JP2018094600A - 密閉型電池の製造方法 - Google Patents
密閉型電池の製造方法 Download PDFInfo
- Publication number
- JP2018094600A JP2018094600A JP2016242309A JP2016242309A JP2018094600A JP 2018094600 A JP2018094600 A JP 2018094600A JP 2016242309 A JP2016242309 A JP 2016242309A JP 2016242309 A JP2016242309 A JP 2016242309A JP 2018094600 A JP2018094600 A JP 2018094600A
- Authority
- JP
- Japan
- Prior art keywords
- lid
- case body
- outer peripheral
- lid body
- laser beam
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images
























Classifications
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02E—REDUCTION OF GREENHOUSE GAS [GHG] EMISSIONS, RELATED TO ENERGY GENERATION, TRANSMISSION OR DISTRIBUTION
- Y02E60/00—Enabling technologies; Technologies with a potential or indirect contribution to GHG emissions mitigation
- Y02E60/10—Energy storage using batteries
Landscapes
- Laser Beam Processing (AREA)
- Sealing Battery Cases Or Jackets (AREA)
Abstract
Description
(密閉型電池10)
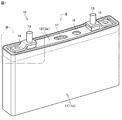
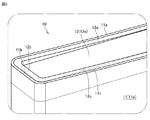
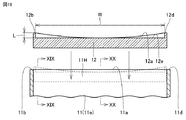
図1〜図5を参照して、実施の形態1における密閉型電池の製造方法を使用して製造される密閉型電池10についてまず説明する。図1は、密閉型電池10を示す斜視図である。図2は、図1中の矢印IIの方向から密閉型電池10を見た様子を示す平面図である。図3は、図1中のIII線に囲まれた領域を拡大して示す斜視図である。
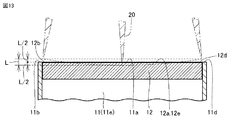
図7は、密閉型電池10の製造方法を説明するための平面図である。図7に示すように、ケース体11の上端部分11a,11b,11c,11dの内側に、それぞれ、蓋体12の外周部分12a,12b,12c,12dが隣接するように、ケース体11の開口部11Hの内側に蓋体12が配置される。上端部分11a,11b,11c,11dは、それぞれ、外周部分12a,12b,12c,12dと略面一の関係となるように、ケース体11の開口部11Hの内側に蓋体12が配置される。
冒頭でも述べたように、設備上の誤差等から不可避的に生じるバラつきの影響により、ケース体11と蓋体12との接触部が所定の高さ位置からずれて配置されることがある。
図12〜図17を参照して、比較例における密閉型電池の製造方法について説明する。図12は、比較例における製造方法において使用されるケース体11および蓋体12を示す断面図であり、上述の実施の形態1における図5に対応している。比較例においては、ケース体11の上端部分11aおよび不図示の上端部分11c(図2,図14等参照)が平坦な表面形状を有しており、かつ、蓋体12の外周部分12aおよび不図示の外周部分12c(図2等参照)も平坦な表面形状を有している。
図16は、図14に対応する断面図であり、ケース体11と蓋体12との接触部が所定の高さ位置(点線で示す位置)から下方に寸法Dだけ位置ずれした様子を示している。なお、ここでの寸法Dは、蓋体12に対する焦点深度Fの半分の値よりも小さい(D<(F/2))。このような場合、ケース体11の上端部分11cと蓋体12の外周部分12cとの間の接触部(長手方向における端部)は、レーザー光20の蓋体12に対する焦点深度Fの範囲を超えており、レーザー光20から溶接対象箇所に必要十分な熱量を与えることができず、溶け込み不良が発生する可能性がある。
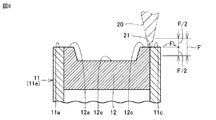
図18〜図22を参照して、実施の形態2における密閉型電池の製造方法について説明する。図18は、実施の形態2における製造方法において使用されるケース体11および蓋体12を示す断面図であり、上述の実施の形態1における図5に対応している。実施の形態2は、ケース体11の上端部分11aおよび不図示の上端部分11c(図2,図19等参照)が平坦な表面形状を有している点で、実施の形態1と相違している。蓋体12の外周部分12aおよび不図示の外周部分12c(図2等参照)は、上述の実施の形態1の場合と同様な凹形状を有している。
図21は、図19に対応する断面図であり、ケース体11と蓋体12とが隣接している部分が所定の高さ位置(点線で示す位置)から下方に寸法Dだけ位置ずれした様子を示している。なお、ここでの寸法Dは、蓋体12に対する焦点深度Fの半分の値よりも小さい(D<(F/2))。このような場合であっても、ケース体11の上端部分11cと蓋体12の外周部分12cとが隣接している部分(長手方向における端部)は、レーザー光20の蓋体12に対する焦点深度Fの範囲内であり、レーザー光20から溶接対象箇所に必要十分な熱量を与えることができ、熱容量の大きい蓋体12側の溶融量が確保され、溶け込み不良が発生することもない(ケース体11は蓋体12と比較して熱容量が小さいため、焦点深度は蓋体12よりも長くなる)。このような効果は、ケース体11と蓋体12とが隣接している部分が所定の高さ位置(点線で示す位置)から上方に寸法Dだけ位置ずれした場合にも同様に得ることができる。
図23は、実施の形態3における製造方法において使用されるケース体11および蓋体12を示す斜視図であり、上述の実施の形態1における図1に対応している。実施の形態3は、蓋体12の外周部分12a,12cが、平板部12eの外周において平板部12eの裏面側に向かって(レーザーが照射される側とは反対側に向かって)凹むような形状を有している点で、実施の形態1と相違している。
図24〜図33を参照して、上述の各実施の形態に関する効果を確認するために行なった実験例について説明する。本実験例は、実施例1,2および比較例1〜3(図29)を含む。
実施例1,2および比較例1〜3に共通する条件として、ケース体11の材質はアルミニウム合金(A3003−O)を採用し、板厚は0.5mm、幅は135mm、厚みは13mm、高さは60mmに設定した。蓋体12の材質はアルミニウム合金(A1050−O)を採用し、板厚は1.4mm、幅は134mm、厚みは12mmに設定した。
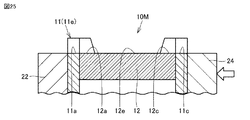
図24は、実施例1に基づく製造方法を説明するための平面図であり、図25は、図24中のXXV−XXV線に沿った矢視断面図である。図24および図25を参照して、実施例1は、上述の実施の形態1に基づく製造方法とした。位置決め用のクランプ22〜24の内側に実施例1に基づく密閉型電池10M(溶接前の状態)を配置し、位置決め用のクランプ22,23の押圧力を利用して、ケース体11の筒状部11eを蓋体12に押し付けるとともに、密閉型電池10M(溶接前の状態)の位置を固定した。
実施例2は、上述の実施の形態2(図18〜図22参照)に基づく製造方法とした。すなわち、実施例2は、ケース体11の上端部分11a,11c(図2,図19等参照)が平坦な表面形状を有している点で実施例1と相違している。蓋体12の外周部分12a,12c(図2等参照)は、実施例1の場合と同様な凹形状を有している。
図30は、比較例1に基づく製造方法を説明するための断面図であり、上述の実施の形態1における図5(上述の比較例における図12)に対応している。図31は、比較例1に基づく製造方法を説明するための他の断面図であり、上述の実施例1における図26に対応している。比較例1は、蓋体12の外周部分12a,12c(図2等参照)が平坦な表面形状を有している点で実施例1と相違している。ケース体11の上端部分11a,11c(図2等参照)は、実施例1の場合と同様な凹形状を有している。
比較例2は、上述の比較例(図12〜図17参照)に基づく製造方法とした。すなわち、比較例2は、蓋体12の外周部分12a,12c(図2等参照)およびケース体11の上端部分11a,11c(図2,図19等参照)の双方が、平坦な表面形状を有している点で実施例1と相違している。
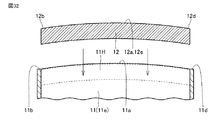
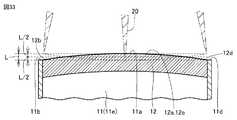
図32は、比較例3に基づく製造方法を説明するための断面図であり、上述の実施の形態1における図5(上述の比較例における図12)に対応している。図33は、比較例3に基づく製造方法を説明するための他の断面図であり、上述の実施例1における図26に対応している。比較例3は、蓋体12の外周部分12a,12c(図2等参照)およびケース体11の上端部分11a,11c(図2,図19等参照)の双方が、凸形状を有している点で実施例1と相違している。
Claims (1)
- ケース体の開口部を塞ぐように蓋体を配置する工程と、
ガルバノスキャナー方式のレーザー溶接装置から、前記ケース体のうちの前記開口部を内側に形成している上端部分と前記蓋体のうちの前記上端部分に隣接している外周部分との間にレーザー光を照射して溶接を行なう工程と、を備え、
前記蓋体の前記外周部分は、前記レーザー溶接装置が前記レーザー光を前記蓋体の長手方向に沿って移動させた時に前記レーザー光の焦点位置が移動することに伴って描かれる軌跡に略一致する凹形状を有している、
密閉型電池の製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016242309A JP6669055B2 (ja) | 2016-12-14 | 2016-12-14 | 密閉型電池の製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016242309A JP6669055B2 (ja) | 2016-12-14 | 2016-12-14 | 密閉型電池の製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2018094600A true JP2018094600A (ja) | 2018-06-21 |
| JP6669055B2 JP6669055B2 (ja) | 2020-03-18 |
Family
ID=62634296
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2016242309A Active JP6669055B2 (ja) | 2016-12-14 | 2016-12-14 | 密閉型電池の製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6669055B2 (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN116689951A (zh) * | 2023-08-08 | 2023-09-05 | 常州厚德再生资源科技有限公司 | 一种水下脉冲激光的废电池结构拆解装置及其控制方法 |
| JP2023175452A (ja) * | 2022-05-30 | 2023-12-12 | プライムプラネットエナジー&ソリューションズ株式会社 | レーザ溶接装置 |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS52127391U (ja) * | 1976-03-25 | 1977-09-28 | ||
| JPS61145883A (ja) * | 1984-12-20 | 1986-07-03 | Mitsubishi Electric Corp | レ−ザ加工装置 |
| JP2003080386A (ja) * | 2001-09-06 | 2003-03-18 | Nippon Sharyo Seizo Kaisha Ltd | レーザ加工装置 |
| CN102756206A (zh) * | 2011-04-29 | 2012-10-31 | 深圳市大族激光科技股份有限公司 | 一种激光加工系统及其方法 |
| JP2016107293A (ja) * | 2014-12-04 | 2016-06-20 | トヨタ自動車株式会社 | 溶接装置 |
-
2016
- 2016-12-14 JP JP2016242309A patent/JP6669055B2/ja active Active
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS52127391U (ja) * | 1976-03-25 | 1977-09-28 | ||
| JPS61145883A (ja) * | 1984-12-20 | 1986-07-03 | Mitsubishi Electric Corp | レ−ザ加工装置 |
| JP2003080386A (ja) * | 2001-09-06 | 2003-03-18 | Nippon Sharyo Seizo Kaisha Ltd | レーザ加工装置 |
| CN102756206A (zh) * | 2011-04-29 | 2012-10-31 | 深圳市大族激光科技股份有限公司 | 一种激光加工系统及其方法 |
| JP2016107293A (ja) * | 2014-12-04 | 2016-06-20 | トヨタ自動車株式会社 | 溶接装置 |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2023175452A (ja) * | 2022-05-30 | 2023-12-12 | プライムプラネットエナジー&ソリューションズ株式会社 | レーザ溶接装置 |
| JP7507201B2 (ja) | 2022-05-30 | 2024-06-27 | プライムプラネットエナジー&ソリューションズ株式会社 | レーザ溶接装置 |
| CN116689951A (zh) * | 2023-08-08 | 2023-09-05 | 常州厚德再生资源科技有限公司 | 一种水下脉冲激光的废电池结构拆解装置及其控制方法 |
| CN116689951B (zh) * | 2023-08-08 | 2023-10-27 | 常州厚德再生资源科技有限公司 | 一种水下脉冲激光的废电池结构拆解装置及其控制方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP6669055B2 (ja) | 2020-03-18 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6910965B2 (ja) | 電源装置及びこれを用いた車両、バスバー並びにこのバスバーを用いた電池セルの電気接続方法 | |
| CN102049614B (zh) | 接合方法及接合装置 | |
| KR101731329B1 (ko) | 배터리 모듈 및 전극 탭 용접 방법 | |
| KR102101252B1 (ko) | 레이저 용접 방법 및 레이저 용접 장치 | |
| US9802272B2 (en) | Laser welding apparatus and laser welding method | |
| CN218769655U (zh) | 圆柱形二次电池、电池组以及车辆 | |
| JP5742792B2 (ja) | 電池 | |
| KR101787562B1 (ko) | 밀폐형 전지의 제조 방법 | |
| JP2015144095A (ja) | 二次電池の製造方法 | |
| US20150349303A1 (en) | Secondary battery and method for manufacturing the same | |
| JP7308155B2 (ja) | 蓄電池を製造する方法及び装置、並びに蓄電池 | |
| KR20160147655A (ko) | 바닥이 있는 각형의 전지 용기의 제조 방법 | |
| JP2017054786A (ja) | 二次電池の製造方法 | |
| JP2018094600A (ja) | 密閉型電池の製造方法 | |
| JP4743985B2 (ja) | 電池の製造方法 | |
| CN115229337A (zh) | 用于电池加工的激光焊接装置及电池模组的生产方法 | |
| JP6468175B2 (ja) | 密閉型容器の製造方法 | |
| US10381631B2 (en) | Sealed-type battery having a current interrupt device | |
| CN119768957A (zh) | 圆柱形电池电芯及包括其的电池组和车辆 | |
| US20240173799A1 (en) | Methods for welding components of battery modules | |
| JP2019032925A (ja) | 蓄電装置及びその製造方法 | |
| JP2016107293A (ja) | 溶接装置 | |
| JP2015147220A (ja) | レーザ溶接方法 | |
| US20240165740A1 (en) | Methods for welding components of battery modules | |
| JP2016143613A (ja) | 二次電池およびその製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20190206 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20200110 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20200128 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20200210 |
|
| R151 | Written notification of patent or utility model registration |
Ref document number: 6669055 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R151 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |