JP2018176576A - 樹脂成形体及びその製造方法 - Google Patents
樹脂成形体及びその製造方法 Download PDFInfo
- Publication number
- JP2018176576A JP2018176576A JP2017080755A JP2017080755A JP2018176576A JP 2018176576 A JP2018176576 A JP 2018176576A JP 2017080755 A JP2017080755 A JP 2017080755A JP 2017080755 A JP2017080755 A JP 2017080755A JP 2018176576 A JP2018176576 A JP 2018176576A
- Authority
- JP
- Japan
- Prior art keywords
- resin
- base material
- plate
- resin molded
- extending portion
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images




Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/14—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor incorporating preformed parts or layers, e.g. injection moulding around inserts or for coating articles
- B29C45/14336—Coating a portion of the article, e.g. the edge of the article
- B29C45/14409—Coating profiles or strips by injecting end or corner or intermediate parts
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/14—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor incorporating preformed parts or layers, e.g. injection moulding around inserts or for coating articles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/14—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor incorporating preformed parts or layers, e.g. injection moulding around inserts or for coating articles
- B29C45/14778—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor incorporating preformed parts or layers, e.g. injection moulding around inserts or for coating articles the article consisting of a material with particular properties, e.g. porous, brittle
- B29C45/14786—Fibrous material or fibre containing material, e.g. fibre mats or fibre reinforced material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/14—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor incorporating preformed parts or layers, e.g. injection moulding around inserts or for coating articles
- B29C45/14631—Coating reinforcements
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B60—VEHICLES IN GENERAL
- B60R—VEHICLES, VEHICLE FITTINGS, OR VEHICLE PARTS, NOT OTHERWISE PROVIDED FOR
- B60R13/00—Elements for body-finishing, identifying, or decorating; Arrangements or adaptations for advertising purposes
- B60R13/02—Internal Trim mouldings ; Internal Ledges; Wall liners for passenger compartments; Roof liners
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C43/00—Compression moulding, i.e. applying external pressure to flow the moulding material; Apparatus therefor
- B29C43/02—Compression moulding, i.e. applying external pressure to flow the moulding material; Apparatus therefor of articles of definite length, i.e. discrete articles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2101/00—Use of unspecified macromolecular compounds as moulding material
- B29K2101/12—Thermoplastic materials
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2201/00—Use of cellulose, modified cellulose or cellulose derivatives, e.g. viscose, as reinforcement
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2311/00—Use of natural products or their composites, not provided for in groups B29K2201/00 - B29K2309/00, as reinforcement
- B29K2311/10—Natural fibres, e.g. wool or cotton
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29L—INDEXING SCHEME ASSOCIATED WITH SUBCLASS B29C, RELATING TO PARTICULAR ARTICLES
- B29L2031/00—Other particular articles
- B29L2031/30—Vehicles, e.g. ships or aircraft, or body parts thereof
- B29L2031/3005—Body finishings
- B29L2031/3041—Trim panels
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B60—VEHICLES IN GENERAL
- B60R—VEHICLES, VEHICLE FITTINGS, OR VEHICLE PARTS, NOT OTHERWISE PROVIDED FOR
- B60R13/00—Elements for body-finishing, identifying, or decorating; Arrangements or adaptations for advertising purposes
- B60R13/02—Internal Trim mouldings ; Internal Ledges; Wall liners for passenger compartments; Roof liners
- B60R13/0212—Roof or head liners
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B60—VEHICLES IN GENERAL
- B60R—VEHICLES, VEHICLE FITTINGS, OR VEHICLE PARTS, NOT OTHERWISE PROVIDED FOR
- B60R13/00—Elements for body-finishing, identifying, or decorating; Arrangements or adaptations for advertising purposes
- B60R13/02—Internal Trim mouldings ; Internal Ledges; Wall liners for passenger compartments; Roof liners
- B60R13/0237—Side or rear panels
- B60R13/0243—Doors
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/24—Structurally defined web or sheet [e.g., overall dimension, etc.]
- Y10T428/24628—Nonplanar uniform thickness material
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Manufacturing & Machinery (AREA)
- Injection Moulding Of Plastics Or The Like (AREA)
- Vehicle Interior And Exterior Ornaments, Soundproofing, And Insulation (AREA)
- Moulds For Moulding Plastics Or The Like (AREA)
Abstract
Description
1.補強繊維及び前記補強繊維同士を結着している第1熱可塑性樹脂を含有する板状の基材と、
射出成形部材からなり、前記基材の端面から、前記基材の板面方向へと延設された延設部と、を備えることを特徴とする樹脂成形体。
2.前記補強繊維は植物繊維である前記1.に記載の樹脂成形体。
3.前記基材と前記延設部との接続部の一面及び他面のうちの少なくとも前記一面の側において、前記基材と前記延設部とが面一に接続されている前記1.又は2.に記載の樹脂成形体。
4.前記延設部は、前記延設部から更に延設された板状部を備え、
前記板状部は、本樹脂成形体の外縁部を構成するとともに、前記他面の側へ向かって内巻き形状をなしている前記3.に記載の樹脂成形体。
5.前記基材から前記板状体へと前記他面の側に配置されるとともに、前記基材の前記板面方向に対して略垂直に立設されたリブを備え、
前記リブは、前記射出成形部材の一部である前記4.に記載の樹脂成形体。
6.前記第1熱可塑性樹脂と、前記射出成形部材に含有される第2熱可塑性樹脂と、が同種の熱可塑性樹脂である前記1.乃至5.のうちのいずれか1項に記載の樹脂成形体。
7.前記1.乃至6.のうちのいずれか1項に記載の樹脂成形体の製造方法であって、
前記基材の賦形をする賦形工程と、
前記延設部を射出成形により形成する延設部形成工程と、を備えることを特徴とする樹脂成形体の製造方法。
また、補強繊維が植物繊維である場合は、二酸化炭素排出量削減及び二酸化炭素の固定化等の環境浄化の観点で好ましい。特に、ケナフ等の成長が早く且つ二酸化炭素吸収量が多い植物資源は、樹脂との複合材料からなる樹脂成形体として有用である。
更に、基材と延設部との接続部の一面及び他面のうちの少なくとも一面の側において、基材と延設部とが面一に接続されている場合は、車両用内装材、建築物用内装材等として用いるときに、面一とされた一面側を意匠面とすることで、優れた外観を有する製品とすることができる。
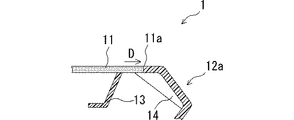
また、延設部から更に延設された板状部を備え、板状部が、本樹脂成形体の外縁部を構成するとともに、他面の側へ向かって内巻き形状をなしている場合は、樹脂成形体が、例えば、車両用のドアトリム、ルーフトリム等の内装材であるときに、内巻き形状をなす外縁部を意匠アンダー形状部とすることができる。
更に、基材から板状体へと他面の側に配置されるとともに、基材の板面方向に対して略垂直に立設されたリブを備え、リブが、射出成形部材の一部である場合は、樹脂成形体が、例えば、車両用ドアトリム、ルーフトリム等の内装材であるときに、特に外縁部の強度を向上させることができ、所定形状を保持することができるとともに、他の物品が接触したときなどに外縁部における変形等を抑えることができる。
また、第1熱可塑性樹脂と、射出成形部材に含有される第2熱可塑性樹脂と、が同種の熱可塑性樹脂である場合は、基材と延設部とが強固に接合された樹脂成形体とすることができる。
本発明の樹脂成形体の製造方法は、プレス成形等により所定の平面形状に賦形された基材を形成し、同時に、射出成形により延設部を形成することで、簡易な工程により、所定の形状、寸法の樹脂成形体を容易に製造することができる。
ここで示される事項は例示的なもの及び本発明の実施形態を例示的に説明するためのものであり、本発明の原理と概念的な特徴とを最も有効に且つ難なく理解できる説明であると思われるものを提供する目的で述べたものである。この点で、本発明の根本的な理解のために必要である程度以上に本発明の構造的な詳細を示すことを意図してはおらず、図面と合わせた説明によって本発明の幾つかの形態が実際にどのように具現化されるかを当業者に明らかにするものである。
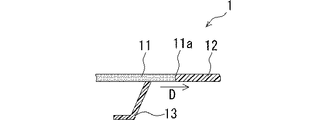
本発明の樹脂成形体1は、補強繊維及び補強繊維同士を結着している第1熱可塑性樹脂を含有する板状の基材11と、射出成形部材からなり、基材の端面11aから、基材1の板面方向Dへと延設された延設部12と、を備える(図2参照)。このように、射出成形により形成される延設部12は、少なくとも基材11の周縁部においては同一の平面方向(板面方向D)へと延設される。
本発明の樹脂成形体の製造方法は、基材11の賦形をする賦形工程と、延設部12を射出成形により形成する延設部形成工程と、を備える。賦形工程は、基材11を板状であり、所定の平面形状を有する成形体に賦形する工程であり、延設部形成工程は、賦形された基材11の端面11aに向けて樹脂を射出し、端面11aに、基材11の板面方向へと延設部12を延設する工程である。
Claims (7)
- 補強繊維及び前記補強繊維同士を結着している第1熱可塑性樹脂を含有する板状の基材と、
射出成形部材からなり、前記基材の端面から、前記基材の板面方向へと延設された延設部と、を備えることを特徴とする樹脂成形体。 - 前記補強繊維は植物繊維である請求項1に記載の樹脂成形体。
- 前記基材と前記延設部との接続部の一面及び他面のうちの少なくとも前記一面の側において、前記基材と前記延設部とが面一に接続されている請求項1又は2に記載の樹脂成形体。
- 前記延設部は、前記延設部から更に延設された板状部を備え、
前記板状部は、本樹脂成形体の外縁部を構成するとともに、前記他面の側へ向かって内巻き形状をなしている請求項3に記載の樹脂成形体。 - 前記基材から前記板状部へと前記他面の側に配置されるとともに、前記基材の前記板面方向に対して略垂直に立設されたリブを備え、
前記リブは、前記射出成形部材の一部である請求項4に記載の樹脂成形体。 - 前記第1熱可塑性樹脂と、前記射出成形部材に含有される第2熱可塑性樹脂と、が同種の熱可塑性樹脂である請求項1乃至5のうちのいずれか1項に記載の樹脂成形体。
- 請求項1乃至6のうちのいずれか1項に記載の樹脂成形体の製造方法であって、
前記基材の賦形をする賦形工程と、
前記延設部を射出成形により形成する延設部形成工程と、を備えることを特徴とする樹脂成形体の製造方法。
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2017080755A JP6859822B2 (ja) | 2017-04-14 | 2017-04-14 | 樹脂成形体及びその製造方法 |
| US15/949,803 US11220029B2 (en) | 2017-04-14 | 2018-04-10 | Resin molding and method for producing the same |
| DE102018108674.1A DE102018108674B4 (de) | 2017-04-14 | 2018-04-12 | Harzformteil und Verfahren zum Herstellen desselben |
| CN201810330812.0A CN108724602B (zh) | 2017-04-14 | 2018-04-13 | 树脂成形体及其制造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2017080755A JP6859822B2 (ja) | 2017-04-14 | 2017-04-14 | 樹脂成形体及びその製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2018176576A true JP2018176576A (ja) | 2018-11-15 |
| JP6859822B2 JP6859822B2 (ja) | 2021-04-14 |
Family
ID=63679230
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2017080755A Active JP6859822B2 (ja) | 2017-04-14 | 2017-04-14 | 樹脂成形体及びその製造方法 |
Country Status (4)
| Country | Link |
|---|---|
| US (1) | US11220029B2 (ja) |
| JP (1) | JP6859822B2 (ja) |
| CN (1) | CN108724602B (ja) |
| DE (1) | DE102018108674B4 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2021115822A (ja) * | 2020-01-29 | 2021-08-10 | トヨタ紡織株式会社 | 成形構造体 |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US10654202B2 (en) * | 2017-04-14 | 2020-05-19 | Toyota Boshoku Kabushiki Kaisha | Resin molding and method for producing the same |
| US11255052B1 (en) * | 2020-09-30 | 2022-02-22 | United Arab Emirates University | Thermal insulating material made from date palm surface fibers |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2000108205A (ja) * | 1998-10-06 | 2000-04-18 | Polyplastics Co | プラスチック複合成形品及びその製造方法 |
| JP2002283386A (ja) * | 2001-03-28 | 2002-10-03 | Sumitomo Chem Co Ltd | 複合成形体の製造方法 |
| JP2004314721A (ja) * | 2003-04-14 | 2004-11-11 | Kasai Kogyo Co Ltd | 自動車用内装部品及びその製造方法 |
| JP2007030380A (ja) * | 2005-07-27 | 2007-02-08 | Toyoda Gosei Co Ltd | 表皮型内成形方法及び表皮一体成形品の製造方法 |
| JP2013075447A (ja) * | 2011-09-30 | 2013-04-25 | Toray Ind Inc | 複合積層板および複合積層板を用いた一体成形品ならびにそれらの製造方法 |
| JP2013091287A (ja) * | 2011-10-27 | 2013-05-16 | Toyota Boshoku Corp | 成形構造体及び成形構造体の製造方法 |
| JP2015085613A (ja) * | 2013-10-31 | 2015-05-07 | 東レ株式会社 | 一体化成形体及びその製造方法 |
Family Cites Families (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS62234909A (ja) | 1986-04-04 | 1987-10-15 | Toyoda Gosei Co Ltd | モ−ルデイングの端末加工方法 |
| JP2001198955A (ja) | 2000-01-18 | 2001-07-24 | Denso Corp | 通風路切替用ドアの製造方法 |
| DE10257754B4 (de) | 2002-12-10 | 2011-08-11 | Reum GmbH & Co. Betriebs KG, 74736 | Luftausströmvorrichtung und Verfahren zu deren Herstellung |
| US20070224382A1 (en) * | 2005-12-14 | 2007-09-27 | Lear Corporation | Two-shot molded doors without parting lines |
| DE202007001776U1 (de) | 2007-02-02 | 2008-06-12 | Novem Car Interior Design Gmbh | Spritzgießwerkzeug zum Spritzgießen eines Auskleidungsteils für Motorfahrzeuge |
| US8173238B2 (en) | 2007-09-11 | 2012-05-08 | Toray Industries, Inc. | Composite shaped article and process for manufacturing the same |
| WO2011086959A1 (ja) | 2010-01-13 | 2011-07-21 | 東レ株式会社 | 射出成形品およびその製造方法 |
| US9278655B2 (en) * | 2011-08-08 | 2016-03-08 | Faurecia Interior Systems, Inc. | Foldable substrates for motor vehicles and methods for making the same |
| US9364979B2 (en) * | 2011-10-27 | 2016-06-14 | Toyota Boshoku Kabushiki Kaisha | Molded structure body and method of producing the same |
| JP5819896B2 (ja) | 2013-09-06 | 2015-11-24 | 株式会社日本製鋼所 | 繊維強化部材の製造方法 |
-
2017
- 2017-04-14 JP JP2017080755A patent/JP6859822B2/ja active Active
-
2018
- 2018-04-10 US US15/949,803 patent/US11220029B2/en active Active
- 2018-04-12 DE DE102018108674.1A patent/DE102018108674B4/de active Active
- 2018-04-13 CN CN201810330812.0A patent/CN108724602B/zh active Active
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2000108205A (ja) * | 1998-10-06 | 2000-04-18 | Polyplastics Co | プラスチック複合成形品及びその製造方法 |
| JP2002283386A (ja) * | 2001-03-28 | 2002-10-03 | Sumitomo Chem Co Ltd | 複合成形体の製造方法 |
| JP2004314721A (ja) * | 2003-04-14 | 2004-11-11 | Kasai Kogyo Co Ltd | 自動車用内装部品及びその製造方法 |
| JP2007030380A (ja) * | 2005-07-27 | 2007-02-08 | Toyoda Gosei Co Ltd | 表皮型内成形方法及び表皮一体成形品の製造方法 |
| JP2013075447A (ja) * | 2011-09-30 | 2013-04-25 | Toray Ind Inc | 複合積層板および複合積層板を用いた一体成形品ならびにそれらの製造方法 |
| JP2013091287A (ja) * | 2011-10-27 | 2013-05-16 | Toyota Boshoku Corp | 成形構造体及び成形構造体の製造方法 |
| JP2015085613A (ja) * | 2013-10-31 | 2015-05-07 | 東レ株式会社 | 一体化成形体及びその製造方法 |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2021115822A (ja) * | 2020-01-29 | 2021-08-10 | トヨタ紡織株式会社 | 成形構造体 |
| JP7415599B2 (ja) | 2020-01-29 | 2024-01-17 | トヨタ紡織株式会社 | 成形構造体 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN108724602A (zh) | 2018-11-02 |
| US11220029B2 (en) | 2022-01-11 |
| JP6859822B2 (ja) | 2021-04-14 |
| US20180297251A1 (en) | 2018-10-18 |
| CN108724602B (zh) | 2020-06-30 |
| DE102018108674B4 (de) | 2023-03-30 |
| DE102018108674A1 (de) | 2018-10-18 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US20150064395A1 (en) | Formed Articles Comprising Carbon And Natural Fibers, Methods Of Manufacture And Use Thereof | |
| CN105873740B (zh) | 结构成型件、机动车装配元件和用于制造结构成型件的方法 | |
| US20100032870A1 (en) | Method for the production of fiber-reinforced polypropylene molded parts containing pores | |
| KR20150034672A (ko) | 보강 리브를 구비하는 프레스 성형품 및 그 제조 방법 | |
| US10160166B2 (en) | Production method for fiber-reinforced component | |
| US20090194902A1 (en) | Bumper Back Beam For Vehicle and Molding Method Thereof | |
| JP2015178241A (ja) | 繊維強化樹脂材の製造方法 | |
| JP2018176576A (ja) | 樹脂成形体及びその製造方法 | |
| JP2018176746A (ja) | 樹脂成形体及びその製造方法 | |
| JP2938528B2 (ja) | バンパービームおよびその製造法 | |
| JP3242399B2 (ja) | バンパービームおよびその製造法 | |
| JP2018176745A (ja) | 樹脂成形体及びその製造方法 | |
| US11299214B2 (en) | Closed structural component and process for preparing the same | |
| KR102338065B1 (ko) | 기능화된 3차원 성형체의 제조 방법 | |
| JP2006001021A (ja) | 外観部品とその製造方法 | |
| JP2019084736A (ja) | 樹脂成形体及びその製造方法 | |
| KR102212230B1 (ko) | 열가소성 복합소재 트렁크 및 이의 제조방법 | |
| JP5211819B2 (ja) | 植物性繊維成形体の製造方法 | |
| JP2021020377A (ja) | 車両内装用樹脂成形体及びその製造方法 | |
| KR100569201B1 (ko) | 복합섬유매트 및 자동차 부품을 제조하는 방법 | |
| KR100482443B1 (ko) | 열가소성 수지 조성물의 제조 방법 | |
| KR20040013412A (ko) | 경량화된 다층구조의 자동차용 선쉬이드 보드 | |
| US20120235324A1 (en) | Vehicle flooring system | |
| JP2021123077A (ja) | 成形体及びその製造方法 | |
| CN120552293A (zh) | 一种应用pet纤维制备汽车内饰零部件、制备方法及其应用 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20191014 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20201012 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20201020 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20201217 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20210224 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20210309 |
|
| R151 | Written notification of patent or utility model registration |
Ref document number: 6859822 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R151 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |