JP2018095976A - ガラス繊維不織布、複合体、繊維強化熱可塑性樹脂シート、金属張積層シート、ガラス繊維不織布の製造方法および繊維強化熱可塑性樹脂シートの製造方法 - Google Patents
ガラス繊維不織布、複合体、繊維強化熱可塑性樹脂シート、金属張積層シート、ガラス繊維不織布の製造方法および繊維強化熱可塑性樹脂シートの製造方法 Download PDFInfo
- Publication number
- JP2018095976A JP2018095976A JP2016238494A JP2016238494A JP2018095976A JP 2018095976 A JP2018095976 A JP 2018095976A JP 2016238494 A JP2016238494 A JP 2016238494A JP 2016238494 A JP2016238494 A JP 2016238494A JP 2018095976 A JP2018095976 A JP 2018095976A
- Authority
- JP
- Japan
- Prior art keywords
- glass fiber
- nonwoven fabric
- glass
- fibers
- fiber
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images



Landscapes
- Reinforced Plastic Materials (AREA)
- Laminated Bodies (AREA)
- Paper (AREA)
Abstract
【解決手段】長さが3〜25mmのガラス長繊維と長さが0.3〜1mmのガラス短繊維とを、質量比で50:50〜90:10の範囲で含むガラス繊維不織布であって、前記ガラス長繊維は、前記ガラス繊維不織布の平面方向に対して水平に配向し、前記ガラス短繊維の少なくとも一部は、前記ガラス繊維不織布の平面方向に対して60〜120度の角度を持って内部に挿入されていることを特徴とするガラス繊維不織布。
【選択図】図1
Description
[1]長さが3〜25mmのガラス長繊維と長さが0.3〜1mmのガラス短繊維とを、質量比で50:50〜90:10の範囲で含むガラス繊維不織布であって、前記ガラス長繊維は、前記ガラス繊維不織布の平面方向に対して水平に配向し、前記ガラス短繊維の少なくとも一部は、前記ガラス繊維不織布の平面方向に対して60〜120度の角度を持って内部に挿入されていることを特徴とするガラス繊維不織布。
[2]前記ガラス短繊維の30個%以上が、前記ガラス繊維不織布の平面方向に対して60〜120度の角度を持って内部に挿入されている前記[1]の項に記載のガラス繊維不織布。
[3]前記ガラス長繊維の80個%以上が、前記ガラス繊維不織布の平面方向に対して±30度以内の角度で配向している前記[1]または[2]の項に記載のガラス繊維不織布。
[4]湿式不織布である前記[1]〜[3]の項のいずれか一項に記載のガラス繊維不織布。
[6]前記マトリックス樹脂が、前記ガラス繊維不織布の少なくとも一方の表面に層状に配置されている前記[5]の項に記載の複合体。
[7]前記マトリックス樹脂が、前記ガラス繊維不織布の内部にビーズもしくは繊維の状態で配置されている前記[5]の項に記載の複合体。
[8]前記[5]〜[7]の項のいずれか一項に記載の複合体の加熱加圧成形体である繊維強化熱可塑性樹脂シート。
[9]前記[8]の項に記載の繊維強化熱可塑性樹脂シートと、前記繊維強化熱可塑性樹脂シートの少なくとも一方の表面に貼り合わされた金属箔とを含む金属張積層シート。
[11]長さが3〜25mmのガラス長繊維と長さが0.3〜1mmのガラス短繊維とを、質量比で50:50〜90:10の範囲で含むガラス繊維不織布であって、前記ガラス長繊維は、前記ガラス繊維不織布の平面方向に対して水平に配向し、前記ガラス短繊維の少なくとも一部は、前記ガラス繊維不織布の平面方向に対して60〜120度の角度を持って内部に挿入されているガラス繊維不織布、及び熱可塑性のマトリックス樹脂を含む複合体を用意する工程と、前記複合体を加熱加圧成形する工程とを有する繊維強化熱可塑性樹脂シートの製造方法。
図1は、本発明の一実施形態であるガラス繊維不織布の構成を説明する説明図であり、(a)はガラス繊維不織布の断面図であり、(b)はガラス繊維不織布の平面図である。
光学顕微鏡を用いて、ガラス繊維不織布10を観察し、一つの観察エリアから合計で100個の繊維(ガラス長繊維11とガラス短繊維12を含む)を任意に選択し、その100個の繊維中のガラス長繊維11とガラス短繊維12の個数を数え、各繊維の長さと直径を測定する。測定したガラス長繊維11とガラス短繊維12のそれぞれの長さと直径の個数平均を得る。得られた平均長さと平均直径を用いて、下記の式よりガラス長繊維11の含有量とガラス短繊維12の含有量をそれぞれ算出する。そして、算出したガラス長繊維11の含有量とガラス短繊維12の含有量の比を求める。
ガラス長繊維11の含有量=平均長さ×(平均直径/2)2×π×ガラス長繊維11の密度×100個の繊維中のガラス長繊維11の個数
ガラス短繊維12の含有量=平均長さ×(平均直径/2)2×π×ガラス短繊維12の密度×100個の繊維中のガラス短繊維12の個数
本発明の一実施形態であるガラス繊維不織布の製造方法は、ガラス繊維水性分散液を用意する工程と、このガラス繊維水性分散液を抄紙する工程とを有する。
以上のようにすることによって、ガラス長繊維が平面方向に配向し、ガラス短繊維の少なくとも一部が、厚み方向に配向した状態で内部に挿入されているガラス繊維不織布を製造することができる。
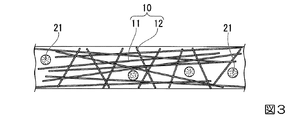
本発明の一実施形態である複合体は、上述のガラス繊維不織布と熱可塑性のマトリックス樹脂を含む複合体である。ガラス繊維不織布とマトリックス樹脂の含有量は、質量比で好ましくは50:50〜10:90の範囲(ガラス繊維不織布:マトリックス樹脂)、より好ましくは45:55〜15:85の範囲、特に好ましくは45:55〜20:80の範囲である。すなわち、ガラス繊維不織布とマトリックス樹脂の合計量に対するマトリックス樹脂の含有率は、好ましくは50〜90質量%の範囲、より好ましくは55〜85質量%の範囲、特に好ましくは55〜80質量%の範囲にある。ガラス繊維不織布とマトリックス樹脂の含有量比が上記の範囲にあることによって、マトリックス樹脂の特性(例えば低誘電率・低誘電損失等)と、不織布の特性(例えば、高温環境下での熱膨張の抑制等)とをバランスよく発現させることができる。
「はんだ付けのリフロー温度以下の温度で溶融、変形および熱分解しない」とは、はんだ付けのリフロー温度で少なくとも1分間加熱したときに溶融、変形および熱分解しないことを意味する。
熱可塑性樹脂である本発明で用いるマトリックス樹脂は、融点がはんだ付けのリフロー温度よりも高いか、融点を持たない非結晶性の熱可塑性樹脂の場合には、ガラス転移温度が十分に高く、上述した成形体の状態において、はんだ付けのリフロー温度で少なくとも1分加熱したときに変形しないものであることが好ましい。マトリックス樹脂の融点又はガラス転移温度は、使用するはんだの種類や実装する部品の種類等の条件によって、はんだ付けのリフロー温度が異なるため一律に定めることはできないが、好ましくは220℃以上、より好ましくは260℃以上、更に好ましくは280℃以上である。なお、マトリックス樹脂が非結晶性の熱可塑性樹脂の場合、ガラス転移温度がはんだ付けのリフロー温度より低くても、上述した成形体の状態においては、ガラス繊維の補強効果によってはんだ付けのリフロー温度で加熱しても溶融、変形、熱分解しない場合もあり、このような場合、その熱可塑性樹脂は本発明に使用可能である。
このような熱可塑性樹脂の例としては、ポリエーテルイミド(PEI)、ポリエーテルエーテルケトン(PEEK)、ポリフェニレンサルファイド(PPS)を挙げることができる。これらの熱可塑性樹脂は、一種を単独で使用してもよいし、二種以上を組合せて使用してもよい。
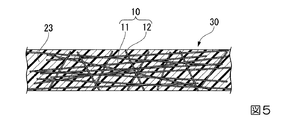
本発明のガラス繊維強化熱可塑性樹脂シートは、前述の複合体を加熱加圧成形することによって得られる加熱加圧成形体である。従って、本発明のガラス繊維強化熱可塑性樹脂シートは、ガラス長繊維とガラス短繊維と熱可塑性のマトリックス樹脂とを含む。
この金属張積層シートの銅箔をエッチングなどの手法よりパターニングすることによって配線板を得ることができる。
ガラス繊維強化熱可塑性樹脂シートは、前述の複合体を加熱加圧成形することによって製造できる。複合体は1枚のみを加熱加圧成形しても、2枚以上を重ねて加熱加圧成形してもよく、成形されるガラス繊維強化熱可塑性樹脂シートの用途等に応じて決定できる。加熱温度は、複合体に含まれている熱可塑性のマトリックス樹脂が軟化して可塑性を示すようになる温度以上である。加熱温度は、熱可塑性のマトリックス樹脂の種類や含有量などの条件によって最適な温度範囲が異なるため、一律に定めることはできないが、通常は260〜600℃の範囲、好ましくは280〜450℃の範囲、より好ましくは280℃〜400℃の範囲である。
加熱加圧の時間は、特に制限はないが、通常は1〜100分間、好ましくは1〜30分間の範囲である。
(1)ガラス繊維水性分散液の調製
ガラス長繊維として、質量平均繊維長10mm、質量平均繊維径10μmのガラス繊維チョップドストランド(オーウェンスコーニング社製、CS10JAJP195、長さが0.3〜1.0mmのガラス短繊維の含有量:0.1質量%以下)を用意した。また、ガラス短繊維として、上記のガラス長繊維を、はさみを用いて切断して、長さを0.5〜1.0mmの範囲に調整したものを用意した。
こうして、ガラス長繊維とガラス短繊維とが質量比で80:20の割合で水に分散されているガラス繊維水性分散液を調製した。なお、ガラス繊維水性分散液は3回調製した。
上記(1)で調製したガラス繊維水性分散液に、ポリエーテルイミド(PEI)繊維を85g、バインダーとしてポリビニルアルコール(PVA)繊維を5gそれぞれ投入し、前記ラボ用撹拌機を用いて撹拌した。PEI繊維としては、質量平均繊維長15mm、繊維径2.2dtexのもの(クラレ社製)を使用した。PVA繊維としては、質量平均繊維長3mmのもの(クラレ社製、VPB105)を使用した。
そして最後に、水を全体量が28kgとなるように投入し、前記ラボ用撹拌機で撹拌した。こうして、ガラス繊維とマトリックス樹脂繊維とが均一に分散した固形分濃度が0.5質量%のマトリックス樹脂繊維含有ガラス繊維水性分散液を調製した。
上記(2)で調製したマトリックス樹脂繊維含有ガラス繊維水性分散液を2500g(固形分量:12.5g)分取した。分取した分散液を、25cm角の角型手抄きシートマシン(熊谷理機工業株式会社製)の原質用容器に投入した。次いで、原質用容器内の分散液の固形分濃度が0.15質量%となるように原質用容器に水を投入し、分散液の組成が均一になるように十分に撹拌した後、JIS P 8222に準ずる方法で抄紙を行った。そして、得られたウエットシートを160℃の熱風乾燥機で乾燥して、不織布状複合体シート(縦25cm×横25cm、坪量200g/m2)を得た。
実施例1の(3)不織布状複合体シートの作製において、原質用容器に投入する水の量を分散液の固形分濃度が0.08質量%となる量としたこと以外は、実施例1と同様にして不織布状複合体シート(縦25cm×横25cm、坪量200g/m2)を得た。
実施例1の(3)不織布状複合体シートの作製において、角型手抄きシートマシンの原質用容器に投入する分散液の量を1250g(固形分量:6.25g)とし、原質用容器に投入する水の量を分散液の固形分濃度が0.04質量%となる量としたこと以外は、実施例1と同様にして不織布状複合体シート(縦25cm×横25cm、坪量100g/m2)を得た。
実施例1の(1)ガラス繊維水性分散液の調製において、ガラス長繊維の投入量を45gとし、ガラス短繊維の投入量を15gとして、ガラス長繊維とガラス短繊維とが質量比で75:25の割合で分散されたガラス繊維水性分散液を調製した。また、実施例1の(3)不織布状複合体シートの作製において、角型手抄きシートマシンの原質用容器に投入する分散液の量を1250g(固形分量:6.25g)とし、原質用容器に投入する水の量を分散液の固形分濃度が0.04質量%となる量とした。以上のこと以外は、実施例1と同様にして不織布状複合体シート(縦25cm×横25cm、坪量100g/m2)を得た。
実施例1の(1)ガラス繊維水性分散液の調製において、ガラス長繊維の投入量を30gとし、ガラス短繊維の投入量を30gとして、ガラス長繊維とガラス短繊維とが質量比で50:50の割合で分散されたガラス繊維水性分散液を調製した。また、実施例1の(3)不織布状複合体シートの作製において、角型手抄きシートマシンの原質用容器に投入する分散液の量を1250g(固形分量:6.25g)とし、原質用容器に投入する水の量を分散液の固形分濃度が0.04質量%となる量とした。以上のこと以外は、実施例1と同様にして不織布状複合体シート(縦25cm×横25cm、坪量100g/m2)を得た。
実施例1の(1)ガラス繊維水性分散液の調製において、ガラス長繊維の投入量を60gとし、ガラス短繊維を投入せずにガラス繊維水性分散液を調製した。また、実施例1の(3)不織布状複合体シートの作製において、角型手抄きシートマシンの原質用容器に投入する分散液の量を1250g(固形分量:6.25g)とし、原質用容器に投入する水の量を分散液の固形分濃度が0.04質量%となる量とした。以上のこと以外は、実施例1と同様にして不織布状複合体シート(縦25cm×横25cm、坪量100g/m2)を得た。
実施例1の(1)ガラス繊維水性分散液の調製において、ガラス長繊維の投入量を25gとし、ガラス短繊維の投入量を35gとして、ガラス長繊維とガラス短繊維とが質量比で42:58の割合で分散されたガラス繊維水性分散液を調製した。また、実施例1の(3)不織布状複合体シートの作製において、角型手抄きシートマシンの原質用容器に投入する分散液の量を1250g(固形分量:6.25g)とし、原質用容器に投入する水の量を分散液の固形分濃度が0.04質量%となる量とした。以上のこと以外は、実施例1と同様にして不織布状複合体シート(縦25cm×横25cm、坪量100g/m2)を得た。
上記実施例および比較例で得られた不織布状複合体シートを用いて、下記の評価を行った。その結果を、不織布状複合体シートの製造に用いた各材料の配合比率、不織布状複合体シートの坪量、原質容器内の分散液の固形分濃度と共に表1に示す。
不織布状複合体シートの平面と断面とを光学顕微鏡を用いて観察し、ガラス長繊維とガラス短繊維の配向方向を確認した。断面観察では、ガラス長繊維については平面方向に配向している繊維の割合を、ガラス短繊維については厚さ方向に配向している繊維の割合をそれぞれ測定した。なお、平面方向に配向している繊維の割合は、平面方向に対して±30度以内の角度で配向しているガラス長繊維の割合とした。厚さ方向に配向している繊維の割合は、不織布状複合体シートの平面方向に対して60〜120度の角度を持って内部に挿入されているガラス短繊維の割合とし、不織布状複合体シートの表面から繊維長さの1/2以上が突き出ているガラス短繊維は除外した。
不織布状複合体シートを積層して積層体を得た。不織布状複合体シートの積層数は、実施例1〜2の場合は14枚、実施例3〜5および比較例1〜2の場合は28枚とした。この積層体を、加熱加圧プレス装置を用いて、300℃、10MPaの条件で10分間加熱加圧成形し、70℃まで冷却したのち、加熱加圧プレス装置から取り出した。得られたガラス繊維強化熱可塑性樹脂シートは、縦25cm×横25cm×厚さ1.8mmであった。
平面方向の熱膨張係数は、JIS K 7197に準拠して、引っ張りモードで、昇温速度5℃/分、測定温度範囲30〜210℃の条件で測定した。
厚さ方向の熱膨張係数は、JIS K 7197に準拠し、圧縮モードで、昇温速度5℃/分、測定温度範囲30〜210℃の条件で測定した。
不織布状複合体シートを積層して積層体を得た。不織布状複合体シートの積層数は、実施例1〜2の場合は14枚、実施例3〜5および比較例1〜2の場合は28枚とした。この積層体の底面に厚さ18μmの銅箔を密着させた。得られた銅箔付積層体を、加熱加圧プレス装置を用いて、300℃、10MPaの条件で10分間加熱加圧成形し、70℃まで冷却したのち、加熱加圧プレス装置から取り出した。得られた銅張積層シートは、縦25cm×横25cm×厚さ1.8mmであった。

11 ガラス長繊維
12 ガラス短繊維
20 熱可塑性のマトリックス樹脂層
21 熱可塑性のマトリックス樹脂ビーズ
22 熱可塑性のマトリックス樹脂繊維
23 熱可塑性のマトリックス樹脂
30 ガラス繊維強化熱可塑性樹脂シート
Claims (11)
- 長さが3〜25mmのガラス長繊維と長さが0.3〜1mmのガラス短繊維とを、質量比で50:50〜90:10の範囲で含むガラス繊維不織布であって、前記ガラス長繊維は、前記ガラス繊維不織布の平面方向に対して水平に配向し、前記ガラス短繊維の少なくとも一部は、前記ガラス繊維不織布の平面方向に対して60〜120度の角度を持って内部に挿入されていることを特徴とするガラス繊維不織布。
- 前記ガラス短繊維の30個%以上が、前記ガラス繊維不織布の平面方向に対して60〜120度の角度を持って内部に挿入されている請求項1に記載のガラス繊維不織布。
- 前記ガラス長繊維の80個%以上が、前記ガラス繊維不織布の平面方向に対して±30度以内の角度で配向している請求項1または2に記載のガラス繊維不織布。
- 湿式不織布である請求項1〜3のいずれか一項に記載のガラス繊維不織布。
- 請求項1〜4のいずれか一項に記載のガラス繊維不織布と熱可塑性のマトリックス樹脂を含む複合体。
- 前記マトリックス樹脂が、前記ガラス繊維不織布の少なくとも一方の表面に層状に配置されている請求項5に記載の複合体。
- 前記マトリックス樹脂が、前記ガラス繊維不織布の内部にビーズもしくは繊維の状態で配置されている請求項5に記載の複合体。
- 請求項5〜7のいずれか一項に記載の複合体の加熱加圧成形体である繊維強化熱可塑性樹脂シート。
- 請求項8に記載の繊維強化熱可塑性樹脂シートと、前記繊維強化熱可塑性樹脂シートの少なくとも一方の表面に貼り合わされた金属箔とを含む金属張積層シート。
- 長さが3〜25mmのガラス長繊維と長さが0.3〜1mmのガラス短繊維とが、質量比で50:50〜90:10となる割合で水に分散されているガラス繊維水性分散液を用意する工程と、
前記ガラス繊維水性分散液を抄紙する工程と、を有するガラス繊維不織布の製造方法。 - 長さが3〜25mmのガラス長繊維と長さが0.3〜1mmのガラス短繊維とを、質量比で50:50〜90:10の範囲で含むガラス繊維不織布であって、前記ガラス長繊維は、前記ガラス繊維不織布の平面方向に対して水平に配向し、前記ガラス短繊維の少なくとも一部は、前記ガラス繊維不織布の平面方向に対して60〜120度の角度を持って内部に挿入されているガラス繊維不織布、及び熱可塑性のマトリックス樹脂を含む複合体を用意する工程と、
前記複合体を加熱加圧成形する工程とを有する繊維強化熱可塑性樹脂シートの製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016238494A JP6724757B2 (ja) | 2016-12-08 | 2016-12-08 | ガラス繊維不織布、複合体、繊維強化熱可塑性樹脂シート、金属張積層シート、ガラス繊維不織布の製造方法および繊維強化熱可塑性樹脂シートの製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016238494A JP6724757B2 (ja) | 2016-12-08 | 2016-12-08 | ガラス繊維不織布、複合体、繊維強化熱可塑性樹脂シート、金属張積層シート、ガラス繊維不織布の製造方法および繊維強化熱可塑性樹脂シートの製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2018095976A true JP2018095976A (ja) | 2018-06-21 |
| JP6724757B2 JP6724757B2 (ja) | 2020-07-15 |
Family
ID=62632629
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2016238494A Expired - Fee Related JP6724757B2 (ja) | 2016-12-08 | 2016-12-08 | ガラス繊維不織布、複合体、繊維強化熱可塑性樹脂シート、金属張積層シート、ガラス繊維不織布の製造方法および繊維強化熱可塑性樹脂シートの製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6724757B2 (ja) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2022210020A1 (ja) * | 2021-03-29 | 2022-10-06 | 株式会社巴川製紙所 | 無機繊維シート |
| JP2024026789A (ja) * | 2020-01-24 | 2024-02-28 | 王子ホールディングス株式会社 | 金属張積層体及びその製造方法 |
| US12562434B2 (en) | 2019-06-20 | 2026-02-24 | Unifrax I Llc | Lightweight nonwoven fiber mats |
| JP7854427B2 (ja) | 2021-03-29 | 2026-05-01 | 株式会社巴川コーポレーション | 無機繊維シート |
Citations (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4472243A (en) * | 1984-04-02 | 1984-09-18 | Gaf Corporation | Sheet type roofing |
| JPH05140335A (ja) * | 1991-11-19 | 1993-06-08 | Kawasaki Steel Corp | 耐衝撃性に優れるガラス繊維強化熱可塑性樹脂複合材料およびその製造方法 |
| JPH08508214A (ja) * | 1993-03-24 | 1996-09-03 | イー・アイ・デュポン・ドゥ・ヌムール・アンド・カンパニー | 湿式堆積シート材およびその複合物 |
| JPH10323829A (ja) * | 1997-05-26 | 1998-12-08 | Toyobo Co Ltd | 含浸複合板 |
| JP2002076545A (ja) * | 2000-08-28 | 2002-03-15 | Nippon Pillar Packing Co Ltd | フッ素樹脂プリント基板及びその製造方法 |
| JP2002536565A (ja) * | 1999-02-15 | 2002-10-29 | ジョンソン、マッセイ、パブリック、リミテッド、カンパニー | 不織ウェブ |
| WO2004088774A1 (ja) * | 2003-03-31 | 2004-10-14 | Nippon Sheet Glass Company, Limited | 蓄電池用セパレータ及び蓄電池 |
| JP2012077400A (ja) * | 2010-09-30 | 2012-04-19 | Nippon Muki Co Ltd | ろ紙とそのろ紙を用いたエアフィルタ |
| JP2014000718A (ja) * | 2012-06-19 | 2014-01-09 | Mitsubishi Paper Mills Ltd | 建築部材用複合シートおよび建築部材 |
| JP2016130279A (ja) * | 2015-01-13 | 2016-07-21 | 住友ベークライト株式会社 | 樹脂シート、成形体、および樹脂シートの製造方法 |
-
2016
- 2016-12-08 JP JP2016238494A patent/JP6724757B2/ja not_active Expired - Fee Related
Patent Citations (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4472243A (en) * | 1984-04-02 | 1984-09-18 | Gaf Corporation | Sheet type roofing |
| JPH05140335A (ja) * | 1991-11-19 | 1993-06-08 | Kawasaki Steel Corp | 耐衝撃性に優れるガラス繊維強化熱可塑性樹脂複合材料およびその製造方法 |
| JPH08508214A (ja) * | 1993-03-24 | 1996-09-03 | イー・アイ・デュポン・ドゥ・ヌムール・アンド・カンパニー | 湿式堆積シート材およびその複合物 |
| JPH10323829A (ja) * | 1997-05-26 | 1998-12-08 | Toyobo Co Ltd | 含浸複合板 |
| JP2002536565A (ja) * | 1999-02-15 | 2002-10-29 | ジョンソン、マッセイ、パブリック、リミテッド、カンパニー | 不織ウェブ |
| JP2002076545A (ja) * | 2000-08-28 | 2002-03-15 | Nippon Pillar Packing Co Ltd | フッ素樹脂プリント基板及びその製造方法 |
| WO2004088774A1 (ja) * | 2003-03-31 | 2004-10-14 | Nippon Sheet Glass Company, Limited | 蓄電池用セパレータ及び蓄電池 |
| JP2012077400A (ja) * | 2010-09-30 | 2012-04-19 | Nippon Muki Co Ltd | ろ紙とそのろ紙を用いたエアフィルタ |
| JP2014000718A (ja) * | 2012-06-19 | 2014-01-09 | Mitsubishi Paper Mills Ltd | 建築部材用複合シートおよび建築部材 |
| JP2016130279A (ja) * | 2015-01-13 | 2016-07-21 | 住友ベークライト株式会社 | 樹脂シート、成形体、および樹脂シートの製造方法 |
Cited By (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US12562434B2 (en) | 2019-06-20 | 2026-02-24 | Unifrax I Llc | Lightweight nonwoven fiber mats |
| JP2024026789A (ja) * | 2020-01-24 | 2024-02-28 | 王子ホールディングス株式会社 | 金属張積層体及びその製造方法 |
| JP7736095B2 (ja) | 2020-01-24 | 2025-09-09 | 王子ホールディングス株式会社 | 金属張積層体の製造方法 |
| WO2022210020A1 (ja) * | 2021-03-29 | 2022-10-06 | 株式会社巴川製紙所 | 無機繊維シート |
| JPWO2022210020A1 (ja) * | 2021-03-29 | 2022-10-06 | ||
| US12540437B2 (en) | 2021-03-29 | 2026-02-03 | Tomoegawa Corporation | Inorganic fiber sheet with shots distributed on the side surface |
| JP7854427B2 (ja) | 2021-03-29 | 2026-05-01 | 株式会社巴川コーポレーション | 無機繊維シート |
Also Published As
| Publication number | Publication date |
|---|---|
| JP6724757B2 (ja) | 2020-07-15 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| TWI460077B (zh) | 炭纖維構造體及其製造方法 | |
| JP6528782B2 (ja) | 繊維強化プラスチック成形体用シート | |
| CN1932148A (zh) | 以芳纶短切纤维为原料的芳纶纸及其制备方法 | |
| CN103296437B (zh) | 超材料板材的制造方法、超材料天线罩及其制造方法 | |
| TWI744459B (zh) | 金屬纖維不織布 | |
| KR101261728B1 (ko) | C/c 복합재 성형체 및 그의 제조 방법 | |
| WO2012100648A1 (zh) | 包含芳族合成纤维纸的半固化片和由其制得的印刷电路板 | |
| US20120034400A1 (en) | Carbon fiber-reinforced carbon composite material and method for manufacturing the same | |
| JP7736095B2 (ja) | 金属張積層体の製造方法 | |
| CN114960297B (zh) | 一种具有钉扎效应的芳纶复合纸及其制备方法 | |
| KR101430556B1 (ko) | 셀룰로오스 나노섬유와 열가소성 합성고분자 섬유를 이용한 열가소성 나노섬유 컴포지트 제조 방법 | |
| JP2018095976A (ja) | ガラス繊維不織布、複合体、繊維強化熱可塑性樹脂シート、金属張積層シート、ガラス繊維不織布の製造方法および繊維強化熱可塑性樹脂シートの製造方法 | |
| JP2019123885A (ja) | 繊維強化プラスチック成形体用シート | |
| EP1354095A2 (en) | Non-woven sheet of aramid floc | |
| KR101714910B1 (ko) | 다공성 단일 수지 섬유 복합재 및 다공성 단일 수지 섬유 복합재를 제조하는 방법 | |
| JPH01245029A (ja) | 強化熱可塑性プラスチックシートおよびその製造方法 | |
| JP6708109B2 (ja) | 繊維強化熱可塑性樹脂シートとその製造方法、金属張積層シート、および複合体 | |
| JP6866626B2 (ja) | プリプレグとその製造方法、繊維強化熱可塑性樹脂シートの製造方法、金属張積層シートの製造方法、及び配線板の製造方法 | |
| JP2016044281A (ja) | 繊維強化複合材料および筐体 | |
| JP2015196933A (ja) | 吸音材構造物 | |
| CN115515303B (zh) | 一种ptfe低热膨胀系数覆铜板及其制备方法 | |
| JP3942489B2 (ja) | フッ素樹脂プリント配線板及びその製造方法 | |
| CN102296488B (zh) | 一种低翘曲纸基层压线路板原纸生产方法及纸基层压线路板原纸 | |
| JP6511824B2 (ja) | 不織布、不織布の製造方法および繊維強化プラスチック成形体 | |
| JP2003324257A (ja) | フッ素樹脂プリント配線板及びその製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| RD03 | Notification of appointment of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7423 Effective date: 20181102 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20181219 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20191112 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20191119 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20200116 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20200526 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20200608 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6724757 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| LAPS | Cancellation because of no payment of annual fees |