JP2018095954A - 三次元的な物体を付加的に製造するための装置用の露光装置 - Google Patents
三次元的な物体を付加的に製造するための装置用の露光装置 Download PDFInfo
- Publication number
- JP2018095954A JP2018095954A JP2017201651A JP2017201651A JP2018095954A JP 2018095954 A JP2018095954 A JP 2018095954A JP 2017201651 A JP2017201651 A JP 2017201651A JP 2017201651 A JP2017201651 A JP 2017201651A JP 2018095954 A JP2018095954 A JP 2018095954A
- Authority
- JP
- Japan
- Prior art keywords
- exposure apparatus
- exposure
- measurement
- structural material
- optical
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images
Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F10/00—Additive manufacturing of workpieces or articles from metallic powder
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C64/00—Additive manufacturing, i.e. manufacturing of three-dimensional [3D] objects by additive deposition, additive agglomeration or additive layering, e.g. by 3D printing, stereolithography or selective laser sintering
- B29C64/20—Apparatus for additive manufacturing; Details thereof or accessories therefor
- B29C64/264—Arrangements for irradiation
- B29C64/268—Arrangements for irradiation using laser beams; using electron beams [EB]
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B33—ADDITIVE MANUFACTURING TECHNOLOGY
- B33Y—ADDITIVE MANUFACTURING, i.e. MANUFACTURING OF THREE-DIMENSIONAL [3D] OBJECTS BY ADDITIVE DEPOSITION, ADDITIVE AGGLOMERATION OR ADDITIVE LAYERING, e.g. BY 3D PRINTING, STEREOLITHOGRAPHY OR SELECTIVE LASER SINTERING
- B33Y10/00—Processes of additive manufacturing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F10/00—Additive manufacturing of workpieces or articles from metallic powder
- B22F10/30—Process control
- B22F10/38—Process control to achieve specific product aspects, e.g. surface smoothness, density, porosity or hollow structures
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F12/00—Apparatus or devices specially adapted for additive manufacturing; Auxiliary means for additive manufacturing; Combinations of additive manufacturing apparatus or devices with other processing apparatus or devices
- B22F12/40—Radiation means
- B22F12/44—Radiation means characterised by the configuration of the radiation means
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F12/00—Apparatus or devices specially adapted for additive manufacturing; Auxiliary means for additive manufacturing; Combinations of additive manufacturing apparatus or devices with other processing apparatus or devices
- B22F12/40—Radiation means
- B22F12/44—Radiation means characterised by the configuration of the radiation means
- B22F12/45—Two or more
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F12/00—Apparatus or devices specially adapted for additive manufacturing; Auxiliary means for additive manufacturing; Combinations of additive manufacturing apparatus or devices with other processing apparatus or devices
- B22F12/90—Means for process control, e.g. cameras or sensors
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C64/00—Additive manufacturing, i.e. manufacturing of three-dimensional [3D] objects by additive deposition, additive agglomeration or additive layering, e.g. by 3D printing, stereolithography or selective laser sintering
- B29C64/10—Processes of additive manufacturing
- B29C64/141—Processes of additive manufacturing using only solid materials
- B29C64/153—Processes of additive manufacturing using only solid materials using layers of powder being selectively joined, e.g. by selective laser sintering or melting
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C64/00—Additive manufacturing, i.e. manufacturing of three-dimensional [3D] objects by additive deposition, additive agglomeration or additive layering, e.g. by 3D printing, stereolithography or selective laser sintering
- B29C64/10—Processes of additive manufacturing
- B29C64/171—Processes of additive manufacturing specially adapted for manufacturing multiple 3D objects
- B29C64/176—Sequentially
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C64/00—Additive manufacturing, i.e. manufacturing of three-dimensional [3D] objects by additive deposition, additive agglomeration or additive layering, e.g. by 3D printing, stereolithography or selective laser sintering
- B29C64/30—Auxiliary operations or equipment
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C64/00—Additive manufacturing, i.e. manufacturing of three-dimensional [3D] objects by additive deposition, additive agglomeration or additive layering, e.g. by 3D printing, stereolithography or selective laser sintering
- B29C64/30—Auxiliary operations or equipment
- B29C64/386—Data acquisition or data processing for additive manufacturing
- B29C64/393—Data acquisition or data processing for additive manufacturing for controlling or regulating additive manufacturing processes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C64/00—Additive manufacturing, i.e. manufacturing of three-dimensional [3D] objects by additive deposition, additive agglomeration or additive layering, e.g. by 3D printing, stereolithography or selective laser sintering
- B29C64/40—Structures for supporting 3D objects during manufacture and intended to be sacrificed after completion thereof
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B33—ADDITIVE MANUFACTURING TECHNOLOGY
- B33Y—ADDITIVE MANUFACTURING, i.e. MANUFACTURING OF THREE-DIMENSIONAL [3D] OBJECTS BY ADDITIVE DEPOSITION, ADDITIVE AGGLOMERATION OR ADDITIVE LAYERING, e.g. BY 3D PRINTING, STEREOLITHOGRAPHY OR SELECTIVE LASER SINTERING
- B33Y30/00—Apparatus for additive manufacturing; Details thereof or accessories therefor
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B33—ADDITIVE MANUFACTURING TECHNOLOGY
- B33Y—ADDITIVE MANUFACTURING, i.e. MANUFACTURING OF THREE-DIMENSIONAL [3D] OBJECTS BY ADDITIVE DEPOSITION, ADDITIVE AGGLOMERATION OR ADDITIVE LAYERING, e.g. BY 3D PRINTING, STEREOLITHOGRAPHY OR SELECTIVE LASER SINTERING
- B33Y40/00—Auxiliary operations or equipment, e.g. for material handling
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B33—ADDITIVE MANUFACTURING TECHNOLOGY
- B33Y—ADDITIVE MANUFACTURING, i.e. MANUFACTURING OF THREE-DIMENSIONAL [3D] OBJECTS BY ADDITIVE DEPOSITION, ADDITIVE AGGLOMERATION OR ADDITIVE LAYERING, e.g. BY 3D PRINTING, STEREOLITHOGRAPHY OR SELECTIVE LASER SINTERING
- B33Y50/00—Data acquisition or data processing for additive manufacturing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B33—ADDITIVE MANUFACTURING TECHNOLOGY
- B33Y—ADDITIVE MANUFACTURING, i.e. MANUFACTURING OF THREE-DIMENSIONAL [3D] OBJECTS BY ADDITIVE DEPOSITION, ADDITIVE AGGLOMERATION OR ADDITIVE LAYERING, e.g. BY 3D PRINTING, STEREOLITHOGRAPHY OR SELECTIVE LASER SINTERING
- B33Y50/00—Data acquisition or data processing for additive manufacturing
- B33Y50/02—Data acquisition or data processing for additive manufacturing for controlling or regulating additive manufacturing processes
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B35/00—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/622—Forming processes; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
-
- G—PHYSICS
- G02—OPTICS
- G02B—OPTICAL ELEMENTS, SYSTEMS OR APPARATUS
- G02B6/00—Light guides; Structural details of arrangements comprising light guides and other optical elements, e.g. couplings
- G02B6/0001—Light guides; Structural details of arrangements comprising light guides and other optical elements, e.g. couplings specially adapted for lighting devices or systems
- G02B6/0005—Light guides; Structural details of arrangements comprising light guides and other optical elements, e.g. couplings specially adapted for lighting devices or systems the light guides being of the fibre type
-
- G—PHYSICS
- G02—OPTICS
- G02B—OPTICAL ELEMENTS, SYSTEMS OR APPARATUS
- G02B6/00—Light guides; Structural details of arrangements comprising light guides and other optical elements, e.g. couplings
- G02B6/02—Optical fibres with cladding with or without a coating
- G02B6/02042—Multicore optical fibres
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F10/00—Additive manufacturing of workpieces or articles from metallic powder
- B22F10/20—Direct sintering or melting
- B22F10/28—Powder bed fusion, e.g. selective laser melting [SLM] or electron beam melting [EBM]
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P10/00—Technologies related to metal processing
- Y02P10/25—Process efficiency
Landscapes
- Engineering & Computer Science (AREA)
- Chemical & Material Sciences (AREA)
- Materials Engineering (AREA)
- Manufacturing & Machinery (AREA)
- Physics & Mathematics (AREA)
- Optics & Photonics (AREA)
- Health & Medical Sciences (AREA)
- Toxicology (AREA)
- General Health & Medical Sciences (AREA)
- Mechanical Engineering (AREA)
- Automation & Control Theory (AREA)
- Analytical Chemistry (AREA)
- Plasma & Fusion (AREA)
- Ceramic Engineering (AREA)
- General Physics & Mathematics (AREA)
- Inorganic Chemistry (AREA)
- Structural Engineering (AREA)
- Organic Chemistry (AREA)
- Length Measuring Devices By Optical Means (AREA)
- Laser Beam Processing (AREA)
- Powder Metallurgy (AREA)
- Producing Shaped Articles From Materials (AREA)
Abstract
Description
Claims (14)
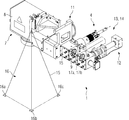
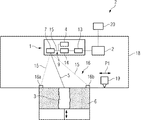
- エネルギービーム(5)を用いて連続的で層ごとの選択的な露光と、これに伴う、凝固化可能な構造材料(6)から成る構造材料層の凝固化とによる、三次元的な物体(3)を付加的に製造するための装置(2)用の露光装置(1)であって、該露光装置(1)が、エネルギービーム(5)を発生させるために設置されているエネルギービーム発生装置(4)と、該エネルギービーム発生装置(4)によって発生されるエネルギービーム(5)を所定の入射箇所へ偏向させるために設置されているビーム偏向装置(7)と、少なくとも1つの導光要素によって形成されているか、又は少なくとも1つのこのような導光要素を含むビーム経路(9)とを含んでいる、前記露光装置において、
光学的な測定ビーム(15)を用いて、特に基準位置に対して相対的に、光学的に、特に干渉式に前記ビーム偏向装置(7)の位置を検出するために設置されている位置検出装置(13)が設けられていること、及び該位置検出装置(13)に割り当てられ、前記ビーム偏向装置(7)の位置を光学的に検出するために用いられる前記光学的な測定ビーム(15)を発生させるために設置されている測定ビーム発生装置(14)が設けられており、該測定ビーム発生装置(14)によって発生される前記光学的な測定ビーム(15)が、前記露光装置(1)の前記ビーム経路(9)内へ直接入射可能であるか、又は入射していることを特徴とする露光装置。 - 前記エネルギービーム発生装置(4)及び前記ビーム偏向装置(7)が、前記ビーム経路(9)を介して互いに光学的に結合されていることを特徴とする請求項1に記載の露光装置。
- 前記位置検出装置(13)及び前記測定ビーム発生装置(14)が、アブソリュート干渉計を形成していることを特徴とする請求項1又は2に記載の露光装置。
- 前記位置検出装置(13)が、特に基準位置に対して相対的な前記ビーム偏向装置(7)の検出された位置を示す位置検出情報を生成するために設置されていることを特徴とする請求項1〜3のいずれか1項に記載の露光装置。
- 前記ビーム偏向装置(7)が、特に前記光学的な測定ビーム(15)を反射させる光学的な要素、好ましくは凹面鏡の形態の、少なくとも1つの光学的な測定点(16a〜16c)、特に3つの測定点(16a〜16c)へ、前記光学的な測定ビーム(15)を偏向させるように設置されており、前記位置検出装置(13)が、前記光学的な測定ビーム(15)における、前記少なくとも1つの光学的な測定点(16a〜16c)によって反射された割合分に基づいて前記ビーム偏向装置(7)の位置を検出するために設置されていることを特徴とする請求項1〜4のいずれか1項に記載の露光装置。
- 複数の光学的な測定点(16a〜16c)を含む光学的な測定点設備(16)が設けられており、前記広角的な測定点設備(16)に属する前記光学的な測定点(16a〜16c)は、互いに対して所定の空間的な配置において配置又は形成されていることを特徴とする請求項5に記載の露光装置。
- 前記光学的な測定点設備(16)に属する前記光学的な測定点(16a〜16c)が、共通の平面内に、特に三次元的な物体(3)を付加的に製造するための装置(2)の構造平面内に配置若しくは形成されているか、又は前記光学的な測定点設備(16)に属する前記光学的な測定点(16a〜16c)のうち少なくとも2つが異なる平面内に配置若しくは形成されていることを特徴とする請求項6に記載の露光装置。
- 特に選択的に凝固化されるべき、又は選択的に凝固化された構造材料層の溶融範囲で生じる、前記エネルギービーム(5)における反射された割合分を検出するために設置された検出装置(12)が設けられており、前記エネルギービーム(5)における前記反射された割合分が前記露光装置(1)の前記ビーム経路(9)を介して前記検出装置(12)内へ入射可能であるか、又は入射しており、前記検出装置(12)が、前記露光装置(1)の前記ビーム経路(9)を介して光学的に前記検出装置(12)内へ入射された、前記エネルギービーム(5)における前記反射された割合分に基づき、付加的に製造されるべき、又は付加的に製造された三次元的な物体(3)の部材品質を示す部材品質情報を生成するために設置されていることを特徴とする請求項1〜7のいずれか1項に記載の露光装置。
- 前記測定ビーム発生装置(14)が、前記光学的な測定ビーム(15)を前記露光装置(1)の前記ビーム経路(9)における、前記エネルギービーム発生装置(4)と前記検出装置(12)の間に位置する部分内へ入射させるために設置されているか、又は前記測定ビーム発生装置(14)が、前記測定ビーム(15)を前記露光装置(1)の前記ビーム経路(9)における、前記検出装置(12)の前方に接続された部分内へ入射させるために設置されていることを特徴とする請求項8に記載の露光装置。
- エネルギービーム(5)を用いて連続的で層ごとの選択的な露光と、これに伴う、凝固化可能な構造材料(6)から成る構造材料層の凝固化とによる、三次元的な物体(3)を付加的に製造するための装置(2)において、
当該装置(2)が、請求項1〜9のいずれか1項に記載の露光装置(1)を含んでいることを特徴とする装置。 - 各構造材料層の選択的な露光を示す露光情報に基づき、前記露光装置(1)を用いて実行されるべき、又は実行された各構造材料層の露光を制御するための制御装置が設けられており、該制御装置が、前記位置検出装置(13)を用いて生成される位置検出情報に依存して前記露光情報を変更するように、特に、特に基準位置に対して相対的な前記ビーム偏向装置(7)の位置の検出された変更に適合させるように設置されていることを特徴とする請求項10に記載の装置。
- 前記エネルギービーム発生装置(4)が追加的に測定ビーム発生装置(14)として形成されており、前記エネルギービーム発生装置(4)によって発生されるエネルギービーム(5)が測定ビーム(15)として形成されていることを特徴とする請求項10又は11に記載の装置。
- 前記ビーム偏向装置(7)が、凝固化されるべき構造材料層へ前記光学的な測定ビーム(15)を偏向させるように設置されており、前記位置検出装置(13)が、前記光学的な測定ビーム(15)における、前記構造材料層によって反射される割合分に基づいて前記構造材料層の層厚を検出するように設置されていることを特徴とする請求項10〜12のいずれか1項に記載の装置。
- エネルギービーム(5)を用いて連続的で層ごとの選択的な露光と、これに伴う、凝固化可能な構造材料(6)から成る構造材料層の凝固化とによる、三次元的な物体(3)を付加的に製造するための装置(2)の、ビーム経路(9)を含む露光装置(1)、特に請求項1〜9のいずれか1項に記載の露光装置(1)のビーム偏向装置(7)の位置を、特に基準位置に対して相対的に、光学的な測定ビーム(15)を用いて光学的に、特に干渉式に検出するための方法において、
以下のステップ:
光学的な測定ビーム(15)を発生させるステップと、
前記光学的な測定ビーム(15)を用いて、特に基準位置に対して相対的に、前記光学的な測定ビーム(15)における、特に少なくとも1つの測定点(16a〜16c)によって反射される割合分を用いて、前記ビーム偏向装置(7)の位置を光学的に、特に干渉式に検出するステップと
を行い、前記光学的な測定ビーム(15)が、前記露光装置(1)の前記ビーム経路(9)内へ直接入射可能であるか、又は入射していることを特徴とする方法。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102016124695.6A DE102016124695A1 (de) | 2016-12-16 | 2016-12-16 | Belichtungseinrichtung für eine Vorrichtung zur additiven Herstellung dreidimensionaler Objekte |
| DE102016124695.6 | 2016-12-16 |
Related Child Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2020004155A Division JP7120552B2 (ja) | 2016-12-16 | 2020-01-15 | 露光装置及び三次元的な物体を付加的に製造するための装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2018095954A true JP2018095954A (ja) | 2018-06-21 |
| JP6927842B2 JP6927842B2 (ja) | 2021-09-01 |
Family
ID=59258061
Family Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2017201651A Active JP6927842B2 (ja) | 2016-12-16 | 2017-10-18 | 三次元的な物体を付加的に製造するための装置用の露光装置 |
| JP2020004155A Active JP7120552B2 (ja) | 2016-12-16 | 2020-01-15 | 露光装置及び三次元的な物体を付加的に製造するための装置 |
Family Applications After (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2020004155A Active JP7120552B2 (ja) | 2016-12-16 | 2020-01-15 | 露光装置及び三次元的な物体を付加的に製造するための装置 |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US20180169939A1 (ja) |
| EP (1) | EP3335856B1 (ja) |
| JP (2) | JP6927842B2 (ja) |
| CN (1) | CN108202479A (ja) |
| DE (1) | DE102016124695A1 (ja) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102019115280A1 (de) * | 2019-06-06 | 2020-12-10 | Trumpf Laser- Und Systemtechnik Gmbh | Verfahren zur Durchführung eines Diagnoseablaufs einer Einrichtung zur additiven Herstellung eines dreidimensionalen Objekts sowie derartige Herstelleinrichtung mit Diagnosevorrichtung |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2001047270A (ja) * | 1999-08-16 | 2001-02-20 | Nikon Corp | レーザ加工装置およびレーザ加工方法 |
| DE10155203A1 (de) * | 2001-11-09 | 2003-06-18 | Bosch Gmbh Robert | Laserbearbeitungsvorrichtung |
| JP2016060063A (ja) * | 2014-09-16 | 2016-04-25 | 株式会社東芝 | 積層造形装置および積層造形方法 |
| JP2016060131A (ja) * | 2014-09-18 | 2016-04-25 | 株式会社ソディック | 積層造形装置 |
Family Cites Families (15)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5387969A (en) * | 1993-06-22 | 1995-02-07 | Optima Industries, Inc. | Machine tool position measurement employing multiple laser distance measurements |
| US5393482A (en) * | 1993-10-20 | 1995-02-28 | United Technologies Corporation | Method for performing multiple beam laser sintering employing focussed and defocussed laser beams |
| CA2227672A1 (en) * | 1997-01-29 | 1998-07-29 | Toyota Jidosha Kabushiki Kaisha | Method for producing a laminated object and apparatus for producing the same |
| US7339712B2 (en) * | 2005-03-22 | 2008-03-04 | 3D Systems, Inc. | Laser scanning and power control in a rapid prototyping system |
| DE502006003193D1 (de) * | 2006-08-07 | 2009-04-30 | Wavelight Ag | Lasersystem für die refraktive Chirurgie |
| DE102007016444B4 (de) * | 2007-04-05 | 2024-08-22 | Precitec Optronik Gmbh | Bearbeitungseinrichtung |
| JP5735803B2 (ja) * | 2007-08-23 | 2015-06-17 | スリーディー システムズ インコーポレーテッド | レーザ走査反射計を用いる自動形状校正法 |
| DE102012221218A1 (de) * | 2011-11-22 | 2013-05-23 | Leibniz-Institut Für Festkörper- Und Werkstoffforschung Dresden E.V. | Vorrichtung zur Qualitätssicherung von mittels Laserstrahlbearbeitung hergestellten Produkten |
| CN103358555A (zh) * | 2012-03-30 | 2013-10-23 | 通用电气公司 | 用于激光快速成型加工设备的多束激光扫描系统及方法 |
| GB201316815D0 (en) * | 2013-09-23 | 2013-11-06 | Renishaw Plc | Additive manufacturing apparatus and method |
| EP3078482B1 (en) * | 2013-12-03 | 2019-05-22 | Prismlab China Ltd. | Photo-curing 3d printing device and imaging system thereof |
| DE102015000102A1 (de) * | 2015-01-14 | 2016-07-14 | Cl Schutzrechtsverwaltungs Gmbh | Vorrichtung zur generativen Herstellung dreidimensionaler Bauteile |
| DE102015012565B3 (de) * | 2015-09-25 | 2016-10-27 | Lessmüller Lasertechnik GmbH | Vorrichtung und Verfahren zur Erhöhung der Genauigkeit eines OCT-Messsystems für die Lasermaterialbearbeitung |
| DE102016106648B4 (de) | 2016-04-12 | 2018-08-09 | Blackbird Robotersysteme Gmbh | Kalibrierverfahren für ein Sensor-Ablenksystem einer Laserbearbeitungsvorrichtung sowie Kalibriersystem zur Durchführung eines derartigen Kalibrierverfahrens |
| DE102016222186B3 (de) * | 2016-11-11 | 2018-04-12 | Trumpf Laser- Und Systemtechnik Gmbh | Verfahren zum Kalibrieren zweier Scannereinrichtungen jeweils zur Positionierung eines Laserstrahls in einem Bearbeitungsfeld und Bearbeitungsmaschine zum Herstellen von dreidimensionalen Bauteilen durch Bestrahlen von Pulverschichten |
-
2016
- 2016-12-16 DE DE102016124695.6A patent/DE102016124695A1/de not_active Ceased
-
2017
- 2017-06-29 EP EP17178640.3A patent/EP3335856B1/de active Active
- 2017-08-29 CN CN201710754493.1A patent/CN108202479A/zh active Pending
- 2017-10-18 JP JP2017201651A patent/JP6927842B2/ja active Active
- 2017-12-15 US US15/844,225 patent/US20180169939A1/en not_active Abandoned
-
2020
- 2020-01-15 JP JP2020004155A patent/JP7120552B2/ja active Active
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2001047270A (ja) * | 1999-08-16 | 2001-02-20 | Nikon Corp | レーザ加工装置およびレーザ加工方法 |
| DE10155203A1 (de) * | 2001-11-09 | 2003-06-18 | Bosch Gmbh Robert | Laserbearbeitungsvorrichtung |
| JP2016060063A (ja) * | 2014-09-16 | 2016-04-25 | 株式会社東芝 | 積層造形装置および積層造形方法 |
| JP2016060131A (ja) * | 2014-09-18 | 2016-04-25 | 株式会社ソディック | 積層造形装置 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN108202479A (zh) | 2018-06-26 |
| DE102016124695A1 (de) | 2018-06-21 |
| EP3335856B1 (de) | 2023-05-24 |
| JP6927842B2 (ja) | 2021-09-01 |
| JP7120552B2 (ja) | 2022-08-17 |
| EP3335856A1 (de) | 2018-06-20 |
| JP2020097055A (ja) | 2020-06-25 |
| US20180169939A1 (en) | 2018-06-21 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6512466B2 (ja) | マルチレーザシステムのレーザ指向精度を付加製造における製造中に評価および修正するためのシステムおよび方法 | |
| JP6972165B2 (ja) | 付加製造用の装置及び方法 | |
| CN110352104B (zh) | 用于基于构建材料的局部热导率来制造部件的系统及方法 | |
| US11458686B2 (en) | Method for calibrating a device for producing a three-dimensional object and device configured for implementing said method | |
| EP3626433B1 (en) | Method for calibrating an irradiation device | |
| JP2022545820A (ja) | 機器と装置 | |
| US20150323318A1 (en) | Device and method for generative production of at least one component area of a component | |
| JP2021101045A (ja) | 校正デバイスを備えた製品の付加製造のための装置及びこの装置の校正方法 | |
| CN110394981A (zh) | 用于生成地制造三维结构件的设备 | |
| JP6813554B2 (ja) | 3次元の物体を付加製造する装置 | |
| US20200338669A1 (en) | Systems and methods for multi-laser head alignment in additive manufacturing systems | |
| EP3536485B1 (en) | Apparatus for additively manufacturing three-dimensional objects | |
| CN114787579A (zh) | 用于为了激光加工材料的焦点控制而借助于oct测量间距的方法及所属的计算机程序产品 | |
| JP6734307B2 (ja) | 三次元物体の付加的製造装置及び方法とシステム | |
| JP2018095954A (ja) | 三次元的な物体を付加的に製造するための装置用の露光装置 | |
| JP6721634B2 (ja) | 3次元の物体を付加製造する装置 | |
| JP2021066960A (ja) | 3次元の物体を付加製造する装置 | |
| US20250146900A1 (en) | Methods and apparatus to measure focal length of a three-dimensional optical system | |
| RU2795069C2 (ru) | Системы и способы контроля и/или управления обработкой с вобуляцией с использованием встроенной когерентной визуализации (ici) | |
| KR20250103891A (ko) | 응용 적층 모델링 방식의 3d 프린터 모니터링을 위한 광간섭단층 촬영 시스템 및 그 모니터링 방법 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20171114 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20181205 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20181121 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20190227 |
|
| RD03 | Notification of appointment of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7423 Effective date: 20190329 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20190408 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20190411 |
|
| RD04 | Notification of resignation of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7424 Effective date: 20190507 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20190917 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20200115 |
|
| C60 | Trial request (containing other claim documents, opposition documents) |
Free format text: JAPANESE INTERMEDIATE CODE: C60 Effective date: 20200115 |
|
| A911 | Transfer to examiner for re-examination before appeal (zenchi) |
Free format text: JAPANESE INTERMEDIATE CODE: A911 Effective date: 20200122 |
|
| C21 | Notice of transfer of a case for reconsideration by examiners before appeal proceedings |
Free format text: JAPANESE INTERMEDIATE CODE: C21 Effective date: 20200128 |
|
| A912 | Re-examination (zenchi) completed and case transferred to appeal board |
Free format text: JAPANESE INTERMEDIATE CODE: A912 Effective date: 20200306 |
|
| C211 | Notice of termination of reconsideration by examiners before appeal proceedings |
Free format text: JAPANESE INTERMEDIATE CODE: C211 Effective date: 20200310 |
|
| C22 | Notice of designation (change) of administrative judge |
Free format text: JAPANESE INTERMEDIATE CODE: C22 Effective date: 20201110 |
|
| C13 | Notice of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: C13 Effective date: 20210119 |
|
| C22 | Notice of designation (change) of administrative judge |
Free format text: JAPANESE INTERMEDIATE CODE: C22 Effective date: 20210413 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20210419 |
|
| C23 | Notice of termination of proceedings |
Free format text: JAPANESE INTERMEDIATE CODE: C23 Effective date: 20210608 |
|
| C03 | Trial/appeal decision taken |
Free format text: JAPANESE INTERMEDIATE CODE: C03 Effective date: 20210706 |
|
| C30A | Notification sent |
Free format text: JAPANESE INTERMEDIATE CODE: C3012 Effective date: 20210706 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20210805 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6927842 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |