JP2018149656A - 刃先交換式切削工具用ホルダおよび刃先交換式切削工具 - Google Patents
刃先交換式切削工具用ホルダおよび刃先交換式切削工具 Download PDFInfo
- Publication number
- JP2018149656A JP2018149656A JP2017048621A JP2017048621A JP2018149656A JP 2018149656 A JP2018149656 A JP 2018149656A JP 2017048621 A JP2017048621 A JP 2017048621A JP 2017048621 A JP2017048621 A JP 2017048621A JP 2018149656 A JP2018149656 A JP 2018149656A
- Authority
- JP
- Japan
- Prior art keywords
- cutting
- coolant
- tool
- holder
- channel
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images







Landscapes
- Milling Processes (AREA)
- Drilling Tools (AREA)
Abstract
【課題】冷却効率を高めることができるクーラント供給路を備えた刃先交換式切削工具用ホルダおよび刃先交換式切削工具。【解決手段】円盤状をなし、先端外周部において間隔をあけて複数の切削インサートを保持し、工具軸周りに回転させられる刃先交換式切削工具用ホルダであって、内部に工具軸側から径方向外側に向かって延び切削インサートの切刃に向けて開口する複数のクーラント流路が設けられ、クーラント流路が滑らかに湾曲する、刃先交換式切削工具用ホルダ。【選択図】図1
Description
本発明は、刃先交換式切削工具用ホルダおよび刃先交換式切削工具に関する。
正面フライスカッタ等の切削工具として、内部にクーラント流路が設けられたものが知られている。従来、クーラント供給路は、切削加工により形成されていたため、形状の自由度に制限があった。一方で、近年、3Dプリンタにより内部に複雑形状を形成した切削工具が提案されている(特許文献1)。
本発明者らは、3Dプリンタの技術を用いることで、クーラントによる冷却効率を高めることができるクーラント供給路を形成できることを見出した。
本発明は、このような背景の下になされたものであって、冷却効率を高めたクーラント供給路を備えた刃先交換式切削工具用ホルダおよび刃先交換式切削工具の提供を目的とする。
上述の課題を解決するために、本発明の一態様の刃先交換式切削工具用ホルダは、円盤状をなし、先端外周部において間隔をあけて複数の切削インサートを保持し、工具軸周りに回転させられる刃先交換式切削工具用ホルダであって、前記工具本体の内部には、工具軸側から径方向外側に向かって延び前記切削インサートの切刃に向けて開口する複数のクーラント流路が設けられ、前記クーラント流路が滑らかに湾曲する。
上述の構成によれば、クーラント流路が湾曲することで、流路を極端に折れ曲がった構成にすることなくクーラントの出口部を切刃に向けて最適に配置することが可能となる。これにより、クーラント流路中のクーラントの流動をスムーズにして、出口部から噴出するクーラントの流速を高めるとともに、切刃の適切な位置にクーラントをあてることが可能となり、クーラントによる冷却効率を高めることができる。
上述の刃先交換式切削工具用ホルダにおいて、前記クーラント流路は、前記クーラント流路は、径方向外側に向かうに従い回転方向と反対側に向かって湾曲する構成としてもよい。
上述の構成によれば、クーラント流路が上述の方向に湾曲することで、遠心力の影響によりクーラント流路を流れるクーラントの流速を高めることができる。加えて、上述の構成によれば、回転方向と反対側に向けてクーラントを噴出するクーラント流路を構成しやすい。したがって、切削インサートのすくい面側にクーラントをあてるクーラント流路の構成を容易に実現できる。
上述の刃先交換式切削工具用ホルダにおいて、前記クーラント流路は、上流側の流路断面積が、下流側の流路断面積より大きい構成としてもよい。
上述の構成によれば、クーラント流路の上流側の流路断面積を大きくすることで、上流側におけるクーラントの圧力損失を抑制するとともに、下流側の流路断面積を小さくすることで、下流側でクーラントの流速を高めることが可能となる。これにより、出口部から噴出されるクーラントの流速を高めて、高効率の冷却を行うことができる。
上述の刃先交換式切削工具用ホルダにおいて、前記クーラント流路は、流路断面積が、上流側から下流側に向かって連続的に小さくなる構成としてもよい。
上述の構成によれば、クーラント流路の流路断面積が連続的に小さくなることで、流路断面積が急激に変化することがなく、クーラントの流れを効率的とすることができる。これにより、出口部から噴出されるクーラントの流速を高めて、高効率の冷却を行うことができる。
上述の刃先交換式切削工具用ホルダにおいて、前記クーラント流路の出口部は、前記切刃の延びる方向に沿って延びる長孔である構成としてもよい。
上述の構成によれば、クーラント流路の出口部から噴出されるクーラントを、切刃の全長に効果的にあてることが可能となる。これにより、切刃の全長を効率的に冷却できる。
上述の刃先交換式切削工具用ホルダにおいて、前記クーラント流路の出口部は、当該出口部に対し回転方向前方側に位置する前記切削インサートに向けて開口する構成としてもよい。
上述の構成によれば、切削インサートの逃げ面側にクーラントをあてるクーラント流路の構成を実現できる。
上述の刃先交換式切削工具用ホルダにおいて、前記クーラント流路は、工具軸側から径方向外側に向かって延びる主流路と、主流路の径方向外端部から分岐して延びて前記切削インサートに向けて開口する第1の分岐流路および第2の分岐流路と、を有し、前記第1の分岐流路の出口部は、当該出口部に対し回転方向後方側に位置する前記切削インサートに向けて開口し、前記第2の分岐流路の出口部は、当該出口部に対し回転方向前方側に位置する前記切削インサートに向けて開口する構成としてもよい。
上述の構成によれば、切削インサートのすくい面側と逃げ面側とにそれぞれクーラントをあてるクーラント流路の構成を実現できる。
上述の刃先交換式切削工具用ホルダにおいて、内側に空洞部分を形成する外殻部と、前記空洞部の内部を通過し内側を前記クーラント流路とする複数の管部と、を有する構成としてもよい。
上述の構成によれば、内部に空洞部が形成されることで、刃先交換式切削工具用ホルダを軽量化できる。また、内側をクーラント流路とする複数の管部が空洞部内を通過するため、管部が梁として機能して刃先交換式切削工具用ホルダの剛性を高めて、刃先交換式切削工具用ホルダの破損を抑制できる。
上述の刃先交換式切削工具用ホルダにおいて、前記管部の横断面は、全長に亘って工具軸に沿う方向を長手方向とする偏平状である構成としてもよい。
上述の構成によれば、管部は、軸方向の剛性が高められており、管部29の梁としての機能を高めることができ、結果的に刃先交換式切削工具用ホルダの軸方向に沿う剛性を高めることができる。
本発明の一態様の刃先交換式切削工具用ホルダは、前記刃先交換式切削工具用ホルダと、前記刃先交換式切削工具用ホルダに保持された複数の切削インサートと、を備える。
この構成によれば、冷却効率を高めたクーラント供給路を備えた刃先交換式切削工具を提供できる。
本発明によれば、冷却効率を高めたクーラント供給路を備えた刃先交換式切削工具用ホルダおよび刃先交換式切削工具の提供が可能となる。
以下、図面を参照しながら、本発明の実施形態に係る刃先交換式切削工具について説明する。以下の図面においては、各構成をわかりやすくするために、実際の構造と各構造における縮尺や数等を異ならせる場合がある。また、図面においては、適宜3次元直交座標系としてXYZ座標系を示す。
また、以下の説明においては、Z軸方向の正の側(+Z側,一方側)を「上側」と呼び、Z軸方向の負の側(−Z側,他方側)を「下側」と呼ぶ。なお、本明細書における上下方向は、刃先交換式切削工具の使用時の姿勢の一例であり、刃先交換式切削工具の姿勢を限定するものではない。また、特に断りのない限り、刃先交換式切削工具の工具軸Oに平行な方向を単に「軸方向」又は「上下方向」と呼び、工具軸Oを中心とする径方向を単に「径方向」と呼ぶ。
また、以下の説明においては、Z軸方向の正の側(+Z側,一方側)を「上側」と呼び、Z軸方向の負の側(−Z側,他方側)を「下側」と呼ぶ。なお、本明細書における上下方向は、刃先交換式切削工具の使用時の姿勢の一例であり、刃先交換式切削工具の姿勢を限定するものではない。また、特に断りのない限り、刃先交換式切削工具の工具軸Oに平行な方向を単に「軸方向」又は「上下方向」と呼び、工具軸Oを中心とする径方向を単に「径方向」と呼ぶ。
<第1実施形態>
以下、第1実施形態の切削工具(刃先交換式切削工具)1について図面を基に説明する。
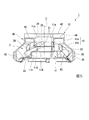
図1、図2および図3は、それぞれ切削工具1の斜視図、正面図および底面図である。また、図4は図2のIV−IV線に沿う断面図であり、図5は図3のV−V線に沿う断面図である。
以下、第1実施形態の切削工具(刃先交換式切削工具)1について図面を基に説明する。
図1、図2および図3は、それぞれ切削工具1の斜視図、正面図および底面図である。また、図4は図2のIV−IV線に沿う断面図であり、図5は図3のV−V線に沿う断面図である。
本実施形態の切削工具1は、正面フライスカッタである。切削工具1は、切刃31により金属材料等からなる被削材にフライス加工を施す。切削工具1は、回転軸を中心として回転する図示略のアーバの下端に取り付けられる。切削工具1は、その工具軸Oをアーバの回転軸と一致するようにアーバに固定され、アーバによって工具軸Oを中心として回転方向Tに回転させられる。
なお、以下の説明において、特定部位に対して回転方向T側の領域を回転方向前方側とよび回転方向T側と反対側の領域を回転方向後方側と呼ぶ場合がある。
なお、以下の説明において、特定部位に対して回転方向T側の領域を回転方向前方側とよび回転方向T側と反対側の領域を回転方向後方側と呼ぶ場合がある。
図1に示すように、切削工具1は、内部にクーラント流路(以下、単に流路と呼ぶ)20が設けられた工具本体(刃先交換式切削工具用ホルダ)10と、工具本体10に着脱可能に取り付けられる複数の切削インサート30と、を備える。
切削インサート30は、超硬合金等の硬質材料からなる。切削インサート30は、工具本体10の先端外周部10aに工具軸O周りに互いに間隔をあけて設けられる取付座47にクランプネジ35によって着脱可能に取り付けられる。切削インサート30は、多角形板状をなす。切削インサート30の多角形状の主面と側面と交差稜線部には、切刃31が設けられている。切削インサート30は、切刃31が工具軸Oの軸方向に沿って延びるように、工具本体10に取り付けられている。
工具本体10は、工具軸Oを中心とする円盤状をなす。工具本体10は、図示略のアーバに取り付けられて工具軸O周りに回転させられる。工具本体10は、先端外周部10aにおいて間隔をあけて複数の切削インサート30を保持する。工具本体10には、工具軸Oに沿って中央を貫通する取付孔11が設けられている。取付孔11には、アーバの先端部分が挿入される。
図5に示すように、取付孔11の内周には、互いに直径の異なる上側内周面11a、中間内周面11bおよび下側内周面11cが設けられる。上側内周面11a、中間内周面11bおよび下側内周面11cは、上側からこの順で並んでいる。上側内周面11a、中間内周面11bおよび下側内周面11cのうち、下側内周面11cの直径が最も大きく、中間内周面11bの直径が最も小さい。
中間内周面11bと下側内周面11cとの間には、下側を向く下向き段差面11dが設けられている。下向き段差面11dには、取付孔11に挿入される固定ボルトの頭部が接触して工具本体10をアーバに押し付けて固定する。
上側内周面11aには、流路(クーラント流路)20の入口部21が複数(本実施形態では6個)設けられている。入口部21は、工具軸Oを中心として周方向に等間隔に並ぶ。アーバから供給されたクーラントは、入口部21を介して流路20に流入する。
工具本体10は、内側に空洞部2を形成する外殻部40と、空洞部2の内部を通過し内側を流路20とする複数(本実施形態では6個)の管部29と、を有する。なお、空洞部2の内部に、外殻部40を補強するリブ、梁、支柱などの補強構造が設けられていてもよい。工具本体10は、一例として3Dプリンタによって金属の粉末材料を溶融させながら積層することで形成される。
外殻部40は、工具本体10の外部に露出する表面を構成する。本実施形態の外殻部40は、空洞部2を閉塞させて囲む。なお、外殻部40には、空洞部2を外部と連通させる開口が設けられていてもよい。本実施形態の工具本体10によれば、空洞部2が設けられていることで軽量化を図ることができる。
図5に示すように、外殻部40は、工具軸Oを中心として軸方向に沿って延びる筒状の外筒部41と、外筒部41の内側に配置され内側部分に取付孔11を構成する内筒部48と、軸方向の両端に位置し外筒部41と内筒部48との間の空間を上下方向から閉塞する上底部42および下底部43と、外筒部41の下側に位置し径方向外側に傍出する複数のインサート支持部45と、を有する。外筒部41は、軸方向に沿って延びる円筒形状の円筒部41aと円筒部41aの下端から下側に向かって直径を大きくするテーパ部41bと、を有する。
図2に示すように、上底部42には、径方向に沿って延びる直線状のキー溝44が設けられている。キー溝44は、上側に開口する。キー溝44には、アーバの下端に設けられたキー(図示略)が嵌合する。
図1に示すように、インサート支持部45は、工具軸O周りに略等間隔に設けられている。インサート支持部45同士の間にはチップポケット46が設けられている。インサート支持部45の回転方向Tを向く壁面には、切削インサート30を取り付けるための取付座47が設けられている。
管部29およびその内部の流路20は、複数の切削インサート30に対応して設けられている。したがって、管部29および流路20は、工具本体10に取り付けられる切削インサート30と同数だけ工具本体10に設けられる。
図5に示すように、管部29は、空洞部2内において、内筒部48からインサート支持部45に向かって放射状に延びる。管部29は、径方向外側に向かうに従い、下側に向かって傾く。また、管部29は、径方向外側に向かうに従い工具軸Oに対する角度を小さくするように湾曲する。管部29は、内筒部48とインサート支持部45とをアーチ状に架け渡す。管部29は、工具本体10の内部で梁として機能して、工具本体10の剛性を高める。すなわち、本実施形態によれば、内部に空洞部2を形成して軽量化を図った工具本体10において、管部29によって工具本体10の剛性を高めて工具本体10の破損を抑制できる。また、管部29の横断面は、管部29の全長に亘って軸方向に沿う寸法を長手方向とする偏平状となっている。このため、管部29は、軸方向の剛性が高められており、梁としての機能が高められている。
流路20は、上流側において、取付孔11の上側内周面11aに位置する入口部21で開口する。また、流路20は、下流側において、チップポケット46に位置する出口部22で切削インサート30の切刃31に向けて開口する。クーラントは、アーバ(図示略)から供給されて入口部21から流路20内に流入する。さらにクーラントは、流路20内を径方向内側から径方向外側に向かって流れ出口部22から噴出され切刃31にあたる。
図3に示すように、流路20は、工具軸O側(すなわち径方向内側)から径方向外側に向かって放射状に延びる。流路20は、径方向内側から径方向外側に向かうに従って回転方向と反対側に向かって傾斜して延びている。これにより、クーラントの流動方向を工具本体10の回転方向Tと反対向きとすることができ、クーラントを高速で切刃31にあてることができる。また、図5に示すように、流路20は、入口部21と出口部22との上下方向の位置が異なるため、径方向内側から径方向外側に向かうに従って下側に傾斜して延びている。
図5に示すように、流路20は、入口部21から出口部22に至る全長において、流路断面の形状が軸方向に沿う方向を長手方向とする長孔形状となっている。流路20流路断面において、短手方向の寸法は全長において略一様である。一方で、流路20の流路断面において、長手方向の寸法は、上流側から下流側に向かって連続的に短くなる。したがって、流路20は、流路断面積が、上流側から下流側に向かって連続的に小さくなる。
本実施形態によれば、流路20は、上流側の流路断面積が、下流側の流路断面積より小さい。したがって、流路20を流れるクーラントの上流側における圧力損失を抑制するとともに下流側における流速を高めることができる。これにより、出口部22から噴出されるクーラントの流速を高めて、クーラントによる冷却効率を高めることができる。
また、本実施形態によれば、流路20の流路断面積が、上流側から下流側に向かって連続的に小さくなるため、流路20中において、流路断面積が急激に変化することがなく、クーラントの流れを効率的とすることができる。
入口部21および出口部22は、軸方向に沿って延びる長孔である。本実施形態において、切刃31は、軸方向に沿って延びる。したがって、出口部22は、切刃31の延びる方向に沿って延びる長孔である。このため、出口部22から噴出されるクーラントは、切刃31の全域に沿って効果的にあたる。すなわち、本実施形態によれば、出口部22から噴出されるクーラントを、切刃31の全長に効果的にあてることが可能となり、切刃31の全長を効率的に冷却できる。
図3に示すように、流路20は径方向外側に向かうに従い工具本体10の回転方向Tと反対側に向かって滑らかに湾曲する。流路20が湾曲することで、流路20を極端に折れ曲がった構成にすることなく、流路20の出口部22の位置を適切に配置することができる。これにより、流路抵抗が高くなることを抑制しつつ出口部22の向きを切刃31に対して効率的な方向に向けることが可能となり、クーラントによる切刃31の冷却効率を高めることができる。なお、滑らかに湾曲する流路20の曲率半径は、工具本体10の最大直径Dの1/5以上とすることが好ましい。流路20の曲率半径を工具本体10の最大直径Dの1/5以上とすることで、流路20の湾曲に起因する流路抵抗の高まりを十分に抑制できる。
また、本実施形態によれば、流路20は径方向外側に向かうに従い回転方向Tと反対側に向かって湾曲するため、流路20内のクーラントに遠心力を付与してクーラントの流速を高めることができる。これにより、出口部22から高速のクーラントを切刃31に噴出することが可能となり、クーラントによる切刃の冷却効率を高めることができる。
加えて、本実施形態の流路20によれば、上述の方向に湾曲することで、出口部22において流路20を回転方向後方側に向けることができる。したがって、出口部22から噴出されたクーラントを切削インサート30のすくい面側にあてる構成を容易に実現できる。
加えて、本実施形態の流路20によれば、上述の方向に湾曲することで、出口部22において流路20を回転方向後方側に向けることができる。したがって、出口部22から噴出されたクーラントを切削インサート30のすくい面側にあてる構成を容易に実現できる。
<第2実施形態>
以下、第2実施形態の切削工具(刃先交換式切削工具)101について図面を基に説明する。
図6および図7は、それぞれ切削工具101の正面図および底面図である。また、図8は、図7の領域VIIIの拡大図である。
以下、第2実施形態の切削工具(刃先交換式切削工具)101について図面を基に説明する。
図6および図7は、それぞれ切削工具101の正面図および底面図である。また、図8は、図7の領域VIIIの拡大図である。
本実施形態の切削工具101は、第1実施形態と比較して、主にクーラント流路(流路)120の構成が異なる。なお、上述の実施形態と同一態様の構成要素については、同一符号を付し、その説明を省略する。
切削工具101は、工具本体110と、工具本体110に着脱可能に取り付けられる複数の切削インサート30と、を備える。工具本体110は、内側に空洞部2を形成する外殻部40と、空洞部2の内部を通過し内側を流路120とする複数の管部129と、を有する。
図8に示すように、管部129の内部に形成された流路(クーラント流路)120は、主流路125と、主流路125の径方向外端部に位置する分岐部128と、分岐部128から分岐する1つの第1の分岐流路126および2つの第2の分岐流路127と、を有する。
主流路125は、工具軸O側(すなわち径方向内側)から径方向外側に向かって放射状に延びる。第1および第2の分岐流路126、127は、分岐部128から分岐して切削インサート30の切刃31に向けて開口する。クーラントは、アーバ(図示略)から供給されて主流路125を通過し、分岐部128において第1および第2の分岐流路126、127に分岐して流れてそれぞれの出口部(第1および第2の出口部126a、127a)から切刃31に向かって噴出される。
主流路125並びに第1および第2の分岐流路126、127の流路断面は、円形である。主流路125の流路断面積は、全長に亘って略一様である。同様に、第1および第2の分岐流路127の流路断面積は、全長に亘って略一様である。主流路125の流路断面積は、第1および第2の分岐流路127の流路断面積の和より大きい。すなわち、流路120は、上流側の流路断面積が、下流側の流路断面積より大きい。このように、流路20は、分岐部128を介して下流側の流路断面積が小さくなっている。これにより、分岐部128より下流においてクーラントの流速を高めて、高速のクーラントを切刃31にあてることができる。また、分岐部128より上流側においては、流路断面積を大きくすることで、圧力損失を抑止してクーラントの流動効率を高めることができる。
なお、主流路125の流路断面、第1の分岐流路126の流路断面および第2の分岐流路127の流路断面は、それぞれ上流側から下流側に向かって連続的に小さくなる構成としてもよい。
なお、主流路125の流路断面、第1の分岐流路126の流路断面および第2の分岐流路127の流路断面は、それぞれ上流側から下流側に向かって連続的に小さくなる構成としてもよい。
主流路125は、工具軸O側に位置する入口部121から径方向外側に向かって放射状に延びる。主流路125は、上流側において、取付孔11に位置する入口部121で開口する。主流路125は、チップポケット46の径方向内側に位置する分岐部128まで延びる。主流路125は、径方向内側から径方向外側に向かうに従い回転方向Tの反対側に向かって滑らかに湾曲している。
第1の分岐流路126は、分岐部128において主流路125と繋がっている。第1の分岐流路126は、分岐部128から径方向外側に向かって直線状に延びている。第1の分岐流路126は、下流側において、チップポケット46に位置する第1の出口部126aで開口する。第1の出口部126aは、第1の出口部126aに対し回転方向後方側に位置する切削インサート30に向けて開口する。したがって、第1の出口部126aは、冷却対象の切削インサート30に対して回転方向前方に位置する。このため、第1の出口部126aから噴出されるクーラントは、切削インサート30のすくい面側から切刃31に供給される。
第2の分岐流路127は、分岐部128において主流路125と繋がっている。第2の分岐流路127は、分岐部から径方向外側に向かうに従い回転方向後方側に傾斜する方向に延びる直線部127sと、直線部127sの径方向外端部から回転方向前方側に湾曲する湾曲部127cと、を有する。第2の分岐流路127は、下流側において、インサート支持部45に位置する第2の出口部127aで開口する。第2の出口部127aは、第2の出口部に対して回転方向前方側に位置する切削インサート30に向けて開口する。したがって、第2の出口部127aは、冷却対象の切削インサート30に対して回転方向後方に位置する。このため、第2の出口部127aから噴出されるクーラントは、切削インサート30の逃げ面側から切刃31に供給される。
第2の分岐流路127は、流路120に対して、2つ設けられている。したがって、1つの切削インサート30の切刃31に対し逃げ面側の2つの第2の出口部127aから噴出したクーラントがあてられる。これにより、2つの第2の出口部127aから切刃31に向かって異なる噴出角度でクーラントを供給することができ、より効率的な冷却を行うことができる。
本実施形態によれば、第1および第2の分岐流路126、127が、切削インサート30に対し回転方向前方側および後方側から切削インサート30にクーラントを供給する。このため、切削インサート30の切刃31に対して、すくい面側および逃げ面側から同時にクーラントを供給することが可能となり、クーラントによる切刃31の冷却効率を高めることができる。
以上に、本発明の様々な実施形態を説明したが、各実施形態における各構成およびそれらの組み合わせ等は一例であり、本発明の趣旨から逸脱しない範囲内で、構成の付加、省略、置換およびその他の変更が可能である。また、本発明は実施形態によって限定されることはない。
また、各実施形態では、切刃交換式の切削工具として正面フライスカッタを例示して説明した。しかしながら切削工具は、切刃交換式のドリルであってもよい。
1,101…切削工具(刃先交換式切削工具)
2…空洞部
10,110…工具本体(刃先交換式切削工具用ホルダ)
10a…先端外周部
20,120…流路(クーラント流路)
21…入口部
22…出口部
29,129…管部
30…切削インサート
31…切刃
40…外殻部
125…主流路
126…第1の分岐流路
127…第2の分岐流路
126a…第1の出口部(第1の分岐流路の出口部)
127a…第2の出口部(第2の分岐流路の出口部)
O…工具軸
T…回転方向
2…空洞部
10,110…工具本体(刃先交換式切削工具用ホルダ)
10a…先端外周部
20,120…流路(クーラント流路)
21…入口部
22…出口部
29,129…管部
30…切削インサート
31…切刃
40…外殻部
125…主流路
126…第1の分岐流路
127…第2の分岐流路
126a…第1の出口部(第1の分岐流路の出口部)
127a…第2の出口部(第2の分岐流路の出口部)
O…工具軸
T…回転方向
Claims (10)
- 円盤状をなし、先端外周部において間隔をあけて複数の切削インサートを保持し、工具軸周りに回転させられる刃先交換式切削工具用ホルダであって、
内部に工具軸側から径方向外側に向かって延び前記切削インサートの切刃に向けて開口する複数のクーラント流路が設けられ、
前記クーラント流路が滑らかに湾曲する、
刃先交換式切削工具用ホルダ。 - 前記クーラント流路は、径方向外側に向かうに従い回転方向と反対側に向かって湾曲する、
請求項1に記載の刃先交換式切削工具用ホルダ。 - 前記クーラント流路は、上流側の流路断面積が、下流側の流路断面積より大きい、
請求項2に記載の刃先交換式切削工具用ホルダ。 - 前記クーラント流路は、流路断面積が、上流側から下流側に向かって連続的に小さくなる、請求項3に記載の刃先交換式切削工具用ホルダ。
- 前記クーラント流路の出口部は、前記切刃の延びる方向に沿って延びる長孔である、
請求項1〜4の何れか一項に記載の刃先交換式切削工具用ホルダ。 - 前記クーラント流路の出口部は、当該出口部に対し回転方向前方側に位置する前記切削インサートに向けて開口する、
請求項1〜5の何れか一項に記載の刃先交換式切削工具用ホルダ。 - 前記クーラント流路は、工具軸側から径方向外側に向かって延びる主流路と、主流路の径方向外端部から分岐して延びて前記切削インサートに向けて開口する第1の分岐流路および第2の分岐流路と、を有し、
前記第1の分岐流路の出口部は、当該出口部に対し回転方向後方側に位置する前記切削インサートに向けて開口し、
前記第2の分岐流路の出口部は、当該出口部に対し回転方向前方側に位置する前記切削インサートに向けて開口する、
請求項1〜6の何れか一項に記載の刃先交換式切削工具用ホルダ。 - 内側に空洞部分を形成する外殻部と、
前記空洞部の内部を通過し内側を前記クーラント流路とする複数の管部と、を有する、
請求項1〜7の何れか一項に記載の刃先交換式切削工具用ホルダ。 - 前記管部の横断面は、全長に亘って工具軸に沿う方向を長手方向とする偏平状である、
請求項8に記載の刃先交換式切削工具用ホルダ。 - 請求項1〜9の何れか一項に記載の刃先交換式切削工具用ホルダと、
前記刃先交換式切削工具用ホルダに保持された複数の切削インサートと、を備える、
刃先交換式切削工具。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2017048621A JP2018149656A (ja) | 2017-03-14 | 2017-03-14 | 刃先交換式切削工具用ホルダおよび刃先交換式切削工具 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2017048621A JP2018149656A (ja) | 2017-03-14 | 2017-03-14 | 刃先交換式切削工具用ホルダおよび刃先交換式切削工具 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2018149656A true JP2018149656A (ja) | 2018-09-27 |
Family
ID=63680834
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2017048621A Pending JP2018149656A (ja) | 2017-03-14 | 2017-03-14 | 刃先交換式切削工具用ホルダおよび刃先交換式切削工具 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2018149656A (ja) |
Cited By (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2021030385A (ja) * | 2019-08-27 | 2021-03-01 | 三菱マテリアル株式会社 | 刃先交換式クーラント孔付きエンドミルのエンドミル本体および刃先交換式クーラント孔付きエンドミル |
| EP3785835A1 (en) * | 2019-08-30 | 2021-03-03 | Kennametal Inc. | Lightweight cutting tool |
| CN112620672A (zh) * | 2019-10-08 | 2021-04-09 | 肯纳金属公司 | 切削工具 |
| US11504784B2 (en) | 2020-12-09 | 2022-11-22 | Kennametal Inc. | Cutting tool with interconnected arms for increased stiffness to weight ratio |
| US11571759B2 (en) | 2020-12-09 | 2023-02-07 | Kennametal Inc. | Cutting tool with directed fluid flow to facilitate chip evacuation |
| WO2023030946A1 (de) * | 2021-09-01 | 2023-03-09 | Gühring KG | Spanabhebendes werkzeug mit kühlschmiermittelversorgungseinrichtung |
| JP2023530585A (ja) * | 2020-06-30 | 2023-07-19 | イスカル リミテッド | 回路状冷却剤通路を有する刃先交換式突切りブレード |
| JP7343076B1 (ja) * | 2022-11-02 | 2023-09-12 | 住友電気工業株式会社 | 切削工具 |
| EP4249155A1 (en) * | 2022-03-23 | 2023-09-27 | Kennametal Inc. | Lightweight rotary cutting tool |
| CN117340247A (zh) * | 2023-09-01 | 2024-01-05 | 中石化江钻石油机械有限公司 | 一种胎体pdc钻头内部弯曲流道的成型方法 |
| US11883894B2 (en) | 2021-07-13 | 2024-01-30 | Kennametal Inc. | Composite cutting tool |
| US11969837B2 (en) | 2017-09-22 | 2024-04-30 | Kennametal Inc. | Cutting tool and method for manufacturing a cutting tool |
-
2017
- 2017-03-14 JP JP2017048621A patent/JP2018149656A/ja active Pending
Cited By (19)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US11969837B2 (en) | 2017-09-22 | 2024-04-30 | Kennametal Inc. | Cutting tool and method for manufacturing a cutting tool |
| JP2021030385A (ja) * | 2019-08-27 | 2021-03-01 | 三菱マテリアル株式会社 | 刃先交換式クーラント孔付きエンドミルのエンドミル本体および刃先交換式クーラント孔付きエンドミル |
| JP7463674B2 (ja) | 2019-08-27 | 2024-04-09 | 三菱マテリアル株式会社 | 刃先交換式クーラント孔付きエンドミルのエンドミル本体および刃先交換式クーラント孔付きエンドミル |
| USRE50607E1 (en) | 2019-08-30 | 2025-09-30 | Kennametal Inc. | Lightweight cutting tool |
| EP3785835A1 (en) * | 2019-08-30 | 2021-03-03 | Kennametal Inc. | Lightweight cutting tool |
| CN112439948A (zh) * | 2019-08-30 | 2021-03-05 | 肯纳金属公司 | 轻型切削工具 |
| CN112439948B (zh) * | 2019-08-30 | 2024-03-01 | 肯纳金属公司 | 轻型切削工具 |
| CN112620672A (zh) * | 2019-10-08 | 2021-04-09 | 肯纳金属公司 | 切削工具 |
| JP7731910B2 (ja) | 2020-06-30 | 2025-09-01 | イスカル リミテッド | 回路状冷却剤通路を有する刃先交換式突切りブレード |
| JP2023530585A (ja) * | 2020-06-30 | 2023-07-19 | イスカル リミテッド | 回路状冷却剤通路を有する刃先交換式突切りブレード |
| US11571759B2 (en) | 2020-12-09 | 2023-02-07 | Kennametal Inc. | Cutting tool with directed fluid flow to facilitate chip evacuation |
| US11504784B2 (en) | 2020-12-09 | 2022-11-22 | Kennametal Inc. | Cutting tool with interconnected arms for increased stiffness to weight ratio |
| US11883894B2 (en) | 2021-07-13 | 2024-01-30 | Kennametal Inc. | Composite cutting tool |
| WO2023030946A1 (de) * | 2021-09-01 | 2023-03-09 | Gühring KG | Spanabhebendes werkzeug mit kühlschmiermittelversorgungseinrichtung |
| US11911835B2 (en) | 2022-03-23 | 2024-02-27 | Kennametal Inc. | Lightweight rotary cutting tool |
| EP4249155A1 (en) * | 2022-03-23 | 2023-09-27 | Kennametal Inc. | Lightweight rotary cutting tool |
| WO2024095399A1 (ja) * | 2022-11-02 | 2024-05-10 | 住友電気工業株式会社 | 切削工具 |
| JP7343076B1 (ja) * | 2022-11-02 | 2023-09-12 | 住友電気工業株式会社 | 切削工具 |
| CN117340247A (zh) * | 2023-09-01 | 2024-01-05 | 中石化江钻石油机械有限公司 | 一种胎体pdc钻头内部弯曲流道的成型方法 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2018149656A (ja) | 刃先交換式切削工具用ホルダおよび刃先交換式切削工具 | |
| JP2018149655A (ja) | 刃先交換式切削工具用ホルダおよび刃先交換式切削工具 | |
| JP7053568B2 (ja) | 一体形成されたクーラント偏向部および工具本体を備えたクーラントチャンバを有する切削工具 | |
| JP5951113B2 (ja) | 切削液供給穴付3枚刃ドリル | |
| CN102649180B (zh) | 圆头铣刀 | |
| JP5491505B2 (ja) | フライスおよびそのための切削チップ | |
| JP6025569B2 (ja) | 正面フライスおよびその使用 | |
| JP2012250343A (ja) | 被覆された切削先端と冷却剤穴とを有する改良された回転切削工具及び製作方法 | |
| JP2010528887A (ja) | 調整可能な刃先交換式ドリル | |
| WO2012157063A1 (ja) | 深穴切削用ドリルヘッド | |
| US12515264B2 (en) | Milling tool with coolant distributing holes | |
| US20200206825A1 (en) | Turning tool and method for metal cutting | |
| CN110730699A (zh) | 带有冷却剂偏转结构的切削刀具 | |
| WO2021200400A1 (ja) | 刃先交換式切削工具および工具本体 | |
| JP7205655B1 (ja) | ドリル本体およびドリル本体の製造方法 | |
| US20220080516A1 (en) | Rotary tool and method for manufacturing machined product | |
| JP7057550B1 (ja) | 切削工具 | |
| JP2012206205A (ja) | ドリルホルダ及び刃先交換式ドリル | |
| JP2023180363A (ja) | ドリル本体およびドリル本体の製造方法 | |
| JP2012206216A (ja) | ドリルホルダ及び刃先交換式ドリル | |
| JP5428997B2 (ja) | 刃先交換式転削工具 | |
| JP7569026B1 (ja) | 穴加工用の切削工具とその工具ボディ | |
| JP2009066682A (ja) | 切削工具およびそれを用いた切削方法 | |
| JP2024057229A (ja) | クーラントスルー切削工具 | |
| JP7449503B1 (ja) | 穴あけ工具とそのボディ |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| RD03 | Notification of appointment of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7423 Effective date: 20181012 |