JP2018024180A - 圧縮成形機、圧縮成形機の制御方法および圧縮成形機の成形方法 - Google Patents
圧縮成形機、圧縮成形機の制御方法および圧縮成形機の成形方法 Download PDFInfo
- Publication number
- JP2018024180A JP2018024180A JP2016157789A JP2016157789A JP2018024180A JP 2018024180 A JP2018024180 A JP 2018024180A JP 2016157789 A JP2016157789 A JP 2016157789A JP 2016157789 A JP2016157789 A JP 2016157789A JP 2018024180 A JP2018024180 A JP 2018024180A
- Authority
- JP
- Japan
- Prior art keywords
- mold
- compression
- compression molding
- movable
- molding machine
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images




Landscapes
- Moulds For Moulding Plastics Or The Like (AREA)
- Casting Or Compression Moulding Of Plastics Or The Like (AREA)
- Injection Moulding Of Plastics Or The Like (AREA)
Abstract
Description
型開きされた下型の上に成形材の一部または全部をセットした後、下型と上型の型閉めを行ってキャビティを形成し、そのまま圧縮成形を行うか、または前記キャビティ内に成形材を射出して射出圧縮成形を行うことを特徴とする。
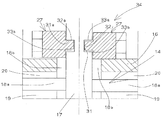
なおスリーブ体をタイバ17に押付けてロックするタイプでは、圧縮用シリンダ14の空走の問題は発生しない。またロック装置34は圧縮用シリンダ14とは別の盤に設けられてもよい。
12 可動金型
13 固定金型
14 圧縮用シリンダ
15 固定盤
16 可動盤
17 タイバ
25 サーボバルブ
27 ハーフナット
28 型開閉装置
29 サーボモータ
31 係合溝
31a,32a 当接面
32 係合歯
33a,33b 間隙
34 ロック装置
35 エンコーダ(位置センサ)
Claims (6)
- 固定盤に取付けられた固定金型と可動盤に取付けられた可動金型の間に形成されたキャビティ内で成形材料の圧縮成形を行う圧縮成形機の制御方法において、
固定盤または可動盤のいずれかの3箇所以上に設けられ圧縮成形時に可動盤を移動させる圧縮用シリンダと、
前記圧縮用シリンダに対応して同数が設けられサーボ機構により可動盤を移動させる型開閉装置と、
圧縮用シリンダの力を伝達するロック装置とが設けられ、
前記ロック装置係合後の圧縮成形時に前記圧縮用シリンダにより可動盤の少なくとも閉め方向の制御を行うとともに前記型開閉装置により可動盤の開き方向の制御を行うことを特徴とする圧縮成形機の制御方法。 - 固定盤に取付けられた固定金型と可動盤に取付けられた可動金型の間に形成されたキャビティ内で成形材料の圧縮成形を行う圧縮成形機の制御方法において、
固定盤または可動盤のいずれかの3箇所以上に設けられ圧縮成形時に可動盤を移動させる圧縮用シリンダと、
前記圧縮用シリンダに対応して同数が設けられサーボ機構により可動盤を移動させる型開閉装置と、
係合溝に対して係合歯が当接して圧縮用シリンダの力を伝達するロック装置とが設けられ、
前記ロック装置係合後の圧縮成形時に前記圧縮用シリンダにより可動盤の少なくとも閉め方向の制御を行うとともに前記型開閉装置により係合溝に対する係合歯の当接状態が継続されるように制御を行うことを特徴とする圧縮成形機の制御方法。 - 圧縮成形時には圧縮用シリンダを閉め方向および開き方向に速度制御または位置制御するともに、
前記サーボ機構により可動盤の開き方向に負荷を加える制御を行うことを特徴とする請求項1または請求項2に記載の圧縮成形機の制御方法。 - 固定盤に取付けられた固定金型と可動盤に取付けられた可動金型の間に形成されたキャビティ内で成形材料の圧縮成形を行う圧縮成形機において、
固定盤または可動盤のいずれか一方の3箇所以上に設けられ圧縮成形時に可動盤を少なくとも型閉方向に移動させる圧縮用シリンダと、
圧縮用シリンダを制御するサーボバルブと、
前記圧縮用シリンダに対応して同数が設けられ型開閉時に可動盤を型開閉移動させるとともに圧縮成形時に可動盤の開き方向に負荷を加えるサーボモータを用いた型開閉装置と、
圧縮用シリンダの力を伝達するロック装置とが備えられたことを特徴とする圧縮成形機。 - 前記可動盤は固定盤に対して昇降移動される可動盤であり、
下型と上型の間にキャビティが形成されることを特徴とする請求項4に記載の圧縮成形機。 - 請求項5に記載の圧縮成形機を用い、
型開きされた下型の上に成形材の一部または全部をセットした後、
下型と上型の型閉めを行ってキャビティを形成し、
そのまま圧縮成形を行うか、または前記キャビティ内に成形材を射出して射出圧縮成形を行うことを特徴とする圧縮成形機の成形方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016157789A JP6319815B2 (ja) | 2016-08-10 | 2016-08-10 | 圧縮成形機の制御方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016157789A JP6319815B2 (ja) | 2016-08-10 | 2016-08-10 | 圧縮成形機の制御方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2018024180A true JP2018024180A (ja) | 2018-02-15 |
| JP6319815B2 JP6319815B2 (ja) | 2018-05-09 |
Family
ID=61193453
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2016157789A Active JP6319815B2 (ja) | 2016-08-10 | 2016-08-10 | 圧縮成形機の制御方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6319815B2 (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN109808131A (zh) * | 2019-03-12 | 2019-05-28 | 高伟刚 | 一种可调节的注塑模具加工台 |
| CN120347938A (zh) * | 2025-06-26 | 2025-07-22 | 沣熠刮拉瓶盖(四川)有限公司 | 一种瓶盖生产模具合模机构及其控制方法 |
Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH05269751A (ja) * | 1992-03-26 | 1993-10-19 | Komatsu Ltd | 型締装置およびその制御方法 |
| JPH06270220A (ja) * | 1993-03-18 | 1994-09-27 | Komatsu Ltd | 射出成形機の型締装置およびその制御方法 |
| JPH11151740A (ja) * | 1997-11-21 | 1999-06-08 | Daiichi Denki Kk | 樹脂成形装置 |
| JPH11179770A (ja) * | 1997-12-18 | 1999-07-06 | Mitsubishi Heavy Ind Ltd | 圧縮成形機の型締制御装置および型締制御方法 |
| WO2002096616A1 (en) * | 2001-05-31 | 2002-12-05 | Kabushiki Kaisha Kobe Seiko Sho | Injection and compression molding machine, injection and compression molding method, injection and compression molded product by the method, and thermoplastic resin formed product |
| US20030230821A1 (en) * | 2002-06-14 | 2003-12-18 | Kabushiki Kaisha Meiki Seisakusho | Compression molding method and mold clamping apparatus |
| JP2008087408A (ja) * | 2006-10-04 | 2008-04-17 | Apic Yamada Corp | 型締め装置 |
| JP2012135960A (ja) * | 2010-12-27 | 2012-07-19 | Meiki Co Ltd | 射出圧縮成形機の型締制御方法および型締装置 |
| JP5153023B1 (ja) * | 2012-04-13 | 2013-02-27 | 株式会社名機製作所 | 繊維を含む樹脂成形品の圧縮成形方法 |
-
2016
- 2016-08-10 JP JP2016157789A patent/JP6319815B2/ja active Active
Patent Citations (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH05269751A (ja) * | 1992-03-26 | 1993-10-19 | Komatsu Ltd | 型締装置およびその制御方法 |
| JPH06270220A (ja) * | 1993-03-18 | 1994-09-27 | Komatsu Ltd | 射出成形機の型締装置およびその制御方法 |
| JPH11151740A (ja) * | 1997-11-21 | 1999-06-08 | Daiichi Denki Kk | 樹脂成形装置 |
| JPH11179770A (ja) * | 1997-12-18 | 1999-07-06 | Mitsubishi Heavy Ind Ltd | 圧縮成形機の型締制御装置および型締制御方法 |
| WO2002096616A1 (en) * | 2001-05-31 | 2002-12-05 | Kabushiki Kaisha Kobe Seiko Sho | Injection and compression molding machine, injection and compression molding method, injection and compression molded product by the method, and thermoplastic resin formed product |
| JP2003048241A (ja) * | 2001-05-31 | 2003-02-18 | Kobe Steel Ltd | 射出圧縮成形装置、射出圧縮成形方法およびその方法による射出圧縮成形品 |
| US20030230821A1 (en) * | 2002-06-14 | 2003-12-18 | Kabushiki Kaisha Meiki Seisakusho | Compression molding method and mold clamping apparatus |
| JP2004017396A (ja) * | 2002-06-14 | 2004-01-22 | Meiki Co Ltd | 圧縮成形方法および型締装置 |
| JP2008087408A (ja) * | 2006-10-04 | 2008-04-17 | Apic Yamada Corp | 型締め装置 |
| JP2012135960A (ja) * | 2010-12-27 | 2012-07-19 | Meiki Co Ltd | 射出圧縮成形機の型締制御方法および型締装置 |
| JP5153023B1 (ja) * | 2012-04-13 | 2013-02-27 | 株式会社名機製作所 | 繊維を含む樹脂成形品の圧縮成形方法 |
| JP2013220550A (ja) * | 2012-04-13 | 2013-10-28 | Meiki Co Ltd | 繊維を含む樹脂成形品の圧縮成形方法 |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN109808131A (zh) * | 2019-03-12 | 2019-05-28 | 高伟刚 | 一种可调节的注塑模具加工台 |
| CN120347938A (zh) * | 2025-06-26 | 2025-07-22 | 沣熠刮拉瓶盖(四川)有限公司 | 一种瓶盖生产模具合模机构及其控制方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP6319815B2 (ja) | 2018-05-09 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP3846869B2 (ja) | 圧縮成形方法および型締装置 | |
| JP5801924B2 (ja) | 射出成形機の成形方法 | |
| KR101419812B1 (ko) | 섬유를 포함하는 수지 성형품의 압축성형 장치 및 압축성형 방법 | |
| EP0367139A2 (en) | Injection moulding machine and method of regulating the clamping force of an injection moulding machine | |
| JPH106375A (ja) | プラスチック製品の成形方法 | |
| JP7315441B2 (ja) | 射出成形機 | |
| US7537443B2 (en) | Mold clamping system | |
| JP5477972B2 (ja) | 射出圧縮成形機の型締制御方法および型締装置 | |
| JP6319815B2 (ja) | 圧縮成形機の制御方法 | |
| CN106363882B (zh) | 合模装置的控制方法及合模装置 | |
| JP6731017B2 (ja) | 加圧成形機 | |
| JP6525347B2 (ja) | 複合成形品用の射出成形機および複合成形品用の射出成形機の制御方法 | |
| JP2008110498A (ja) | 射出成形機の型締装置および射出成形機の成形方法 | |
| TWI503219B (zh) | A thin plate injection molding method and a thin plate injection press forming apparatus | |
| US20080265465A1 (en) | Apparatus for Injection Compression Molding and Method of Molding Articles | |
| JP7651281B2 (ja) | 金型、射出成形システム、および成形品の製造方法 | |
| JP3860999B2 (ja) | 射出圧縮成形機の型締装置及び型締方法 | |
| JP3860895B2 (ja) | 圧縮成形機の型締制御装置および型締制御方法 | |
| JP6132365B2 (ja) | 射出成形機の制御方法および射出成形機 | |
| JP4024778B2 (ja) | 型締装置の制御方法 | |
| JP6130444B2 (ja) | 型締装置の制御方法および型締装置 | |
| JP2020196180A (ja) | 型締装置の制御方法および型締装置 | |
| JP7206091B2 (ja) | 射出成形機 | |
| JP7102088B2 (ja) | 成形機の制御方法および成形機 | |
| JP2009255463A (ja) | 射出成形機および射出成形方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20180208 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20180215 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20180219 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20180329 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20180329 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6319815 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| S111 | Request for change of ownership or part of ownership |
Free format text: JAPANESE INTERMEDIATE CODE: R313111 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |