JP2018043256A - レーザ加工装置 - Google Patents
レーザ加工装置 Download PDFInfo
- Publication number
- JP2018043256A JP2018043256A JP2016178350A JP2016178350A JP2018043256A JP 2018043256 A JP2018043256 A JP 2018043256A JP 2016178350 A JP2016178350 A JP 2016178350A JP 2016178350 A JP2016178350 A JP 2016178350A JP 2018043256 A JP2018043256 A JP 2018043256A
- Authority
- JP
- Japan
- Prior art keywords
- laser
- laser beam
- incident
- optical path
- process fiber
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images











Landscapes
- Laser Beam Processing (AREA)
Abstract
Description
BPPは、レーザビームLBの品質を表現するのに、一般的に用いられるパラメータである。BPPは、ビームの拡がりの半角度θ(ミリラジアン、mrad)と、焦点(ビームウエスト)におけるビーム半径w(ミリメートル、mm)との積で求められる。BPPが小さいレーザビームLBは、より小さいビーム径であって、焦点深度が短くなるように集光され得る。一方、BPPの大きいレーザビームLBは、大きなビーム径であって、焦点深度が長くなるように集光され得る。そのため、例えば、薄いワークWを切断する場合には、BPPの小さなレーザビームLBが適しており、厚いワークWを切断する場合には、BPPの大きなレーザビームLBが適している。つまり、BPPは、加工精度および生産性を向上させるために重要なパラメータの一つである。なお、焦点深度とは、ビーム径が光学的に同じであると見なされる範囲であって、具体的には、ビーム半径の2√2倍の径に拡がるまでの範囲(レイリーの範囲)である。
以下、第1実施形態を、図1〜図3Dを参照しながら説明する。図1は、本実施形態のレーザ加工装置の構成を模式的に示す斜視図である。図2は、ビーム光路切替部の内部構成を模式的に示す平面図である。図3Aは、図2のビーム光路切替部をA−A面側から見た側面図である。図3B〜3Dは、図2のビーム光路切替部をそれぞれB−B面、C−C面およびD−D面側から見た側面図である。図中、同様の構成および機能を備える部材には、同じ符号を付している。
ビーム光路切替部200は、複数の第2反射ミラー210(210a〜210c)と、各第2反射ミラー210によって反射されたレーザビームLB1をそれぞれ集光する第2集光レンズ220(221、222、223)と、を備える。レーザ発振器100から出射されたレーザビームLB1は、導光路250を通って、ビーム光路切替部200に入射する。
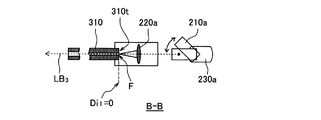
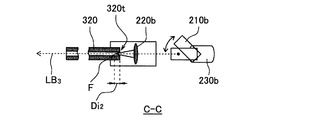
第2実施形態では、複数の第2集光レンズ220の焦点位置Fと、複数の第2集光レンズ220のそれぞれに対応する複数のプロセスファイバ300の、レーザビームLBが入射する入射端と、の間の距離(入射距離Di)が、互いに異なっている。そのため、プロセスファイバ300に入射するレーザビームLB2の入射ビーム径Dbiは、経由する第2集光レンズ220とプロセスファイバ300との組み合わせによって、変化する。さらに、複数のプロセスファイバ300のコア径は、これに対応する第2集光レンズ220による入射ビーム半径Dbiに対応するように、それぞれ異なっている。そのため、プロセスファイバ300から出射されるレーザビームLB3のBPP、ひいては加工ヘッド400から出射されるレーザビームLB4のBPPを、効率よく変化させることができる。
100:レーザ発振器
200、200A、200B:ビーム光路切替部
210、210a〜210c:第2反射ミラー
220、220a〜220c、221、222、223:第2集光レンズ
230、230a〜230c:ステッピングモータ
240:ビームアブソーバ
250:導光路
300、310、320、330:プロセスファイバ
300t、310t、320t、330t:入射端
400:加工ヘッド
410:コリメータレンズ
420:第1集光レンズ
500:加工テーブル
600:加工制御部
710:X軸モータ
720:Y軸モータ
2000:レーザ加工装置
2100:レーザ発振器
2200:ビーム光路切替部
2210、2210a〜2210c:反射ミラー
2220、2221〜2223:集光レンズ
2300、2300a〜2300c:プロセスファイバ
2400:加工ヘッド
2410:コリメータレンズ
2420:集光レンズ
2500:加工テーブル
2600:加工制御部
2710:X軸モータ
2720:Y軸モータ
Claims (2)
- レーザ発振器と、
前記レーザ発振器から出射されるレーザビームが通る複数の光路と、
前記レーザ発振器から出射される前記レーザビームを、前記複数の光路から選択される1つに導光するビーム光路切替部と、
前記複数の光路にそれぞれ配置される複数のプロセスファイバと、
前記複数のプロセスファイバのそれぞれに対応するように前記複数の光路に配置されており、前記レーザビームを集光して、対応する前記プロセスファイバに導光する複数の集光レンズと、を備え、
前記複数の集光レンズが、互いに異なる焦点距離を有し、
前記複数のプロセスファイバがそれぞれ、対応する前記集光レンズの前記焦点距離に応じたコア径を有する、レーザ加工装置。 - レーザ発振器と、
前記レーザ発振器から出射されるレーザビームが通る複数の光路と、
前記レーザ発振器から出射される前記レーザビームを、前記複数の光路から選択される1つに導光するビーム光路切替部と、
前記複数の光路に配置される複数のプロセスファイバと、
前記複数のプロセスファイバのそれぞれに対応するように前記複数の光路に配置されており、前記レーザビームを集光して、対応する前記プロセスファイバに導光する複数の集光レンズと、を備え、
前記複数の集光レンズの焦点位置から、それぞれ対応する前記複数のプロセスファイバの前記レーザビームが入射する入射端までの入射距離が、互いに異なっており、
前記複数のプロセスファイバがそれぞれ、対応する前記焦点位置からの前記入射距離に応じたコア径を有する、レーザ加工装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016178350A JP2018043256A (ja) | 2016-09-13 | 2016-09-13 | レーザ加工装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016178350A JP2018043256A (ja) | 2016-09-13 | 2016-09-13 | レーザ加工装置 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2018043256A true JP2018043256A (ja) | 2018-03-22 |
Family
ID=61692347
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2016178350A Pending JP2018043256A (ja) | 2016-09-13 | 2016-09-13 | レーザ加工装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2018043256A (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN108907454A (zh) * | 2018-09-20 | 2018-11-30 | 无锡源清瑞光激光科技有限公司 | 用于激光点焊加工系统的单光束时分切换模块 |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH06344170A (ja) * | 1993-06-11 | 1994-12-20 | Fuji Electric Co Ltd | レーザ加工装置 |
| JP2003211279A (ja) * | 2002-01-16 | 2003-07-29 | Ricoh Microelectronics Co Ltd | ビーム加工方法及びビーム加工装置 |
| JP2009160658A (ja) * | 2009-04-06 | 2009-07-23 | Toshiba Corp | レーザー照射装置 |
-
2016
- 2016-09-13 JP JP2016178350A patent/JP2018043256A/ja active Pending
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH06344170A (ja) * | 1993-06-11 | 1994-12-20 | Fuji Electric Co Ltd | レーザ加工装置 |
| JP2003211279A (ja) * | 2002-01-16 | 2003-07-29 | Ricoh Microelectronics Co Ltd | ビーム加工方法及びビーム加工装置 |
| JP2009160658A (ja) * | 2009-04-06 | 2009-07-23 | Toshiba Corp | レーザー照射装置 |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN108907454A (zh) * | 2018-09-20 | 2018-11-30 | 无锡源清瑞光激光科技有限公司 | 用于激光点焊加工系统的单光束时分切换模块 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP7119094B2 (ja) | レーザ処理装置及び方法 | |
| KR102636850B1 (ko) | 레이저 처리 장치 및 방법 | |
| US11351633B2 (en) | Laser processing apparatus and method | |
| JP5535423B2 (ja) | ファイバレーザでステンレス鋼を切削する方法 | |
| RU2750313C2 (ru) | Способ лазерной обработки металлического материала с высоким уровнем динамического управления осями движения лазерного луча по заранее выбранной траектории обработки, а также станок и компьютерная программа для осуществления указанного способа | |
| US20220168841A1 (en) | Method for flame cutting by means of a laser beam | |
| JP2013180295A (ja) | 加工装置及び加工方法 | |
| JP5705503B2 (ja) | レーザ加工装置及びレーザビーム調整方法 | |
| JPWO2010123068A1 (ja) | レーザ加工装置及びレーザ加工方法 | |
| CN115551668A (zh) | 激光切割方法和激光切割设备 | |
| KR20180015619A (ko) | 레이저 처리 장치 및 방법과 그를 위한 광부품 | |
| JP5642493B2 (ja) | レーザ切断装置及びレーザ切断方法 | |
| JP2020199513A (ja) | レーザ加工機及びレーザ加工機の制御方法 | |
| JP2018034184A (ja) | レーザ発振器およびレーザ加工装置 | |
| JP2009178720A (ja) | レーザ加工装置 | |
| GB2582331A (en) | Apparatus for laser processing a material | |
| CN116323075A (zh) | 激光焊接处理中的束整形系统 | |
| JP6895621B2 (ja) | レーザ加工ヘッドおよびレーザ加工装置 | |
| JP2018043256A (ja) | レーザ加工装置 | |
| JP2020009851A (ja) | レーザ発振装置およびその制御方法 | |
| JP2018043257A (ja) | レーザ加工装置 | |
| JP6592564B1 (ja) | レーザ加工機及びレーザ加工方法 | |
| JP2013176800A (ja) | 加工装置及び加工方法 | |
| WO2020075632A1 (ja) | レーザ加工機及びレーザ加工方法 | |
| WO2016059937A1 (ja) | ダイレクトダイオードレーザ光による板金の加工方法及びこれを実行するダイレクトダイオードレーザ加工装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| RD02 | Notification of acceptance of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7422 Effective date: 20180709 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20190626 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20200722 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20200811 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20210302 |