JP2018099725A - アルミニウム合金ブレージングシート - Google Patents
アルミニウム合金ブレージングシート Download PDFInfo
- Publication number
- JP2018099725A JP2018099725A JP2017072548A JP2017072548A JP2018099725A JP 2018099725 A JP2018099725 A JP 2018099725A JP 2017072548 A JP2017072548 A JP 2017072548A JP 2017072548 A JP2017072548 A JP 2017072548A JP 2018099725 A JP2018099725 A JP 2018099725A
- Authority
- JP
- Japan
- Prior art keywords
- brazing
- mass
- less
- core material
- content
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
- 238000005219 brazing Methods 0.000 title claims abstract description 403
- 229910000838 Al alloy Inorganic materials 0.000 title claims abstract description 63
- 239000000463 material Substances 0.000 claims abstract description 222
- 239000011162 core material Substances 0.000 claims abstract description 118
- 239000012535 impurity Substances 0.000 claims abstract description 19
- 229910052761 rare earth metal Inorganic materials 0.000 claims description 20
- 229910052804 chromium Inorganic materials 0.000 claims description 10
- 229910052719 titanium Inorganic materials 0.000 claims description 9
- 229910052726 zirconium Inorganic materials 0.000 claims description 9
- 238000010438 heat treatment Methods 0.000 abstract description 28
- 239000000945 filler Substances 0.000 abstract description 14
- 238000005260 corrosion Methods 0.000 description 41
- 230000007797 corrosion Effects 0.000 description 41
- 238000012360 testing method Methods 0.000 description 33
- 230000000694 effects Effects 0.000 description 32
- 238000000034 method Methods 0.000 description 32
- 239000012298 atmosphere Substances 0.000 description 26
- 238000004519 manufacturing process Methods 0.000 description 24
- 238000011156 evaluation Methods 0.000 description 22
- 230000009471 action Effects 0.000 description 17
- 230000008018 melting Effects 0.000 description 17
- 238000002844 melting Methods 0.000 description 17
- 150000001875 compounds Chemical class 0.000 description 13
- 229910052751 metal Inorganic materials 0.000 description 12
- 239000002184 metal Substances 0.000 description 12
- 239000001301 oxygen Substances 0.000 description 12
- 229910052760 oxygen Inorganic materials 0.000 description 12
- 230000008569 process Effects 0.000 description 12
- QVGXLLKOCUKJST-UHFFFAOYSA-N atomic oxygen Chemical compound [O] QVGXLLKOCUKJST-UHFFFAOYSA-N 0.000 description 11
- 239000000956 alloy Substances 0.000 description 9
- 230000004907 flux Effects 0.000 description 9
- 239000000203 mixture Substances 0.000 description 9
- 229910045601 alloy Inorganic materials 0.000 description 8
- 230000003628 erosive effect Effects 0.000 description 8
- 230000006872 improvement Effects 0.000 description 8
- 238000000137 annealing Methods 0.000 description 7
- 230000007423 decrease Effects 0.000 description 7
- 229910052710 silicon Inorganic materials 0.000 description 7
- 229910052782 aluminium Inorganic materials 0.000 description 6
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 6
- 230000005496 eutectics Effects 0.000 description 6
- 239000011261 inert gas Substances 0.000 description 6
- 229910000765 intermetallic Inorganic materials 0.000 description 6
- 239000010410 layer Substances 0.000 description 6
- 229910052744 lithium Inorganic materials 0.000 description 6
- 230000007246 mechanism Effects 0.000 description 6
- 238000005266 casting Methods 0.000 description 5
- 238000005098 hot rolling Methods 0.000 description 5
- 229910052748 manganese Inorganic materials 0.000 description 5
- 238000010405 reoxidation reaction Methods 0.000 description 5
- 229910052712 strontium Inorganic materials 0.000 description 5
- 229910018125 Al-Si Inorganic materials 0.000 description 4
- 229910018520 Al—Si Inorganic materials 0.000 description 4
- XKRFYHLGVUSROY-UHFFFAOYSA-N Argon Chemical compound [Ar] XKRFYHLGVUSROY-UHFFFAOYSA-N 0.000 description 4
- 238000002425 crystallisation Methods 0.000 description 4
- 230000008025 crystallization Effects 0.000 description 4
- 230000002950 deficient Effects 0.000 description 4
- 239000007789 gas Substances 0.000 description 4
- 238000000265 homogenisation Methods 0.000 description 4
- 229910052742 iron Inorganic materials 0.000 description 4
- 238000005304 joining Methods 0.000 description 4
- 230000000630 rising effect Effects 0.000 description 4
- 229910018473 Al—Mn—Si Inorganic materials 0.000 description 3
- IJGRMHOSHXDMSA-UHFFFAOYSA-N Atomic nitrogen Chemical compound N#N IJGRMHOSHXDMSA-UHFFFAOYSA-N 0.000 description 3
- 238000005097 cold rolling Methods 0.000 description 3
- 229910052802 copper Inorganic materials 0.000 description 3
- 238000005336 cracking Methods 0.000 description 3
- 230000006378 damage Effects 0.000 description 3
- 230000008020 evaporation Effects 0.000 description 3
- 238000001704 evaporation Methods 0.000 description 3
- 238000007654 immersion Methods 0.000 description 3
- 229910052749 magnesium Inorganic materials 0.000 description 3
- 239000012071 phase Substances 0.000 description 3
- 229910052708 sodium Inorganic materials 0.000 description 3
- 229910000679 solder Inorganic materials 0.000 description 3
- 229910052727 yttrium Inorganic materials 0.000 description 3
- 229910018580 Al—Zr Inorganic materials 0.000 description 2
- QQHSIRTYSFLSRM-UHFFFAOYSA-N alumanylidynechromium Chemical compound [Al].[Cr] QQHSIRTYSFLSRM-UHFFFAOYSA-N 0.000 description 2
- 229910052786 argon Inorganic materials 0.000 description 2
- 230000015572 biosynthetic process Effects 0.000 description 2
- 229910052797 bismuth Inorganic materials 0.000 description 2
- 229910052791 calcium Inorganic materials 0.000 description 2
- 238000000576 coating method Methods 0.000 description 2
- 238000009792 diffusion process Methods 0.000 description 2
- 238000005516 engineering process Methods 0.000 description 2
- 230000003287 optical effect Effects 0.000 description 2
- 239000002245 particle Substances 0.000 description 2
- 238000007670 refining Methods 0.000 description 2
- 239000000523 sample Substances 0.000 description 2
- 229910052706 scandium Inorganic materials 0.000 description 2
- 239000002210 silicon-based material Substances 0.000 description 2
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 2
- 229910052725 zinc Inorganic materials 0.000 description 2
- 229910018072 Al 2 O 3 Inorganic materials 0.000 description 1
- 229910018137 Al-Zn Inorganic materials 0.000 description 1
- 229910018566 Al—Si—Mg Inorganic materials 0.000 description 1
- 229910018575 Al—Ti Inorganic materials 0.000 description 1
- 229910018573 Al—Zn Inorganic materials 0.000 description 1
- 229910052684 Cerium Inorganic materials 0.000 description 1
- 229910019819 Cr—Si Inorganic materials 0.000 description 1
- 229910052692 Dysprosium Inorganic materials 0.000 description 1
- 229910001122 Mischmetal Inorganic materials 0.000 description 1
- 229910052779 Neodymium Inorganic materials 0.000 description 1
- 229910006776 Si—Zn Inorganic materials 0.000 description 1
- 230000001133 acceleration Effects 0.000 description 1
- 239000000654 additive Substances 0.000 description 1
- 230000000996 additive effect Effects 0.000 description 1
- 229910002065 alloy metal Inorganic materials 0.000 description 1
- 229910052790 beryllium Inorganic materials 0.000 description 1
- 239000011248 coating agent Substances 0.000 description 1
- 230000000052 comparative effect Effects 0.000 description 1
- 238000007796 conventional method Methods 0.000 description 1
- 238000001816 cooling Methods 0.000 description 1
- 230000006837 decompression Effects 0.000 description 1
- 230000007547 defect Effects 0.000 description 1
- 238000001514 detection method Methods 0.000 description 1
- 229910001873 dinitrogen Inorganic materials 0.000 description 1
- 238000009499 grossing Methods 0.000 description 1
- 239000001307 helium Substances 0.000 description 1
- 229910052734 helium Inorganic materials 0.000 description 1
- SWQJXJOGLNCZEY-UHFFFAOYSA-N helium atom Chemical compound [He] SWQJXJOGLNCZEY-UHFFFAOYSA-N 0.000 description 1
- 229910052747 lanthanoid Inorganic materials 0.000 description 1
- 150000002602 lanthanoids Chemical class 0.000 description 1
- 229910052746 lanthanum Inorganic materials 0.000 description 1
- 239000007791 liquid phase Substances 0.000 description 1
- 238000003801 milling Methods 0.000 description 1
- 238000000465 moulding Methods 0.000 description 1
- 229910052759 nickel Inorganic materials 0.000 description 1
- 229910052757 nitrogen Inorganic materials 0.000 description 1
- 239000012299 nitrogen atmosphere Substances 0.000 description 1
- 230000001590 oxidative effect Effects 0.000 description 1
- 150000002926 oxygen Chemical class 0.000 description 1
- 230000000737 periodic effect Effects 0.000 description 1
- 238000002360 preparation method Methods 0.000 description 1
- 230000009467 reduction Effects 0.000 description 1
- 230000001105 regulatory effect Effects 0.000 description 1
- 238000011160 research Methods 0.000 description 1
- 239000011347 resin Substances 0.000 description 1
- 229920005989 resin Polymers 0.000 description 1
- 238000005096 rolling process Methods 0.000 description 1
- 238000007789 sealing Methods 0.000 description 1
- 239000010703 silicon Substances 0.000 description 1
- 239000011856 silicon-based particle Substances 0.000 description 1
- 239000006104 solid solution Substances 0.000 description 1
- 239000000243 solution Substances 0.000 description 1
- 238000005728 strengthening Methods 0.000 description 1
- 239000002344 surface layer Substances 0.000 description 1
- 238000005496 tempering Methods 0.000 description 1
- 238000009864 tensile test Methods 0.000 description 1
- 229910052720 vanadium Inorganic materials 0.000 description 1
Images


Landscapes
- Laminated Bodies (AREA)
Abstract
【課題】ろう付性、及び、ろう付加熱後強度に優れるアルミニウム合金ブレージングシートを提供することを課題とする。【解決手段】本発明に係るアルミニウム合金ブレージングシート1は、心材2と、前記心材2の一方の面に設けられるろう材3と、を備えるアルミニウム合金ブレージングシート1であって、前記心材2は、Mn:0.5質量%以上2.5質量%以下、Mg:0.5質量%を超え2.5質量%以下、残部がAl及び不可避的不純物からなり、前記ろう材3は、Si:3質量%以上13質量%以下、Bi:0.01質量%以上1.00質量%以下、残部がAl及び不可避的不純物からなる。【選択図】図1
Description
本発明は、アルミニウム合金ブレージングシートに関し、特に、フラックスを使用しないろう付、いわゆるフラックスレスろう付に適用するアルミニウム合金ブレージングシートに関する。
アルミニウム合金製の熱交換器等の部材をろう付するにあたり、真空中において、フラックスを使用せずにろう付を行う真空ろう付という方法が存在する。
この真空ろう付は、フラックスを使用するフラックスろう付と比較すると、フラックスを塗布する処理が不要、フラックスの塗布量が適切でないことに伴った問題発生の回避等、様々なメリットがある。
この真空ろう付は、フラックスを使用するフラックスろう付と比較すると、フラックスを塗布する処理が不要、フラックスの塗布量が適切でないことに伴った問題発生の回避等、様々なメリットがある。
しかしながら、真空ろう付は、ろう付時の炉内を真空にした状態で加熱を施す高価な真空炉が必要となるため、作業コストが高くなってしまうとともに、真空にした炉内の制御が難しいことから、作業の困難性も向上してしまう。
このような問題を解決するため、真空中ではない雰囲気下において、フラックスを使用しないフラックスレスろう付に関して研究が進められ、以下のような技術が提案されている。
具体的には、特許文献1において、質量%で、Mgを0.1〜5.0%、Siを3〜13%含有するAl−Si系ろう材が最表面に位置するアルミニウムクラッド材を用いる細流路インナーフィンを有する熱交換器のろう付け方法であって、前記Al−Si系ろう材に含まれるSi粒子は、円相当径で0.8μm以上の径をもつものの数の内、1.75μm以上の径のものの数が25%以上であり、減圧を伴わない非酸化性雰囲気で、前記Al−Si系ろう材とろう付け対象部材とを接触密着させ、加熱温度559〜620℃において、前記アルミニウムクラッド材と前記ろう付け対象部材とを接合することを特徴とする細流路インナーフィンを有する熱交換器のフラックスレスろう付け方法が開示されている。
また、特許文献2において、アルミニウム合金ブレージングシートを用いたろう付けを行うにあたり、芯材に0.2質量%以上1質量%以下のMgを含有したアルミニウム合金を用い、ろう材合金のMg量を0.05質量%以下としたブレージングシートを使用し、200℃を越えてから570℃までの昇温時間を12分以内とする加熱条件の不活性ガス雰囲気でろう付けを少なくとも2室以上からなるろう付け炉を用いて行うことを特徴とするアルミニウム材のろう付け方法が開示されている。
また、特許文献3において、580℃と620℃との間に含まれる温度で、窒素および/またはアルゴンで管理された雰囲気下での無フラックスのロウ付け過程と、急速冷却過程とを含む、アルミニウム合金板材の接合組立方法であって、該方法において、該アルミニウム合金板材の少なくとも一つが、組成が質量パーセントで、Si:0.3〜1.0% Cu:0.3〜1.0% Mn:0.3〜2.0% Mg:0.3〜3.0%、Fe<1.0% Ti<0.1% Zr<0.3% Cr<0.3% Bi<0.5% Y<0.5%から選択された一種または二種以上、他の元素それぞれ<0.05%で合計0.15%、残りはアルミニウムの組成の芯材用合金を含み、4〜15%のシリコンと、Bi、Yの元素の少なくとも一つを0.01〜0.5%含むロウ付け用アルミニウム合金の少なくとも片面に被覆される、アルミニウム合金板材の接合組立方法が開示されている。
特許文献1〜3に係る技術はいずれも、真空ではない不活性ガス雰囲気におけるフラックスレスろう付に関する技術であり、其々、所定の効果について検討している。
しかしながら、特許文献1に係る技術は、ろう材に0.1〜5.0質量%のMgを含有させており、このMgがろう付加熱の昇温時にろう材表面においてMgOの生成を促進させてしまう。その結果、特許文献1に係る技術によると、ろう材表面のMgOがろう溶融時に障害となって、ろう付性を低下させてしまうおそれがある。
しかしながら、特許文献1に係る技術は、ろう材に0.1〜5.0質量%のMgを含有させており、このMgがろう付加熱の昇温時にろう材表面においてMgOの生成を促進させてしまう。その結果、特許文献1に係る技術によると、ろう材表面のMgOがろう溶融時に障害となって、ろう付性を低下させてしまうおそれがある。
特許文献2に係る技術は、ろう材にMgをほとんど含有させずに、心材にMgを含有させているが(特許文献2の実施例)、ろう付加熱時の昇温過程において心材のMgがろう材に拡散し、拡散したMgの一部がろう材表面に到達することによって、ろう材表面にMgOが生成してしまう。その結果、特許文献2に係る技術によると、ろう材表面のMgOがろう溶融時に障害となって、ろう付性を低下させてしまうおそれがある。
特許文献3に係る技術は、特許文献2と同様、心材にMgを含有させているが、含有量が0.47質量%、0.49質量%と少ないため(特許文献3の実施例)、Mgを含有させることによるゲッター作用が十分に発揮できない。なお、ゲッター作用とは、雰囲気中にMgが蒸発する際にろう材表面に形成された酸化膜を破壊するとともに、このMgが酸素と反応することにより、雰囲気中の酸素濃度を低減させるという作用である。その結果、特許文献3に係る技術によると、溶融ろうの再酸化が十分に抑制されずに、ろう付性を低下させてしまうおそれがある。
また、特許文献1〜3において課題としては挙げられていないが、アルミニウム合金ブレージングシートのろう付加熱を施した後の強度(以下、適宜「ろう付加熱後強度」という)が低いと、適用可能な製品分野や技術分野が限定されてしまう。
そこで、本発明は、ろう付性、及び、ろう付加熱後強度に優れるアルミニウム合金ブレージングシートを提供することを課題とする。
すなわち、本発明に係るアルミニウム合金ブレージングシートは、心材と、前記心材の一方の面に設けられるろう材と、を備えるアルミニウム合金ブレージングシートであって、前記心材は、Mn:0.5質量%以上2.5質量%以下、Mg:0.5質量%を超え2.5質量%以下、残部がAl及び不可避的不純物からなり、前記ろう材は、Si:3質量%以上13質量%以下、Bi:0.01質量%以上1.00質量%以下、残部がAl及び不可避的不純物からなる。
このように、本発明に係るアルミニウム合金ブレージングシートは、心材の成分の含有量(特にMgの含有量)が特定されているとともに、ろう材の成分の含有量(特にBiの含有量)が特定されていることから、心材からろう材に拡散するMgがろう材のBiと反応する(トラップされる)ことで、ろう材表面でのMgOの生成が抑制される。さらに、ろう付加熱時のろう溶融時において、Biと反応したMgは母相(ろう材)に溶解するため、Mgの蒸発が促進され、ろう材表面に形成された酸化膜がMgの蒸発時に好適に破壊されるとともに、雰囲気中の酸素濃度が低下し溶融ろうの再酸化が抑制される。また、母相に溶解したBiが溶融ろうの流動性を高める。その結果、本発明に係るアルミニウム合金ブレージングシートは、ろう付性に優れる。
また、本発明に係るアルミニウム合金ブレージングシートは、心材の成分の含有量(特にMnの含有量)が特定されていることから、ろう付加熱後強度に優れる。
また、本発明に係るアルミニウム合金ブレージングシートは、心材の成分の含有量(特にMnの含有量)が特定されていることから、ろう付加熱後強度に優れる。
また、本発明に係るアルミニウム合金ブレージングシートは、前記ろう材が、Mg:0.10質量%以下をさらに含有していてもよい。また、本発明に係るアルミニウム合金ブレージングシートは、前記ろう材が、Mn:2.0質量%以下、Ti:0.3質量%以下、Cr:0.3質量%以下、Zr:0.3質量%以下のうちの1種以上をさらに含有していてもよい。また、本発明に係るアルミニウム合金ブレージングシートは、前記ろう材が、Li:0.3質量%以下をさらに含有していてもよい。また、本発明に係るアルミニウム合金ブレージングシートは、前記ろう材が、Zn:5.0質量%以下をさらに含有していてもよい。また、本発明に係るアルミニウム合金ブレージングシートは、前記ろう材が、Sr:0.10質量%以下、Na:0.050質量%以下、Sb:0.5質量%以下、のうちの1種以上をさらに含有していてもよい。また、本発明に係るアルミニウム合金ブレージングシートは、前記ろう材が、希土類元素:1.0質量%以下をさらに含有してもよい。
このように、本発明に係るアルミニウム合金ブレージングシートは、ろう材がMg、Mn、Ti、Cr、Zr、Li、Zn、Sr、Na、Sb、希土類元素を含有していても、ろう付性、及び、ろう付加熱後強度に優れる。
また、本発明に係るアルミニウム合金ブレージングシートは、前記心材が、Cu:1.0質量%以下をさらに含有していてもよい。また、本発明に係るアルミニウム合金ブレージングシートは、前記心材が、Si:1.0質量%以下をさらに含有していてもよい。また、本発明に係るアルミニウム合金ブレージングシートは、前記心材が、Fe:1.5質量%以下をさらに含有していてもよい。また、本発明に係るアルミニウム合金ブレージングシートは、前記心材が、Ti:0.5質量%以下、Cr:0.5質量%以下、Zr:0.5質量%以下、のうちの1種以上をさらに含有していてもよい。また、本発明に係るアルミニウム合金ブレージングシートは、前記心材が、Li:0.3質量%以下をさらに含有していてもよい。
このように、本発明に係るアルミニウム合金ブレージングシートは、心材がCu、Si、Fe、Ti、Cr、Zr、Liを含有していても、ろう付性、及び、ろう付加熱後強度に優れる。
本発明に係るアルミニウム合金ブレージングシートは、心材、ろう材の各成分の含有量が特定されていることによって、ろう付性、及び、ろう付加熱後強度に優れる。
以下、適宜図面を参照して、本発明に係るアルミニウム合金ブレージングシートを実施するための形態(実施形態)について説明する。
[アルミニウム合金ブレージングシート]
本実施形態に係るアルミニウム合金ブレージングシート(以下、適宜「ブレージングシート」という)の構成は、例えば、図1に示すように、心材2と、心材2の一方の面に設けられるろう材3と、を備える。
そして、本実施形態に係るブレージングシート1は、心材2、ろう材3の各成分の含有量が特定されている。
以下、本実施形態に係るブレージングシートの心材及びろう材の各成分について数値限定した理由を詳細に説明する。
本実施形態に係るアルミニウム合金ブレージングシート(以下、適宜「ブレージングシート」という)の構成は、例えば、図1に示すように、心材2と、心材2の一方の面に設けられるろう材3と、を備える。
そして、本実施形態に係るブレージングシート1は、心材2、ろう材3の各成分の含有量が特定されている。
以下、本実施形態に係るブレージングシートの心材及びろう材の各成分について数値限定した理由を詳細に説明する。
[心材]
本実施形態に係るブレージングシートの心材は、Mn:0.5質量%以上2.5質量%以下、Mg:0.5質量%を超え2.5質量%以下、残部がAl及び不可避的不純物からなる。
また、本実施形態に係るブレージングシートの心材は、Cu:1.0質量%以下をさらに含有してもよく、Si:1.0質量%以下をさらに含有してもよく、Fe:1.5質量%以下をさらに含有してもよい。また、本実施形態に係るブレージングシートの心材は、Ti:0.5質量%以下、Cr:0.5質量%以下、Zr:0.5質量%以下、のうちの1種以上をさらに含有してもよく、Li:0.3質量%以下をさらに含有してもよい。
本実施形態に係るブレージングシートの心材は、Mn:0.5質量%以上2.5質量%以下、Mg:0.5質量%を超え2.5質量%以下、残部がAl及び不可避的不純物からなる。
また、本実施形態に係るブレージングシートの心材は、Cu:1.0質量%以下をさらに含有してもよく、Si:1.0質量%以下をさらに含有してもよく、Fe:1.5質量%以下をさらに含有してもよい。また、本実施形態に係るブレージングシートの心材は、Ti:0.5質量%以下、Cr:0.5質量%以下、Zr:0.5質量%以下、のうちの1種以上をさらに含有してもよく、Li:0.3質量%以下をさらに含有してもよい。
(心材のMn:0.5質量%以上2.5質量%以下)
心材のMnは、強度を向上させる。Mnの含有量が0.5質量%以上であれば、前記の効果が得られる。一方、Mnの含有量が2.5質量%以下であれば、鋳造時において巨大な金属間化合物の晶出が抑制されることによって、製造を阻害するおそれや、塑性加工性を低下させるおそれを低減することができる。
したがって、心材のMnの含有量は、0.5質量%以上2.5質量%以下である。
心材のMnは、強度を向上させる。Mnの含有量が0.5質量%以上であれば、前記の効果が得られる。一方、Mnの含有量が2.5質量%以下であれば、鋳造時において巨大な金属間化合物の晶出が抑制されることによって、製造を阻害するおそれや、塑性加工性を低下させるおそれを低減することができる。
したがって、心材のMnの含有量は、0.5質量%以上2.5質量%以下である。
(心材のMg:0.5質量%を超え2.5質量%以下)
心材のMgは、材料製造工程、及び、ろう付加熱時のろう溶融開始温度までの昇温過程において、ろう材に拡散する。そして、ろう材に拡散したMgは、ろう付加熱時のろう溶融温度で雰囲気中に蒸発し、雰囲気中の酸素と反応する。その結果、ろう材表面に形成された酸化膜がMgの蒸発時に好適に破壊されるとともに、雰囲気中の酸素濃度が低下し溶融ろうの再酸化が抑制される(ゲッター作用)ことによって、ろう付性を向上させる。心材のMgの含有量が0.5質量%以下であると、ゲッター作用が不十分となり、ろう付性が低下する。一方、心材のMgの含有量が2.5質量%を超えると、後記するろう材のBiによってMgをトラップしきれず、ろう材表面でのMgOの生成が促進されてしまい、ろう付性が低下する。
したがって、心材のMgの含有量は、0.5質量%を超え2.5質量%以下である。
心材のMgは、材料製造工程、及び、ろう付加熱時のろう溶融開始温度までの昇温過程において、ろう材に拡散する。そして、ろう材に拡散したMgは、ろう付加熱時のろう溶融温度で雰囲気中に蒸発し、雰囲気中の酸素と反応する。その結果、ろう材表面に形成された酸化膜がMgの蒸発時に好適に破壊されるとともに、雰囲気中の酸素濃度が低下し溶融ろうの再酸化が抑制される(ゲッター作用)ことによって、ろう付性を向上させる。心材のMgの含有量が0.5質量%以下であると、ゲッター作用が不十分となり、ろう付性が低下する。一方、心材のMgの含有量が2.5質量%を超えると、後記するろう材のBiによってMgをトラップしきれず、ろう材表面でのMgOの生成が促進されてしまい、ろう付性が低下する。
したがって、心材のMgの含有量は、0.5質量%を超え2.5質量%以下である。
なお、Mgを含有させることによって得られるゲッター作用をより確実なものとするため、心材のMgの含有量は、1.1質量%以上が好ましい。
(心材のCu:1.0質量%以下)
心材のCuは、心材の電位を貴化させ耐食性を向上させる。ただし、Cuの含有量が1.0質量%を超えると、心材の固相線温度が低下するため、耐エロージョン性が低下するとともに、ろう流動性が低下するため、ろう付性が低下する。
したがって、心材にCuを含有させる場合、Cuの含有量は1.0質量%以下である。
心材のCuは、心材の電位を貴化させ耐食性を向上させる。ただし、Cuの含有量が1.0質量%を超えると、心材の固相線温度が低下するため、耐エロージョン性が低下するとともに、ろう流動性が低下するため、ろう付性が低下する。
したがって、心材にCuを含有させる場合、Cuの含有量は1.0質量%以下である。
なお、Cuを含有させることによって得られる効果(耐食性の向上)をより確実なものとするため、心材のCuの含有量は、0.05質量%以上が好ましい。また、ろう付性の低下を抑制する観点から、心材のCuの含有量は、0.5質量%以下が好ましく、0.3質量%未満がより好ましい。
(心材のSi:1.0質量%以下)
心材のSiは、MnとともにAl−Mn−Si系化合物を形成することによって、強度を向上させる。ただし、Siの含有量が1.0質量%を超えると、心材の固相線温度が低下するため、耐エロージョン性が低下するとともに、ろう流動性が低下するため、ろう付性が低下する。
したがって、心材にSiを含有させる場合、Siの含有量は1.0質量%以下である。
心材のSiは、MnとともにAl−Mn−Si系化合物を形成することによって、強度を向上させる。ただし、Siの含有量が1.0質量%を超えると、心材の固相線温度が低下するため、耐エロージョン性が低下するとともに、ろう流動性が低下するため、ろう付性が低下する。
したがって、心材にSiを含有させる場合、Siの含有量は1.0質量%以下である。
なお、Siを含有させることによって得られる効果(強度の向上)をより確実なものとするため、心材のSiの含有量は、0.05質量%以上が好ましい。
(心材のFe:1.5質量%以下)
心材のFeは、固溶強化作用により強度を向上させる。ただし、Feの含有量が1.5質量%を超えると、粗大な金属間化合物が形成されることによって、成形性を低下させるおそれがある。
したがって、心材にFeを含有させる場合、Feの含有量は、1.5質量%以下である。
心材のFeは、固溶強化作用により強度を向上させる。ただし、Feの含有量が1.5質量%を超えると、粗大な金属間化合物が形成されることによって、成形性を低下させるおそれがある。
したがって、心材にFeを含有させる場合、Feの含有量は、1.5質量%以下である。
なお、Feを含有させることによって得られる効果(強度の向上)をより確実なものとするため、心材のFeの含有量は、0.05質量%以上が好ましい。
(心材のTi:0.5質量%以下)
心材のTiは、心材の電位を貴化させ耐食性を向上させる。ただし、Tiの含有量が0.5質量%を超えると、粗大な金属間化合物が形成されることによって、成形性を低下させるおそれがある。
したがって、心材にTiを含有させる場合、Tiの含有量は、0.5質量%以下である。
心材のTiは、心材の電位を貴化させ耐食性を向上させる。ただし、Tiの含有量が0.5質量%を超えると、粗大な金属間化合物が形成されることによって、成形性を低下させるおそれがある。
したがって、心材にTiを含有させる場合、Tiの含有量は、0.5質量%以下である。
なお、Tiを含有させることによって得られる効果(耐食性の向上)をより確実なものとするため、心材のTiの含有量は、0.01質量%以上が好ましい。
(心材のCr:0.5質量%以下)
心材のCrは、Al−Cr系の分散粒子を形成し、心材の強度を向上させる。ただし、Crの含有量が0.5質量%を超えると、粗大な金属間化合物が形成されることによって、成形性を低下させるおそれがある。
したがって、心材にCrを含有させる場合、Crの含有量は、0.5質量%以下である。
心材のCrは、Al−Cr系の分散粒子を形成し、心材の強度を向上させる。ただし、Crの含有量が0.5質量%を超えると、粗大な金属間化合物が形成されることによって、成形性を低下させるおそれがある。
したがって、心材にCrを含有させる場合、Crの含有量は、0.5質量%以下である。
なお、Crを含有させることによって得られる効果(強度の向上)をより確実なものとするため、心材のCrの含有量は、0.01質量%以上が好ましい。
(心材のZr:0.5質量%以下)
心材のZrは、Al−Zr系の分散粒子を形成し、心材の強度を向上させる。ただし、Zrの含有量が0.5質量%を超えると、粗大な金属間化合物が形成されることによって、成形性を低下させるおそれがある。
したがって、心材にZrを含有させる場合、Zrの含有量は、0.5質量%以下である。
心材のZrは、Al−Zr系の分散粒子を形成し、心材の強度を向上させる。ただし、Zrの含有量が0.5質量%を超えると、粗大な金属間化合物が形成されることによって、成形性を低下させるおそれがある。
したがって、心材にZrを含有させる場合、Zrの含有量は、0.5質量%以下である。
なお、Zrを含有させることによって得られる効果(強度の向上)をより確実なものとするため、心材のZrの含有量は、0.01質量%以上が好ましい。
前記した心材のTi、Cr、Zrは、前記した上限値を超えなければ、心材に1種以上、つまり1種が含まれる場合だけでなく、2種以上が含まれていても、本発明の効果を妨げない。
(心材のLi:0.3質量%以下)
心材のLiは、ろう付性をさらに向上させる。Liがろう付性を向上させる詳細なメカニズムは解明できていないものの、ろう付加熱時のろう溶融時において、Liがろう材表面に形成された酸化膜を破壊することにより、Mgのゲッター作用をさらに好適に発揮させるのではないかと推測する。ただし、Liの含有量が0.3質量%を超えると、ろう付け加熱時の昇温過程において、ろう材表層部へLiが拡散し酸化膜の成長を促進するためろう付性が低下する。
したがって、心材にLiを含有させる場合、Liの含有量は、0.3質量%以下である。
心材のLiは、ろう付性をさらに向上させる。Liがろう付性を向上させる詳細なメカニズムは解明できていないものの、ろう付加熱時のろう溶融時において、Liがろう材表面に形成された酸化膜を破壊することにより、Mgのゲッター作用をさらに好適に発揮させるのではないかと推測する。ただし、Liの含有量が0.3質量%を超えると、ろう付け加熱時の昇温過程において、ろう材表層部へLiが拡散し酸化膜の成長を促進するためろう付性が低下する。
したがって、心材にLiを含有させる場合、Liの含有量は、0.3質量%以下である。
(心材の残部:Al及び不可避的不純物)
心材の残部はAl及び不可避的不純物である。そして、心材の不可避的不純物として、V、Ni、Ca、Na、Sr等が挙げられ、これらの元素は本発明の効果を妨げない範囲で含有されていてもよい。詳細には、V:0.05質量%以下、Ni:0.05質量%以下、Ca:0.05質量%以下、Na:0.05質量%以下、Sr:0.05質量%以下、その他の元素:0.01質量%未満の範囲で含有されていてもよい。
そして、これらについては、前記した所定の含有量を超えなければ、不可避的不純物として含有される場合だけではなく、積極的に添加される場合であっても、本発明の効果を妨げず許容される。
また、前記したCu、Si、Fe、Ti、Cr、Zr、Liについては、積極的に添加してもよいが、不可避的不純物として含まれていてもよい。
心材の残部はAl及び不可避的不純物である。そして、心材の不可避的不純物として、V、Ni、Ca、Na、Sr等が挙げられ、これらの元素は本発明の効果を妨げない範囲で含有されていてもよい。詳細には、V:0.05質量%以下、Ni:0.05質量%以下、Ca:0.05質量%以下、Na:0.05質量%以下、Sr:0.05質量%以下、その他の元素:0.01質量%未満の範囲で含有されていてもよい。
そして、これらについては、前記した所定の含有量を超えなければ、不可避的不純物として含有される場合だけではなく、積極的に添加される場合であっても、本発明の効果を妨げず許容される。
また、前記したCu、Si、Fe、Ti、Cr、Zr、Liについては、積極的に添加してもよいが、不可避的不純物として含まれていてもよい。
[ろう材]
本実施形態に係るブレージングシートのろう材は、Si:3質量%以上13質量%以下、Bi:0.01質量%以上1.00質量%以下、残部がAl及び不可避的不純物からなる。
また、本実施形態に係るブレージングシートのろう材は、Mg:0.10質量%以下をさらに含有してもよく、Mn:2.0質量%以下、Ti:0.3質量%以下、Cr:0.3質量%以下、Zr:0.3質量%以下のうちの1種以上をさらに含有してもよい。また、本実施形態に係るブレージングシートのろう材は、Li:0.3質量%以下をさらに含有してもよく、Zn:5.0質量%以下をさらに含有してもよい。また、本実施形態に係るブレージングシートのろう材は、Sr:0.10質量%以下、Na:0.050質量%以下、Sb:0.5質量%以下、のうちの1種以上をさらに含有してもよく、希土類元素:1.0質量%以下をさらに含有してもよい。
本実施形態に係るブレージングシートのろう材は、Si:3質量%以上13質量%以下、Bi:0.01質量%以上1.00質量%以下、残部がAl及び不可避的不純物からなる。
また、本実施形態に係るブレージングシートのろう材は、Mg:0.10質量%以下をさらに含有してもよく、Mn:2.0質量%以下、Ti:0.3質量%以下、Cr:0.3質量%以下、Zr:0.3質量%以下のうちの1種以上をさらに含有してもよい。また、本実施形態に係るブレージングシートのろう材は、Li:0.3質量%以下をさらに含有してもよく、Zn:5.0質量%以下をさらに含有してもよい。また、本実施形態に係るブレージングシートのろう材は、Sr:0.10質量%以下、Na:0.050質量%以下、Sb:0.5質量%以下、のうちの1種以上をさらに含有してもよく、希土類元素:1.0質量%以下をさらに含有してもよい。
(ろう材のSi:3質量%以上13質量%以下)
ろう材のSiは、ろう材の固相線温度を低下させることによって、ろう付加熱温度での液相率を向上させてろうの流動性を高める。Siの含有量が3質量%以上であれば、ろうの流動性が高まり、ろう付性の向上という効果が得られる。一方、Siの含有量が13質量%を超えると、粗大Si粒が形成するとともに、流動ろうが過剰に生成することにより、心材の溶融などのろう付不良が発生するおそれがある。
したがって、ろう材のSiの含有量は、3質量%以上13質量%以下である。
ろう材のSiは、ろう材の固相線温度を低下させることによって、ろう付加熱温度での液相率を向上させてろうの流動性を高める。Siの含有量が3質量%以上であれば、ろうの流動性が高まり、ろう付性の向上という効果が得られる。一方、Siの含有量が13質量%を超えると、粗大Si粒が形成するとともに、流動ろうが過剰に生成することにより、心材の溶融などのろう付不良が発生するおそれがある。
したがって、ろう材のSiの含有量は、3質量%以上13質量%以下である。
(ろう材のBi:0.01質量%以上1.00質量%以下)
ろう材のBiは、材料製造工程、及び、ろう付加熱時のろう溶融開始温度までの昇温過程においてろう材に拡散する心材のMgと反応し、Mg−Bi系化合物(例えば、Bi2Mg3)を生成することで、Mgをトラップする。そして、心材からろう材に拡散するMgの大半をろう材表面に到達する前にBiがトラップすることによって、ろう材表面におけるMgOの生成・成長を抑制し、ろう付性を向上させる。また、ろう付加熱時のろう溶融温度では、Mg−Bi系化合物は母相(ろう材)に溶解するため、Mgの蒸発が促進され、ろう材表面に形成された酸化膜がMgの蒸発時に好適に破壊されるとともに、雰囲気の酸素濃度が低下し溶融ろうの再酸化を抑制する作用(ゲッター作用)が向上することによって、ろう付性を向上させる。さらに、ろう材のBiは、ろうの流動性を高め、ろう付性を向上させる。ろう材のBiの含有量が0.01質量%未満であると、前記した作用が不十分となり、ろう付性が低下する。一方、ろう材のBiの含有量が1.00質量%を超えると、材料製造工程時に熱間圧延割れが生じるおそれがあり、材料製造が困難となる。
したがって、ろう材のBiの含有量は、0.01質量%以上1.00質量%以下である。
ろう材のBiは、材料製造工程、及び、ろう付加熱時のろう溶融開始温度までの昇温過程においてろう材に拡散する心材のMgと反応し、Mg−Bi系化合物(例えば、Bi2Mg3)を生成することで、Mgをトラップする。そして、心材からろう材に拡散するMgの大半をろう材表面に到達する前にBiがトラップすることによって、ろう材表面におけるMgOの生成・成長を抑制し、ろう付性を向上させる。また、ろう付加熱時のろう溶融温度では、Mg−Bi系化合物は母相(ろう材)に溶解するため、Mgの蒸発が促進され、ろう材表面に形成された酸化膜がMgの蒸発時に好適に破壊されるとともに、雰囲気の酸素濃度が低下し溶融ろうの再酸化を抑制する作用(ゲッター作用)が向上することによって、ろう付性を向上させる。さらに、ろう材のBiは、ろうの流動性を高め、ろう付性を向上させる。ろう材のBiの含有量が0.01質量%未満であると、前記した作用が不十分となり、ろう付性が低下する。一方、ろう材のBiの含有量が1.00質量%を超えると、材料製造工程時に熱間圧延割れが生じるおそれがあり、材料製造が困難となる。
したがって、ろう材のBiの含有量は、0.01質量%以上1.00質量%以下である。
なお、Biを含有させることによって得られる作用(Mgのトラップ、ゲッター作用の促進、ろうの流動性の向上)をより確実なものとするため、ろう材のBiの含有量は、0.20質量%超えが好ましく、0.30質量%以上がより好ましい。また、熱間圧延割れの発生を抑制するという観点から、ろう材のBiの含有量は、0.80質量%以下が好ましく、0.60質量%以下がより好ましい。
(ろう材のMg:0.10質量%以下)
ろう材のMgは、ろう付加熱時において、雰囲気中に蒸発し酸素と反応する結果、ろう材表面に形成された酸化膜が破壊されるだけでなく、雰囲気中の酸素濃度が低下し溶融ろうの再酸化が抑制されることによって、ろう付性を向上させる。なお、前記した心材からろう材に拡散するMgは、ろう材表面に到達する前にBiによってトラップされる可能性が高いが、ろう材に含まれるMgは、ろう付加熱時においてろう材の表面付近に存在するものもあるため、Biによってトラップされ難い。そして、Mgの含有量が0.10質量%を超えると、ろう材表面でのMgOの生成が促進される可能性が高く、ろう付性が低下するおそれがある。
したがって、ろう材にMgを含有させる場合、ろう材のMgの含有量は、0.10質量%以下である。
ろう材のMgは、ろう付加熱時において、雰囲気中に蒸発し酸素と反応する結果、ろう材表面に形成された酸化膜が破壊されるだけでなく、雰囲気中の酸素濃度が低下し溶融ろうの再酸化が抑制されることによって、ろう付性を向上させる。なお、前記した心材からろう材に拡散するMgは、ろう材表面に到達する前にBiによってトラップされる可能性が高いが、ろう材に含まれるMgは、ろう付加熱時においてろう材の表面付近に存在するものもあるため、Biによってトラップされ難い。そして、Mgの含有量が0.10質量%を超えると、ろう材表面でのMgOの生成が促進される可能性が高く、ろう付性が低下するおそれがある。
したがって、ろう材にMgを含有させる場合、ろう材のMgの含有量は、0.10質量%以下である。
なお、ろう材表面でのMgOの生成を抑制するという観点から、ろう材のMgの含有量は、0.05質量%未満が好ましい。
(ろう材のMn:2.0質量%以下)
ろう材のMnは、耐食性を向上させる。Mnが耐食性を向上させる詳細なメカニズムは解明できていないものの、Al−Mn−Si系化合物が生成され、化合物周囲のMn、Si欠乏層が電位の卑な部分となり、優先的に腐食が進行するため、腐食が分散され、耐食性が向上すると推測する。ただし、Mnの含有量が2.0質量%を超えると、Al−Mn−Si系化合物の生成にSiが費やされるため、Si濃度が低下し、ろう付性が低下する。
したがって、ろう材にMnを含有させる場合、ろう材のMnの含有量は、2.0質量%以下である。
ろう材のMnは、耐食性を向上させる。Mnが耐食性を向上させる詳細なメカニズムは解明できていないものの、Al−Mn−Si系化合物が生成され、化合物周囲のMn、Si欠乏層が電位の卑な部分となり、優先的に腐食が進行するため、腐食が分散され、耐食性が向上すると推測する。ただし、Mnの含有量が2.0質量%を超えると、Al−Mn−Si系化合物の生成にSiが費やされるため、Si濃度が低下し、ろう付性が低下する。
したがって、ろう材にMnを含有させる場合、ろう材のMnの含有量は、2.0質量%以下である。
なお、Mnを含有させることによって得られる耐食性の向上という効果をより確実なものとするため、ろう材のMnの含有量は0.05質量%以上が好ましい。また、Si濃度の低下に伴うろう付性の低下を抑制するという観点から、ろう材のMnの含有量は、1.2質量%以下が好ましい。
(ろう材のTi:0.3質量%以下)
ろう材のTiは、耐食性を向上させる。Tiが耐食性を向上させる詳細なメカニズムは解明できていないものの、Al−Ti系化合物が生成され、化合物周囲のTi欠乏層が電位の卑な部分となり、優先的に腐食が進行するため、腐食が分散され、耐食性が向上すると推測する。ただし、Tiの含有量が0.3質量%を超えると、溶解、鋳造時に粗大な化合物が生成され、材料製造時に割れが生じやすくなり、製造が困難となる。
したがって、ろう材にTiを含有させる場合、ろう材のTiの含有量は、0.3質量%以下である。
ろう材のTiは、耐食性を向上させる。Tiが耐食性を向上させる詳細なメカニズムは解明できていないものの、Al−Ti系化合物が生成され、化合物周囲のTi欠乏層が電位の卑な部分となり、優先的に腐食が進行するため、腐食が分散され、耐食性が向上すると推測する。ただし、Tiの含有量が0.3質量%を超えると、溶解、鋳造時に粗大な化合物が生成され、材料製造時に割れが生じやすくなり、製造が困難となる。
したがって、ろう材にTiを含有させる場合、ろう材のTiの含有量は、0.3質量%以下である。
なお、Tiを含有させることによって得られる耐食性の向上という効果をより確実なものとするため、ろう材のTiの含有量は0.05質量%以上が好ましい。また、材料製造時の割れの発生を抑制するという観点から、ろう材のTiの含有量は0.2質量%以下が好ましい。
(ろう材のCr:0.3質量%以下)
ろう材のCrは、耐食性を向上させる。Crが耐食性を向上させる詳細なメカニズムは解明できていないものの、Al−Cr系やAl−Cr−Si系化合物が生成され、化合物周囲のCr、Si欠乏層が電位の卑な部分となり、優先的に腐食が進行するため、腐食が分散され、耐食性が向上すると推測する。ただし、Crの含有量が0.3質量%を超えると、溶解、鋳造時に粗大な化合物が生成され、材料製造時に割れが生じやすくなり、製造が困難となる。
したがって、ろう材にCrを含有させる場合、ろう材のCrの含有量は、0.3質量%以下である。
ろう材のCrは、耐食性を向上させる。Crが耐食性を向上させる詳細なメカニズムは解明できていないものの、Al−Cr系やAl−Cr−Si系化合物が生成され、化合物周囲のCr、Si欠乏層が電位の卑な部分となり、優先的に腐食が進行するため、腐食が分散され、耐食性が向上すると推測する。ただし、Crの含有量が0.3質量%を超えると、溶解、鋳造時に粗大な化合物が生成され、材料製造時に割れが生じやすくなり、製造が困難となる。
したがって、ろう材にCrを含有させる場合、ろう材のCrの含有量は、0.3質量%以下である。
なお、Crを含有させることによって得られる耐食性の向上という効果をより確実なものとするため、ろう材のCrの含有量は0.05質量%以上が好ましい。また、材料製造時の割れの発生を抑制するという観点から、ろう材のCrの含有量は0.2質量%以下が好ましい。
(ろう材のZr:0.3質量%以下)
ろう材のZrは、耐食性を向上させる。Zrが耐食性を向上させる詳細なメカニズムは解明できていないものの、Al−Zr系化合物が生成され、化合物周囲のZr欠乏層が電位の卑な部分となり、優先的に腐食が進行するため、腐食が分散され、耐食性が向上すると推測する。ただし、Zrの含有量が0.3質量%を超えると、溶解、鋳造時に粗大な化合物が生成され、材料製造時に割れが生じやすくなり、製造が困難となる。
したがって、ろう材にZrを含有させる場合、ろう材のZrの含有量は、0.3質量%以下である。
ろう材のZrは、耐食性を向上させる。Zrが耐食性を向上させる詳細なメカニズムは解明できていないものの、Al−Zr系化合物が生成され、化合物周囲のZr欠乏層が電位の卑な部分となり、優先的に腐食が進行するため、腐食が分散され、耐食性が向上すると推測する。ただし、Zrの含有量が0.3質量%を超えると、溶解、鋳造時に粗大な化合物が生成され、材料製造時に割れが生じやすくなり、製造が困難となる。
したがって、ろう材にZrを含有させる場合、ろう材のZrの含有量は、0.3質量%以下である。
なお、Zrを含有させることによって得られる耐食性の向上という効果をより確実なものとするため、ろう材のZrの含有量は0.05質量%以上が好ましい。また、材料製造時の割れの発生を抑制するという観点から、ろう材のZrの含有量は0.2質量%以下が好ましい。
前記したろう材のMn、Ti、Cr、Zrは、前記した上限値を超えなければ、ろう材に1種以上、つまり1種が含まれる場合だけでなく、2種以上が含まれていても、本発明の効果を妨げない。
(ろう材のLi:0.3質量%以下)
ろう材のLiは、心材のLiと同様、ろう付性をさらに向上させる。Liがろう付性を向上させる詳細なメカニズムは解明できていないものの、ろう付加熱時のろう溶融時において、Liがろう材表面に形成された酸化膜を破壊することにより、Mgのゲッター作用をさらに好適に発揮させるのではないかと推測する。ただし、Liの含有量が0.3質量%を超えると、Liが酸化膜の成長を促進させてしまうためろう付性が低下する。
したがって、ろう材にLiを含有させる場合、Liの含有量は、0.3質量%以下である。
ろう材のLiは、心材のLiと同様、ろう付性をさらに向上させる。Liがろう付性を向上させる詳細なメカニズムは解明できていないものの、ろう付加熱時のろう溶融時において、Liがろう材表面に形成された酸化膜を破壊することにより、Mgのゲッター作用をさらに好適に発揮させるのではないかと推測する。ただし、Liの含有量が0.3質量%を超えると、Liが酸化膜の成長を促進させてしまうためろう付性が低下する。
したがって、ろう材にLiを含有させる場合、Liの含有量は、0.3質量%以下である。
(ろう材のZn:5.0質量%以下)
ろう材のZnは、ろう材の電位を卑にすることができ、心材との電位差を形成することで犠牲防食効果により耐食性を向上させる。ただし、Znの含有量が5.0質量%を超えると、フィレットの早期腐食を引き起こすおそれがある。
したがって、ろう材にZnを含有させる場合、Znの含有量は、5.0質量%以下である。
ろう材のZnは、ろう材の電位を卑にすることができ、心材との電位差を形成することで犠牲防食効果により耐食性を向上させる。ただし、Znの含有量が5.0質量%を超えると、フィレットの早期腐食を引き起こすおそれがある。
したがって、ろう材にZnを含有させる場合、Znの含有量は、5.0質量%以下である。
なお、Znを含有させることによって得られる効果(耐食性の向上)をより確実なものとするために、ろう材のZnの含有量は、0.1質量%以上が好ましい。
(ろう材のSr:0.10質量%以下)
ろう材のSrは、共晶Siを微細化させることにより、ろう付加熱時における心材の溶融の原因となる粗大なSi粒の晶出を抑制する。ただし、Srの含有量が0.10質量%を超えると、ろうの流動性が低下し、ろう付加熱時にフィレットの形成が不十分となるおそれがある。
したがって、ろう材にSrを含有させる場合、Srの含有量は、0.10質量%以下である。
ろう材のSrは、共晶Siを微細化させることにより、ろう付加熱時における心材の溶融の原因となる粗大なSi粒の晶出を抑制する。ただし、Srの含有量が0.10質量%を超えると、ろうの流動性が低下し、ろう付加熱時にフィレットの形成が不十分となるおそれがある。
したがって、ろう材にSrを含有させる場合、Srの含有量は、0.10質量%以下である。
なお、Srを含有させることによって得られる効果(共晶Siの微細化)をより確実なものとするため、ろう材のSrの含有量は、0.001質量%以上が好ましい。
(ろう材のNa:0.050質量%以下)
ろう材のNaは、共晶Siを微細化させることにより、ろう付加熱時における心材の溶融の原因となる粗大なSi粒の晶出を抑制する。ただし、Naの含有量が0.050質量%を超えると、ろうの流動性が低下し、ろう付加熱時にフィレットの形成が不十分となるおそれがある。
したがって、ろう材にNaを含有させる場合、Naの含有量は、0.050質量%以下である。
ろう材のNaは、共晶Siを微細化させることにより、ろう付加熱時における心材の溶融の原因となる粗大なSi粒の晶出を抑制する。ただし、Naの含有量が0.050質量%を超えると、ろうの流動性が低下し、ろう付加熱時にフィレットの形成が不十分となるおそれがある。
したがって、ろう材にNaを含有させる場合、Naの含有量は、0.050質量%以下である。
なお、Naを含有させることによって得られる効果(共晶Siの微細化)をより確実なものとするため、ろう材のNaの含有量は、0.0001質量%以上が好ましい。
(ろう材のSb:0.5質量%以下)
ろう材のSbは、共晶Siを微細化させることにより、ろう付加熱時における心材の溶融の原因となる粗大なSi粒の晶出を抑制する。ただし、Sbの含有量が0.5質量%を超えると、ろうの流動性が低下し、ろう付加熱時にフィレットの形成が不十分となるおそれがある。
したがって、ろう材にSbを含有させる場合、Sbの含有量は、0.5質量%以下である。
ろう材のSbは、共晶Siを微細化させることにより、ろう付加熱時における心材の溶融の原因となる粗大なSi粒の晶出を抑制する。ただし、Sbの含有量が0.5質量%を超えると、ろうの流動性が低下し、ろう付加熱時にフィレットの形成が不十分となるおそれがある。
したがって、ろう材にSbを含有させる場合、Sbの含有量は、0.5質量%以下である。
なお、Sbを含有させることによって得られる効果(共晶Siの微細化)をより確実なものとするため、ろう材のSbの含有量は、0.001質量%以上が好ましい。
前記したろう材のSr、Na、Sbは、前記した上限値を超えなければ、ろう材に1種以上、つまり1種が含まれる場合だけでなく、2種以上が含まれていても、本発明の効果を妨げない。
(希土類元素:1.0質量%以下)
希土類元素とは、周期表3族のうちScとYにランタノイド(15元素)を加えた17元素の総称であり、例えば、Sc、Y、La、Ce、Nd、Dyなどが挙げられる。そして、ろう材に希土類元素を含有させる場合、1種が含まれていても、2種以上が含まれていてもよい。なお、ろう材への希土類元素の含有方法は、特に限定されないものの、例えば、Al−希土類系の中間合金の添加、あるいはミッシュメタルの添加によって2種類以上の希土類元素を同時に含有させることができる。
希土類元素とは、周期表3族のうちScとYにランタノイド(15元素)を加えた17元素の総称であり、例えば、Sc、Y、La、Ce、Nd、Dyなどが挙げられる。そして、ろう材に希土類元素を含有させる場合、1種が含まれていても、2種以上が含まれていてもよい。なお、ろう材への希土類元素の含有方法は、特に限定されないものの、例えば、Al−希土類系の中間合金の添加、あるいはミッシュメタルの添加によって2種類以上の希土類元素を同時に含有させることができる。
ろう材の希土類元素は、ろう付加熱時に、ろう材の表面酸化膜(Al2O3)と希土類元素あるいは希土類元素を含む酸化物が反応し、ろう材の表面酸化膜の体積収縮を生じさせて酸化膜を破壊するため、ろう付性を向上させる。ただし、希土類元素の含有量(2種以上が含まれる場合は総量)が1.0質量%を超えると、希土類元素を含む酸化膜が過剰に生成され、酸化膜破壊の効果が低減するため、ろう付性が低下する。
したがって、ろう材に希土類元素を含有させる場合、希土類元素の含有量(2種以上が含まれる場合は総量)は、1.0質量%以下である。
したがって、ろう材に希土類元素を含有させる場合、希土類元素の含有量(2種以上が含まれる場合は総量)は、1.0質量%以下である。
なお、希土類元素を含有させることによって得られる効果(酸化膜破壊)をより確実なものとするため、ろう材の希土類元素の含有量(2種以上が含まれる場合は総量)は、0.001質量%以上が好ましい。
(ろう材の残部:Al及び不可避的不純物)
ろう材の残部はAl及び不可避的不純物である。そして、ろう材の不可避的不純物としては、Fe、Ca、Be等が挙げられ、これらの元素は本発明の効果を妨げない範囲で含有されていてもよい。詳細には、Fe:0.35質量%以下、Ca:0.05質量%以下、Be:0.01質量%以下、その他の元素:0.01質量%未満の範囲で含有されていてもよい。
そして、これらについては、前記した所定の含有量を超えなければ、不可避的不純物として含有される場合だけではなく、積極的に添加される場合であっても、本発明の効果を妨げず許容される。
また、前記したMg、Mn、Ti、Cr、Zr、Li、Zn、Sr、Na、Sb、希土類元素については、積極的に添加してもよいが、不可避的不純物として含まれていてもよい。
ろう材の残部はAl及び不可避的不純物である。そして、ろう材の不可避的不純物としては、Fe、Ca、Be等が挙げられ、これらの元素は本発明の効果を妨げない範囲で含有されていてもよい。詳細には、Fe:0.35質量%以下、Ca:0.05質量%以下、Be:0.01質量%以下、その他の元素:0.01質量%未満の範囲で含有されていてもよい。
そして、これらについては、前記した所定の含有量を超えなければ、不可避的不純物として含有される場合だけではなく、積極的に添加される場合であっても、本発明の効果を妨げず許容される。
また、前記したMg、Mn、Ti、Cr、Zr、Li、Zn、Sr、Na、Sb、希土類元素については、積極的に添加してもよいが、不可避的不純物として含まれていてもよい。
[アルミニウム合金ブレージングシートの厚さ]
本実施形態に係るブレージングシートの厚さは、特に限定されないが、チューブ材に用いる場合、0.5mm以下であるのが好ましく、0.4mm以下であるのがより好ましく、また、0.05mm以上であるのが好ましい。
そして、本実施形態に係るブレージングシートの厚さは、サイドサポート材、ヘッダー材、タンク材に用いる場合、2.0mm以下が好ましく、1.5mm以下がより好ましく、また、0.5mm以上であるのが好ましい。
また、本実施形態に係るブレージングシートの厚さは、フィン材に用いる場合、0.2mm以下であるのが好ましく、0.15mm以下であるのがより好ましく、また、0.01mm以上であるのが好ましい。
なお、ろう材の厚さは、いずれの板材に適用する場合においても特に限定されないが、2μm以上が好ましく、また、250μm以下が好ましい。そして、ろう材のクラッド率も、特に限定されないが、40%以下であるのが好ましい。
本実施形態に係るブレージングシートの厚さは、特に限定されないが、チューブ材に用いる場合、0.5mm以下であるのが好ましく、0.4mm以下であるのがより好ましく、また、0.05mm以上であるのが好ましい。
そして、本実施形態に係るブレージングシートの厚さは、サイドサポート材、ヘッダー材、タンク材に用いる場合、2.0mm以下が好ましく、1.5mm以下がより好ましく、また、0.5mm以上であるのが好ましい。
また、本実施形態に係るブレージングシートの厚さは、フィン材に用いる場合、0.2mm以下であるのが好ましく、0.15mm以下であるのがより好ましく、また、0.01mm以上であるのが好ましい。
なお、ろう材の厚さは、いずれの板材に適用する場合においても特に限定されないが、2μm以上が好ましく、また、250μm以下が好ましい。そして、ろう材のクラッド率も、特に限定されないが、40%以下であるのが好ましい。
[アルミニウム合金ブレージングシートのその他の構成]
本実施形態に係るブレージングシートについて、図1に示す2層構造の構成を例示して説明したが、その他の構成を除外するものではない。
例えば、本実施形態に係るブレージングシートの構成は、使用者の要求に応じて、図1に示す心材2の他方側(ろう材3が設けられている側とは逆側)に犠牲材(犠牲防食材、犠材)や中間材を設けてもよい。また、心材2の他方側にろう材をさらに設けてもよい。また、心材2の他方側に犠牲材や中間材を設けるとともに、その外側に、ろう材をさらに設けてもよい。
なお、本実施形態に係るブレージングシートの構成がろう材を心材の両側に備える構成の場合、いずれか一方のろう材が、本発明の発明特定事項を満たせば、他方のろう材は本発明の発明特定事項を満たさないろう材(例えば、JIS 4045、4047、4343等のAl−Si系合金、Al−Si−Zn系合金、Al−Si−Mg系合金等)であってもよい。また、本発明の発明特定事項を満たさないろう材に対しては、当該ろう材表面にフラックスを塗布してろう付してもよい。
本実施形態に係るブレージングシートについて、図1に示す2層構造の構成を例示して説明したが、その他の構成を除外するものではない。
例えば、本実施形態に係るブレージングシートの構成は、使用者の要求に応じて、図1に示す心材2の他方側(ろう材3が設けられている側とは逆側)に犠牲材(犠牲防食材、犠材)や中間材を設けてもよい。また、心材2の他方側にろう材をさらに設けてもよい。また、心材2の他方側に犠牲材や中間材を設けるとともに、その外側に、ろう材をさらに設けてもよい。
なお、本実施形態に係るブレージングシートの構成がろう材を心材の両側に備える構成の場合、いずれか一方のろう材が、本発明の発明特定事項を満たせば、他方のろう材は本発明の発明特定事項を満たさないろう材(例えば、JIS 4045、4047、4343等のAl−Si系合金、Al−Si−Zn系合金、Al−Si−Mg系合金等)であってもよい。また、本発明の発明特定事項を満たさないろう材に対しては、当該ろう材表面にフラックスを塗布してろう付してもよい。
犠牲材としては、犠牲防食能を発揮できる公知の成分組成のものであればよく、例えば、JIS 1000系の純アルミニウム、JIS 7000系のAl−Zn系合金を用いることができる。また、中間材としては、要求特性によって、種々なアルミニウム合金を用いることができる。
なお、本明細書に示す合金番号は、JIS H 4000:2014、JIS Z 3263:2002に基づくものである。
なお、本明細書に示す合金番号は、JIS H 4000:2014、JIS Z 3263:2002に基づくものである。
次に、本実施形態に係るアルミニウム合金ブレージングシートのろう付方法について説明する。
[アルミニウム合金ブレージングシートのろう付方法]
本実施形態に係るアルミニウム合金ブレージングシートのろう付方法は、フラックスを使用しない、いわゆるフラックスレスろう付であって、不活性ガス雰囲気において所定の加熱条件で加熱するという方法である。
[アルミニウム合金ブレージングシートのろう付方法]
本実施形態に係るアルミニウム合金ブレージングシートのろう付方法は、フラックスを使用しない、いわゆるフラックスレスろう付であって、不活性ガス雰囲気において所定の加熱条件で加熱するという方法である。
(加熱条件:昇温速度)
本実施形態に係るブレージングシートを加熱(ろう付)する際、350℃から560℃までの昇温速度が1℃/min未満であると、この昇温過程において心材のMgがろう材に過剰に拡散し、ろう材表面においてMgOが生成される可能性が高くなり、ろう付性が低下するおそれがある。一方、350℃から560℃までの昇温速度が500℃/minを超えると、この昇温過程において心材のMgがろう材に適切に拡散せず、ゲッター作用が不十分となる可能性が高くなり、ろう付性が低下するおそれがある。
したがって、350℃から560℃までの昇温速度は、1℃/min以上500℃/min以下が好ましい。
本実施形態に係るブレージングシートを加熱(ろう付)する際、350℃から560℃までの昇温速度が1℃/min未満であると、この昇温過程において心材のMgがろう材に過剰に拡散し、ろう材表面においてMgOが生成される可能性が高くなり、ろう付性が低下するおそれがある。一方、350℃から560℃までの昇温速度が500℃/minを超えると、この昇温過程において心材のMgがろう材に適切に拡散せず、ゲッター作用が不十分となる可能性が高くなり、ろう付性が低下するおそれがある。
したがって、350℃から560℃までの昇温速度は、1℃/min以上500℃/min以下が好ましい。
なお、心材からろう材へのMgの拡散量が過剰な量となるのをより確実に回避するため、350℃から560℃までの昇温速度は、10℃/min以上が好ましい。また、心材からろう材へのMgの拡散量が不足するのをより確実に回避するため、350℃から560℃までの昇温速度は、300℃/min以下が好ましい。
一方、560℃からの降温速度については特に限定されず、例えば、5℃/min以上1000℃/min以下であればよい。
一方、560℃からの降温速度については特に限定されず、例えば、5℃/min以上1000℃/min以下であればよい。
560℃から実際の加熱温度(後記する加熱温度の範囲内の所定の最高到達温度)までの昇温速度は特に限定されないものの、350℃から560℃までの昇温速度と同じ範囲内の速度とすればよい。また、実際の加熱温度から560℃までの降温速度についても特に限定されないものの、560℃からの降温速度と同じ範囲内の速度とすればよい。
(加熱条件:加熱温度、保持時間)
本実施形態に係るブレージングシートを加熱する際の加熱温度(ろう溶融温度)は、ろう材が適切に溶融する560℃以上620℃以下であり、580℃以上620℃以下が好ましい。そして、この温度域における保持時間が10秒未満であると、ろう付現象(酸化膜の破壊、雰囲気の酸素濃度の低下、接合部への溶融ろうの流動)が生じるのに必要な時間が不足する可能性がある。
したがって、560℃以上620℃以下の温度域(好ましくは580℃以上620℃以下の温度域)における保持時間は、10秒以上が好ましい。
本実施形態に係るブレージングシートを加熱する際の加熱温度(ろう溶融温度)は、ろう材が適切に溶融する560℃以上620℃以下であり、580℃以上620℃以下が好ましい。そして、この温度域における保持時間が10秒未満であると、ろう付現象(酸化膜の破壊、雰囲気の酸素濃度の低下、接合部への溶融ろうの流動)が生じるのに必要な時間が不足する可能性がある。
したがって、560℃以上620℃以下の温度域(好ましくは580℃以上620℃以下の温度域)における保持時間は、10秒以上が好ましい。
なお、ろう付現象をより確実に発生させるため、560℃以上620℃以下の温度域(好ましくは580℃以上620℃以下の温度域)における保持時間は、30秒以上が好ましく、60秒以上がより好ましい。一方、保持時間の上限については特に限定されないものの、1000秒以下であればよい。
(不活性ガス雰囲気)
本実施形態に係るブレージングシートを加熱(ろう付)する際の雰囲気は、不活性ガス雰囲気であり、例えば、窒素ガス雰囲気、アルゴンガス雰囲気、ヘリウムガス雰囲気、これら複数のガスを混合した混合ガス雰囲気である。また、不活性ガス雰囲気は、酸素濃度が出来る限り低い雰囲気が好ましく、具体的には、酸素濃度は50ppm以下であるのが好ましく、10ppm以下であるのがより好ましい。
そして、本実施形態に係るアルミニウム合金ブレージングシートのろう付方法は、雰囲気を真空にする必要はなく、常圧(大気圧)で行うことができる。
本実施形態に係るブレージングシートを加熱(ろう付)する際の雰囲気は、不活性ガス雰囲気であり、例えば、窒素ガス雰囲気、アルゴンガス雰囲気、ヘリウムガス雰囲気、これら複数のガスを混合した混合ガス雰囲気である。また、不活性ガス雰囲気は、酸素濃度が出来る限り低い雰囲気が好ましく、具体的には、酸素濃度は50ppm以下であるのが好ましく、10ppm以下であるのがより好ましい。
そして、本実施形態に係るアルミニウム合金ブレージングシートのろう付方法は、雰囲気を真空にする必要はなく、常圧(大気圧)で行うことができる。
なお、通常、本実施形態に係るブレージングシートに対して前記の加熱を施す前(加熱工程の前)に、被接合部材をブレージングシートのろう材に接するように組み付けることとなる(組み付け工程)。また、組み付け工程の前に、ブレージングシートを所望の形状・構造に成形してもよい(成形工程)。
本実施形態に係るブレージングシートのろう付方法(言い換えると、ブレージングシートに被接合部材がろう付された構造体の製造方法)は、以上説明したとおりであるが、明示していない条件については、従来公知の条件を用いればよく、前記処理によって得られる効果を奏する限りにおいて、その条件を適宜変更できることは言うまでもない。
次に、本実施形態に係るアルミニウム合金ブレージングシートの製造方法について説明する。
[アルミニウム合金ブレージングシートの製造方法]
本実施形態に係るブレージングシートの製造方法は特に限定されず、例えば公知のクラッド材の製造方法により製造される。以下にその一例を説明する。
まず、心材、ろう材のそれぞれの成分組成のアルミニウム合金を、溶解、鋳造し、さらに必要に応じて面削(鋳塊の表面平滑化処理)、均質化処理して、それぞれの鋳塊を得る。そして、ろう材の鋳塊については、所定厚さまで熱間圧延を施し、心材の鋳塊と組み合わせて、常法にしたがって、熱間圧延によりクラッド材とする。その後、このクラッド材に対して、冷間圧延、必要に応じて中間焼鈍、さらに、最終冷間圧延を施し、必要に応じて最終焼鈍を施す。
なお、均質化処理は400〜600℃で1〜20時間、中間焼鈍は300〜450℃で1〜20時間実施するのが好ましい。また、最終焼鈍は150〜450℃で1〜20時間実施するのが好ましい。そして、最終焼鈍を実施する場合、中間焼鈍を省略することが可能である。また、調質は、H1n、H2n、H3n、O(JIS H 0001:1998)のいずれでもよい。
[アルミニウム合金ブレージングシートの製造方法]
本実施形態に係るブレージングシートの製造方法は特に限定されず、例えば公知のクラッド材の製造方法により製造される。以下にその一例を説明する。
まず、心材、ろう材のそれぞれの成分組成のアルミニウム合金を、溶解、鋳造し、さらに必要に応じて面削(鋳塊の表面平滑化処理)、均質化処理して、それぞれの鋳塊を得る。そして、ろう材の鋳塊については、所定厚さまで熱間圧延を施し、心材の鋳塊と組み合わせて、常法にしたがって、熱間圧延によりクラッド材とする。その後、このクラッド材に対して、冷間圧延、必要に応じて中間焼鈍、さらに、最終冷間圧延を施し、必要に応じて最終焼鈍を施す。
なお、均質化処理は400〜600℃で1〜20時間、中間焼鈍は300〜450℃で1〜20時間実施するのが好ましい。また、最終焼鈍は150〜450℃で1〜20時間実施するのが好ましい。そして、最終焼鈍を実施する場合、中間焼鈍を省略することが可能である。また、調質は、H1n、H2n、H3n、O(JIS H 0001:1998)のいずれでもよい。
本実施形態に係るアルミニウム合金ブレージングシートの製造方法は、以上説明したとおりであるが、前記各工程において、明示していない条件については、従来公知の条件を用いればよく、前記各工程での処理によって得られる効果を奏する限りにおいて、その条件を適宜変更できることは言うまでもない。
次に、本発明に係るアルミニウム合金ブレージングシートについて、本発明の要件を満たす実施例と本発明の要件を満たさない比較例とを比較して具体的に説明する。
[供試材作製]
表1に示す組成の心材を鋳造し、500℃×10時間の均質化処理を施し、所定の厚さまで両面を面削した。また、表2に示す組成のろう材を鋳造し、500℃×10時間の均質化処理を施し、所定の厚さまで熱間圧延を施し、熱間圧延板を作製した。そして、ろう材と心材とを組み合わせて熱間圧延を施し、クラッド材を得た。その後、冷間圧延を施し、0.3mmの厚さ(ろう材のクラッド率は10%)とし、400℃×5時間の最終焼鈍を施し、2層構造のブレージングシート(O調質材)を作製し、供試材とした。
表1に示す組成の心材を鋳造し、500℃×10時間の均質化処理を施し、所定の厚さまで両面を面削した。また、表2に示す組成のろう材を鋳造し、500℃×10時間の均質化処理を施し、所定の厚さまで熱間圧延を施し、熱間圧延板を作製した。そして、ろう材と心材とを組み合わせて熱間圧延を施し、クラッド材を得た。その後、冷間圧延を施し、0.3mmの厚さ(ろう材のクラッド率は10%)とし、400℃×5時間の最終焼鈍を施し、2層構造のブレージングシート(O調質材)を作製し、供試材とした。
次に、ろう付相当加熱の条件、並びに、ろう付性評価、耐エロージョン性評価、耐食性評価、ろう付加熱後強度評価の評価方法及び評価基準を示す。
[ろう付相当加熱]
ろう付相当加熱は、酸素濃度10ppmの窒素雰囲気において、350〜560℃までの昇温速度50℃/min、580〜620℃範囲での保持時間180s、という条件で実施した。
なお、560℃から最高到達温度までの昇温速度は、350〜560℃までの昇温速度と同じであり、最高到達温度からの降温速度はいずれも100℃/minであった。
ろう付相当加熱は、酸素濃度10ppmの窒素雰囲気において、350〜560℃までの昇温速度50℃/min、580〜620℃範囲での保持時間180s、という条件で実施した。
なお、560℃から最高到達温度までの昇温速度は、350〜560℃までの昇温速度と同じであり、最高到達温度からの降温速度はいずれも100℃/minであった。
[ろう付性評価]
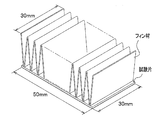
ろう付相当加熱前の供試材から面寸法が50mm×30mmの試験片を切り出した。そして、ベアフィン材(JIS A3003、板厚100μm、フィンピッチ:3.5mm、試験片に接するフィン山数15個)を試験片のろう材表面上に設置した(図2)。そして、前記したろう付相当加熱の条件でろう付接合した。ろう付後、試験片からフィン材を剥離し、未接合部を目視で測定し、接合率(=(全接合部長さ/(全接合部長さ+全未接合部長さ))×100)を算出した(図3)。
ろう付相当加熱前の供試材から面寸法が50mm×30mmの試験片を切り出した。そして、ベアフィン材(JIS A3003、板厚100μm、フィンピッチ:3.5mm、試験片に接するフィン山数15個)を試験片のろう材表面上に設置した(図2)。そして、前記したろう付相当加熱の条件でろう付接合した。ろう付後、試験片からフィン材を剥離し、未接合部を目視で測定し、接合率(=(全接合部長さ/(全接合部長さ+全未接合部長さ))×100)を算出した(図3)。
ろう付性評価として、接合率が95%以上のものを「☆」、90%以上95%未満のものを「◎」、80%以上90%未満のものを「○」、70%以上80%未満のものを「△」、70%未満のものを「×」と評価し、「☆」、「◎」、「○」、「△」を合格、「×」を不合格と評価した。
[耐エロージョン性評価]
ろう付相当加熱前の供試材から、面寸法が2cm×10cmの試験片を切り出した。そして、試験片の長手方向が上下方向となるように試験片を吊り下げた状態で前記したろう付相当加熱を行った(いわゆるドロップ試験)。その後、得られた試験片の中央部分(長手・短手方向中央部分)を1cm角に切断し、ろう付相当加熱時に下側であった切断面が観察対象となるよう、上方を向くように樹脂に埋め込み、切断面を研磨しケラー氏液でエッチングした後、その研磨面を光学顕微鏡で観察した。
ろう付相当加熱前の供試材から、面寸法が2cm×10cmの試験片を切り出した。そして、試験片の長手方向が上下方向となるように試験片を吊り下げた状態で前記したろう付相当加熱を行った(いわゆるドロップ試験)。その後、得られた試験片の中央部分(長手・短手方向中央部分)を1cm角に切断し、ろう付相当加熱時に下側であった切断面が観察対象となるよう、上方を向くように樹脂に埋め込み、切断面を研磨しケラー氏液でエッチングした後、その研磨面を光学顕微鏡で観察した。
耐エロージョン性評価として、エロージョンが観察されない心材部の面積比が90%以上のものを「◎」、80%以上90%未満のものを「○」、70%以上80%未満のものを「△」、70%未満のものを「×」と評価し、「◎」、「○」、「△」を合格、「×」を不合格と評価した。
[耐食性評価]
ろう付相当加熱後の供試材から面寸法が50mm×50mmの試験片を切り出した。この試験片について、ろう材側が試験面(40mm×40mm)となるように、心材面全体と端面全体およびろう材表面の外縁5mm幅の領域を、シールテープを用いてシールした。そして、シールした試験片をOY水(Cl−:195質量ppm、SO4 2−:60質量ppm、Cu2+:1質量ppm、Fe3+:30質量ppm、pH:3.0)に浸漬し、20日間、浸漬試験を実施した。詳細には、この浸漬試験は、OY水を、室温から1時間で88℃まで加熱し、この88℃で7時間保持した後、室温まで1時間で冷却し、この室温にて15時間保持するという一連の流れを1日1サイクルとし、20日間行うというものであった。
浸漬試験後、試験面の中でも腐食が最も顕著な領域を光学顕微鏡により断面観察し、腐食形態と腐食深さを求めた。
ろう付相当加熱後の供試材から面寸法が50mm×50mmの試験片を切り出した。この試験片について、ろう材側が試験面(40mm×40mm)となるように、心材面全体と端面全体およびろう材表面の外縁5mm幅の領域を、シールテープを用いてシールした。そして、シールした試験片をOY水(Cl−:195質量ppm、SO4 2−:60質量ppm、Cu2+:1質量ppm、Fe3+:30質量ppm、pH:3.0)に浸漬し、20日間、浸漬試験を実施した。詳細には、この浸漬試験は、OY水を、室温から1時間で88℃まで加熱し、この88℃で7時間保持した後、室温まで1時間で冷却し、この室温にて15時間保持するという一連の流れを1日1サイクルとし、20日間行うというものであった。
浸漬試験後、試験面の中でも腐食が最も顕著な領域を光学顕微鏡により断面観察し、腐食形態と腐食深さを求めた。
耐食性評価として、腐食深さが20μm以下のものを「◎」、20μmを超え50μm以下のものを「〇」、50μmを超え100μm以下のものを「△」、100μmを超えたものを「×」と評価し、「◎」、「○」、「△」を合格、「×」を不合格と評価した。
なお、ろう付性評価が「×」のものについては、耐食性評価を行わなかった。
なお、ろう付性評価が「×」のものについては、耐食性評価を行わなかった。
[ろう付加熱後強度評価]
ろう付相当加熱後の供試材を室温にて7日保持した。その後、供試材から、引張方向が圧延方向と平行となるように、JIS5号試験片を切り出した。この試験片を用いて、JIS Z 2241:2011に準拠して室温にて引張試験を実施し、引張強さを測定した。なお、クロスヘッド速度は10mm/分で、試験片が破断するまで一定の速度で行った。
ろう付相当加熱後の供試材を室温にて7日保持した。その後、供試材から、引張方向が圧延方向と平行となるように、JIS5号試験片を切り出した。この試験片を用いて、JIS Z 2241:2011に準拠して室温にて引張試験を実施し、引張強さを測定した。なお、クロスヘッド速度は10mm/分で、試験片が破断するまで一定の速度で行った。
ろう付加熱後強度の評価として、220MPa以上のものを「◎」、200MPa以上220MPa未満のものを「○」、180MPa以上200MPa未満のものを「△」、180MPa未満のものを「×」と評価し、「◎」、「○」、「△」を合格、「×」を不合格と評価した。
なお、ろう付性評価が「×」のものについては、ろう付加熱後強度評価を行わなかった。
なお、ろう付性評価が「×」のものについては、ろう付加熱後強度評価を行わなかった。
以下、表1には、心材の組成、表2には、ろう材の組成、表3には、供試材の構成、及び、評価結果を示す。なお、表1の心材、表2のろう材の残部はAl及び不可避的不純物であり、表中の「−」は、含有していない(検出限界以下である)ことを示す。

[結果の検討]
供試材1〜44については、本発明の規定する要件を全て満たしていたことから、「ろう付性」及び「ろう付加熱後強度」が合格という結果となった。さらに、供試材1〜44については、「耐エロージョン性」、「耐食性」の評価も合格という結果となった。
供試材1〜44については、本発明の規定する要件を全て満たしていたことから、「ろう付性」及び「ろう付加熱後強度」が合格という結果となった。さらに、供試材1〜44については、「耐エロージョン性」、「耐食性」の評価も合格という結果となった。
一方、供試材45〜52については、本発明の規定する要件を満足しないことから、所望の効果が得られないという結果となった。詳細には、以下のとおりである。
供試材45は、心材のMgの含有量が少なかったため、ゲッター作用が不十分であったと想定され、その結果、ろう付性が「×」となった。
供試材46は、心材のMgの含有量が多かったため、心材からろう材に拡散したMgをろう材のBiがトラップしきれず、ろう材表面においてMgOの生成が促進されてしまったと想定され、その結果、ろう付性は「×」となった。
供試材46は、心材のMgの含有量が多かったため、心材からろう材に拡散したMgをろう材のBiがトラップしきれず、ろう材表面においてMgOの生成が促進されてしまったと想定され、その結果、ろう付性は「×」となった。
供試材47は、心材のMgの含有量が少なかったため、ゲッター作用が不十分であったと想定され、その結果、ろう付性が「×」となった。
供試材48は、心材のMgの含有量が多かったため、心材からろう材に拡散したMgをろう材のBiがトラップしきれず、ろう材表面においてMgOの生成が促進されてしまったと想定され、その結果、ろう付性は「×」となった。
供試材48は、心材のMgの含有量が多かったため、心材からろう材に拡散したMgをろう材のBiがトラップしきれず、ろう材表面においてMgOの生成が促進されてしまったと想定され、その結果、ろう付性は「×」となった。
供試材49は、心材のMnの含有量が少なかったため、ろう付加熱後強度が「×」となった。
供試材50は、心材のMnの含有量が多かったため、鋳造時において巨大な金属間化合物が晶出し、材料を製造できなかった。
供試材50は、心材のMnの含有量が多かったため、鋳造時において巨大な金属間化合物が晶出し、材料を製造できなかった。
供試材51は、ろう材にBiが含まれていなかったため、心材からろう材に拡散したMgがろう材表面に到達し、MgOの生成が促進されてしまったと想定され、その結果、ろう付性は「×」となった。
供試材52は、ろう材のBiの含有量が多かったため、材料製造工程時に熱間圧延割れが生じ、製造できなかった。
供試材52は、ろう材のBiの含有量が多かったため、材料製造工程時に熱間圧延割れが生じ、製造できなかった。
以上の結果より、本発明に係るアルミニウム合金ブレージングシートは、ろう付性、及び、ろう付加熱後強度に優れるとともに、耐エロージョン性、及び、耐食性にも優れることが確認できた。
1 アルミニウム合金ブレージングシート(ブレージングシート)
2 心材
3 ろう材
2 心材
3 ろう材
Claims (12)
- 心材と、前記心材の一方の面に設けられるろう材と、を備えるアルミニウム合金ブレージングシートであって、
前記心材は、Mn:0.5質量%以上2.5質量%以下、Mg:0.5質量%を超え2.5質量%以下、残部がAl及び不可避的不純物からなり、
前記ろう材は、Si:3質量%以上13質量%以下、Bi:0.01質量%以上1.00質量%以下、残部がAl及び不可避的不純物からなることを特徴とするアルミニウム合金ブレージングシート。 - 前記ろう材は、Mg:0.10質量%以下をさらに含有することを特徴とする請求項1に記載のアルミニウム合金ブレージングシート。
- 前記ろう材は、Mn:2.0質量%以下、Ti:0.3質量%以下、Cr:0.3質量%以下、Zr:0.3質量%以下のうちの1種以上をさらに含有することを特徴とする請求項1又は請求項2に記載のアルミニウム合金ブレージングシート。
- 前記ろう材は、Li:0.3質量%以下をさらに含有することを特徴とする請求項1から請求項3のいずれか1項に記載のアルミニウム合金ブレージングシート。
- 前記ろう材は、Zn:5.0質量%以下をさらに含有することを特徴とする請求項1から請求項4のいずれか1項に記載のアルミニウム合金ブレージングシート。
- 前記ろう材は、Sr:0.10質量%以下、Na:0.050質量%以下、Sb:0.5質量%以下、のうちの1種以上をさらに含有することを特徴とする請求項1から請求項5のいずれか1項に記載のアルミニウム合金ブレージングシート。
- 前記ろう材は、希土類元素:1.0質量%以下をさらに含有することを特徴とする請求項1から請求項6のいずれか1項に記載のアルミニウム合金ブレージングシート。
- 前記心材は、Cu:1.0質量%以下をさらに含有することを特徴とする請求項1から請求項7のいずれか1項に記載のアルミニウム合金ブレージングシート。
- 前記心材は、Si:1.0質量%以下をさらに含有することを特徴とする請求項1から請求項8のいずれか1項に記載のアルミニウム合金ブレージングシート。
- 前記心材は、Fe:1.5質量%以下をさらに含有することを特徴とする請求項1から請求項9のいずれか1項に記載のアルミニウム合金ブレージングシート。
- 前記心材は、Ti:0.5質量%以下、Cr:0.5質量%以下、Zr:0.5質量%以下、のうちの1種以上をさらに含有することを特徴とする請求項1から請求項10のいずれか1項に記載のアルミニウム合金ブレージングシート。
- 前記心材は、Li:0.3質量%以下をさらに含有することを特徴とする請求項1から請求項11のいずれか1項に記載のアルミニウム合金ブレージングシート。
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US15/834,220 US20180169797A1 (en) | 2016-12-16 | 2017-12-07 | Aluminum alloy brazing sheet |
| CN201711294553.2A CN108202188A (zh) | 2016-12-16 | 2017-12-08 | 铝合金钎焊板 |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016244918 | 2016-12-16 | ||
| JP2016244918 | 2016-12-16 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2018099725A true JP2018099725A (ja) | 2018-06-28 |
Family
ID=62713899
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2017072548A Pending JP2018099725A (ja) | 2016-12-16 | 2017-03-31 | アルミニウム合金ブレージングシート |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2018099725A (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN115570294A (zh) * | 2022-10-28 | 2023-01-06 | 沈阳大学 | 一种用于7xxx铝合金焊接的焊丝及其制备工艺 |
| WO2023228917A1 (ja) * | 2022-05-24 | 2023-11-30 | マレリ株式会社 | 熱交換器及びその製造方法 |
-
2017
- 2017-03-31 JP JP2017072548A patent/JP2018099725A/ja active Pending
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2023228917A1 (ja) * | 2022-05-24 | 2023-11-30 | マレリ株式会社 | 熱交換器及びその製造方法 |
| JP7650407B2 (ja) | 2022-05-24 | 2025-03-24 | マレリ株式会社 | 熱交換器及びその製造方法 |
| CN115570294A (zh) * | 2022-10-28 | 2023-01-06 | 沈阳大学 | 一种用于7xxx铝合金焊接的焊丝及其制备工艺 |
| CN115570294B (zh) * | 2022-10-28 | 2024-01-23 | 沈阳大学 | 一种用于7xxx铝合金焊接的焊丝及其制备工艺 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4547032B1 (ja) | アルミニウム材のフラックスレスろう付け方法およびフラックスレスろう付け用アルミニウムクラッド材 | |
| JP2018099726A (ja) | アルミニウム合金ブレージングシートのろう付方法 | |
| JP4111456B1 (ja) | 熱交換器用アルミニウム合金ブレージングシート | |
| CN110691857B (zh) | 钎焊用铝合金及铝钎焊板 | |
| JP5619538B2 (ja) | 細流路インナーフィンを有する熱交換器のフラックスレスろう付け方法およびそれに用いるアルミニウムクラッド材 | |
| US20180169797A1 (en) | Aluminum alloy brazing sheet | |
| JP6726370B1 (ja) | フラックスフリーろう付用アルミニウムブレージングシート | |
| JP2018196896A (ja) | アルミニウム合金ブレージングシート | |
| JP5279278B2 (ja) | 熱交換器のチューブ材用ブレージングシート及びそれを用いる熱交換器の製造方法 | |
| WO2015146322A1 (ja) | アルミニウム合金製ブレージングシート | |
| JP6286335B2 (ja) | アルミニウム合金製ブレージングシート | |
| JP5614883B2 (ja) | アルミニウム材のフラックスレスろう付方法、フラックスレスろう付用アルミニウム合金ブレージングシートおよびフラックスレスろう付用アルミニウム合金ろう材 | |
| JP6990528B2 (ja) | アルミニウム合金ブレージングシートのろう付方法、及び、熱交換器の製造方法 | |
| JP4220411B2 (ja) | 熱交換器用アルミニウム合金クラッド材 | |
| JP2011068933A (ja) | 熱交換器用アルミニウム合金クラッド材 | |
| JP4993440B2 (ja) | ろう付け性に優れた熱交換器用高強度アルミニウム合金クラッド材 | |
| US20260008135A1 (en) | Aluminum alloy brazing sheet and aluminum alloy brazed body | |
| JP2004017116A (ja) | ろう付造管チューブ用アルミニウム合金ブレージングシートおよびその製造方法 | |
| JP2018099725A (ja) | アルミニウム合金ブレージングシート | |
| JP2016003356A (ja) | 熱交換器 | |
| JP6178483B1 (ja) | アルミニウム合金ブレージングシート | |
| JP2011036915A (ja) | アルミニウム合金製ブレージングシート | |
| JP5400720B2 (ja) | アルミニウム合金製ブレージングシート | |
| JP5687849B2 (ja) | アルミニウム合金製ブレージングシート | |
| JP6624417B2 (ja) | ろう付け後の耐食性に優れるブレージングシート |