JP2018100768A - 高圧タンク、高圧タンクの製造方法 - Google Patents
高圧タンク、高圧タンクの製造方法 Download PDFInfo
- Publication number
- JP2018100768A JP2018100768A JP2016248698A JP2016248698A JP2018100768A JP 2018100768 A JP2018100768 A JP 2018100768A JP 2016248698 A JP2016248698 A JP 2016248698A JP 2016248698 A JP2016248698 A JP 2016248698A JP 2018100768 A JP2018100768 A JP 2018100768A
- Authority
- JP
- Japan
- Prior art keywords
- resin
- thermosetting resin
- pressure tank
- layer
- temperature
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images



Classifications
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F17—STORING OR DISTRIBUTING GASES OR LIQUIDS
- F17C—VESSELS FOR CONTAINING OR STORING COMPRESSED, LIQUEFIED OR SOLIDIFIED GASES; FIXED-CAPACITY GAS-HOLDERS; FILLING VESSELS WITH, OR DISCHARGING FROM VESSELS, COMPRESSED, LIQUEFIED, OR SOLIDIFIED GASES
- F17C1/00—Pressure vessels, e.g. gas cylinder, gas tank, replaceable cartridge
- F17C1/16—Pressure vessels, e.g. gas cylinder, gas tank, replaceable cartridge constructed of plastics materials
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F17—STORING OR DISTRIBUTING GASES OR LIQUIDS
- F17C—VESSELS FOR CONTAINING OR STORING COMPRESSED, LIQUEFIED OR SOLIDIFIED GASES; FIXED-CAPACITY GAS-HOLDERS; FILLING VESSELS WITH, OR DISCHARGING FROM VESSELS, COMPRESSED, LIQUEFIED, OR SOLIDIFIED GASES
- F17C2201/00—Vessel construction, in particular geometry, arrangement or size
- F17C2201/01—Shape
- F17C2201/0104—Shape cylindrical
- F17C2201/0109—Shape cylindrical with exteriorly curved end-piece
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F17—STORING OR DISTRIBUTING GASES OR LIQUIDS
- F17C—VESSELS FOR CONTAINING OR STORING COMPRESSED, LIQUEFIED OR SOLIDIFIED GASES; FIXED-CAPACITY GAS-HOLDERS; FILLING VESSELS WITH, OR DISCHARGING FROM VESSELS, COMPRESSED, LIQUEFIED, OR SOLIDIFIED GASES
- F17C2201/00—Vessel construction, in particular geometry, arrangement or size
- F17C2201/05—Size
- F17C2201/056—Small (<1 m3)
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F17—STORING OR DISTRIBUTING GASES OR LIQUIDS
- F17C—VESSELS FOR CONTAINING OR STORING COMPRESSED, LIQUEFIED OR SOLIDIFIED GASES; FIXED-CAPACITY GAS-HOLDERS; FILLING VESSELS WITH, OR DISCHARGING FROM VESSELS, COMPRESSED, LIQUEFIED, OR SOLIDIFIED GASES
- F17C2201/00—Vessel construction, in particular geometry, arrangement or size
- F17C2201/05—Size
- F17C2201/058—Size portable (<30 l)
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F17—STORING OR DISTRIBUTING GASES OR LIQUIDS
- F17C—VESSELS FOR CONTAINING OR STORING COMPRESSED, LIQUEFIED OR SOLIDIFIED GASES; FIXED-CAPACITY GAS-HOLDERS; FILLING VESSELS WITH, OR DISCHARGING FROM VESSELS, COMPRESSED, LIQUEFIED, OR SOLIDIFIED GASES
- F17C2203/00—Vessel construction, in particular walls or details thereof
- F17C2203/01—Reinforcing or suspension means
- F17C2203/011—Reinforcing means
- F17C2203/012—Reinforcing means on or in the wall, e.g. ribs
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F17—STORING OR DISTRIBUTING GASES OR LIQUIDS
- F17C—VESSELS FOR CONTAINING OR STORING COMPRESSED, LIQUEFIED OR SOLIDIFIED GASES; FIXED-CAPACITY GAS-HOLDERS; FILLING VESSELS WITH, OR DISCHARGING FROM VESSELS, COMPRESSED, LIQUEFIED, OR SOLIDIFIED GASES
- F17C2203/00—Vessel construction, in particular walls or details thereof
- F17C2203/06—Materials for walls or layers thereof; Properties or structures of walls or their materials
- F17C2203/0602—Wall structures; Special features thereof
- F17C2203/0604—Liners
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F17—STORING OR DISTRIBUTING GASES OR LIQUIDS
- F17C—VESSELS FOR CONTAINING OR STORING COMPRESSED, LIQUEFIED OR SOLIDIFIED GASES; FIXED-CAPACITY GAS-HOLDERS; FILLING VESSELS WITH, OR DISCHARGING FROM VESSELS, COMPRESSED, LIQUEFIED, OR SOLIDIFIED GASES
- F17C2203/00—Vessel construction, in particular walls or details thereof
- F17C2203/06—Materials for walls or layers thereof; Properties or structures of walls or their materials
- F17C2203/0602—Wall structures; Special features thereof
- F17C2203/0612—Wall structures
- F17C2203/0614—Single wall
- F17C2203/0621—Single wall with three layers
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F17—STORING OR DISTRIBUTING GASES OR LIQUIDS
- F17C—VESSELS FOR CONTAINING OR STORING COMPRESSED, LIQUEFIED OR SOLIDIFIED GASES; FIXED-CAPACITY GAS-HOLDERS; FILLING VESSELS WITH, OR DISCHARGING FROM VESSELS, COMPRESSED, LIQUEFIED, OR SOLIDIFIED GASES
- F17C2203/00—Vessel construction, in particular walls or details thereof
- F17C2203/06—Materials for walls or layers thereof; Properties or structures of walls or their materials
- F17C2203/0602—Wall structures; Special features thereof
- F17C2203/0612—Wall structures
- F17C2203/0626—Multiple walls
- F17C2203/0629—Two walls
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F17—STORING OR DISTRIBUTING GASES OR LIQUIDS
- F17C—VESSELS FOR CONTAINING OR STORING COMPRESSED, LIQUEFIED OR SOLIDIFIED GASES; FIXED-CAPACITY GAS-HOLDERS; FILLING VESSELS WITH, OR DISCHARGING FROM VESSELS, COMPRESSED, LIQUEFIED, OR SOLIDIFIED GASES
- F17C2203/00—Vessel construction, in particular walls or details thereof
- F17C2203/06—Materials for walls or layers thereof; Properties or structures of walls or their materials
- F17C2203/0634—Materials for walls or layers thereof
- F17C2203/0636—Metals
- F17C2203/0639—Steels
- F17C2203/0643—Stainless steels
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F17—STORING OR DISTRIBUTING GASES OR LIQUIDS
- F17C—VESSELS FOR CONTAINING OR STORING COMPRESSED, LIQUEFIED OR SOLIDIFIED GASES; FIXED-CAPACITY GAS-HOLDERS; FILLING VESSELS WITH, OR DISCHARGING FROM VESSELS, COMPRESSED, LIQUEFIED, OR SOLIDIFIED GASES
- F17C2203/00—Vessel construction, in particular walls or details thereof
- F17C2203/06—Materials for walls or layers thereof; Properties or structures of walls or their materials
- F17C2203/0634—Materials for walls or layers thereof
- F17C2203/0658—Synthetics
- F17C2203/066—Plastics
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F17—STORING OR DISTRIBUTING GASES OR LIQUIDS
- F17C—VESSELS FOR CONTAINING OR STORING COMPRESSED, LIQUEFIED OR SOLIDIFIED GASES; FIXED-CAPACITY GAS-HOLDERS; FILLING VESSELS WITH, OR DISCHARGING FROM VESSELS, COMPRESSED, LIQUEFIED, OR SOLIDIFIED GASES
- F17C2203/00—Vessel construction, in particular walls or details thereof
- F17C2203/06—Materials for walls or layers thereof; Properties or structures of walls or their materials
- F17C2203/0634—Materials for walls or layers thereof
- F17C2203/0658—Synthetics
- F17C2203/0663—Synthetics in form of fibers or filaments
- F17C2203/0668—Synthetics in form of fibers or filaments axially wound
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F17—STORING OR DISTRIBUTING GASES OR LIQUIDS
- F17C—VESSELS FOR CONTAINING OR STORING COMPRESSED, LIQUEFIED OR SOLIDIFIED GASES; FIXED-CAPACITY GAS-HOLDERS; FILLING VESSELS WITH, OR DISCHARGING FROM VESSELS, COMPRESSED, LIQUEFIED, OR SOLIDIFIED GASES
- F17C2203/00—Vessel construction, in particular walls or details thereof
- F17C2203/06—Materials for walls or layers thereof; Properties or structures of walls or their materials
- F17C2203/0634—Materials for walls or layers thereof
- F17C2203/0658—Synthetics
- F17C2203/0663—Synthetics in form of fibers or filaments
- F17C2203/0673—Polymers
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F17—STORING OR DISTRIBUTING GASES OR LIQUIDS
- F17C—VESSELS FOR CONTAINING OR STORING COMPRESSED, LIQUEFIED OR SOLIDIFIED GASES; FIXED-CAPACITY GAS-HOLDERS; FILLING VESSELS WITH, OR DISCHARGING FROM VESSELS, COMPRESSED, LIQUEFIED, OR SOLIDIFIED GASES
- F17C2205/00—Vessel construction, in particular mounting arrangements, attachments or identifications means
- F17C2205/03—Fluid connections, filters, valves, closure means or other attachments
- F17C2205/0302—Fittings, valves, filters, or components in connection with the gas storage device
- F17C2205/0305—Bosses, e.g. boss collars
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F17—STORING OR DISTRIBUTING GASES OR LIQUIDS
- F17C—VESSELS FOR CONTAINING OR STORING COMPRESSED, LIQUEFIED OR SOLIDIFIED GASES; FIXED-CAPACITY GAS-HOLDERS; FILLING VESSELS WITH, OR DISCHARGING FROM VESSELS, COMPRESSED, LIQUEFIED, OR SOLIDIFIED GASES
- F17C2205/00—Vessel construction, in particular mounting arrangements, attachments or identifications means
- F17C2205/03—Fluid connections, filters, valves, closure means or other attachments
- F17C2205/0302—Fittings, valves, filters, or components in connection with the gas storage device
- F17C2205/0323—Valves
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F17—STORING OR DISTRIBUTING GASES OR LIQUIDS
- F17C—VESSELS FOR CONTAINING OR STORING COMPRESSED, LIQUEFIED OR SOLIDIFIED GASES; FIXED-CAPACITY GAS-HOLDERS; FILLING VESSELS WITH, OR DISCHARGING FROM VESSELS, COMPRESSED, LIQUEFIED, OR SOLIDIFIED GASES
- F17C2205/00—Vessel construction, in particular mounting arrangements, attachments or identifications means
- F17C2205/03—Fluid connections, filters, valves, closure means or other attachments
- F17C2205/0388—Arrangement of valves, regulators, filters
- F17C2205/0394—Arrangement of valves, regulators, filters in direct contact with the pressure vessel
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F17—STORING OR DISTRIBUTING GASES OR LIQUIDS
- F17C—VESSELS FOR CONTAINING OR STORING COMPRESSED, LIQUEFIED OR SOLIDIFIED GASES; FIXED-CAPACITY GAS-HOLDERS; FILLING VESSELS WITH, OR DISCHARGING FROM VESSELS, COMPRESSED, LIQUEFIED, OR SOLIDIFIED GASES
- F17C2209/00—Vessel construction, in particular methods of manufacturing
- F17C2209/21—Shaping processes
- F17C2209/2154—Winding
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F17—STORING OR DISTRIBUTING GASES OR LIQUIDS
- F17C—VESSELS FOR CONTAINING OR STORING COMPRESSED, LIQUEFIED OR SOLIDIFIED GASES; FIXED-CAPACITY GAS-HOLDERS; FILLING VESSELS WITH, OR DISCHARGING FROM VESSELS, COMPRESSED, LIQUEFIED, OR SOLIDIFIED GASES
- F17C2209/00—Vessel construction, in particular methods of manufacturing
- F17C2209/23—Manufacturing of particular parts or at special locations
- F17C2209/232—Manufacturing of particular parts or at special locations of walls
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F17—STORING OR DISTRIBUTING GASES OR LIQUIDS
- F17C—VESSELS FOR CONTAINING OR STORING COMPRESSED, LIQUEFIED OR SOLIDIFIED GASES; FIXED-CAPACITY GAS-HOLDERS; FILLING VESSELS WITH, OR DISCHARGING FROM VESSELS, COMPRESSED, LIQUEFIED, OR SOLIDIFIED GASES
- F17C2221/00—Handled fluid, in particular type of fluid
- F17C2221/01—Pure fluids
- F17C2221/012—Hydrogen
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F17—STORING OR DISTRIBUTING GASES OR LIQUIDS
- F17C—VESSELS FOR CONTAINING OR STORING COMPRESSED, LIQUEFIED OR SOLIDIFIED GASES; FIXED-CAPACITY GAS-HOLDERS; FILLING VESSELS WITH, OR DISCHARGING FROM VESSELS, COMPRESSED, LIQUEFIED, OR SOLIDIFIED GASES
- F17C2221/00—Handled fluid, in particular type of fluid
- F17C2221/01—Pure fluids
- F17C2221/014—Nitrogen
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F17—STORING OR DISTRIBUTING GASES OR LIQUIDS
- F17C—VESSELS FOR CONTAINING OR STORING COMPRESSED, LIQUEFIED OR SOLIDIFIED GASES; FIXED-CAPACITY GAS-HOLDERS; FILLING VESSELS WITH, OR DISCHARGING FROM VESSELS, COMPRESSED, LIQUEFIED, OR SOLIDIFIED GASES
- F17C2223/00—Handled fluid before transfer, i.e. state of fluid when stored in the vessel or before transfer from the vessel
- F17C2223/01—Handled fluid before transfer, i.e. state of fluid when stored in the vessel or before transfer from the vessel characterised by the phase
- F17C2223/0107—Single phase
- F17C2223/0123—Single phase gaseous, e.g. CNG, GNC
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F17—STORING OR DISTRIBUTING GASES OR LIQUIDS
- F17C—VESSELS FOR CONTAINING OR STORING COMPRESSED, LIQUEFIED OR SOLIDIFIED GASES; FIXED-CAPACITY GAS-HOLDERS; FILLING VESSELS WITH, OR DISCHARGING FROM VESSELS, COMPRESSED, LIQUEFIED, OR SOLIDIFIED GASES
- F17C2223/00—Handled fluid before transfer, i.e. state of fluid when stored in the vessel or before transfer from the vessel
- F17C2223/03—Handled fluid before transfer, i.e. state of fluid when stored in the vessel or before transfer from the vessel characterised by the pressure level
- F17C2223/036—Very high pressure (>80 bar)
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F17—STORING OR DISTRIBUTING GASES OR LIQUIDS
- F17C—VESSELS FOR CONTAINING OR STORING COMPRESSED, LIQUEFIED OR SOLIDIFIED GASES; FIXED-CAPACITY GAS-HOLDERS; FILLING VESSELS WITH, OR DISCHARGING FROM VESSELS, COMPRESSED, LIQUEFIED, OR SOLIDIFIED GASES
- F17C2270/00—Applications
- F17C2270/01—Applications for fluid transport or storage
- F17C2270/0102—Applications for fluid transport or storage on or in the water
- F17C2270/0105—Ships
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F17—STORING OR DISTRIBUTING GASES OR LIQUIDS
- F17C—VESSELS FOR CONTAINING OR STORING COMPRESSED, LIQUEFIED OR SOLIDIFIED GASES; FIXED-CAPACITY GAS-HOLDERS; FILLING VESSELS WITH, OR DISCHARGING FROM VESSELS, COMPRESSED, LIQUEFIED, OR SOLIDIFIED GASES
- F17C2270/00—Applications
- F17C2270/01—Applications for fluid transport or storage
- F17C2270/0165—Applications for fluid transport or storage on the road
- F17C2270/0168—Applications for fluid transport or storage on the road by vehicles
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F17—STORING OR DISTRIBUTING GASES OR LIQUIDS
- F17C—VESSELS FOR CONTAINING OR STORING COMPRESSED, LIQUEFIED OR SOLIDIFIED GASES; FIXED-CAPACITY GAS-HOLDERS; FILLING VESSELS WITH, OR DISCHARGING FROM VESSELS, COMPRESSED, LIQUEFIED, OR SOLIDIFIED GASES
- F17C2270/00—Applications
- F17C2270/01—Applications for fluid transport or storage
- F17C2270/0165—Applications for fluid transport or storage on the road
- F17C2270/0184—Fuel cells
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F17—STORING OR DISTRIBUTING GASES OR LIQUIDS
- F17C—VESSELS FOR CONTAINING OR STORING COMPRESSED, LIQUEFIED OR SOLIDIFIED GASES; FIXED-CAPACITY GAS-HOLDERS; FILLING VESSELS WITH, OR DISCHARGING FROM VESSELS, COMPRESSED, LIQUEFIED, OR SOLIDIFIED GASES
- F17C2270/00—Applications
- F17C2270/01—Applications for fluid transport or storage
- F17C2270/0186—Applications for fluid transport or storage in the air or in space
- F17C2270/0189—Planes
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02E—REDUCTION OF GREENHOUSE GAS [GHG] EMISSIONS, RELATED TO ENERGY GENERATION, TRANSMISSION OR DISTRIBUTION
- Y02E60/00—Enabling technologies; Technologies with a potential or indirect contribution to GHG emissions mitigation
- Y02E60/30—Hydrogen technology
- Y02E60/32—Hydrogen storage
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- General Engineering & Computer Science (AREA)
- Filling Or Discharging Of Gas Storage Vessels (AREA)
- Pressure Vessels And Lids Thereof (AREA)
- Moulding By Coating Moulds (AREA)
Abstract
Description
A1.高圧タンクの構成:
図1は、本開示技術の一実施形態としての高圧タンクの概略構成を示す断面図である。本実施形態において、高圧タンク100は、例えば、圧縮水素が充填されるためのものである。高圧タンク100は、例えば、燃料電池に水素を供給するために、燃料電池車に搭載される。なお、高圧タンク100は、燃料電池車に限らず、電気自動車、ハイブリッド自動車等の他の車両に搭載されてもよいし、船舶、飛行機、ロボット等の他の移動体に搭載されてもよい。また、住宅、ビル等の定置設備に備えられてもよい。
図3は、高圧タンク100の製造方法を示す工程図である。本実施形態において、高圧タンク100(図1)はフィラメントワインディング法(FW法)によって製造される。工程S12では、ライナー10および樹脂含浸繊維(樹脂含浸炭素繊維および樹脂含浸ガラス繊維)が用意される。詳しくは、ライナー10に口金30および口金40が装着されたタンク本体が、マンドレルとしてFW装置(不図示)にセットされ、ボビンに巻き付けられた樹脂含浸炭素繊維および樹脂含浸ガラス繊維が、それぞれ、FW装置の予め定められた位置にセットされる。本実施形態において、炭素繊維に含浸される樹脂は第1熱硬化性樹脂であり、ガラス繊維に含浸される樹脂は第2熱硬化性樹脂である。
本実施形態の効果について、まず、比較例の高圧タンクと比較して説明する。比較例の高圧タンクは、本実施形態の高圧タンクと同様に、ライナーと、補強層と、保護層とを備えるものの、ゲル化温度が同一の樹脂を用いている。具体的には、補強層と保護層を形成する熱硬化性樹脂として、本実施形態の第1熱硬化性樹脂と同一のエポキシ樹脂を用いている。比較例の高圧タンクは、本実施形態の高圧タンク100と同様に、FW法により形成される。
(1)3次元測定機に高圧タンクの凹凸を含んだ3次元データを取得する。(2)(1)で取得した3次元データにおいて、凹部の最下点を繋いだ参考データを作成する。(3)(1)から(2)を減算し、樹脂染み出し量を算出する。
本実施形態の高圧タンク100によれば、タンク表面の樹脂染み出し量が低減でき、表面を削る工程を削除することができる。
(1)高圧タンク100内に収容される流体は、上記した圧縮水素に限定されず、圧縮窒素等、高圧の流体であればよい。
20…補強層
25…保護層
30…口金
40…口金
100…高圧タンク
102…円筒部
104…ドーム部
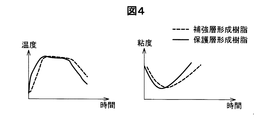
T1…第1ゲル化温度
T2…第2ゲル化温度
Claims (3)
- 高圧タンクであって、
ライナーと、
第1熱硬化性樹脂と繊維とを有し、前記ライナー上に形成される補強層と、
前記第1熱硬化性樹脂よりもゲル化温度が低い第2熱硬化性樹脂を有し、前記補強層上に形成される保護層と、
を備える、高圧タンク。 - 請求項1に記載の高圧タンクであって、
前記保護層は、繊維を有する、高圧タンク。 - 請求項1または2に記載の高圧タンクの製造方法であって、
(A)前記第1熱硬化性樹脂と、前記繊維とを含み、前記第1熱硬化性樹脂が未硬化である、第1熱硬化性樹脂未硬化層を、前記ライナー上に形成する工程と、
(B)第1熱硬化性樹脂未硬化層の表面に、未硬化の前記第2熱硬化性樹脂を含む第2熱硬化性樹脂未硬化層を形成する工程と、
(C)前記工程(B)の後に、加熱により、前記第1熱硬化性樹脂および前記第2熱硬化性樹脂を硬化させて、前記補強層および前記保護層を形成する工程と、
を備える、高圧タンクの製造方法。
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016248698A JP2018100768A (ja) | 2016-12-22 | 2016-12-22 | 高圧タンク、高圧タンクの製造方法 |
| US15/843,529 US20180180222A1 (en) | 2016-12-22 | 2017-12-15 | High pressure tank, and method of producing high pressure tank |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016248698A JP2018100768A (ja) | 2016-12-22 | 2016-12-22 | 高圧タンク、高圧タンクの製造方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2018100768A true JP2018100768A (ja) | 2018-06-28 |
Family
ID=62629550
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2016248698A Pending JP2018100768A (ja) | 2016-12-22 | 2016-12-22 | 高圧タンク、高圧タンクの製造方法 |
Country Status (2)
| Country | Link |
|---|---|
| US (1) | US20180180222A1 (ja) |
| JP (1) | JP2018100768A (ja) |
Cited By (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2020051538A (ja) * | 2018-09-27 | 2020-04-02 | 日鉄ケミカル&マテリアル株式会社 | 燃料電池車搭載用高圧水素貯蔵用タンクおよびその製造方法 |
| JP2021014856A (ja) * | 2019-07-10 | 2021-02-12 | 株式会社Soken | 高圧タンク |
| US11226068B2 (en) | 2018-10-16 | 2022-01-18 | Toyota Jidosha Kabushiki Kaisha | High-pressure tank and manufacturing method of high-pressure tank |
| US11486544B2 (en) | 2019-10-25 | 2022-11-01 | Toyota Jidosha Kabushiki Kaisha | High-pressure tank, vehicle including high-pressure tank, and method for manufacturing high-pressure tank |
| JP2022173964A (ja) * | 2021-05-10 | 2022-11-22 | トヨタ自動車株式会社 | 高圧タンクの製造方法 |
| JP2023069249A (ja) * | 2021-11-05 | 2023-05-18 | トヨタ自動車株式会社 | 繊維強化プラスチックおよびガスタンク |
| JP2023112249A (ja) * | 2022-02-01 | 2023-08-14 | トヨタ自動車株式会社 | 繊維層の加工方法および高圧タンクの製造方法 |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102014016023B3 (de) * | 2014-10-29 | 2016-03-24 | Daimler Ag | Druckgasbehälter |
| KR20180017377A (ko) * | 2016-08-09 | 2018-02-21 | 현대자동차주식회사 | 고압 용기 |
| FR3161256A1 (fr) * | 2024-04-11 | 2025-10-17 | L'air Liquide, Societe Anonyme Pour L'etude Et L'exploitation Des Procedes Georges Claude | Bouteille d’oxygène légère adaptée au transport aérien ou terrestre |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2008126615A (ja) * | 2006-11-24 | 2008-06-05 | Toyota Motor Corp | Frp部材の製造方法 |
| US20100276434A1 (en) * | 2009-05-04 | 2010-11-04 | Gm Global Technology Operations, Inc. | Storage vessel and method of forming |
| JP2011179638A (ja) * | 2010-03-03 | 2011-09-15 | Samtec Kk | 高圧タンクの製造装置並びに製造方法 |
| JP2011230321A (ja) * | 2010-04-26 | 2011-11-17 | Toyota Motor Corp | 高圧タンクの成型方法 |
| JP2017072244A (ja) * | 2015-10-08 | 2017-04-13 | トヨタ自動車株式会社 | 高圧タンク |
Family Cites Families (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB0613239D0 (en) * | 2006-07-04 | 2006-08-09 | Ibm | Storage area network system |
-
2016
- 2016-12-22 JP JP2016248698A patent/JP2018100768A/ja active Pending
-
2017
- 2017-12-15 US US15/843,529 patent/US20180180222A1/en not_active Abandoned
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2008126615A (ja) * | 2006-11-24 | 2008-06-05 | Toyota Motor Corp | Frp部材の製造方法 |
| US20100276434A1 (en) * | 2009-05-04 | 2010-11-04 | Gm Global Technology Operations, Inc. | Storage vessel and method of forming |
| JP2011179638A (ja) * | 2010-03-03 | 2011-09-15 | Samtec Kk | 高圧タンクの製造装置並びに製造方法 |
| JP2011230321A (ja) * | 2010-04-26 | 2011-11-17 | Toyota Motor Corp | 高圧タンクの成型方法 |
| JP2017072244A (ja) * | 2015-10-08 | 2017-04-13 | トヨタ自動車株式会社 | 高圧タンク |
Cited By (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP7198022B2 (ja) | 2018-09-27 | 2022-12-28 | 日鉄ケミカル&マテリアル株式会社 | 燃料電池車搭載用高圧水素貯蔵用タンクおよびその製造方法 |
| JP2020051538A (ja) * | 2018-09-27 | 2020-04-02 | 日鉄ケミカル&マテリアル株式会社 | 燃料電池車搭載用高圧水素貯蔵用タンクおよびその製造方法 |
| US11226068B2 (en) | 2018-10-16 | 2022-01-18 | Toyota Jidosha Kabushiki Kaisha | High-pressure tank and manufacturing method of high-pressure tank |
| DE102019123792B4 (de) | 2018-10-16 | 2025-03-20 | Toyota Jidosha Kabushiki Kaisha | Hochdrucktank und Herstellungsverfahren eines Hochdrucktanks |
| JP2021014856A (ja) * | 2019-07-10 | 2021-02-12 | 株式会社Soken | 高圧タンク |
| US11486544B2 (en) | 2019-10-25 | 2022-11-01 | Toyota Jidosha Kabushiki Kaisha | High-pressure tank, vehicle including high-pressure tank, and method for manufacturing high-pressure tank |
| DE102020124999B4 (de) | 2019-10-25 | 2025-06-12 | Toyota Jidosha Kabushiki Kaisha | Hochdrucktank, Fahrzeug mit einem Hochdrucktank und Verfahren zum Herstellen eines Hochdrucktanks |
| JP2022173964A (ja) * | 2021-05-10 | 2022-11-22 | トヨタ自動車株式会社 | 高圧タンクの製造方法 |
| JP7655069B2 (ja) | 2021-05-10 | 2025-04-02 | トヨタ自動車株式会社 | 高圧タンクの製造方法 |
| JP2023069249A (ja) * | 2021-11-05 | 2023-05-18 | トヨタ自動車株式会社 | 繊維強化プラスチックおよびガスタンク |
| JP7632237B2 (ja) | 2021-11-05 | 2025-02-19 | トヨタ自動車株式会社 | 繊維強化プラスチックおよびガスタンク |
| JP2023112249A (ja) * | 2022-02-01 | 2023-08-14 | トヨタ自動車株式会社 | 繊維層の加工方法および高圧タンクの製造方法 |
| JP7820986B2 (ja) | 2022-02-01 | 2026-02-26 | トヨタ自動車株式会社 | 繊維層の加工方法および高圧タンクの製造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| US20180180222A1 (en) | 2018-06-28 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2018100768A (ja) | 高圧タンク、高圧タンクの製造方法 | |
| JP4588307B2 (ja) | 耐圧容器製造方法 | |
| AU2020260452B2 (en) | High-pressure tank and method for manufacturing high-pressure tank | |
| JP2017072244A (ja) | 高圧タンク | |
| JP5238577B2 (ja) | 複合容器及び複合容器の製造方法 | |
| KR102039001B1 (ko) | 고압 탱크 | |
| US20150292677A1 (en) | Method of manufacturing a compressed gas cylinder | |
| US10995909B2 (en) | Hydrogen tank body and method of producing the same, and hydrogen tank and method of producing the same | |
| JP7380474B2 (ja) | 高圧タンク及び高圧タンクの製造方法 | |
| JP2016183709A (ja) | 高圧ガス貯蔵容器とその製造方法 | |
| JP6341425B2 (ja) | 高圧タンクの製造方法 | |
| JP4284705B2 (ja) | 成形体の製造方法、成形体、並びにタンク | |
| JP5993342B2 (ja) | 複合容器の製造方法、及び複合容器の製造システム | |
| JP2018161821A (ja) | 高圧タンクの製造方法 | |
| CN111664348A (zh) | 罐的制造方法 | |
| CN110345185A (zh) | 一种金属橡胶预制件及其制备和金属橡胶环的制备方法 | |
| JP6017810B2 (ja) | 樹脂含浸コイル及びその製造方法 | |
| JP2005113971A (ja) | 耐圧容器用ライナ | |
| JP6923578B2 (ja) | 圧力容器 | |
| JP2011027218A (ja) | 圧力容器の製造方法および圧力容器 | |
| US10016946B2 (en) | Weaving method and apparatus for performing the same | |
| JP2019148325A (ja) | 蓄圧器および蓄圧器の製造方法 | |
| JP2014218033A (ja) | 複合容器の製造方法、及び複合容器の製造システム | |
| JP2022014965A (ja) | 高圧タンク | |
| JP6086861B2 (ja) | 複合容器の製造方法、及び複合容器の製造装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20180309 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20190115 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20190122 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20190312 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20190423 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20190730 |