無機皮膜によって、内容物とバリア層13との接触が防止される。このため、包装袋1の内容物が酸あるいは塩基の場合でも、バリア層13の腐食が防止される。
これにより、第1の接着層15と表面改質層14との間の接着強度が向上する。
本発明の第2の実施形態の積層体について説明する。
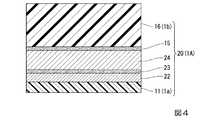
図4は、本発明の第2の実施形態の積層体の層構成を示す模式的な縦断面図である。
図2に示すように、積層体20は、積層体10の第2の接着層12、バリア層13、表面改質層14に代えて、バリア層22、第2の接着層23、ポリアミド樹脂層24(中間層)を備える。以下、上記第1の実施形態と異なる点を中心に説明する。
バリア層22に用いることができる無機酸化物としては、例えば、シリカ(SiO2)、アルミナ(Al2O3)などが挙げられる。
バリア層22の層厚は、包装袋1として必要なガス透過量が得られる適宜の層厚とされる。
バリア層22は、シーラント層16との接着性があまりよくないため、本実施形態では、バリア層22とシーラント層16との間に、中間層として後述するポリアミド樹脂層24が配置される。
さらに、バリア層22は、基材層11とポリアミド樹脂層24との間に挟まれているため、積層体20が湾曲されたり、屈曲されたりしても、クラックが入ったり剥離が起こりにくくなっている。
例えば、第2の接着層23としては、バリア層22およびポリアミド樹脂層24の材質に応じて、ウレタン系接着剤、エポキシ系接着剤、アクリル系接着剤などが用いられてもよい。
ポリアミド樹脂層24は、ポリアミド樹脂の薄層シートによって形成されている。
ポリアミド樹脂層24の材質としては、例えば、ナイロンなどが挙げられる。
ポリアミド樹脂層24はアミノ基が含まれているため、上記第1の実施形態における第1の接着層15のようにイソシアネート化合物からなる接着層に対して強固に接着される。
本実施形態における第1の接着層15の層厚は、ポリアミド樹脂層24およびシーラント層16との間に必要な接着強度が得られる層厚であればよく、例えば、上記第1の実施形態と同様とすることができる。
まず、基材層11に無機酸化物を蒸着して、基材層11およびバリア層22の積層体が形成される。
この後、バリア層22の表面に第2の接着層23となる接着剤が塗工され、第2の接着層23上にポリアミド樹脂層24となる薄層シートが積層される。このとき、ポリアミド樹脂層24となる薄層シートは、例えば、コロナ処理または易接着処理されてもよい。
塗工液が塗布されたら、塗工液を乾燥させて、上記第1の実施形態と同様にして、第1の接着層15上にシーラント層16を積層させる。
以上で、積層体20が形成される。
ポリアミド樹脂層24は、アミノ基を有するため、第1の接着層15のイソシアネート化合物のイソシアネート基と反応する。これにより、例えば、尿素結合、ビュレット結合、アロファネート結合などが生成されて、3次元的な架橋構造が形成される。このため、第1の接着層15のイソシアネート化合物と、ポリアミド樹脂層24とが、強固に接合する。
これにより、第1の接着層15とポリアミド樹脂層24との間の接着強度が向上する。
シーラント層16と第1の接着層15との間の接着強度は、上記第1の実施形態と同様である。
例えば、ヒートシール用開口部1dは、注出口および口栓を形成する樹脂部材が装着された状態でヒートシールされてもよい。
例えば、開口部Tの内周面には、チャックが溶着されていてもよい。
例えば、包装袋1は、ガセット袋、スタンディングパウチなどで構成されてもよい。
下記[表1]に、実施例1、2、比較例1〜3の積層体の層構成を示す。

以下、簡単のため、明細書中でもこれらの略号の表記が用いられる場合がある。
実施例1は、上記第1の実施形態の積層体10、包装袋1に関する実施例である。
[表1]に示すように、実施例1の積層体は、層厚12μmのポリエチレンテレフタレート(基材層11)、層厚7μmのアルミ箔(バリア層13)、表面改質層14、層厚30μmのシーラント層16がこの順に積層されて構成された。
基材層11としては、FE2001(商品名;フタムラ化学(株)製)が用いられた。バリア層13としては、A8079材(東洋アルミニウム(株)製)が用いられた。第2の接着層12としては、ウレタン系接着剤であるディックドライ(登録商標)LX−500(商品名;DICグラフィックス(株)製)が用いられた。
表面改質層14は、サーフコート(登録商標)EC1000A/B(商品名;日本ペイント・サーフケミカルズ(株)製)を、バリア層13の表面に塗布することで形成された。シーラント層16は、L−LDPE(直鎖状低密度ポリエチレン)であるT.U.X(登録商標)FC−S(商品名;三井化学東セロ(株)製)が用いられた。
表面改質層14とシーラント層16とを接合する第1の接着層15としては、ヘキサメチレンジイソシアネートのビウレットタイプが用いられた。
この後、表面改質層14の表面に、ヘキサメチレンジイソシアネートのビウレットタイプが塗布乾燥されて、層厚0.3μmの第1の接着層15が形成された。
この後、第1の接着層15上に、ノバテック(登録商標)LD LC600A(商品名;日本ポリエチレン(株)製)を押し出し、T.U.X(登録商標)FC−Sと貼り合わせることで、シーラント層16が積層された。LC600Aの押し出し時の温度は、290℃以上330℃以下とされた。
以上で、本実施例の積層体10が製造された。
包装袋1の評価を行うため、包装袋1の内部空間Sに内容物を詰めた状態で、ヒートシール用開口部1dがヒートシールされた。これにより、内容物が入った包装袋1のサンプルが製造された。
内容物としては、酸または塩基が詰められた。酸としては酢酸5wt%水溶液(pH3.0以下)、塩基としてはモノエタノールアミン10wt%水溶液(pH11.0以上)が用いられた。
実施例2は、上記第2の実施形態の積層体20、包装袋1に関する実施例である。
[表1]に示すように、実施例2の積層体は、ポリエチレンテレフタレート(基材層11)、シリカ(バリア層22)、層厚15μmの延伸ナイロン(ポリアミド樹脂層24)、層厚100μmのシーラント層16がこの順に積層されて構成された。このうち、シーラント層16の材質は実施例1と同様である。
基材層11およびバリア層22としては、PETフィルム上に蒸着されたシリカ層を有する透明ハイバリアフィルムGL−RD(商品名;凸版印刷(株)製)が用いられた。
ポリアミド樹脂層24としては、エンブレム(登録商標)ONBC−15(商品名;ユニチカ(株)製)が用いられた。バリア層22とポリアミド樹脂層24とを接着する第2の接着層12としては、2液硬化型ウレタン接着剤であるディックドライ(登録商標)LX−500(商品名;DICグラフィックス(株)製)が用いられた。
ポリアミド樹脂層24とシーラント層16とを接着する第1の接着層15としては、実施例1と同様、ヘキサメチレンジイソシアネートのビウレットタイプが用いられた。
この後、ポリアミド樹脂層24の表面に、実施例1と同様にヘキサメチレンジイソシアネートのビウレットタイプが塗布乾燥されて、層厚0.3μmの第1の接着層15が形成された。
この後、第1の接着層15上に、ノバテック(登録商標)LD LC600Aを押し出し、T.U.X(登録商標)FC−Sと貼り合わせることで、実施例1と層厚のみが異なるシーラント層16が積層された。
以上で、本実施例の積層体20が製造された。
[表1]に示すように、比較例1は、中間層を有しない層構成の例である。
比較例1の積層体は、層厚12μmのポリエチレンテレフタレート(基材層)、層厚7μmのアルミ箔(バリア層)、層厚40μmのシーラント層がこの順に積層されて構成された。このうち、基材層、バリア層、およびシーラント層との材質は、それぞれ実施例1の基材層11、バリア層13、およびシーラント層16と同様である。基材層およびバリア層は、実施例1と同様の第2の接着層12によって接着された。
本比較例において、バリア層とシーラント層とを接着する第1の接着層は、ディックドライ(登録商標)LX−500(商品名;DICグラフィックス(株)製)を主剤とし、ディックドライ(登録商標)KW−75(商品名;DICグラフィックス(株)製)を硬化剤とする接着剤によって形成された。ディックドライ(登録商標)LX−500はポリエステルポリオールを主成分とし、ディックドライ(登録商標)KW−75はイソシアネートを主成分としている。
[表1]に示すように、比較例2は、中間層を有しない層構成の例である。
比較例2の積層体は、比較例1と第1の接着層の材質のみが異なる。比較例2において、バリア層とシーラント層とを接着する第1の接着層は、実施例1と同様、ヘキサメチレンジイソシアネートのビウレットタイプが用いられた。
[表1]に示すように、比較例3は、ONYを中間層とする層構成の例である。
比較例3の積層体は、比較例2において、バリア層とシーラント層との間に、層厚15μmの延伸ナイロンからなる中間層が挿入されている。この中間層としては、エンブレム(登録商標)ONBC−15が用いられた。ただし、比較例3では、シーラント層の層厚は100μmとされた。
比較例3においては、バリア層と中間層とは、実施例2と同様、LX−500によって接着された。中間層とシーラント層とを接着する第1の接着層は、実施例2と同様、ヘキサメチレンジイソシアネートのビウレットタイプが用いられた。
[表1]に示すように、比較例4は、PETを中間層とする層構成の例である。
比較例4の積層体は、比較例3におけるONYからなる中間層を、層厚12μmのPETに置き換えて構成された。ただし、比較例4では、シーラント層の層厚は30μmとされた。
本比較例の中間層のPETは、ポリエステルフィルムFE2002(商品名;フタムラ化学(株)製)が用いられた。
本比較例の第1の接着層、第2の接着層の材質は、それぞれ比較例3と同様とされた。
比較例1〜4では、それぞれ比較例1〜4の積層体が用いた以外は、上記実施例1と同様にして、各比較例の包装袋が製造され、さらに、同様の内容物が充填された包装袋のサンプルが製造された。
実施例1、2、比較例1〜4の評価としては、初期および経時のラミネート強度の測定と、酸素透過量(OTR)との測定とが行われた。
ラミネート強度は、サンプルの保管試験の前後に測定された。サンプルの保管試験は、50℃に調整された恒温槽で3ヶ月間行われた。
ラミネート強度は、中身が抜かれた状態の包装袋のサンプルを15mm幅にカットした測定サンプルによって測定された。測定サンプルの各層の層間のラミネート強度は、それぞれの接着強度をテンシロン(登録商標)万能材料試験機RTF―1250(商品名;(株)エー・アンド・デイ製)を用いてT形はく離で測定することによって行われた。測定における剥離速度は300mm/minとされた。
積層体のOTRは、OX−TRAN(登録商標) Model 2/21(商品名;MOCON社製)によって測定された。
下記[表2]に、ラミネート強度およびOTRの評価結果を示す。[表2]の表記では、[表1]と同様の略号が用いられている。
OTRは、測定器の測定限界0.1[cm3/(m2・day・atm)]以下であった。
このため、実施例1は、ラミネート強度およびOTRにおいて優れており、良(○、good)と判定された。
一方、ポリアミド樹脂層24(ONY)とシーラント層16(PE)との間のラミネート強度は、シーラント層16が剥離しなかったため、測定できなかった。第2の接着層23は、酸耐性、塩基耐性が非常に優れていることが分かる。
OTRは、1.0[cm3/(m2・day・atm)]であった。
このため、実施例2は、ラミネート強度およびOTRにおいて優れており、良(○、good)と判定された。
比較例1では、3ヶ月保管後のラミネート強度が、0.0[N/15mm]となり、酸、塩基のいずれの内容物に対しても、耐性を有しないことが分かった。これは、中間層を有しないため、シーラント層(PE)に浸透する酸、塩基がバリア層(AL)のアルミ箔を腐食したためであると考えられる。
すなわち、中間層がONYの場合には、酸、塩基がバリア層に浸透することは阻止できないため、金属製のバリア層の腐食が進行したと考えられる。これに対して、実施例2では、酸、塩基が浸透しても、バリア層のシリカ自体が酸、塩基によって腐食されにくいため、ラミネート強度の低下が少なかったと考えられる。
しかし、保管試験後、ALの腐食が発生し、PETも加水分解することで強度劣化が進んだ。この結果、AL/PET間、PET/PE間のいずれにおいても剥離試験を行うことができず、それぞれのラミネート強度が測定できなかった。
また、本発明は前述した説明によって限定されることはなく、添付の特許請求の範囲によってのみ限定される。
1A 積層シート(積層体)
1b 内面層
1c ヒートシール部
10、20 積層体
11 基材層
12、23 第2の接着層
13、22 バリア層
14 表面改質層(中間層)
15 第1の接着層
16 シーラント層
24 ポリアミド樹脂層(中間層)
S 内部空間
T 開口部
Claims (13)
- 金属または合金からなるバリア層と、
アミノ基を含み、前記バリア層の表面に形成された表面改質層からなる中間層と、
2官能以上のイソシアネート化合物を主成分とする接着剤によって形成され、前記中間層に積層された第1の接着層と、
前記第1の接着層に積層されたシーラント層と、
を含む、積層体。 - 前記2官能以上のイソシアネート化合物は、2官能のイソシアネートモノマーを3官能化させたイソシアネートモノマーの誘導体である、
請求項1に記載の積層体。 - 前記第1の接着層の厚さは、0.05μm以上1μm以下である、
請求項1または2に記載の積層体。 - 前記バリア層は、6μm以上20μm以下のアルミニウムまたはアルミニウム合金からなる、
請求項1〜3のいずれか1項に記載の積層体。 - 前記表面改質層は、
重金属またはその塩を含む無機皮膜と、
窒素原子を含み、前記無機皮膜を覆う、有機高分子皮膜と、
を備える、請求項1〜4のいずれか1項に記載の積層体。 - 無機酸化物からなるバリア層と、
ポリアミド樹脂からなり、前記バリア層に第2の接着層を介して接着されている中間層と、
2官能以上のイソシアネート化合物を主成分とする接着剤によって形成され、前記中間層に積層された第1の接着層と、
前記第1の接着層に積層されたシーラント層と、
を含む、積層体。 - 前記2官能以上のイソシアネート化合物は、2官能のイソシアネートモノマーを3官能化させたイソシアネートモノマーの誘導体である、
請求項6に記載の積層体。 - 前記第1の接着層の厚さは、0.05μm以上1μm以下である、
請求項6または7に記載の積層体。 - 酸素透過量が1.0cm3/(m2・day・atm)以下である、
請求項6〜8のいずれか1項に記載の積層体。 - 請求項1〜9のいずれか1項に記載の積層体の前記シーラント層の一部がヒートシールされて、前記シーラント層で囲まれた内部空間が形成されている、包装袋。
- 金属または合金からなるバリア層の表面を化成処理することによって、前記バリア層の表面にアミノ基を含む表面改質層からなる中間層を形成することと、
前記中間層に、2官能以上のイソシアネート化合物を主成分とする接着剤を塗工して乾燥させることによって、第1の接着層を形成することと、
ポリオレフィン系樹脂を、前記第1の接着層の表面に押し出し加工することと、
を含む、積層体の製造方法。 - 無機酸化物からなるバリア層の表面に、第2の接着層を介してポリアミド樹脂層からなる中間層を形成することと、
前記中間層に、2官能以上のイソシアネート化合物を主成分とする接着剤を塗工して乾燥させることによって、第1の接着層を形成することと、
ポリオレフィン系樹脂を、前記第1の接着層の表面に押し出し加工することと、
を含む、積層体の製造方法。 - 前記2官能以上のイソシアネート化合物は、2官能のイソシアネートモノマーを3官能化させたイソシアネートモノマーの誘導体である、
請求項11または12に記載の積層体の製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016156587A JP2018024143A (ja) | 2016-08-09 | 2016-08-09 | 積層体、包装袋、および積層体の製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016156587A JP2018024143A (ja) | 2016-08-09 | 2016-08-09 | 積層体、包装袋、および積層体の製造方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2018024143A true JP2018024143A (ja) | 2018-02-15 |
Family
ID=61194746
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2016156587A Pending JP2018024143A (ja) | 2016-08-09 | 2016-08-09 | 積層体、包装袋、および積層体の製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2018024143A (ja) |
Cited By (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2019199291A (ja) * | 2018-05-18 | 2019-11-21 | 凸版印刷株式会社 | 包装袋の製造方法および包装袋 |
| JP2019199293A (ja) * | 2018-05-18 | 2019-11-21 | 凸版印刷株式会社 | 包装袋 |
| JP2020026278A (ja) * | 2018-08-09 | 2020-02-20 | 凸版印刷株式会社 | 包装袋 |
| JP2020093819A (ja) * | 2018-12-13 | 2020-06-18 | 凸版印刷株式会社 | ヘアカラー剤用包装袋 |
| JP2021017282A (ja) * | 2019-07-23 | 2021-02-15 | 凸版印刷株式会社 | 包装袋 |
| JP2021054443A (ja) * | 2019-09-27 | 2021-04-08 | 凸版印刷株式会社 | 容器用蓋材、コンタクトレンズ収容容器用蓋材、および、コンタクトレンズ収容容器 |
| JP2021079640A (ja) * | 2019-11-20 | 2021-05-27 | 凸版印刷株式会社 | 積層フィルム、および、包装袋 |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0925436A (ja) * | 1995-07-10 | 1997-01-28 | Nippon Paint Co Ltd | 金属表面処理組成物及び金属表面処理方法 |
| JP2007090783A (ja) * | 2005-09-30 | 2007-04-12 | Dainippon Printing Co Ltd | 積層体 |
| JP2012121151A (ja) * | 2010-12-06 | 2012-06-28 | Toppan Printing Co Ltd | 積層体及び包装材料 |
-
2016
- 2016-08-09 JP JP2016156587A patent/JP2018024143A/ja active Pending
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0925436A (ja) * | 1995-07-10 | 1997-01-28 | Nippon Paint Co Ltd | 金属表面処理組成物及び金属表面処理方法 |
| JP2007090783A (ja) * | 2005-09-30 | 2007-04-12 | Dainippon Printing Co Ltd | 積層体 |
| JP2012121151A (ja) * | 2010-12-06 | 2012-06-28 | Toppan Printing Co Ltd | 積層体及び包装材料 |
Cited By (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2019199291A (ja) * | 2018-05-18 | 2019-11-21 | 凸版印刷株式会社 | 包装袋の製造方法および包装袋 |
| JP2019199293A (ja) * | 2018-05-18 | 2019-11-21 | 凸版印刷株式会社 | 包装袋 |
| JP7255088B2 (ja) | 2018-05-18 | 2023-04-11 | 凸版印刷株式会社 | 包装袋の製造方法 |
| JP2020026278A (ja) * | 2018-08-09 | 2020-02-20 | 凸版印刷株式会社 | 包装袋 |
| JP7206685B2 (ja) | 2018-08-09 | 2023-01-18 | 凸版印刷株式会社 | 包装袋 |
| JP2020093819A (ja) * | 2018-12-13 | 2020-06-18 | 凸版印刷株式会社 | ヘアカラー剤用包装袋 |
| JP2021017282A (ja) * | 2019-07-23 | 2021-02-15 | 凸版印刷株式会社 | 包装袋 |
| JP2021054443A (ja) * | 2019-09-27 | 2021-04-08 | 凸版印刷株式会社 | 容器用蓋材、コンタクトレンズ収容容器用蓋材、および、コンタクトレンズ収容容器 |
| JP2021079640A (ja) * | 2019-11-20 | 2021-05-27 | 凸版印刷株式会社 | 積層フィルム、および、包装袋 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2018024143A (ja) | 積層体、包装袋、および積層体の製造方法 | |
| US8652618B2 (en) | Multi-layer film | |
| JP4366565B2 (ja) | 樹脂膜被覆アルミニウム薄板 | |
| JP4765139B2 (ja) | 薄型電池外装材 | |
| JPS61217244A (ja) | 多層シ−ト材料 | |
| JPH01215539A (ja) | 多層シート材料及び包装体 | |
| JP5786300B2 (ja) | 液体用紙容器 | |
| EP3943411A1 (en) | Packaging material and packaging body | |
| EP3375732A1 (en) | Aerosol container having double structure | |
| JP2013144556A (ja) | 液体用紙容器 | |
| JP2005288986A (ja) | 積層体 | |
| JP5082874B2 (ja) | 蓋材 | |
| JP2021181318A (ja) | 包装用吸湿フィルム | |
| JP4894177B2 (ja) | 積層体 | |
| JP6028404B2 (ja) | 液体用紙容器 | |
| JP5880020B2 (ja) | ヘアカラー1剤用のラミネートチューブ | |
| JP5957904B2 (ja) | 液体用紙容器の製造方法 | |
| JP2020093819A (ja) | ヘアカラー剤用包装袋 | |
| WO2023171339A1 (ja) | 包装用印刷積層体 | |
| JP2019199291A (ja) | 包装袋の製造方法および包装袋 | |
| WO2023037895A1 (ja) | 積層フィルム、包装袋、及び包装体 | |
| JP4852874B2 (ja) | 積層体の製造方法 | |
| JP2001334621A (ja) | 積層体およびそれを用いた包装材 | |
| JP5509534B2 (ja) | ラミネートチューブ胴部形成用積層シートおよびラミネートチューブ | |
| JP2021104851A (ja) | チューブ容器 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A821 Effective date: 20160810 |
|
| RD03 | Notification of appointment of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7423 Effective date: 20181102 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20190725 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20200427 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20200526 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20201201 |