JP2018099710A - Di缶及びボトル缶 - Google Patents
Di缶及びボトル缶 Download PDFInfo
- Publication number
- JP2018099710A JP2018099710A JP2016246846A JP2016246846A JP2018099710A JP 2018099710 A JP2018099710 A JP 2018099710A JP 2016246846 A JP2016246846 A JP 2016246846A JP 2016246846 A JP2016246846 A JP 2016246846A JP 2018099710 A JP2018099710 A JP 2018099710A
- Authority
- JP
- Japan
- Prior art keywords
- axis
- wall
- thickness
- flange portion
- bottle
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images




Landscapes
- Containers Having Bodies Formed In One Piece (AREA)
- Shaping Metal By Deep-Drawing, Or The Like (AREA)
Abstract
Description
ボトル缶は、アルミニウム合金材料等の圧延材(板材)を打ち抜き加工して円板状のブランクとし、該ブランクにカッピング加工を施してカップ状体とし、該カップ状体にDI加工(絞りしごき加工)を施して有底筒状のDI缶とし、該DI缶にネッキング加工、ねじ成形加工、カール加工、スロットル加工等を施すことによりボトル状に製缶される。なお、「DI」とはDrawing&Ironingの略称である。
ボトル缶には、飲料等の内容物が充填され、その開口端部にキャップが取り付けられて密封される。
缶胴を軽量化するには、フランジ部の肉厚を維持したままウォール部の肉厚を薄くすることが好ましい。しかしながらこの場合、フランジ部とウォール部との間の段差(内径差)が大きくなり、DI加工時に使用されるパンチが、缶胴を成形した後にフランジ部とウォール部との間の段部に引っ掛かって抜けにくくなったり、缶胴を均一にしごき加工できなくなったりして、座屈や肉欠け(缶軸回りに均一にしごき加工できない現象)等の成形不良が生じやすくなる。
また本発明の一態様は、上述のDI缶から製缶されたボトル缶であって、前記缶胴に、缶軸方向に沿って前記缶底から前記開口端部側へ向かうに従い徐々に縮径するネック部と、前記ネック部の前記開口端部側に隣接配置され、ねじ成形部が形成された口金部と、を備えたことを特徴とする。
また、テーパー部の缶軸方向の長さが40mm以下であるので、上述したテーパー部による作用効果を奏しつつも、薄肉とされたウォール部の缶軸方向の長さを十分に大きく確保して、缶胴の軽量化を確実に図ることができる。
また、缶軸Cが延在する方向(缶軸Cに沿う方向)を缶軸C方向という。缶軸C方向のうち、缶底2から缶胴3の開口端部4側へ向かう方向を上方といい、開口端部4から缶底2側へ向かう方向を下方という。
また、缶軸Cに直交する方向を径方向という。径方向のうち、缶軸Cに接近する向きを径方向の内側といい、缶軸Cから離間する向きを径方向の外側という。
また、缶軸C回りに周回する方向を周方向という。
胴部5は、缶軸C方向に沿って略一定の外径とされた円筒状をなしており、缶胴3における最大径部分である。ネック部6は、胴部5の上方に隣接配置されており、缶軸C方向に沿って缶底2から開口端部4側(つまり上方)へ向かうに従い徐々に縮径して形成されている。口金部7は、ネック部6の上方に隣接配置されており、ねじ成形部8が形成されている。口金部7は、缶胴3における最小径部分である。
図2に示されるように、ボトル缶1は、板材打ち抜き工程S01、カッピング工程(絞り工程)S02、DI工程(絞りしごき工程)S03、トリミング工程S04、印刷・塗装(缶外面)工程S05、塗装(缶内面)工程S06、ネッキング工程S07、トリミング工程S08、ねじ成形工程S09、カール工程S10及びスロットル工程S11等を経て、製缶される。
カッピング工程(絞り工程)S02では、ブランクW0をカッピングプレスによって絞り加工(カッピング加工)して、図3(b)に示されるようなカップ状体W1に成形する。
またDI工程S03において、缶底2には、ドーム部2aと環状凸部2bとが成形される。
これにより、図3(g)に示されるようなボトル缶1が製缶される。ボトル缶1には、スロットル工程S11よりも後工程において飲料等の内容物が充填され、口金部7にキャップが取り付けられて密封される。
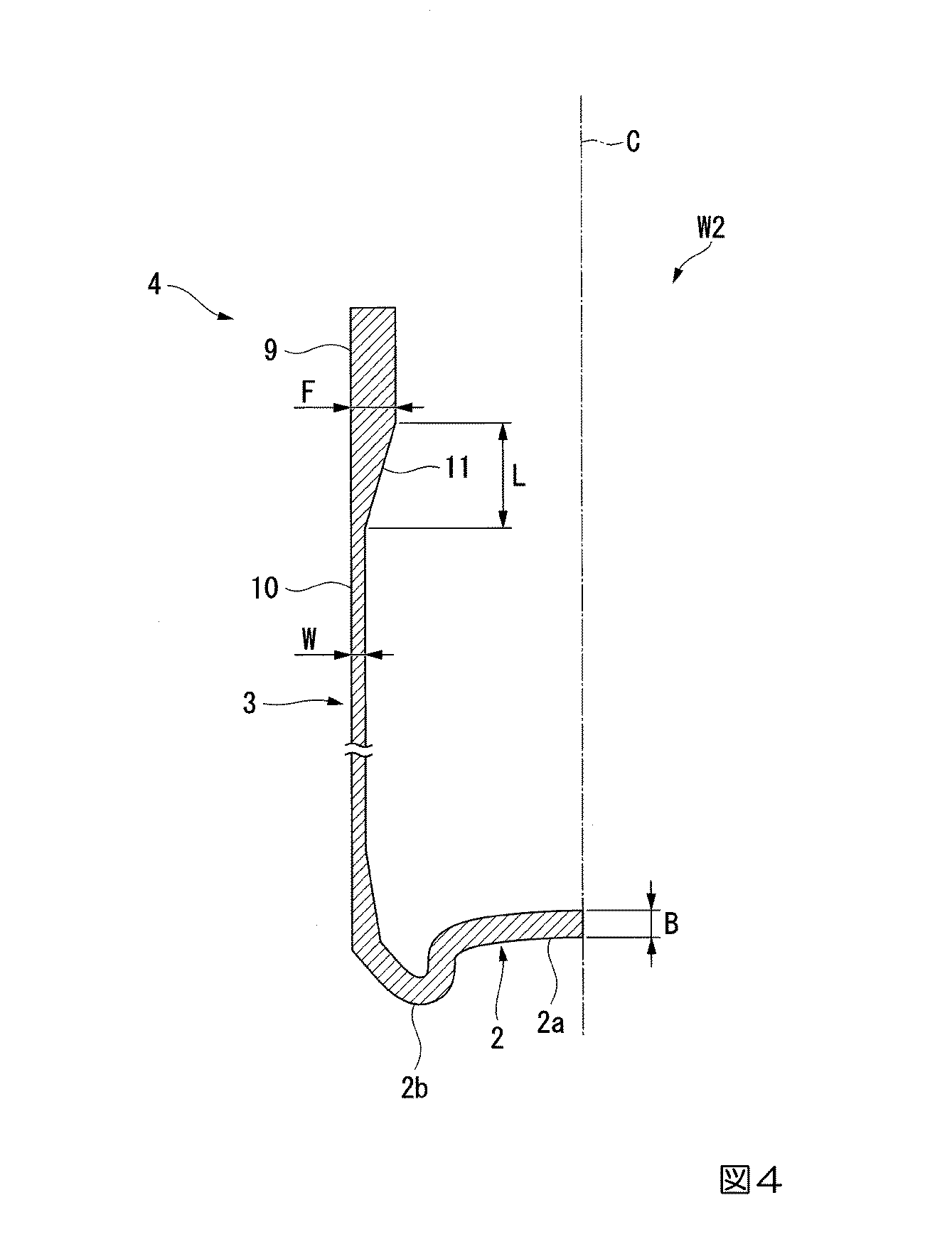
図4に示されるように、DI缶W2は、缶胴3と缶底2とを備えており、有底筒状をなしている。缶胴3は円筒状をなしており、缶胴3の外周面は、缶軸C方向の全長にわたって一定の外径に形成されている。
このDI缶W2が、ボトル缶製造装置によってボトル缶1に製缶されるときに、フランジ部9がネック部6及び口金部7に成形され、ウォール部10及びテーパー部11が胴部5とされる。
また、フランジ部9の肉厚Fとウォール部10の肉厚Wとの差、つまりフランジ部9とウォール部10との肉厚差(F−W)が、0.090mm以上である。本実施形態の例では、この肉厚差(F−W)が0.1mm以上であり、さらに好ましくは、0.120mm以上である。
また、ウォール部10の肉厚Wは、0.1mm以下である。
また、缶底2の肉厚Bは、0.31mm以下である。缶底2の肉厚Bは、ブランクW0の板厚(元板厚)と略同一である。
また、テーパー部11の缶軸C方向の長さLが40mm以下であるので、上述したテーパー部11による作用効果を奏しつつも、薄肉とされたウォール部10の缶軸C方向の長さを十分に大きく確保して、缶胴3の軽量化を確実に図ることができる。
また、ブランクW0の元板厚が維持される缶底2の肉厚Bが、0.31mm以下と確実に薄くされていて、缶を効果的に軽量化できる。
また、ウォール部10の肉厚Wが0.1mm以下であるとしたが、肉厚Wは0.1mmより大きくてもよい。
また、缶底2の肉厚Bが0.31mm以下であるとしたが、肉厚Bは0.31mmより大きくてもよい。
・「良好」…DI成形した100缶あたりに、缶胴3に座屈や肉欠け等の成形不良が見受けられるものが、0缶であった場合。
・「不良」…DI成形した100缶あたりに、缶胴3に座屈や肉欠け等の成形不良が見受けられるものが、1缶以上あった場合。
2 缶底
3 缶胴
4 開口端部
6 ネック部
7 口金部
8 ねじ成形部
9 フランジ部
10 ウォール部
11 テーパー部
B 缶底の肉厚
C 缶軸
F フランジ部の肉厚
L テーパー部の缶軸方向の長さ
W ウォール部の肉厚
W2 DI缶
Claims (5)
- 缶胴と缶底とを備えた有底筒状のDI缶であって、
前記缶胴は、
前記缶胴の開口端部に配置されたフランジ部と、
前記フランジ部よりも缶軸方向に沿う前記缶底側に配置され、前記フランジ部よりも内径が大きいウォール部と、
缶軸方向に沿う前記フランジ部と前記ウォール部との間に配置され、缶軸方向に沿って前記フランジ部から前記ウォール部に向かうに従い徐々に内径が大きくなるテーパー部と、を備え、
前記テーパー部の缶軸方向の長さが、25〜40mmであることを特徴とするDI缶。 - 請求項1に記載のDI缶であって、
前記フランジ部と前記ウォール部との肉厚差が、0.090mm以上であることを特徴とするDI缶。 - 請求項1又は2に記載のDI缶であって、
前記ウォール部の肉厚が、0.1mm以下であることを特徴とするDI缶。 - 請求項1〜3のいずれか一項に記載のDI缶であって、
前記缶底の肉厚が、0.31mm以下であることを特徴とするDI缶。 - 請求項1〜4のいずれか一項に記載のDI缶から製缶されたボトル缶であって、
前記缶胴に、
缶軸方向に沿って前記缶底から前記開口端部側へ向かうに従い徐々に縮径するネック部と、
前記ネック部の前記開口端部側に隣接配置され、ねじ成形部が形成された口金部と、を備えたことを特徴とするボトル缶。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016246846A JP2018099710A (ja) | 2016-12-20 | 2016-12-20 | Di缶及びボトル缶 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016246846A JP2018099710A (ja) | 2016-12-20 | 2016-12-20 | Di缶及びボトル缶 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2018099710A true JP2018099710A (ja) | 2018-06-28 |
Family
ID=62714845
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2016246846A Pending JP2018099710A (ja) | 2016-12-20 | 2016-12-20 | Di缶及びボトル缶 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2018099710A (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2023084891A1 (ja) * | 2021-11-09 | 2023-05-19 | 東洋製罐グループホールディングス株式会社 | 樹脂被覆アルミ合金製絞りしごき缶 |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0929370A (ja) * | 1995-07-25 | 1997-02-04 | Kobe Steel Ltd | アルミニウム缶胴の成形方法 |
| JP2005335726A (ja) * | 2004-05-25 | 2005-12-08 | Daiwa Can Co Ltd | ボトル型缶の製造方法 |
| JPWO2007052364A1 (ja) * | 2005-11-04 | 2009-04-30 | 東洋製罐株式会社 | 樹脂被覆金属板の絞りしごき加工方法、及びそれを用いた樹脂被覆絞りしごき缶 |
-
2016
- 2016-12-20 JP JP2016246846A patent/JP2018099710A/ja active Pending
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0929370A (ja) * | 1995-07-25 | 1997-02-04 | Kobe Steel Ltd | アルミニウム缶胴の成形方法 |
| JP2005335726A (ja) * | 2004-05-25 | 2005-12-08 | Daiwa Can Co Ltd | ボトル型缶の製造方法 |
| JPWO2007052364A1 (ja) * | 2005-11-04 | 2009-04-30 | 東洋製罐株式会社 | 樹脂被覆金属板の絞りしごき加工方法、及びそれを用いた樹脂被覆絞りしごき缶 |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2023084891A1 (ja) * | 2021-11-09 | 2023-05-19 | 東洋製罐グループホールディングス株式会社 | 樹脂被覆アルミ合金製絞りしごき缶 |
| JP2023070419A (ja) * | 2021-11-09 | 2023-05-19 | 東洋製罐グループホールディングス株式会社 | 樹脂被覆アルミ合金製絞りしごき缶 |
| EP4365096A4 (en) * | 2021-11-09 | 2025-06-25 | Toyo Seikan Group Holdings, Ltd. | Resin-coated aluminum-alloy drawn-and-ironed can |
| JP7835549B2 (ja) | 2021-11-09 | 2026-03-25 | 東洋製罐グループホールディングス株式会社 | 樹脂被覆アルミ合金製絞りしごき缶 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP3621129B2 (ja) | 金属容器本体を成形する方法 | |
| JP6058002B2 (ja) | 缶製造方法および缶製造装置 | |
| JP7259892B2 (ja) | 缶体の製造方法 | |
| US11103914B2 (en) | Can manufacturing method, can manufacturing device, can, and can manufacturing tool set | |
| JP2016147310A (ja) | 缶の製造方法及び缶 | |
| CN104364029B (zh) | 深拉伸成形方法及其成形模具 | |
| JP2017197222A (ja) | 缶体及び缶体口部のカール部形成方法 | |
| JP7275664B2 (ja) | ボトル缶の製造方法 | |
| JP2009292480A (ja) | アルミニウム缶 | |
| JP6877943B2 (ja) | ボトル缶の製造方法 | |
| JP2018099710A (ja) | Di缶及びボトル缶 | |
| JP2018103227A (ja) | ボトムリフォーム機構、トップ支持部材、及び缶の製造方法 | |
| JP4112137B2 (ja) | 缶及びその製造方法 | |
| JP2018104095A (ja) | ボトル缶 | |
| JP7584590B2 (ja) | 缶体 | |
| JP2021037544A (ja) | ボトル缶の製造方法 | |
| US12097991B2 (en) | Bottle can, manufacturing method of bottle can, and design method of bottle can | |
| JP2017217700A (ja) | 缶の製造方法 | |
| JP7207873B2 (ja) | ボトル缶の製造方法 | |
| JP4607690B2 (ja) | 絞り/しごき成形装置および成形方法 | |
| JP6795281B2 (ja) | Di缶の製造方法 | |
| JP7835549B2 (ja) | 樹脂被覆アルミ合金製絞りしごき缶 | |
| JP7402835B2 (ja) | シームレス缶体及びシームレス缶体の製造方法 | |
| JP2003245733A (ja) | 缶製造方法及びその装置 | |
| JP2018089691A (ja) | ボトル缶製造装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| RD03 | Notification of appointment of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7423 Effective date: 20181026 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20190912 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20200714 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20200728 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20200916 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20210105 |