JP2018024571A - 孔を有するガラス基板の製造方法 - Google Patents
孔を有するガラス基板の製造方法 Download PDFInfo
- Publication number
- JP2018024571A JP2018024571A JP2017149004A JP2017149004A JP2018024571A JP 2018024571 A JP2018024571 A JP 2018024571A JP 2017149004 A JP2017149004 A JP 2017149004A JP 2017149004 A JP2017149004 A JP 2017149004A JP 2018024571 A JP2018024571 A JP 2018024571A
- Authority
- JP
- Japan
- Prior art keywords
- glass plate
- hole
- initial
- glass
- dummy
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
Images









Classifications
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03B—MANUFACTURE, SHAPING, OR SUPPLEMENTARY PROCESSES
- C03B33/00—Severing cooled glass
- C03B33/08—Severing cooled glass by fusing, i.e. by melting through the glass
- C03B33/082—Severing cooled glass by fusing, i.e. by melting through the glass using a focussed radiation beam, e.g. laser
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/0006—Working by laser beam, e.g. welding, cutting or boring taking account of the properties of the material involved
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/352—Working by laser beam, e.g. welding, cutting or boring for surface treatment
- B23K26/355—Texturing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/352—Working by laser beam, e.g. welding, cutting or boring for surface treatment
- B23K26/359—Working by laser beam, e.g. welding, cutting or boring for surface treatment by providing a line or line pattern, e.g. a dotted break initiation line
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/36—Removing material
- B23K26/38—Removing material by boring or cutting
- B23K26/382—Removing material by boring or cutting by boring
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/36—Removing material
- B23K26/40—Removing material taking account of the properties of the material involved
- B23K26/402—Removing material taking account of the properties of the material involved involving non-metallic material, e.g. isolators
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03B—MANUFACTURE, SHAPING, OR SUPPLEMENTARY PROCESSES
- C03B17/00—Forming molten glass by flowing-out, pushing-out, extruding or drawing downwardly or laterally from forming slits or by overflowing over lips
- C03B17/06—Forming glass sheets
- C03B17/064—Forming glass sheets by the overflow downdraw fusion process; Isopipes therefor
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03C—CHEMICAL COMPOSITION OF GLASSES, GLAZES OR VITREOUS ENAMELS; SURFACE TREATMENT OF GLASS; SURFACE TREATMENT OF FIBRES OR FILAMENTS MADE FROM GLASS, MINERALS OR SLAGS; JOINING GLASS TO GLASS OR OTHER MATERIALS
- C03C15/00—Surface treatment of glass, not in the form of fibres or filaments, by etching
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03C—CHEMICAL COMPOSITION OF GLASSES, GLAZES OR VITREOUS ENAMELS; SURFACE TREATMENT OF GLASS; SURFACE TREATMENT OF FIBRES OR FILAMENTS MADE FROM GLASS, MINERALS OR SLAGS; JOINING GLASS TO GLASS OR OTHER MATERIALS
- C03C23/00—Other surface treatment of glass not in the form of fibres or filaments
- C03C23/0005—Other surface treatment of glass not in the form of fibres or filaments by irradiation
- C03C23/0025—Other surface treatment of glass not in the form of fibres or filaments by irradiation by a laser beam
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K2103/00—Materials to be soldered, welded or cut
- B23K2103/50—Inorganic materials other than metals or composite materials
- B23K2103/54—Glass
Landscapes
- Engineering & Computer Science (AREA)
- Chemical & Material Sciences (AREA)
- Optics & Photonics (AREA)
- Physics & Mathematics (AREA)
- Mechanical Engineering (AREA)
- Plasma & Fusion (AREA)
- Materials Engineering (AREA)
- Organic Chemistry (AREA)
- Life Sciences & Earth Sciences (AREA)
- Geochemistry & Mineralogy (AREA)
- General Chemical & Material Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Toxicology (AREA)
- Health & Medical Sciences (AREA)
- Surface Treatment Of Glass (AREA)
- Re-Forming, After-Treatment, Cutting And Transporting Of Glass Products (AREA)
- Laser Beam Processing (AREA)
Abstract
Description
(A)第1および第2の表面を有し、第1の厚さを有するガラス板を準備する工程と、
(B)ガラス板の第1の表面の側からレーザ光を照射して、ガラス板に貫通孔を形成する工程と、
(C)ガラス板を湿式エッチングすることにより、前記貫通孔を所定の寸法に拡張する工程と、
が実施される。
(1)被処理ガラス板の厚さθ1を定める工程と、
(2)相互に対向する第1および第2の表面を有し、前記厚さθ1を有するガラス板を準備する工程と、
(3)前記ガラス板の前記第1の表面の側からレーザ光を照射することにより、前記ガラス板に1または2以上の初期特徴物を形成する工程であって、前記初期特徴物は、前記第1の表面に直径φ1の寸法を有する、工程と、
(4)前記初期特徴物を有するガラス板を湿式エッチングする工程であって、これにより、前記初期特徴物から、前記第1の表面に直径φfを有する孔が形成されるとともに、前記ガラス板の厚さがθ1から、目標値θfに調整される工程と、
を有する製造方法が提供される。
まず、本発明の特徴をより良く理解するため、図1を参照して、従来の貫通孔を有するガラス基板の製造方法について簡単に説明する。
(A)第1および第2の表面を有し、第1の厚さを有するガラス板を準備する工程(第1の工程)と、
(B)ガラス板の第1の表面の側から、レーザ光を照射して、貫通孔を形成する工程(第2の工程)と、
(C)貫通孔を有するガラス板を湿式エッチングして、貫通孔の寸法を広げる工程(第3の工程)と、
を有する。
直径φfの孔を有する厚さθfのガラス基板の製造方法であって、
(1)被処理ガラス板の厚さθ1を定める工程と、
(2)相互に対向する第1および第2の表面を有し、前記厚さθ1を有するガラス板を準備する工程と、
(3)前記ガラス板の前記第1の表面の側からレーザ光を照射することにより、前記ガラス板に1または2以上の初期特徴物を形成する工程であって、前記初期特徴物は、前記第1の表面に直径φ1の寸法を有する、工程と、
(4)前記初期特徴物を有するガラス板を湿式エッチングする工程であって、これにより、前記初期特徴物から、前記第1の表面に直径φfを有する孔が形成されるとともに、前記ガラス板の厚さがθ1から、目標値θfに調整される工程と、
を有する製造方法が提供される。
具体的には、「ガラス板」は、ガラス基板の製造のために供される原料(開始)部材、およびガラス基板の製造のためのいくつかの工程が実施された中間部材を表す。
次に、図2〜図8を参照して、本発明の一実施形態による孔を有するガラス基板の製造方法の一例について説明する。
(1)被処理ガラス板の厚さθ1を定める工程(工程S110)と、
(2)相互に対向する第1および第2の表面を有し、厚さθ1を有するガラス板を準備する工程(工程S120)と、
(3)前記ガラス板の前記第1の表面の側からレーザ光を照射することにより、前記ガラス板に1または2以上の初期特徴物を形成する工程であって、前記初期特徴物は、前記第1の表面に直径φ1の寸法を有する、工程(工程S130)と、
(4)前記初期特徴物を有するガラス板を湿式エッチングする工程であって、これにより、前記初期特徴物から、前記第1の表面に直径φfを有する孔が形成されるとともに、前記ガラス板の厚さがθ1から、前記目標値θfに調整される工程(工程S140)と、
を有する。
まず、被処理ガラス板の厚さが定められる。
(i)相互に対向する第1および第2のダミー表面を有するダミーガラス板に、前記第1のダミー表面の側からレーザ光を照射することにより、前記ダミーガラス板に、初期ダミー特徴物を形成する工程であって、前記初期ダミー特徴物は、前記第1のダミー表面に直径φ1の寸法を有する、工程(工程S111)と、
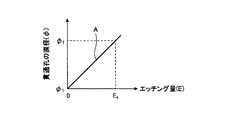
(ii)前記ダミーガラス板を湿式エッチングして、前記ダミーガラス板のエッチング量と、前記初期ダミー特徴物がエッチングされることにより形成される孔の、前記第1のダミー表面における直径との関係を把握する工程(工程S113)と、
(iii)前記関係から、前記第1のダミー表面に直径φfの前記孔を得るためのエッチング量Etを定める工程(工程S115)と、
(iv)以下の式
θ1=θf+Et (1)式
から、被処理ガラス板の厚さθ1を定める工程(工程S117)と、
を有する。
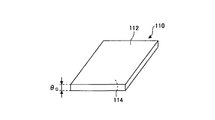
まず、ダミーガラス板が準備される。
次に、初期ダミー特徴物130を有するダミーガラス板110が湿式エッチングされる。これにより、ダミーガラス板110の厚さが減少する。また、初期ダミー特徴物130が貫通孔に変化する。
次に、図6に示すように、得られたE−φ関係から、貫通孔の第1のダミー表面112における直径(すなわち特徴部分132の直径)を、φ1からφfにするためのエッチング量Etが算定される。
θ1=θf+Et (1)式
被処理ガラス板の厚さθ1が定められる。
次に、実際の処理に供されるガラス板が準備される。被処理用のガラス板(被処理ガラス板)は、前述の工程S110で定められた厚さθ1を有する。
t=M/(W×v) (2)式
で表される。幅W、厚さtは、フュージョンパイプの流出口側のものとする。
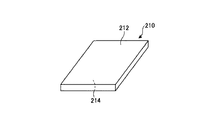
次に、ガラス板210の第1の表面212の側からレーザ光を照射することにより、ガラス板210に1または2以上の「初期特徴物」が形成される。
次に、初期特徴物230を有するガラス板210が湿式エッチングされる。これにより、初期特徴物230から貫通孔が形成される。
前述のような第1の製造方法では、工程S120で準備されるガラス板210は、厚さを除き、工程S140後に得られるガラス基板と実質的に同等の寸法(以下、「縦横寸法」と称する)を有する(ただし、より正確には、厚さの減少分と相応の寸法減少が生じる)。換言すれば、ガラス板210の第1および第2の表面212、214の見かけの面積は、(湿式エッチングによる僅かの低下はあるものの、)ガラス基板に加工された後も、あまり変化しない。
(1)被処理ガラス板の厚さθ1を定める工程(工程S210)と、
(2)相互に対向する第1および第2の表面を有し、厚さθ1を有するガラス板を準備する工程(工程S220)と、
(3)前記ガラス板の前記第1の表面の側からレーザ光を照射することにより、前記ガラス板に1または2以上の初期特徴物を形成する工程であって、前記初期特徴物は、前記第1の表面に直径φ1の寸法を有する、工程(工程S230)と、
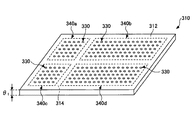
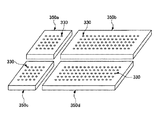
(4)前記ガラス板を切断して、前記初期特徴物を含むガラスピースを得る工程(工程S240)と、
(5)前記初期特徴物を有するガラスピースを湿式エッチングする工程であって、これにより、前記初期特徴物から、前記第1の表面に直径φfを有する孔が形成されるとともに、前記ガラスピースの厚さがθ1から、前記目標値θfに調整される工程(工程S250)と、
を有する。
第2の製造方法では、工程S230までの実施により、ガラス板に初期特徴物が形成される。
その後は、各ガラスピース350a〜350dに対して、前述の工程S140において説明したような、湿式エッチング工程が実施される。
次に、図12を参照して、本発明の一実施形態による孔を有するガラス基板のさらに別の製造方法の一例について説明する。
(1)被処理ガラス板の厚さθ1を定める工程(工程S310)と、
(2)相互に対向する第1および第2の表面を有し、厚さθ1を有するガラス板を準備する工程(工程S320)と、
(3)前記ガラス板の前記第1の表面の側からレーザ光を照射することにより、前記ガラス板に1または2以上の初期特徴物を形成する工程であって、前記初期特徴物は、前記第1の表面に直径φ1の寸法を有する、工程(工程S330)と、
(4)前記初期特徴物を有するガラス板を湿式エッチングする工程であって、これにより、前記初期特徴物から、所望の開口寸法を有する孔が形成されるとともに、前記ガラス板の厚さがθ1から、目標値θfに調整される工程(工程S340)と、
(5)前記ガラス板を切断して、前記孔を含むガラス基板を得る工程(工程S350)と、
を有する。
以下の方法により、非貫通孔を有するガラス基板を製造した。非貫通孔の第1の表面における直径(大きい方の開口の直径)は、40μmを目標とした(φf=40μm)。また、ガラス基板の厚さは、200μmを目標とした(θf=200μm)。
レーザ種:YAGレーザ(波長355μm)
レーザ出力10W。
θ1=θf+Et (1)式
に従って準備するガラス板の厚さ(θ1)を求めると、θ1=216μmとなった。
貫通孔を有するガラス基板を製造した。貫通孔の第1の表面における直径(大きい方の開口の直径)は、40μmを目標とした(φf=40μm)。また、ガラス基板の厚さは、200μmを目標とした(θf=200μm)。
レーザ種:YAGレーザ(波長355μm)
レーザ出力10W。
θ1=θf+Et (1)式
に従って準備するガラス板の厚さ(θ1)を求めると、θ1=232μmとなった。
12 第1の表面
14 第2の表面
25 初期貫通孔
26a 第1の開口
26b 第2の開口
30 ガラス基板
35 貫通孔
110 ダミーガラス板
112 第1のダミー表面
114 第2のダミー表面
130 初期ダミー特徴物
132 特徴部分
210 ガラス板
212 第1の表面
214 第2の表面
230 初期特徴物
232 特徴部分
310 ガラス板
312 第1の表面
314 第2の表面
330 初期特徴物
340a 第1の被切断領域
340b 第2の被切断領域
340c 第3の被切断領域
340d 第4の被切断領域
350a〜350d ガラスピース
Claims (10)
- 直径φfの孔を有する厚さθfのガラス基板の製造方法であって、
(1)被処理ガラス板の厚さθ1を定める工程と、
(2)相互に対向する第1および第2の表面を有し、前記厚さθ1を有するガラス板を準備する工程と、
(3)前記ガラス板の前記第1の表面の側からレーザ光を照射することにより、前記ガラス板に1または2以上の初期特徴物を形成する工程であって、前記初期特徴物は、前記第1の表面に直径φ1の寸法を有する、工程と、
(4)前記初期特徴物を有するガラス板を湿式エッチングする工程であって、これにより、前記初期特徴物から、前記第1の表面に直径φfを有する孔が形成されるとともに、前記ガラス板の厚さがθ1から、目標値θfに調整される工程と、
を有する製造方法。 - 前記(1)の工程は、
(i)前記ガラス板と同じ組成を有し、相互に対向する第1および第2のダミー表面を有するダミーガラス板に、前記第1のダミー表面の側から、前記(3)の工程と同じ条件で、前記レーザ光を照射することにより、前記ダミーガラス板に、初期ダミー特徴物を形成する工程であって、前記初期ダミー特徴物は、前記第1のダミー表面に直径φ1の寸法を有する、工程と、
(ii)前記ダミーガラス板を湿式エッチングして、前記ダミーガラス板のエッチング量と、前記初期ダミー特徴物がエッチングされることにより形成される孔の、前記第1のダミー表面における直径との関係を把握する工程と、
(iii)前記関係から、前記第1のダミー表面に直径φfの前記孔を得るためのエッチング量Etを定める工程と、
(iv)以下の式
θ1=θf+Et
から、前記被処理ガラス板の厚さθ1を定める工程と、
を有し、
前記(4)の工程では、前記エッチング量Etで前記ガラス板がエッチングされる、請求項1に記載の製造方法。 - 前記初期特徴物は、初期貫通孔、初期非貫通孔、ボイド列、および改質ラインからなる群から選定された少なくとも一つである、請求項1に記載の製造方法。
- 前記孔は、貫通孔または非貫通孔である、請求項1乃至3のいずれか一つに記載の製造方法。
- 前記(2)の工程における前記ガラス板の寸法は、前記ガラス基板の寸法よりも大きく、
さらに、前記(3)の工程と(4)の工程の間に、
(5−1)前記ガラス板を切断して、前記初期特徴物を含むガラスピースを得る工程
を有し、
前記(4)の工程では、前記(5−1)で得られた前記ガラスピースが湿式エッチングされる、請求項1乃至4のいずれか一つに記載の製造方法。 - 前記(2)の工程における前記ガラス板の寸法は、前記ガラス基板の寸法よりも大きく、
さらに、前記(4)の工程の後に、
(5−2)前記ガラス板を切断して、前記孔を含むガラス基板を得る工程
を有する、請求項1乃至4のいずれか一つに記載の製造方法。 - 前記(2)の工程では、フュージョン法により、前記ガラス板が製造される、請求項1乃至6のいずれか一つに記載の製造方法。
- 単位時間当たりのフュージョンパイプから流出するガラスの体積をM(mm3/sec)とし、鉛直方向における引張速度をv(mm/sec)とし、ガラス板の幅をW(mm)としたとき、ガラス板の厚さt(mm)は、
t=M/(W×v) (2)式
で表され、前記体積M、引張速度v、および幅Wの少なくとも一以上を制御することにより、前記厚さθ1を調整する、請求項7に記載の製造方法。 - 前記ガラス基板が貫通電極付きガラス基板用のガラス基板である、請求項1乃至8のいずれか一つに記載の製造方法。
- 前記ガラス基板がガラスインターポーザ用のガラス基板である、請求項1乃至8のいずれか一つに記載の製造方法。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016154627 | 2016-08-05 | ||
| JP2016154627 | 2016-08-05 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2018024571A true JP2018024571A (ja) | 2018-02-15 |
Family
ID=61072086
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2017149004A Withdrawn JP2018024571A (ja) | 2016-08-05 | 2017-08-01 | 孔を有するガラス基板の製造方法 |
Country Status (2)
| Country | Link |
|---|---|
| US (1) | US10584053B2 (ja) |
| JP (1) | JP2018024571A (ja) |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2020217936A1 (ja) * | 2019-04-23 | 2020-10-29 | 日本電気硝子株式会社 | ガラス板の製造方法、及びガラス板、並びにガラス板集合体 |
| JP2021172562A (ja) * | 2020-04-27 | 2021-11-01 | 株式会社Nsc | 貫通孔を有するガラス基板製造方法および表示装置製造方法 |
| JP2022530888A (ja) * | 2019-04-28 | 2022-07-04 | 学校法人沖縄科学技術大学院大学学園 | 下層形成されたナノ結晶ダイヤモンド上にガラス貫通ビアを作製する方法 |
| WO2024070835A1 (ja) * | 2022-09-29 | 2024-04-04 | 日東電工株式会社 | ガラス基板及びガラス基板の製造方法 |
| US12602086B2 (en) | 2022-09-05 | 2026-04-14 | Samsung Display Co., Ltd. | Electronic device and method for manufacturing the same |
Families Citing this family (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US10549386B2 (en) * | 2016-02-29 | 2020-02-04 | Xerox Corporation | Method for ablating openings in unsupported layers |
| JP6981422B2 (ja) * | 2016-10-20 | 2021-12-15 | Agc株式会社 | 孔を有するガラス基板の製造方法、インターポーザの製造方法、およびガラス基板に孔を形成する方法 |
| JP7407499B2 (ja) * | 2017-12-26 | 2024-01-04 | 株式会社ディスコ | 凹部又は貫通孔の形成方法、電極の形成方法 |
| DE102019111634A1 (de) * | 2019-05-06 | 2020-11-12 | Lpkf Laser & Electronics Ag | Verfahren zur Herstellung von Mikrostrukturen in einem Glassubstrat |
| LT6791B (lt) | 2019-05-15 | 2020-12-28 | Uab "Altechna R&D" | Skaidrių medžiagų apdirbimo būdas ir įrenginys |
| WO2021231124A1 (en) * | 2020-05-13 | 2021-11-18 | Corning Incorporated | Glass molding apparatus including adjustable cooling nozzles and methods of using the same |
Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2001313279A (ja) * | 2000-05-01 | 2001-11-09 | Hamamatsu Photonics Kk | 厚み計測装置、及びそれを用いたウエットエッチング装置、ウエットエッチング方法 |
| WO2003007370A1 (fr) * | 2001-07-12 | 2003-01-23 | Hitachi, Ltd. | Substrat de cablage en verre et procede de fabrication associe, pate conductrice et module de semi-conducteurs utilises pour ce substrat de cablage en verre, ainsi que procede de formation d'un substrat de cablage et d'un conducteur |
| JP2012088394A (ja) * | 2010-10-15 | 2012-05-10 | Binit:Kk | 液晶光学素子及びその製造方法 |
| JP2013537723A (ja) * | 2010-08-26 | 2013-10-03 | コーニング インコーポレイテッド | ガラスインターポーザパネル及びその作製方法 |
| JP2014501686A (ja) * | 2010-11-30 | 2014-01-23 | コーニング インコーポレイテッド | ガラスに孔の高密度アレイを形成する方法 |
| JP2015513804A (ja) * | 2012-03-05 | 2015-05-14 | コーニング インコーポレイテッド | ガラスインターポーザ組込三次元集積回路及び作製方法 |
| JP2015109803A (ja) * | 2012-02-06 | 2015-06-11 | 株式会社リコー | モータ制御装置、モータシステム、搬送装置、画像形成装置、モータ制御方法およびプログラム |
| JP2016056046A (ja) * | 2014-09-08 | 2016-04-21 | 旭硝子株式会社 | 貫通孔形成方法 |
Family Cites Families (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20090013724A1 (en) * | 2006-02-22 | 2009-01-15 | Nippon Sheet Glass Company, Limited | Glass Processing Method Using Laser and Processing Device |
| US10717670B2 (en) * | 2015-02-10 | 2020-07-21 | Nippon Sheet Glass Company, Limited | Glass for laser processing and method for producing perforated glass using same |
| JP5994954B1 (ja) | 2015-09-25 | 2016-09-21 | 旭硝子株式会社 | 貫通孔を有するガラス基板の製造方法、貫通電極を備えるガラス基板の製造方法、およびインターポーザの製造方法 |
-
2017
- 2017-08-01 JP JP2017149004A patent/JP2018024571A/ja not_active Withdrawn
- 2017-08-02 US US15/666,946 patent/US10584053B2/en active Active
Patent Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2001313279A (ja) * | 2000-05-01 | 2001-11-09 | Hamamatsu Photonics Kk | 厚み計測装置、及びそれを用いたウエットエッチング装置、ウエットエッチング方法 |
| WO2003007370A1 (fr) * | 2001-07-12 | 2003-01-23 | Hitachi, Ltd. | Substrat de cablage en verre et procede de fabrication associe, pate conductrice et module de semi-conducteurs utilises pour ce substrat de cablage en verre, ainsi que procede de formation d'un substrat de cablage et d'un conducteur |
| JP2013537723A (ja) * | 2010-08-26 | 2013-10-03 | コーニング インコーポレイテッド | ガラスインターポーザパネル及びその作製方法 |
| JP2012088394A (ja) * | 2010-10-15 | 2012-05-10 | Binit:Kk | 液晶光学素子及びその製造方法 |
| JP2014501686A (ja) * | 2010-11-30 | 2014-01-23 | コーニング インコーポレイテッド | ガラスに孔の高密度アレイを形成する方法 |
| JP2015109803A (ja) * | 2012-02-06 | 2015-06-11 | 株式会社リコー | モータ制御装置、モータシステム、搬送装置、画像形成装置、モータ制御方法およびプログラム |
| JP2015513804A (ja) * | 2012-03-05 | 2015-05-14 | コーニング インコーポレイテッド | ガラスインターポーザ組込三次元集積回路及び作製方法 |
| JP2016056046A (ja) * | 2014-09-08 | 2016-04-21 | 旭硝子株式会社 | 貫通孔形成方法 |
Cited By (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP7116926B2 (ja) | 2019-04-23 | 2022-08-12 | 日本電気硝子株式会社 | ガラス板の製造方法、及びガラス板、並びにガラス板集合体 |
| JP2020180009A (ja) * | 2019-04-23 | 2020-11-05 | 日本電気硝子株式会社 | ガラス板の製造方法、及びガラス板、並びにガラス板集合体 |
| US12180109B2 (en) | 2019-04-23 | 2024-12-31 | Nippon Electric Glass Co., Ltd. | Method for manufacturing glass sheet, and glass sheet and glass sheet assembly |
| KR102670240B1 (ko) | 2019-04-23 | 2024-05-29 | 니폰 덴키 가라스 가부시키가이샤 | 유리판의 제조 방법 및 유리판, 및 유리판 집합체 |
| KR20210153596A (ko) * | 2019-04-23 | 2021-12-17 | 니폰 덴키 가라스 가부시키가이샤 | 유리판의 제조 방법 및 유리판, 및 유리판 집합체 |
| TWI842874B (zh) * | 2019-04-23 | 2024-05-21 | 日商日本電氣硝子股份有限公司 | 玻璃板的製造方法、玻璃板以及玻璃板集合體 |
| WO2020217936A1 (ja) * | 2019-04-23 | 2020-10-29 | 日本電気硝子株式会社 | ガラス板の製造方法、及びガラス板、並びにガラス板集合体 |
| JP2022530888A (ja) * | 2019-04-28 | 2022-07-04 | 学校法人沖縄科学技術大学院大学学園 | 下層形成されたナノ結晶ダイヤモンド上にガラス貫通ビアを作製する方法 |
| JP7557883B2 (ja) | 2019-04-28 | 2024-09-30 | 学校法人沖縄科学技術大学院大学学園 | 下層形成されたナノ結晶ダイヤモンド上にガラス貫通ビアを作製する方法 |
| JP7028418B2 (ja) | 2020-04-27 | 2022-03-02 | 株式会社Nsc | 貫通孔を有するガラス基板製造方法および表示装置製造方法 |
| WO2021220890A1 (ja) * | 2020-04-27 | 2021-11-04 | 株式会社Nsc | 貫通孔を有するガラス基板製造方法および表示装置製造方法 |
| JP2021172562A (ja) * | 2020-04-27 | 2021-11-01 | 株式会社Nsc | 貫通孔を有するガラス基板製造方法および表示装置製造方法 |
| US12602086B2 (en) | 2022-09-05 | 2026-04-14 | Samsung Display Co., Ltd. | Electronic device and method for manufacturing the same |
| WO2024070835A1 (ja) * | 2022-09-29 | 2024-04-04 | 日東電工株式会社 | ガラス基板及びガラス基板の製造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| US10584053B2 (en) | 2020-03-10 |
| US20180037489A1 (en) | 2018-02-08 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2018024571A (ja) | 孔を有するガラス基板の製造方法 | |
| JP5994954B1 (ja) | 貫通孔を有するガラス基板の製造方法、貫通電極を備えるガラス基板の製造方法、およびインターポーザの製造方法 | |
| JP6777029B2 (ja) | シリコンウェーハ及びその製造方法 | |
| US9629250B2 (en) | Method of manufacturing glass component, glass component, and glass interposer | |
| JP2012166999A (ja) | インターポーザ用ガラス基板の製造方法、インターポーザの製造方法、インターポーザ用ガラス基板、およびインターポーザ | |
| DE102014005259A1 (de) | Verfahren zur Herstellung von Glasdurchkontaktierungen | |
| KR20190003025A (ko) | 유리회로기판 및 그 제조방법 | |
| WO2020217936A1 (ja) | ガラス板の製造方法、及びガラス板、並びにガラス板集合体 | |
| WO2024070320A1 (ja) | ガラス基板、多層配線基板、およびガラス基板の製造方法 | |
| WO2018116756A1 (ja) | ガラス基板の製造方法 | |
| US11081368B2 (en) | Method of dicing wiring substrate, and packaging substrate | |
| CN106057691B (zh) | 导电球固定用掩模及其制造方法 | |
| JP2019018540A (ja) | 石英ガラスノズルプレートの製造方法 | |
| JP2016171323A (ja) | 配線基板の製造方法 | |
| CN112420653A (zh) | 基板结构及其制作方法 | |
| CN105514150A (zh) | 一种防止开裂的晶圆结构及划片方法 | |
| JP6591240B2 (ja) | デバイスの製造方法 | |
| US9716114B2 (en) | Array substrate with high qualified rate and manufacturing method thereof | |
| JPWO2018088468A1 (ja) | 非貫通孔を有する基板 | |
| US9245855B2 (en) | Methods and apparatus to reduce semiconductor wafer warpage in the presence of deep cavities | |
| CN119050215A (zh) | 显示面板的制备方法、显示面板及显示设备 | |
| CN103043605A (zh) | 微型电镀立体结构提高圆片级金属键合强度的工艺方法 | |
| JP2008218673A (ja) | 転写マスクおよびその製造方法 | |
| JP2021146267A (ja) | 貫通孔基板の製造方法 | |
| CN108140618B (zh) | 配线构造体及配线构造体的制造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20200206 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20200826 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20201006 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20201124 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20210511 |
|
| A761 | Written withdrawal of application |
Free format text: JAPANESE INTERMEDIATE CODE: A761 Effective date: 20210618 |