JP2018090699A - 材料混練方法 - Google Patents
材料混練方法 Download PDFInfo
- Publication number
- JP2018090699A JP2018090699A JP2016234989A JP2016234989A JP2018090699A JP 2018090699 A JP2018090699 A JP 2018090699A JP 2016234989 A JP2016234989 A JP 2016234989A JP 2016234989 A JP2016234989 A JP 2016234989A JP 2018090699 A JP2018090699 A JP 2018090699A
- Authority
- JP
- Japan
- Prior art keywords
- polymer
- temperature
- storage elastic
- elastic modulus
- kneading method
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images
Landscapes
- Tires In General (AREA)
- Processes Of Treating Macromolecular Substances (AREA)
- Processing And Handling Of Plastics And Other Materials For Molding In General (AREA)
Abstract
Description
各ポリマーの30℃における貯蔵弾性率(G’30)と、各ポリマーの貯蔵弾性率(G’)の温度依存性とに基いて、各ポリマーの投入順序を決定する材料混練方法に関する。
(1)前記30℃における貯蔵弾性率(G’30)が異なる場合、G’30の大きい順に投入する。
(2)前記30℃における貯蔵弾性率(G’30)が同一である場合、貯蔵弾性率(G’)の変化率が−0.5〜0.3kPa/℃の範囲内で高温まで持続される順に投入する。
本発明はまた、前記ゴム組成物を用いた空気入りタイヤに関する。
本発明は、混練機を用いて2種以上のポリマーを混練する材料混練方法であって、各ポリマーの30℃における貯蔵弾性率(G’30)と、各ポリマーの貯蔵弾性率(G’)の温度依存性とに基いて、各ポリマーの投入順序を決定する材料混練方法である。
先ず、ポリマーの貯蔵弾性率G’の温度依存性を測定し、G’が所定温度まで変わらず、ある点で急激に下がり始める点を有している場合、その温度をそのポリマーの可塑化温度と設定する。具体的には、各ポリマーの貯蔵弾性率(G’)の温度依存性において、貯蔵弾性率(G’)の変化率が−0.5〜0.3kPa/℃の範囲内から−1.5kPa/℃未満に変化する温度が存在する場合は該−1.5kPa/℃未満に変化する温度をそのポリマーの可塑化温度と設定する(G’の温度依存性曲線に、G’の変化率が−0.5〜0.3kPa/℃である箇所、G’の変化率が−1.5kPa/℃未満である箇所を有する場合に、該変化率が−1.5kPa/℃未満になる最低温度を、ポリマーの可塑化温度と設定する)。
(1)前記30℃における貯蔵弾性率(G’30)が異なる場合、G’30の大きい順に投入する。
(2)前記30℃における貯蔵弾性率(G’30)が同一である場合、貯蔵弾性率(G’)の変化率が−0.5〜0.3kPa/℃の範囲内で高温まで持続される順に投入する。
次に、前記材料混練方法により得られるゴム組成物について説明する。
前記ゴム組成物は、例えば、前記材料混練方法により各ゴム成分(各ポリマー)の投入順序を決定する第一工程と、前記第一工程で決定した順に各ゴム成分の投入、混練を行う第二工程と、前記第二工程で得られた混練物1に充填剤を投入し混練する第三工程と、前記第三工程で得られた混練物2に加硫薬品を投入して混練し、未加硫ゴム組成物を得る第四工程とを含む製法、等により作製できる。
第一工程は、前述の材料混練方法により各ゴム成分(各ポリマー)の投入順序を決定する工程である。すなわち、前述のとおり、各ポリマーの30℃における貯蔵弾性率(G’30)と、各ポリマーの貯蔵弾性率(G’)の温度依存性とに基いて、各ポリマーの投入順序を決定すればよい。
第二工程は、第一工程で決定した投入順に、混練機に、最初のゴム成分の投入・混練、更に次のゴム成分の投入・混練を、最終のゴム成分まで繰り返し、2種以上のゴム成分(ポリマー)が混練された混練物1を得る。
第三工程は、第二工程で得られた混練物1(ゴム成分の混合物)に充填剤を投入し混練する。充填剤の投入、混練は、通常の方法で実施可能である。
カーボンブラックとしては、特に限定されないが、N134、N110、N220、N234、N219、N339、N330、N326、N351、N550、N762等が挙げられる。これらは、単独で用いてもよく、2種以上を併用してもよい。
なお、カーボンブラックの窒素吸着比表面積は、JIS K6217−2:2001によって求められる。
なお、シリカの窒素吸着比表面積は、ASTM D3037−81に準じてBET法で測定される値である。
第四工程は、第三工程で得られた混練物2に加硫薬品を投入して混練し、未加硫ゴム組成物を得る工程である。加硫薬品の投入、混練は、通常の方法を採用できる。混練温度、混練時間は、適宜設定すればよい。
第四工程で得られた未加硫ゴム組成物を、各種タイヤ部材の形状に合わせて押し出し加工し、タイヤ成型機上にて通常の方法にて成形し、他のタイヤ部材とともに貼り合わせ、未加硫タイヤを形成した後、加硫機中で加熱加圧することで、タイヤを製造できる。
ポリマーA:SBR(スチレン含有量25%)
ポリマーB:SBR(スチレン含有量25%)
ポリマーC:SBR(スチレン含有量39%)
カーボンブラック:N2SA114m2/g
シリカ:N2SA175m2/g
オイル:(株)ジャパンエナジー製のプロセスX−140
シランカップリング剤:ビス(3−トリエトキシシリルプロピル)ジスルフィド
老化防止剤:住友化学(株)製のアンチゲン6C(N−(1,3−ジメチルブチル)−N’−フェニル−p−フェニレンジアミン)
ワックス:大内新興化学工業(株)製のサンノックN
ステアリン酸:日油(株)製のステアリン酸「椿」
酸化亜鉛:三井金属鉱業(株)製の亜鉛華1号
硫黄:軽井沢硫黄(株)製の粉末硫黄
加硫促進剤1:大内新興化学工業(株)製のノクセラーCZ(N−シクロヘキシル−2−ベンゾチアゾリルスルフェンアミド)
加硫促進剤2:大内新興化学工業(株)製のノクセラーD(N,N’−ジフェニルグアニジン)
(第一工程)
各ポリマーについて、アルファテクノロジーズ社製のRPA2000型試験機を用い、以下の条件で貯蔵弾性率G’の温度依存性を測定した。
温度域:30〜150℃
昇温条件:3℃/min
周波数:10Hz
歪:2%
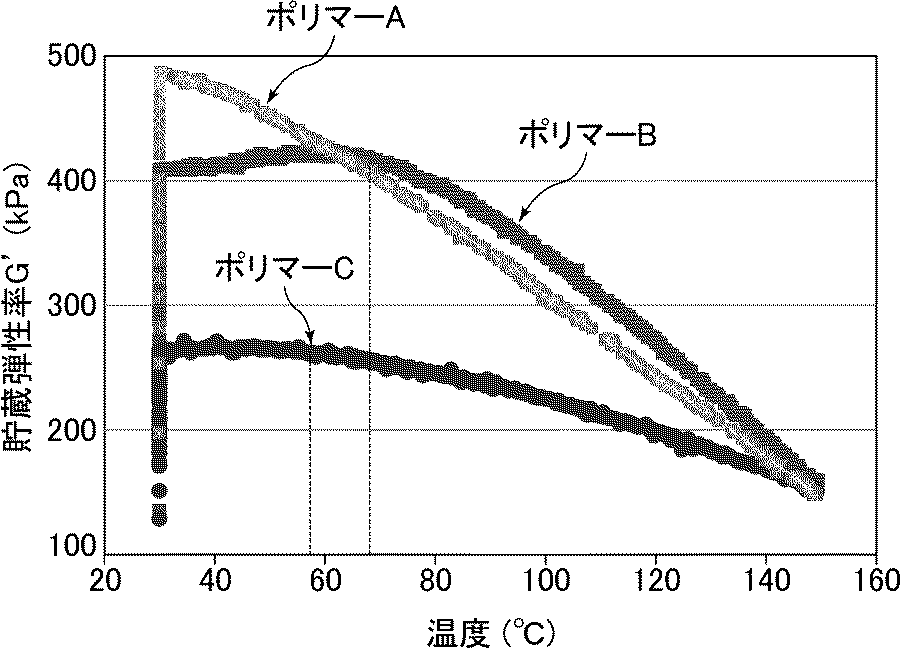
図2は各ポリマーのG’の温度依存性であり、これに基いて、各ポリマーの可塑化温度の有無、その温度、G’30を判定・測定し、結果を表1に示した。
(第二工程)
表3に示す順序で、ポリマーをバンバリーミキサーに投入し、下記条件で素練りを行い、ポリマーA、B及びCからなる混練物1を作製した。
1)ポリマーAの素練り(100℃で5分混練り)
2)ポリマーBの素練り(100℃で5分混練り)
3)ポリマーCの素練り(100℃で5分混練り)
(第三工程)
表2に示す配合内容に従い、硫黄及び加硫促進剤以外の材料をバンバリーミキサーに投入して混練し、混練物2を得た(165℃で10分混練り後排出)。
(第四工程)
得られた混練物2、硫黄及び加硫促進剤をオープンロールに投入して混練し、未加硫ゴム組成物を得た(80℃で5分混練り)。
(加硫工程)
得られた未加硫ゴム組成物を170℃で15分間加硫し、加硫ゴム組成物を得た。
JIS K6300に従い、130℃で、未加硫ゴム組成物のムーニー粘度を測定した。実施例1を100として指数表示した。指数が大きいほど加工性に優れることを示す(加工性指数)。
加硫ゴム組成物について、アルファテクノロジーズ社製のRPA2000型試験機を用いて100℃、1Hzの条件下にて、歪0.5、1、2、4、8、16、32、64%のG*を測定し、G*の最大値とG*の最小値の差から、下記式によりペイン効果を求めた。
ΔG*=(G*の最大値−G*の最小値)/G*の最大値
混練りが効果的に実施されるとフィラーの分散が進み、ΔG*が小さい方がフィラーの分散性が良好である。実施例1を100として指数表示した。指数が大きいほど分散性に優れることを示す(フィラー分散性指数)。
Claims (5)
- 混練機を用いて2種以上のポリマーを混練する材料混練方法であって、
各ポリマーの30℃における貯蔵弾性率(G’30)と、各ポリマーの貯蔵弾性率(G’)の温度依存性とに基いて、各ポリマーの投入順序を決定する材料混練方法。 - 各ポリマーの貯蔵弾性率(G’)の温度依存性において、貯蔵弾性率(G’)の変化率が−0.5〜0.3kPa/℃の範囲内から−1.5kPa/℃未満に変化する温度が存在する場合は該−1.5kPa/℃未満に変化する温度をそのポリマーの可塑化温度と、該−1.5kPa/℃未満に変化する温度が存在しない場合はそのポリマーは可塑化温度を有さないと、決定する請求項1記載の材料混練方法。
- 下記(1)〜(2)の順で決定される基準に基いて、各ポリマーの投入順序を決定する請求項2記載の材料混練方法。
(1)前記30℃における貯蔵弾性率(G’30)が異なる場合、G’30の大きい順に投入する。
(2)前記30℃における貯蔵弾性率(G’30)が同一である場合、貯蔵弾性率(G’)の変化率が−0.5〜0.3kPa/℃の範囲内で高温まで持続される順に投入する。 - 請求項1〜3のいずれかに記載の材料混練方法により得られるゴム組成物。
- 請求項4記載のゴム組成物を用いた空気入りタイヤ。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016234989A JP2018090699A (ja) | 2016-12-02 | 2016-12-02 | 材料混練方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016234989A JP2018090699A (ja) | 2016-12-02 | 2016-12-02 | 材料混練方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2018090699A true JP2018090699A (ja) | 2018-06-14 |
Family
ID=62565106
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2016234989A Pending JP2018090699A (ja) | 2016-12-02 | 2016-12-02 | 材料混練方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2018090699A (ja) |
Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2013099325A1 (ja) * | 2011-12-26 | 2013-07-04 | 住友ゴム工業株式会社 | ゴム組成物及び空気入りタイヤ |
| WO2013099324A1 (ja) * | 2011-12-26 | 2013-07-04 | 住友ゴム工業株式会社 | ゴム組成物及び空気入りタイヤ |
-
2016
- 2016-12-02 JP JP2016234989A patent/JP2018090699A/ja active Pending
Patent Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2013099325A1 (ja) * | 2011-12-26 | 2013-07-04 | 住友ゴム工業株式会社 | ゴム組成物及び空気入りタイヤ |
| WO2013099324A1 (ja) * | 2011-12-26 | 2013-07-04 | 住友ゴム工業株式会社 | ゴム組成物及び空気入りタイヤ |
Non-Patent Citations (1)
| Title |
|---|
| "第10講 混練りの物理", 日本ゴム協会誌, vol. 82巻、11号, JPN6021016847, 2009, pages 483 - 491, ISSN: 0004502651 * |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6009921B2 (ja) | タイヤ用ゴム組成物、及び空気入りタイヤ | |
| JP6227999B2 (ja) | タイヤ用ゴム組成物及び空気入りタイヤ | |
| US9296873B2 (en) | Method for producing rubber composition | |
| JP2000103907A (ja) | シリカ強化トレッドおよび/またはサイドウォ―ル成分を有するタイヤ | |
| JP4606807B2 (ja) | タイヤトレッド用ゴム組成物 | |
| JP5596947B2 (ja) | タイヤ用ゴム組成物及び空気入りタイヤ | |
| CN102675701B (zh) | 一种压缩生热低且滚动阻力小的橡胶组合物 | |
| JP2019218481A (ja) | ゴム組成物およびタイヤ | |
| CN108602917A (zh) | 聚丁二烯原位异构化的方法 | |
| JP6332090B2 (ja) | ゴム組成物及びこれを使用する空気入りタイヤ | |
| JP5276649B2 (ja) | ゴム組成物の製造方法 | |
| JP5378435B2 (ja) | タイヤ用ゴム組成物とその製造方法および前記タイヤ用ゴム組成物を用いた空気入りタイヤ | |
| JP6152397B2 (ja) | ゴム組成物およびタイヤ | |
| JP2018109126A (ja) | サイドウォール用ゴム組成物及び空気入りタイヤ | |
| JP6473371B2 (ja) | 素練り方法およびゴム組成物の製造方法 | |
| JP2018123193A (ja) | タイヤ用ゴム組成物の製造方法 | |
| JP2011057940A (ja) | 競技用タイヤのインナーライナー用ゴム組成物及び競技用タイヤ | |
| JP6152396B2 (ja) | ゴム組成物およびタイヤ | |
| JP2022097932A (ja) | ゴム組成物の製造方法およびタイヤの製造方法 | |
| JP6181502B2 (ja) | 高性能タイヤ用トレッドゴム組成物、高性能タイヤ及び高性能ドライタイヤ | |
| JP5553637B2 (ja) | トレッド用ゴム組成物及び空気入りタイヤ | |
| JP2016041787A (ja) | タイヤおよびタイヤの製造方法 | |
| JP2018070755A (ja) | タイヤ用ゴム組成物の製造方法 | |
| JP2018090699A (ja) | 材料混練方法 | |
| JP2003041059A (ja) | タイヤトレッド用ゴム組成物 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20191025 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20201125 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20201201 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20210118 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20210511 |