JP2018043255A - 蛇行予測システム及び蛇行予測方法 - Google Patents
蛇行予測システム及び蛇行予測方法 Download PDFInfo
- Publication number
- JP2018043255A JP2018043255A JP2016178307A JP2016178307A JP2018043255A JP 2018043255 A JP2018043255 A JP 2018043255A JP 2016178307 A JP2016178307 A JP 2016178307A JP 2016178307 A JP2016178307 A JP 2016178307A JP 2018043255 A JP2018043255 A JP 2018043255A
- Authority
- JP
- Japan
- Prior art keywords
- meandering
- rolling
- plate material
- act
- cal
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 238000000034 method Methods 0.000 title claims description 46
- 238000005096 rolling process Methods 0.000 claims abstract description 197
- 239000000463 material Substances 0.000 claims abstract description 105
- 238000004364 calculation method Methods 0.000 claims abstract description 77
- 230000008859 change Effects 0.000 claims description 15
- 239000011159 matrix material Substances 0.000 claims description 13
- 238000011144 upstream manufacturing Methods 0.000 claims description 13
- 238000011156 evaluation Methods 0.000 claims 1
- 239000008186 active pharmaceutical agent Substances 0.000 description 32
- 238000010586 diagram Methods 0.000 description 12
- 230000014509 gene expression Effects 0.000 description 8
- 238000012545 processing Methods 0.000 description 7
- 230000009467 reduction Effects 0.000 description 5
- 230000007246 mechanism Effects 0.000 description 4
- 230000002265 prevention Effects 0.000 description 3
- 230000008569 process Effects 0.000 description 3
- 230000004044 response Effects 0.000 description 3
- WYTGDNHDOZPMIW-RCBQFDQVSA-N alstonine Natural products C1=CC2=C3C=CC=CC3=NC2=C2N1C[C@H]1[C@H](C)OC=C(C(=O)OC)[C@H]1C2 WYTGDNHDOZPMIW-RCBQFDQVSA-N 0.000 description 2
- 238000004458 analytical method Methods 0.000 description 2
- 238000013459 approach Methods 0.000 description 2
- 238000005452 bending Methods 0.000 description 2
- 230000006870 function Effects 0.000 description 2
- 229910000831 Steel Inorganic materials 0.000 description 1
- 238000005097 cold rolling Methods 0.000 description 1
- 238000012937 correction Methods 0.000 description 1
- 238000001514 detection method Methods 0.000 description 1
- 238000009499 grossing Methods 0.000 description 1
- 238000005098 hot rolling Methods 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 230000003449 preventive effect Effects 0.000 description 1
- 230000000452 restraining effect Effects 0.000 description 1
- 239000010959 steel Substances 0.000 description 1
- 238000004804 winding Methods 0.000 description 1
Images










Landscapes
- Control Of Metal Rolling (AREA)
Abstract
Description
[タンデム式圧延機]
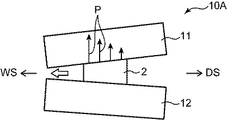
まず、本実施形態に係る蛇行予測システム及び蛇行予測方法が適用されるタンデム式圧延機10について、図1〜図4を参照して説明する。タンデム式圧延機10は、一対の圧延ロール11,12により鋼板などの板材2を所望の厚さに加工するためのものである。なお、タンデム式圧延機10は、一対の圧延ロール11,12を備えた複数台の圧延スタンドが上流から下流に向かって並べられたものであるが、図1は、最上流に配置された#1スタンド10Aのみを示している。
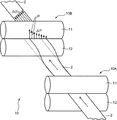
次に、上記タンデム式圧延機10による圧延時において、実際に起こり得る板材2の蛇行挙動について、図5〜図8を参照して説明する。図5及び図6は、板材2の蛇行が停留する場合、即ち板材2の蛇行量が通板時間と共に増加せずに一定となる場合を示す。図7及び図8は、板材2の蛇行量が通板時間と共に増加し、蛇行が発散する場合を示す。
次に、本実施形態に係る蛇行予測システム1について、図9を参照して説明する。図9は、蛇行予測システム1の機能ブロック図である。蛇行予測システム1は、#1スタンド10Aの一対の圧延ロール11,12の入側における板材2の蛇行を予測するためのシステムである。即ち、蛇行予測システム1は、#1スタンド10Aの一対の圧延ロール11,12と、ステアリングロール18と、の間における板材2の蛇行を予測するために用いられる。蛇行予測システム1は、例えば圧延ラインに付設されるコンピュータにより構成されており、演算部21と、受付部22と、出力部23と、記憶部24と、判定部25と、警報発生部26と、を備える。
次に、上記蛇行予測システム1を用いて実施される本実施形態に係る蛇行予測方法について、図10に示すフローに従って説明する。この蛇行予測方法では、#1スタンド10Aの一対の圧延ロール11,12の入側における板材2の蛇行を予測する。即ち、#1スタンド10Aの圧延ロール11,12と、ステアリングロール18と、の間における板材2の蛇行を予測する。図10は、PAD(Problem Analysis Diagram)により演算処理のフローを示したものである。
次に、上記蛇行予測方法による計算結果の一例について、図11のグラフを参照して説明する。図11は、圧延ロール11,12の差荷重の実績値ΔPact及び出側差張力の実績値ΔσD actから、蛇行量YS及びレベル差ΔSの時間変化を計算した結果を示している。
最後に、本発明のその他実施形態について説明する。
2 板材
10 タンデム式圧延機
11,12 圧延ロール
18 ステアリングロール(上流側ロール)
21 演算部
22 受付部
23 出力部
25 判定部
26 警報発生部
J11,J12,J21,J22 ヤコビアン
J11 −1,J12 −1,J21 −1,J22 −1 逆行列
ΔPact 差荷重の実績値
ΔPcal 差荷重の計算値
ΔS レベル差
YS 蛇行量(オフセンター量)
ΔσD act 差張力の実績値
ΔσD cal 差張力の計算値
Claims (8)
- 一対の圧延ロールの入側における板材の蛇行を予測する蛇行予測システムであって、
前記圧延ロールの差荷重の実績値ΔPactと、前記圧延ロールの出側における前記板材の差張力の実績値ΔσD actと、を受け付ける受付部と、
前記差荷重の計算値ΔPcalと、前記差張力の計算値ΔσD calと、を計算するための演算部と、を備え、
前記演算部は、数値モデルにより前記板材の蛇行量YS及び前記圧延ロールのレベル差ΔSを計算するように構成され、
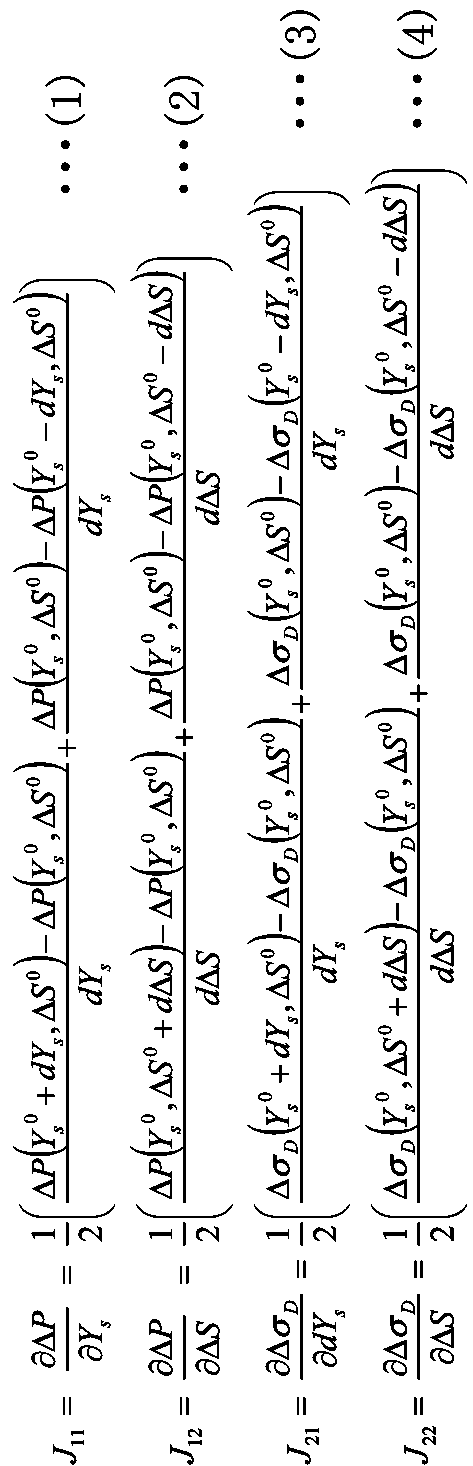
ΔPact=ΔPcal且つΔσD act=ΔσD calの時点における前記板材の蛇行量YS及び前記圧延ロールのレベル差ΔSの計算結果を出力する出力部をさらに備えた、蛇行予測システム。 - 前記演算部は、式(1)〜(4)のヤコビアンJ11,J12,J21,J22を計算し、前記ヤコビアンJ11,J12,J21,J22の逆行列J11 −1,J12 −1,J21 −1,J22 −1を用いて、式(5),(6)により前記板材の蛇行量YS及び前記圧延ロールのレベル差ΔSを計算するように構成されている、請求項1に記載の蛇行予測システム。
- 前記板材の蛇行量YSの時間変化が予め定められた閾値を超えるか否かを判定するための判定部と、
前記判定部において前記板材の蛇行量YSの時間変化が前記閾値を超えたと判定されたときに警報を発生する警報発生部と、をさらに備えた、請求項1又は2に記載の蛇行予測システム。 - タンデム式圧延機における最上流に配置された前記一対の圧延ロールと、前記タンデム式圧延機の上流側に配置された上流側ロールと、の間における前記板材の蛇行を予測するように構成されている、請求項1〜3の何れか1項に記載の蛇行予測システム。
- 一対の圧延ロールの入側における板材の蛇行を予測する蛇行予測方法であって、
前記圧延ロールの差荷重の実績値ΔPactと、前記圧延ロールの出側における前記板材の差張力の実績値ΔσD actと、を入力するステップと、
前記差荷重の計算値ΔPcalと、前記差張力の計算値ΔσD calと、を計算するステップと、
数値モデルにより前記板材の蛇行量Ys及び前記圧延ロールのレベル差ΔSを計算するステップと、
ΔPact=ΔPcal且つΔσD act=ΔσD calの時点における前記板材の蛇行量YS及び前記圧延ロールのレベル差ΔSの計算結果を出力するステップと、を備えた、蛇行予測方法。 - 前記計算するステップは、
式(1)〜(4)のヤコビアンJ11,J12,J21,J22を計算するステップと、
前記ヤコビアンJ11,J12,J21,J22の逆行列J11 −1,J12 −1,J21 −1,J22 −1を用いて、式(5),(6)により前記板材の蛇行量YS及び前記圧延ロールのレベル差ΔSを計算するステップと、を含む、請求項5に記載の蛇行予測方法。
- 前記板材の蛇行量YSの時間変化が予め定められた閾値を超えたときに警報を発生させる、請求項5又は6に記載の蛇行予測方法。
- タンデム式圧延機における最上流に配置された前記一対の圧延ロールと、前記タンデム式圧延機の上流側に配置された上流側ロールと、の間における前記板材の蛇行を予測する、請求項5〜7の何れか1項に記載の蛇行予測方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016178307A JP6688706B2 (ja) | 2016-09-13 | 2016-09-13 | 蛇行予測システム及び蛇行予測方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016178307A JP6688706B2 (ja) | 2016-09-13 | 2016-09-13 | 蛇行予測システム及び蛇行予測方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2018043255A true JP2018043255A (ja) | 2018-03-22 |
| JP6688706B2 JP6688706B2 (ja) | 2020-04-28 |
Family
ID=61693442
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2016178307A Active JP6688706B2 (ja) | 2016-09-13 | 2016-09-13 | 蛇行予測システム及び蛇行予測方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6688706B2 (ja) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2020066050A (ja) * | 2018-10-26 | 2020-04-30 | 株式会社神戸製鋼所 | 圧延機の蛇行検出装置および圧延機の蛇行検出方法 |
| CN111346927A (zh) * | 2020-03-03 | 2020-06-30 | 首钢京唐钢铁联合有限责任公司 | 一种平整机轧制力的控制方法 |
| JP2020185609A (ja) * | 2019-05-17 | 2020-11-19 | 株式会社神戸製鋼所 | 圧延機の蛇行抑制方法 |
| WO2021048984A1 (ja) | 2019-09-12 | 2021-03-18 | 東芝三菱電機産業システム株式会社 | 絞り発生予測システム |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH04118108A (ja) * | 1990-09-04 | 1992-04-20 | Toshiba Corp | 圧延材の蛇行制御装置 |
| JPH04266414A (ja) * | 1991-02-19 | 1992-09-22 | Kobe Steel Ltd | 板圧延時の蛇行制御装置 |
| JPH105840A (ja) * | 1996-04-18 | 1998-01-13 | Nippon Steel Corp | 板圧延における蛇行制御方法 |
| JP2004243376A (ja) * | 2003-02-14 | 2004-09-02 | Jfe Steel Kk | タンデム圧延機におけるストリップの蛇行制御装置及び蛇行制御方法 |
-
2016
- 2016-09-13 JP JP2016178307A patent/JP6688706B2/ja active Active
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH04118108A (ja) * | 1990-09-04 | 1992-04-20 | Toshiba Corp | 圧延材の蛇行制御装置 |
| JPH04266414A (ja) * | 1991-02-19 | 1992-09-22 | Kobe Steel Ltd | 板圧延時の蛇行制御装置 |
| JPH105840A (ja) * | 1996-04-18 | 1998-01-13 | Nippon Steel Corp | 板圧延における蛇行制御方法 |
| JP2004243376A (ja) * | 2003-02-14 | 2004-09-02 | Jfe Steel Kk | タンデム圧延機におけるストリップの蛇行制御装置及び蛇行制御方法 |
Cited By (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2020066050A (ja) * | 2018-10-26 | 2020-04-30 | 株式会社神戸製鋼所 | 圧延機の蛇行検出装置および圧延機の蛇行検出方法 |
| JP7080795B2 (ja) | 2018-10-26 | 2022-06-06 | 株式会社神戸製鋼所 | 圧延機の蛇行検出装置および圧延機の蛇行検出方法 |
| JP2020185609A (ja) * | 2019-05-17 | 2020-11-19 | 株式会社神戸製鋼所 | 圧延機の蛇行抑制方法 |
| JP7191765B2 (ja) | 2019-05-17 | 2022-12-19 | 株式会社神戸製鋼所 | 圧延機の蛇行抑制方法 |
| WO2021048984A1 (ja) | 2019-09-12 | 2021-03-18 | 東芝三菱電機産業システム株式会社 | 絞り発生予測システム |
| KR20210046738A (ko) | 2019-09-12 | 2021-04-28 | 도시바 미쓰비시덴키 산교시스템 가부시키가이샤 | 조임 발생 예측 시스템 |
| CN112839746A (zh) * | 2019-09-12 | 2021-05-25 | 东芝三菱电机产业系统株式会社 | 折叠产生预测系统 |
| CN112839746B (zh) * | 2019-09-12 | 2022-10-11 | 东芝三菱电机产业系统株式会社 | 折叠产生预测系统 |
| EP3838432B1 (en) * | 2019-09-12 | 2023-01-04 | Toshiba Mitsubishi-Electric Industrial Systems Corporation | System for predicting contraction |
| US12145185B2 (en) | 2019-09-12 | 2024-11-19 | Tmeic Corporation | Prediction system of strip chew in hot rolling mill |
| CN111346927A (zh) * | 2020-03-03 | 2020-06-30 | 首钢京唐钢铁联合有限责任公司 | 一种平整机轧制力的控制方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP6688706B2 (ja) | 2020-04-28 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6688706B2 (ja) | 蛇行予測システム及び蛇行予測方法 | |
| JP4962334B2 (ja) | 圧延機の制御方法 | |
| JP4214150B2 (ja) | 金属板材の圧延方法および圧延装置 | |
| JP5790636B2 (ja) | 圧延材の蛇行制御方法、圧延材の蛇行制御装置、圧延材の蛇行制御プログラム、及び圧延材の製造方法 | |
| JP5734112B2 (ja) | 圧延機での板厚制御方法 | |
| JP4903676B2 (ja) | 金属板材の圧延方法および圧延装置 | |
| JP6688727B2 (ja) | 蛇行予測システム、蛇行予測方法及び圧延機のオペレータ支援方法 | |
| CN110382127B (zh) | 交叉角识别方法、交叉角识别装置及轧机 | |
| JP4214099B2 (ja) | 金属板材の圧延方法および圧延装置 | |
| JP4988171B2 (ja) | 圧延機の制御装置 | |
| JP4306273B2 (ja) | タンデム圧延機におけるストリップの蛇行制御装置及び蛇行制御方法 | |
| JP4214069B2 (ja) | 金属板材の圧延方法および圧延装置 | |
| JP6031344B2 (ja) | 圧延制御装置、圧延制御方法および圧延制御プログラム | |
| JP4288888B2 (ja) | タンデム圧延機におけるストリップの蛇行制御装置及び蛇行制御方法 | |
| CN113710386B (zh) | 被轧制材料的蛇行控制方法 | |
| JP2016043360A (ja) | 圧延制御装置、圧延制御方法および圧延制御プログラム | |
| JP4267609B2 (ja) | 金属板材の圧延方法および圧延装置 | |
| JP6348303B2 (ja) | 熱間圧延鋼帯の圧延方法及び装置 | |
| JP6057774B2 (ja) | 圧延機におけるミル伸び式の同定方法 | |
| JP2006122980A (ja) | 冷間タンデム圧延機における被圧延材の変形抵抗及びロール・被圧延材間の摩擦係数の予測方法並びに冷間タンデム圧延方法 | |
| JP2002210512A (ja) | 板圧延における圧下位置設定方法 | |
| JP2004050217A (ja) | タンデム圧延機の張力制御装置 | |
| JP2000094023A (ja) | 熱間仕上圧延機のレベリング制御方法及び装置 | |
| US12617008B2 (en) | Thickness controlling method and rigidity monitoring method for rolling mill | |
| JP3583835B2 (ja) | 熱間仕上圧延におけるセットアップ方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20181203 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20190919 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20191023 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20191204 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20200107 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20200124 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20200331 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20200406 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6688706 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |