JP2018024196A - データ生成装置、3次元造形装置、3次元造形物の製造方法、出力装置の評価方法及びプログラム - Google Patents
データ生成装置、3次元造形装置、3次元造形物の製造方法、出力装置の評価方法及びプログラム Download PDFInfo
- Publication number
- JP2018024196A JP2018024196A JP2016158413A JP2016158413A JP2018024196A JP 2018024196 A JP2018024196 A JP 2018024196A JP 2016158413 A JP2016158413 A JP 2016158413A JP 2016158413 A JP2016158413 A JP 2016158413A JP 2018024196 A JP2018024196 A JP 2018024196A
- Authority
- JP
- Japan
- Prior art keywords
- dimensional data
- unit
- dimensional
- output
- modeling
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
- 238000011156 evaluation Methods 0.000 title claims abstract description 70
- 238000004519 manufacturing process Methods 0.000 title claims abstract description 12
- 238000000465 moulding Methods 0.000 title abstract 3
- 238000005259 measurement Methods 0.000 claims abstract description 104
- 238000012937 correction Methods 0.000 claims abstract description 55
- 230000015572 biosynthetic process Effects 0.000 claims abstract description 6
- 238000000034 method Methods 0.000 claims description 33
- 238000003860 storage Methods 0.000 claims description 14
- 230000008569 process Effects 0.000 claims description 5
- 238000005516 engineering process Methods 0.000 abstract description 2
- 239000000463 material Substances 0.000 description 39
- 238000013210 evaluation model Methods 0.000 description 19
- NJPPVKZQTLUDBO-UHFFFAOYSA-N novaluron Chemical compound C1=C(Cl)C(OC(F)(F)C(OC(F)(F)F)F)=CC=C1NC(=O)NC(=O)C1=C(F)C=CC=C1F NJPPVKZQTLUDBO-UHFFFAOYSA-N 0.000 description 16
- 238000004364 calculation method Methods 0.000 description 12
- 230000007246 mechanism Effects 0.000 description 12
- 238000012986 modification Methods 0.000 description 12
- 230000004048 modification Effects 0.000 description 12
- 238000010586 diagram Methods 0.000 description 8
- 238000002347 injection Methods 0.000 description 8
- 239000007924 injection Substances 0.000 description 8
- 238000013500 data storage Methods 0.000 description 5
- 238000009499 grossing Methods 0.000 description 5
- 238000010030 laminating Methods 0.000 description 5
- 230000005484 gravity Effects 0.000 description 4
- 238000003475 lamination Methods 0.000 description 3
- 230000003287 optical effect Effects 0.000 description 3
- 239000000654 additive Substances 0.000 description 2
- 230000000996 additive effect Effects 0.000 description 2
- 238000011960 computer-aided design Methods 0.000 description 2
- 230000001678 irradiating effect Effects 0.000 description 2
- 239000000843 powder Substances 0.000 description 2
- 238000000110 selective laser sintering Methods 0.000 description 2
- 230000009466 transformation Effects 0.000 description 2
- 238000005406 washing Methods 0.000 description 2
- 239000003795 chemical substances by application Substances 0.000 description 1
- 238000004891 communication Methods 0.000 description 1
- 230000008021 deposition Effects 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 238000009472 formulation Methods 0.000 description 1
- 230000006870 function Effects 0.000 description 1
- 229910052602 gypsum Inorganic materials 0.000 description 1
- 239000010440 gypsum Substances 0.000 description 1
- 239000012943 hotmelt Substances 0.000 description 1
- 239000004973 liquid crystal related substance Substances 0.000 description 1
- 238000001459 lithography Methods 0.000 description 1
- 238000000691 measurement method Methods 0.000 description 1
- 239000011347 resin Substances 0.000 description 1
- 229920005989 resin Polymers 0.000 description 1
- 238000007493 shaping process Methods 0.000 description 1
- 238000005245 sintering Methods 0.000 description 1
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 1
Images
















Abstract
【課題】最終的に出力をする第2の造形物とは別の第1の造形物の測定結果を用いて第2の造形物の3次元データを補正する3次元データ補正部を有しない技術と比較して、短時間で3次元データを修正することができるデータ生成装置、3次元造形装置、3次元造形物の製造方法及びプログラムを提供する。【解決手段】データ生成装置100は、凸部810と、凸部810の形状を測定するための目盛844が形成されている目盛形成部840とを備え、3次元造形装置によって出力された評価用造形物800を測定した測定結果を用いて、出力用造形物900の3次元データを補正する3次元データ補正部118を有する。【選択図】図8
Description
本発明は、データ生成装置、3次元造形装置、3次元造形物の製造方法、出力装置の評価方法及びプログラムに関する。
特許文献1には、少なくとも第1の波長帯域の光と、前記第1の波長帯域と異なる第2の波長帯域の光とを同時に照射可能な光源と、前記光源から照射された光を、前記第1の波長帯域の光を含みかつ前記第2の波長帯域の光を含まない第1の投射光と、前記第2の波長帯域の光を含みかつ前記第1の波長帯域の光を含まない第2の投射光とに分ける光学素子と、前記光学素子により分けられた前記第1の投射光を受けて3次元造形を行う造形部と、前記光学素子により分けられた前記第2の投射光を利用して対象物の3次元計測を行う計測部と、を備えた3次元造形装置が記載されている。
3次元造形物の形状を規定する3次元データを用いて造形した造形物の形状に、3次元データが規定する形状からの誤差が生じることがある。このような誤差を低減するために、造形された造形物の形状を測定し、測定された誤差を低減するように3次元データを修正し、修正した3次元データに基づいて再び造形物を造形しようとすると、3次元データの修正に複雑な計算式を用いた計算が必要になることがあり、3次元データの修正に時間を要することがある。
本発明は、最終的に出力をする第2の造形物とは別の第1の造形物の測定結果を用いて第2の造形物の3次元データを補正する3次元データ補正部を有しない技術と比較して、短時間で3次元データを修正することができるデータ生成装置、3次元造形装置、3次元造形物の製造方法及びプログラムを提供することを目的とする。また、最終的に出力をする第2の造形物とは別の第1の造形物の測定対象部の位置を読み取る読取工程を有しない技術と比較して、短時間で出力装置を評価することができる出力装置の評価方法を提供することを目的とする。
請求項1に係る本発明は、
測定対象部と、前記測定対象部の形状を測定するための目盛が形成されている目盛形成部とを備えた第1の造形物であって、出力装置によって出力された第1の造形部を測定した測定結果を用いて、第2の造形物の3次元データを補正する3次元データ補正部を有するデータ生成装置
である。
測定対象部と、前記測定対象部の形状を測定するための目盛が形成されている目盛形成部とを備えた第1の造形物であって、出力装置によって出力された第1の造形部を測定した測定結果を用いて、第2の造形物の3次元データを補正する3次元データ補正部を有するデータ生成装置
である。
請求項2に係る本発明は、第1の造形物を測定した測定結果を受け付ける測定結果受付部をさらに有し、前記3次元データ補正部は、前記測定結果受付部が受け付けた測定結果を用いて、第2の造形物の3次元データを補正する請求項1記載のデータ生成装置である。
請求項3に係る本発明は、前記3次元データ補正部は、第1の造形物を測定した測定結果を記憶している測定結果記憶部に記憶されている測定結果を用いて、第2の造形物の3次元データを補正する請求項1記載のデータ生成装置。
請求項4に係る本発明は、出力装置と、測定対象部と、前記測定対象部の形状を測定するための目盛が形成されている目盛形成部とを備えた第1の造形物であって、前記出力装置によって出力された第1の造形部を測定した測定結果を用いて、第2の造形物の3次元データを補正する3次元データ補正部と、を有し、前記出力装置は、前記3次元データ補正部で補正された3次元データを用いて第2の造形物を出力する3次元造形装置である。
請求項5に係る本発明は、測定対象部と、前記測定対象部の形状を測定するための目盛が形成されている目盛形成部とを備えた第1の造形物であって、出力装置によって出力された第1の造形部を測定した測定結果を用いて、第2の造形物の3次元データを補正する3次元データ補正工程を有する3次元造形物の造形方法である。
請求項6に係る本発明は、測定対象部と、前記測定対象部の形状を測定するための目盛が形成されている目盛形成部とを備えた第1の造形物であって、出力装置によって出力された第1の造形部を測定した測定結果を用いて、第2の造形物の3次元データを補正する3次元データ補正工程を有し、前記出力装置が、前記3次元データ補正部で補正された3次元データを用いて第2の造形物を出力する出力工程と、を有する3次元造形物の製造方法である。
請求項7に係る本発明は、測定対象部と、前記測定対象部の形状を測定するための目盛が形成されている目盛形成部とを備えた造形物を出力装置で出力する出力工程と、測定対象部の位置を目盛形成部に形成された目盛で読み取る読取工程と、を有する出力装置の評価方法である。
請求項8に係る本発明は、測定対象部と、前記測定対象部の形状を測定するための目盛が形成されている目盛形成部とを備えた第1の造形物であって、出力装置によって出力された第1の造形部を測定した測定結果を用いて、第2の造形物の3次元データを補正する3次元データ補正ステップをコンピュータ実行させるプログラムである。
請求項9に係る本発明は、測定対象部と、前記測定対象部の形状を測定するための目盛が形成されている目盛形成部とを備えた第1の造形物であって、出力装置によって出力された第1の造形部を測定した測定結果を用いて、第2の造形物の3次元データを補正する3次元データ補正ステップと、前記出力装置が、前記3次元データ補正ステップで補正された3次元データを用いて第2の造形物を出力する出力ステップと、をコンピュータに実行させるプログラムである。
請求項1に係る本発明によれば、最終的に出力をする第2の造形物とは別の第1の造形物の測定結果を用いて第2の造形物の3次元データを補正する3次元データ補正部を有しない技術と比較して、短時間で3次元データを修正することができるデータ生成装置、3次元造形装置、3次元造形物の製造方法及びプログラムを提供することができる。
請求項2に係る本発明によれば、データを補正する都度に第1の造形物を測定した測定結果を受け付けることができるため、第1の造形物を測定した結果を記憶する記憶部を有する必要をなくすことができる。
請求項3に係る本発明によれば、測定結果記憶部を有しない技術ではデータを補正する処理の都度に第1の造形物の測定が必要になることに対して、データを補正する処理の都度に第1の造形物の測定をする必要をなくすことができる。
請求項4に係る本発明によれば、最終的に出力をする第2の造形物とは別の第1の造形物の測定結果を用いて第2の造形物の3次元データを補正する3次元データ補正部を有しない技術と比較して、短時間で3次元データを修正することができる3次元造形装置を提供することができる。
請求項5に係る本発明によれば、最終的に出力をする第2の造形物とは別の第1の造形物の測定結果を用いて第2の造形物の3次元データを補正する3次元データ補正部を有しない技術と比較して、短時間で3次元データを修正することができる3次元造形物の製造方法を提供することができる。
請求項6に係る本発明によれば、最終的に出力をする第2の造形物とは別の第1の造形物の測定結果を用いて第2の造形物の3次元データを補正する3次元データ補正部を有しない技術と比較して、短時間で3次元データを修正することができる3次元造形物の製造方法を提供することができる。
請求項7に係る本発明によれば、最終的に出力をする第2の造形物とは別の第1の造形物の測定対象部の位置を読み取る読取工程を有しない技術と比較して、短時間で出力装置を評価することができる出力装置の評価方法を提供することができる。
請求項8に係る本発明によれば、最終的に出力をする第2の造形物とは別の第1の造形物の測定結果を用いて第2の造形物の3次元データを補正する3次元データ補正部を有しない技術と比較して、短時間で3次元データを修正することができるプログラムを提供することができる。
請求項9に係る本発明によれば、最終的に出力をする第2の造形物とは別の第1の造形物の測定結果を用いて第2の造形物の3次元データを補正する3次元データ補正部を有しない技術と比較して、短時間で3次元データを修正することができるプログラムを提供することができる。
次に、本発明を実施するための形態を、図面を参照して説明する。図1には、本発明の第1の実施形態に係る3次元造形システム10が示されている。図1に示すように、3次元造形システム10は、データ生成装置100と、出力装置にあたる3次元造形装置と、測定結果記憶装置600を有し、これらがネットワーク700に接続されている。
3次元造形システム10は、評価用造形物800(図2を参照)を造形し、さらには、出力用造形物900(図3を参照)を造形する。ここで、評価用造形物800は第1の造形物にあたり、出力用造形物900は第2の造形物にあたる。また、評価用造形物800は、出力用造形物900を造形するに先立ち、出力用造形物900の3次元データを補正する補正用データを算出するために出力される造形物であり、3次元造形装置を評価するために出力される造形物である。また、出力用造形物900は、操作者が出力を所望する最終的な造形物である。また、評価用造形物800は、第1の3次元データにあたる評価用造形物800の3次元データを用いて造形され、出力用造形物900は、第2の3次元データにあたる出力用造形物900の3次元データを用いて造形される。
データ生成装置100としては、例えばパーソナルコンピュータを用いることができる。データ生成装置100は、表示装置192と操作装置194とを有する。表示装置192としては、例えば液晶表示パネルを用いることができ、操作装置194としては、例えばキーボードやマウスを用いることができる。表示装置192と操作装置194との機能を併せ持つものとして、タッチパネルを用いてもよい。データ生成装置100の詳細は後述する。
測定結果記憶装置600は、所謂サーバであり、評価用造形物800の測定結果をデータベースとして記憶している。より詳細には、測定結果記憶装置600は、評価用造形物800の出力に用いた3次元造形装置の機種、シリアルナンバー、評価用造形物800の出力に用いた造形材料の種類、サポート材の種類、3次元造形装置が設置された場所の評価用造形物800を出力した際における温度、湿度等に紐付けして評価用造形物800の評価結果を記憶している。
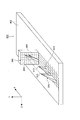
図2には、評価用造形物800の第1の例が示されている。図2に示すように、評価用造形物800は、台座部802と、凸部810と、目盛形成部840と有する。台座部802と、凸部810と、目盛形成部840とは、同時に同じ造形材料を用いて3次元造形装置により一体として造形される。
台座部802は、板状であり、後述する造形ステージ510(図4を参照)の上向の面512の上に、面512に支持されるように造形される。また、台座部802の上向の面に支持されるように、凸部810と目盛形成部840とが造形される。
凸部810は、測定対象部として用いられていて、例えば楔形状であり、上側の端部812が目視により位置の測定がなされる測定対象位置に該当する。また、凸部810は、重力方向における下側に空間が存在する部分を有し、Y軸方向及びX軸方向に傾斜している。このため、凸部810を造形する際には、凸部810を下側から支えるようにサポート材積層部990が形成される。サポート材積層部990は、評価用造形物800が造形された後に、例えば洗い流す等の方法で除去されるものであり、図2においては、想像線(二点鎖線)で示されている。
目盛形成部840は、例えば立方体であり、重力方向における下側に空間が存在する部分がなく、X軸方向にもY軸方向にも傾いていない。また、目盛形成部840は、台座部802の縁側よりも台座部802の変形が生じにくい台座部802の中央部側に位置している。これらを原因として、目盛形成部840は、凸部810と比較して例えば造形中に変形が生じにくい。さらには、目盛形成部840は、造形の過程において、凸部810と比較して3次元データが規定する形状からの誤差が生じにくい。
また、目盛形成部840の少なくとも凸部810と向き合う面842には、凸部810を測定するために用いられる目盛844が形成されている。目盛844は、操作者による目視での形状の測定が可能なものであればよく、必ずしも、図2に示すように格子状であることは要しない。
また、目盛形成部840の凸部810と向き合う面842には、輪郭線846が形成されている。輪郭線846は、凸部810と目盛形成部840とに3次元データからの誤差が生じていない場合に、凸部810に左側から(X軸方向におけるマイナス側から)水平な光を照射した場合に面842に形成される影の輪郭を示す線である。
評価用造形物800を用いての、評価用造形物800を造形した造形装置(本、実施形態においては3次元造形装置)の評価と、評価用造形物800の測定結果を用いての出力用造形物900の3次元データの補正の詳細とは後述する。
図3には出力用造形物900の一例が示されている。図3に示すように、出力用造形物900は、評価用造形物800と比較して複雑である。また、出力用造形物900の形状を測定し、測定された誤差を低減するように出力用造形物900の3次元データを修正し、修正した3次元データに基づいて再び出力用造形物900を造形しようとすると、3次元データの修正に複雑な計算式を用いた計算が必要になることがあり、3次元データの修正に時間を要することがある。
図4は、評価用造形物800に生じた変形を測定するための方法の一例を説明する図である。この測定は、測定者が、例えば手前側から(Z軸方向におけるマイナス側から)評価用造形物800を目視することによりなされ、台座部802の左上端部と右上端部とを結んだ仮想線Lが、目盛形成部840を通過する位置における目盛844を読み取ることで、台座部802に生じた反りを測定することができる。
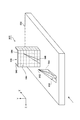
図5は、評価用造形物800に生じた変形を測定するための方法の他の例を説明する図である。この測定方法では、図5(A)に示すように、測定者が評価用造形物800を左側(X軸方向におけるマイナス側)から目視する。そして、図5(B)に示すように、凸部810の端部812が重なる位置の目盛844を読み取る。この際、目盛形成部840には3次元データが規定する形状からの誤差が生じにくいため、目盛形成部840には誤差が生じないものとみなして、目盛形成部840を凸部810の変形を測定する測定器として用いている。
図6には、3次元造形装置が示されている。3次元造形装置は、出力用造形物900を出力し、評価用造形物800を出力する。以下の説明においては、3次元造形装置が評価用造形物800を出力する場合を例として説明をするものの、3次元造形装置は、評価用造形物800と同様に評価用造形物800を出力する。3次元造形装置は、所謂インクジェット法、より詳細には所謂インクジェット紫外線硬化型積層造形法を採用している。以下の説明においては、3次元造形装置として、インクジェット紫外線硬化型積層造形法を採用した場合を例として示すものの、3次元造形装置は、他の方式を採用したものであってもよい。すなわち、3次元造形装置は、例えば、FDM(Fused Deposition Modeling)とも称される熱溶解積層法、SLS(Selective Laser Sintering)とも称される粉末焼結法、粉末固着法、石膏積層法、STL(Stereo Lithography)とも称される光造形法、LOM(Laminated Object Manufacturing)とも称されるシート材積層法等の方式を採用した3次元造形装置であってもよい。
図6に示すように、3次元造形装置は造形ステージ510を有する。3次元造形装置では、造形ステージ510の上側の面に造形材料が積層されるようにして出力用造形物900が出力される。また、造形ステージ510の上側の面には、必要に応じてサポート剤が積層されることによりサポート材積層部990が出力される。サポート材積層部990は、例えば、出力用造形物900の重力方向における下側に造形材料が積層されていない部分がある場合に、出力用造形物900を重力方向における下側から支えるために形成される。サポート材積層部990は、出力用造形物900の造形後に、例えば水洗いする等の方法で出力用造形物900から除去される。
造形ステージ510にはZ軸方向移動機構520が連結されている。造形ステージ510は、Z軸方向移動機構520を駆動させることでZ軸方向(上下方向)に移動することができるようになっている。
3次元造形装置は、ヘッド部530をさらに有し、ヘッド部530はヘッド部本体532を有する。ヘッド部本体532には、X軸方向移動機構534が連結されている。ヘッド部530は、X軸方向移動機構520を駆動させることでX軸方向(図6における左右方向)に移動することができるようになっている。また、ヘッド部本体532には、Y軸方向移動機構536が連結されている。ヘッド部530は、Y軸方向移動機構536を駆動させることでY軸方向(図6における紙面と交わる方向)に移動することができるようになっている。
ヘッド部530は、造形材料射出ノズル540をさらに有する。造形材料射出ノズル540は、造形材料貯蔵部542に貯蔵されている造形材料を造形ステージ510に向けて射出する。造形材料としては、光硬化性樹脂を用いることができる。
ヘッド部530は、サポート材射出ノズル550をさらに有する。サポート材射出ノズル550は、サポート材貯蔵部552に貯蔵されているサポート材を造形ステージに向けて射出する。
ヘッド部530は、平滑化装置560をさらに有する。平滑化装置560は、造形ステージ510へと射出された造形材料とサポート材とを平滑化する。平滑化装置560は、過剰な造形材料と過剰なポート材とを掻き取るように回転する回転部材562を有する。
ヘッド部530は、光照射装置570をさらに有する。光照射装置570は、光を照射することで造形ステージ510に射出された造形材料を硬化させ、サポート材を硬化させる。
図7は、3次元造形装置が有する制御部580を示すブロック図である。図7に示すように、制御部580は制御回路582を有し、制御回路582に、ネットワーク700(図1を参照)と通信インターフェイス584とを介し、データ生成装置100(図1を参照)で生成された評価用造形物800の断面形状データや、出力用造形物900の断面形状データが入力される。
また、3次元造形装置において、制御回路582からの出力によりX軸方向移動機構534と、Y軸方向移動機構536と、Z軸方向移動機構520と、造形材料射出ノズル540と、サポート材射出ノズル550と、平滑化装置560と、光照射装置570とが制御される。
以上のように構成された3次元造形装置で評価用造形物800や出力用造形物900を造形するには、制御回路582は、X軸方向移動機構534にヘッド部530を図6における右側へと移動させつつ、造形材料射出ノズル540に造形ステージ510へと造形材料を射出させ、サポート材射出ノズル550に造形ステージ510へとサポート材を射出させる。そして、制御回路582は、X軸方向移動機構534にヘッド部530を図6における左側へと移動させつつ、平滑化装置560に造形材料とサポート材とを平滑化させ、さらには光照射装置570に第1の造形材とサポート材とを硬化させる。以上のようにして、制御回路582は、主走査方向(X軸方向)における一定幅の造形をさせる。
そして、主走査方向における一定幅の造形を終了させると、制御回路582は、Y軸方向移動機構536に、ヘッド部530を副操作方向に(Y軸方向)に移動させ、さらには主走査方向における一定幅方向の造形をさせる。
以上の動作を繰り返させることにより、一層分の出力用造形物900の造形を完了させると、制御回路582は、Z軸方向移動機構520に、造形ステージ510を、下方向(Z軸方向)に出力用造形物900等の一層の厚さ分だけ下降させる。そして、制御回路582は、出力用造形物900の既に造形がなされた部分に積層させるようにして、次の層の造形をさせる。以上の動作を繰り返すことにより、3次元造形装置は、硬化させた造形材料を積層させるようにして出力用造形物900や、評価用造形物800を造形する。
図8は、データ生成装置100の機能的構成を示すブロック図である。図8に示すように、データ生成装置100は測定結果受付部110を有する。測定結果受付部110は、3次元造形装置が出力した評価用造形物800の形状を測定した結果を受け付ける。より具体的には、測定結果受付部110は、操作者が読み取った凸部810の端部812に対応する目盛844の値を受け付ける。
測定結果受付部110が受け付けた測定結果は、3次元造形装置の機種、シリアルナンバー、評価用造形物800の出力に用いた造形材料の種類、サポート材の種類、3次元造形装置が設置された場所の評価用造形物800を出力した際における温度、湿度等に紐付けして評価用造形物800等と共に測定結果記憶装置600に送信され、測定結果記憶装置600に記憶される。
また、データ生成装置100は、3次元データ記憶部112を有する。3次元データ記憶部112は、評価用造形物800の形状を規定する3次元データを記憶している。
また、データ生成装置100は、補正用データ算出部114を有する。補正用データ算出部114は、測定結果受付部110が受け付けた評価用造形物800の測定結果に基づいて算出されるデータであり、このデータを用いて出力用造形物900の3次元データが補正される。また、補正データは、操作者が凸部810を目視した場合に、凸部810が輪郭線846(図2を参照)に重なって見える形状となるように、評価用造形物800の3次元データを補正するデータである。
また、データ生成装置100は、3次元データ受付部116を有する。3次元データ受付部116は、出力用造形物900形状を規定する3次元データを受け付ける。この実施形態では、3次元データ受付部116が、3次元データとしてSTL(Standard Triangulated Language)データを受け付ける構成を例として説明をするものの、3次元データ受付部116で3次元CAD(Computer Aided Design)のデータ、3次元CG(computer graphics)のデータ、3Dスキャナによるデータ等を受け付けて、受け付けたデータを、データ生成装置100側でSTLデータに変換するようにしてもよい。
ここで、STLデータとは、3次元形状を表現するデータを保存するファイルフォーマットの一つであるSTLフォーマットのデータであり、3次元データを、多数の三角形の頂点の座標と、これらの多数の三角形の面の法線ベクトルとで示すデータである。
データ生成装置100は、3次元データ補正部118をさらに有する。3次元データ補正部118は、補正用データ算出部114が算出した補正用データを用いて、3次元データ受付部116が受け付けた3次元データを補正する。
データ生成装置100は、断面形状データ生成部120をさらに有する。断面形状データ生成部120は、3次元データ補正部118で補正された出力用造形物900の形状を規定する3次元データから断面形状データ(積層データ)を生成する。また、断面形状データ生成部120は、3次元データ記憶部112に記憶されている評価用造形物800の形状を規定する3次元データから断面形状データを生成する。
データ生成装置100は、出力指示部122をさらに有する。出力指示部122は、断面形状データ生成部120で生成された出力用造形物900の断面形状データに基づく出力用造形物900の造形を3次元造形装置に指示する。また、出力指示部122は、断面形状データ生成部120で生成された評価用造形物800の断面形状データに基づく評価用造形物800の造形を3次元造形装置に指示する。
図9は、3次元造形システム10における出力用造形物900を出力するまでの過程を説明するフローチャートである。図9に示すように、最初のステップであるステップS10で、データ生成装置100は、評価用造形物800の出力を3次元造形装置に指示する。すなわち、3次元データ記憶部112に記憶されている評価用造形物800の3次元データに基づいて、断面形状データ生成部120が断面形状データを生成し、生成された断面形状データを用いての評価用造形物800の出力を出力指示部122が3次元造形装置に指示する。
次のステップであるステップS12では、測定結果受付部110が、3次元造形装置が出力した評価用造形物800の形状を測定した結果を受け付ける。より具体的には、測定結果受付部110が、操作者が読み取った凸部810の端部812に対応する目盛844の値を受け付ける。
次のステップであるステップS14では、データ生成装置100は、ステップS12において測定結果受付部110が受け付けた測定結果を測定結果記憶装置600へと送信する。
次のステップであるステップS16では、3次元データ受付部116が、出力用造形物900の3次元データを受け付ける。
次のステップであるステップS18では、ステップS110で受け付けた測定結果に基づいて補正用データ算出部114が算出した補正用データを用いて、3次元データ補正部118が3次元データ受付部116の受け付けた出力用造形物900の3次元データを補正する。
次のステップであるステップS120では、ステップS18で3次元データ補正部118による補正された出力用造形物900の3次元データに基づいて、断面形状データ生成部120が断面形状データを生成する。
次のステップであるステップS122では、出力指示部122が、3次元造形装置に、ステップS120で生成された断面形状データの出力を指示する。
図10には、評価用造形物800の第2の例が示されている。先述の評価用造形物800の第1の例では、評価用造形物800は、凸部810を1つ有していた。これに対して、この評価用造形物800の第2の例は、凸部810を2つ有している。
図11には、評価用造形物800の第3の例が示されている。先述の評価用造形物800の第1の例では、評価用造形物800は、凸部810を1つ有していた。これに対して、この評価用造形物800の第3の例は、凸部810を2つ有している。また、2つの凸部810の間に造形部860が造形されている。
図12には、評価用造形物800の第4の例が示されている。先述の評価用造形物800の第1の例では、評価用造形物800は、凸部810を1つ有していた。これに対して、この評価用造形物800の第4の例は、凸部810を2つ有している。また、先述の評価用造形物800の第1の例は、凸部810に対向する面842を有する1つの目盛形成部840を有していた。これに対して、この評価用造形物800の第4の例は、互いに離間した位置に配置されている2つの目盛形成部840を有している。
図13には、評価用造形物800の第5の例が示されている。先述の評価用造形物800の第1の例では、評価用造形物800は、凸部810を1つ有していた。これに対して、この評価用造形物800の第5の例は、凸部810を4つ有している。そして、4つの凸部810の中の2つは、目盛形成部840よりも左側(X軸方向におけるマイナス側)に配置されていて、4つの凸部810の中の他の2つは、目盛形成部840よりも右側(X軸方向におけプラス側)に配置されている。
また、先述の評価用造形物800の第1の例は、凸部810に対向する面842を有する1つの目盛形成部840を有していた。これに対して、この評価用造形物800の第5の例は、互いに離間した位置に配置されている2つの目盛形成部840を有している。
図14には、第1の変形例に係る3次元造形システム10で造形される評価用の評価用造形物800が示されている。前述の本発明の実施形態に係る3次元造形システム10では、評価用造形物800を造形するにあたって、台座部802と、凸部810と、目盛形成部840とが一体として、同時に、1つの造形装置(3次元造形装置)で造形された。これに対して、この第1の変形例では、台座部802と凸部810とは、が一体として、同時に、1つの造形装置(3次元造形装置)で造形されるものの、目盛形成部840は、台座部802、凸部810とは、異なるタイミングで、3次元造形装置とは別の造形装置(不図示)で造形さる。そして、目盛形成部840は、台座部802に形成された位置決用突起870に対して位置決するようにして、台座部802に対して装着された状態で用いられる。
この第1の変形例によれば、台座部802、凸部810を造形する3次元造形装置よりも高性能の他の造形装置で目盛形成部840を造形することができ、これにより目盛形成部840に生じる虞がある3次元データが規定する形状からの誤差を低減することができる。このため、目盛形成部840が誤差を持って生成されることを原因して評価用造形物の測定が不正確になるとの弊害を発生しにくくすることができる。
図15には、第2の変形例に係る3次元造形システム10で造形される評価用の評価用造形物800が示されている。先述の第1の変形例では、は、目盛形成部840を1つ有し、この1つの目盛形成部840が台座部802に対して装着された状態で用いられた。これに対して、この第2の変形例では、評価用造形物800は、有する凸部810の数と同数である2つの目盛形成部840を有している。そして、この第2の変形例では、複数の凸部810のそれぞれに対し、対応する目盛形成部840が選択され、選択された評価用造形物800が台座部802に装着して用いられる。
図16には、第3の変形例に係る3次元造形システム10で造形される評価用造形物800が示されている。先述の第1の造形システムにおいては、目盛形成部840は、目盛844と輪郭線846とが形成された状態となるように3次元造形装置で造形された。これに対して、この第3の変形例では、目盛形成部840は、目盛844と輪郭線846とが形成されていない状態で3次元造形装置により造形され、目盛844と輪郭線846とが印刷された用紙848が目盛形成部840に貼り付けられる。
用紙848としては、例えばプリンタ等の画像形成装置で目盛844と輪郭線846とが印刷された用紙を用いることができる。この第3の変形例によれば、目盛844や輪郭線846を3次元造形装置で形成する技術と比較して、目盛844や輪郭線846を細かく、正確にすることができる。
以上で説明をした第3変形例を、第1の変形例、第2の変形例と組み合わせることもできる。すなわち、目盛形成部840を台座部802、凸部810とは異なる造形装置で造形しつつ、目盛形成部840に用紙848を貼り付けるようにしてもよい。
図17は、第2の実施形態に係る3次元造形システム10が有するデータ生成装置100の機能的構成を示すブロック図である。先述の第1の実施形態に係る3次元造形システム10では、補正用データ算出部114は、測定結果受付部110が受け付けた測定値に基づいて補正用データを算出した。これに対して、この第2の実施形態においては、補正用データ算出部114は、測定結果記憶装置600に記憶されている測定結果に基づいて補正用データを算出する。
図18は、第3の実施形態に係る3次元造形システム10が有する3次元造形装置の機能的構成を示すブロック図である。図18に示されているように、測定結果受付部110、3次元データ記憶部112、補正用データ算出部114、3次元データ受付部116、3次元データ補正部118、断面形状データ生成部120、出力指示部122との第1の実施形態においては、データ生成装置100が有していた構成を、この第2の実施形態では3次元造形装置が有している。
また、この第2の実施形態においては、3次元造形装置は、出力部590を有している。出力部590は、断面形状データ生成部120からの指示を受けて、評価用造形物800や出力用造形物900を出力する。出力部590は、例えば、造形ステージ510、ヘッド部530等の第1の実施形態に係る3次元造形装置有する全ての構成を有している。
以上で説明をしたように、本発明の実施形態に係る3次元造形システム10においては、最終的に出力をする出力用造形物900とは別の評価用造形物800の測定結果を用いて出力用造形物900の3次元データを補正する3次元データ補正部118を有しない技術と比較して、短時間で3次元データを修正することができる。データ生成装置、3次元造形装置、3次元造形物の製造方法及びプログラムを提供することができる。
以上で説明をしたように、本発明は、データ生成装置、3次元造形装置、3次元造形物の製造方法、出力装置の評価方法及びプログラムに適用することができる。
10・・・3次元造形システム
100・・・データ生成装置
110・・・測定結果受付部
114・・・補正用データ算出部
118・・・3次元データ補正部
500・・・3次元造形装置
600・・・測定結果記憶装置
800・・・評価用造形物
810・・・凸部
812・・・端部
840・・・目盛形成部
844・・・目盛
846・・・輪郭線
848・・・用紙
860・・・造形部
870・・・位置決用突起
900・・・出力用造形物
100・・・データ生成装置
110・・・測定結果受付部
114・・・補正用データ算出部
118・・・3次元データ補正部
500・・・3次元造形装置
600・・・測定結果記憶装置
800・・・評価用造形物
810・・・凸部
812・・・端部
840・・・目盛形成部
844・・・目盛
846・・・輪郭線
848・・・用紙
860・・・造形部
870・・・位置決用突起
900・・・出力用造形物
Claims (9)
- 測定対象部と、前記測定対象部の形状を測定するための目盛が形成されている目盛形成部とを備えた第1の造形物であって、出力装置によって出力された第1の造形部を測定した測定結果を用いて、第2の造形物の3次元データを補正する3次元データ補正部を有するデータ生成装置。
- 第1の造形物を測定した測定結果を受け付ける測定結果受付部をさらに有し、
前記3次元データ補正部は、前記測定結果受付部が受け付けた測定結果を用いて、第2の造形物の3次元データを補正する請求項1記載のデータ生成装置。 - 前記3次元データ補正部は、第1の造形物を測定した測定結果を記憶している測定結果記憶部に記憶されている測定結果を用いて、第2の造形物の3次元データを補正する請求項1記載のデータ生成装置。
- 出力装置と、
測定対象部と、前記測定対象部の形状を測定するための目盛が形成されている目盛形成部とを備えた第1の造形物であって、前記出力装置によって出力された第1の造形部を測定した測定結果を用いて、第2の造形物の3次元データを補正する3次元データ補正部と、
を有し、
前記出力装置は、前記3次元データ補正部で補正された3次元データを用いて第2の造形物を出力する3次元造形装置。 - 測定対象部と、前記測定対象部の形状を測定するための目盛が形成されている目盛形成部とを備えた第1の造形物であって、出力装置によって出力された第1の造形部を測定した測定結果を用いて、第2の造形物の3次元データを補正する3次元データ補正工程を有する3次元造形物の造形方法。
- 測定対象部と、前記測定対象部の形状を測定するための目盛が形成されている目盛形成部とを備えた第1の造形物であって、出力装置によって出力された第1の造形部を測定した測定結果を用いて、第2の造形物の3次元データを補正する3次元データ補正工程を有し、
前記出力装置が、前記3次元データ補正部で補正された3次元データを用いて第2の造形物を出力する出力工程と、
を有する3次元造形物の製造方法。 - 測定対象部と、前記測定対象部の形状を測定するための目盛が形成されている目盛形成部とを備えた造形物を出力装置で出力する出力工程と、
測定対象部の位置を目盛形成部に形成された目盛で読み取る読取工程と、
を有する出力装置の評価方法。 - 測定対象部と、前記測定対象部の形状を測定するための目盛が形成されている目盛形成部とを備えた第1の造形物であって、出力装置によって出力された第1の造形部を測定した測定結果を用いて、第2の造形物の3次元データを補正する3次元データ補正ステップをコンピュータ実行させるプログラム。
- 測定対象部と、前記測定対象部の形状を測定するための目盛が形成されている目盛形成部とを備えた第1の造形物であって、出力装置によって出力された第1の造形部を測定した測定結果を用いて、第2の造形物の3次元データを補正する3次元データ補正ステップと、
前記出力装置が、前記3次元データ補正ステップで補正された3次元データを用いて第2の造形物を出力する出力ステップと、
をコンピュータに実行させるプログラム。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016158413A JP2018024196A (ja) | 2016-08-12 | 2016-08-12 | データ生成装置、3次元造形装置、3次元造形物の製造方法、出力装置の評価方法及びプログラム |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016158413A JP2018024196A (ja) | 2016-08-12 | 2016-08-12 | データ生成装置、3次元造形装置、3次元造形物の製造方法、出力装置の評価方法及びプログラム |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2018024196A true JP2018024196A (ja) | 2018-02-15 |
Family
ID=61194926
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2016158413A Pending JP2018024196A (ja) | 2016-08-12 | 2016-08-12 | データ生成装置、3次元造形装置、3次元造形物の製造方法、出力装置の評価方法及びプログラム |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2018024196A (ja) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2020131484A (ja) * | 2019-02-15 | 2020-08-31 | 富士通株式会社 | 情報処理装置、データ生成プログラム及びデータ生成方法 |
| JP2021123761A (ja) * | 2020-02-06 | 2021-08-30 | 日本電子株式会社 | 3次元積層造形装置 |
| JP2023026163A (ja) * | 2021-08-13 | 2023-02-24 | 日本電子株式会社 | 3次元造形装置の評価用造形パターン |
-
2016
- 2016-08-12 JP JP2016158413A patent/JP2018024196A/ja active Pending
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2020131484A (ja) * | 2019-02-15 | 2020-08-31 | 富士通株式会社 | 情報処理装置、データ生成プログラム及びデータ生成方法 |
| JP2021123761A (ja) * | 2020-02-06 | 2021-08-30 | 日本電子株式会社 | 3次元積層造形装置 |
| JP2023026163A (ja) * | 2021-08-13 | 2023-02-24 | 日本電子株式会社 | 3次元造形装置の評価用造形パターン |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2018001725A (ja) | 3次元データ生成装置、3次元造形装置、造形物の製造方法及びプログラム | |
| JP4346021B2 (ja) | V−cadデータを用いたラピッドプロトタイピング方法と装置 | |
| JP6749582B2 (ja) | 3次元データ生成装置、3次元造形装置、造形物の製造方法及びプログラム | |
| CN105058795B (zh) | 增材制造的误差补偿方法 | |
| Livesu et al. | From 3D models to 3D prints: an overview of the processing pipeline | |
| US11155034B2 (en) | System and method for distortion mitigation and compensation in additive manufacturing processes through B-spline hyperpatch field | |
| EP3014582B1 (en) | Systems and methods for creating compensated digital representations for use in additive manufacturing processes | |
| JP3701818B2 (ja) | 3次元物体の形成方法および装置 | |
| US8155774B2 (en) | 3D object fabrication methods and systems | |
| US20150088292A1 (en) | Method of providing data for minimizing difference between dimensions of three-dimensional structure formed by laser radiation and design values of scan path of such three-dimensional structure and computer and computer program for providing such data | |
| JP2018001723A (ja) | 3次元データ生成装置、3次元造形装置、造形物の製造方法及びプログラム | |
| KR101688083B1 (ko) | 3d 프린터의 입체 모델링 방법 | |
| JP2011528829A (ja) | 原型ツールの製作方法及び装置 | |
| CN109318485B (zh) | 用于控制增材制造系统的系统和方法 | |
| US20190325098A1 (en) | System, method, and computer program for part model generation and analysis and part production and validation | |
| JP6763993B2 (ja) | 3dプリンタのオブジェクト境界を検出する方法 | |
| JP2016175404A (ja) | 積層造形装置を用いた積層造形方法 | |
| JP2018024196A (ja) | データ生成装置、3次元造形装置、3次元造形物の製造方法、出力装置の評価方法及びプログラム | |
| CN116442514A (zh) | 一种曲面分层3d打印路径规划方法及系统 | |
| Novak-Marcincin et al. | Analyses and solutions on technical and economical aspects of rapid prototyping technology | |
| WO2022095704A1 (en) | 3d printing calibration artifact, method for 3d printing calibration and 3d printer | |
| JP2018049335A (ja) | データ生成装置、造形装置、造形方法及びプログラム | |
| JP2018001660A (ja) | 3次元データ生成装置、3次元造形装置、造形物の製造方法及びプログラム | |
| JP2018036828A (ja) | データ生成装置、3次元造形装置、造形物の製造方法及びプログラム | |
| JP6840944B2 (ja) | 3次元データ生成装置、造形装置、造形物の製造方法及びプログラム |