JP2018197370A - 溶射膜の成膜方法 - Google Patents
溶射膜の成膜方法 Download PDFInfo
- Publication number
- JP2018197370A JP2018197370A JP2017101853A JP2017101853A JP2018197370A JP 2018197370 A JP2018197370 A JP 2018197370A JP 2017101853 A JP2017101853 A JP 2017101853A JP 2017101853 A JP2017101853 A JP 2017101853A JP 2018197370 A JP2018197370 A JP 2018197370A
- Authority
- JP
- Japan
- Prior art keywords
- film
- sprayed
- thermal spray
- powder
- region
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images

















Landscapes
- Coating By Spraying Or Casting (AREA)
- Cylinder Crankcases Of Internal Combustion Engines (AREA)
Abstract
【課題】マスキングによって形成する溶射膜の特定の端部に損傷が発生するのを抑える方法を提供する。【解決手段】溶射装置30は、溶射ガン32と、粉末ノズル34と、2つのエアノズル36と、を備えている。溶射ガン32は、底面12に向けてプラズマフレーム38を噴射するものである。粉末ノズル34は、プラズマフレーム38に溶射粉末を導入するものである。エアノズル36は、溶射領域40の外側に向けて流体(エアまたは不活性ガス)を噴射するものである。溶射ガン32の駆動中にエアノズル36からの噴射を行うと、流体により形成される障壁によって、溶射領域40の外側に半溶融状態の溶射粉末が拡散するのを抑えることが可能となる。【選択図】図3
Description
この発明は溶射膜の成膜方法に関し、詳細には、エンジンのシリンダヘッドの底面への溶射膜の成膜方法に関する。
エンジンの燃焼室は一般に、シリンダヘッドとシリンダブロックを合わせたときに、当該シリンダブロックのボア面と、当該ボア面に収容されるピストンの頂面と、当該シリンダヘッドの底面と、によって囲まれる空間として定義される。このような燃焼室の構成面、即ち、シリンダブロックのボア面、ピストンの頂面やシリンダヘッドの底面には、エンジンでの冷却損失の低減や、燃焼に伴い発生する熱からの保護を目的として、遮熱膜が成膜されることがある。
特許文献1には、燃焼室構成面に遮熱膜としての溶射膜が成膜されたシリンダヘッドが開示されている。シリンダヘッドには吸気バルブ孔、排気バルブ孔といったバルブ孔が形成されている。溶射膜は、燃焼室構成面のうちの、バルブ孔の開口を除いた領域に成膜されている。
ところで、特許文献1では言及されていないが、燃焼室構成面に溶射膜が成膜されたシリンダヘッドを得るためには、当該燃焼室構成面のうちの非成膜領域や、当該燃焼室構成面よりも外側の領域をマスキングする必要がある。このようなマスキングは、溶射やコールドスプレーに代表される膜材料粒子の噴き付けによる成膜方法において有効であり、広く一般的に行われている。
しかし、マスキングによって成膜される溶射膜は、特定の端部において損傷(割れ、欠け、剥がれ)が発生し易い。特定の端部は、バルブ孔の開口の外縁と、燃焼室構成面の外縁との間に位置する凸状の湾曲部である。凸状湾曲部に損傷が発生した場合には、エンジンの稼働中に損傷箇所から膜構成粒子が脱落し、シリンダボア内へ噛み込むことでスカッフ、異常摩耗等が生じることが予測される。故に、このような問題の発生を抑制するための改良を行う必要がある。
本発明は、上述した課題に鑑みてなされたものであり、その目的は、マスキングによって形成する溶射膜の特定の端部に損傷が発生するのを抑える方法を提供することにある。
本発明は、上記の目的を達成するための溶射膜の成膜方法であり、3つの工程を備えている。
第1の工程は、シリンダヘッドを準備する工程である。シリンダヘッドは、シリンダブロック合わせ面と、エンジンの燃焼室構成面とを同一面に有する。燃焼室構成面には、吸気バルブ孔および排気バルブ孔に相当する少なくとも2つのバルブ孔が開口する。
第2の工程は、板状のマスキング治具をシリンダヘッドに取り付ける工程である。マスキング治具は、燃焼室構成面のうちの非成膜領域と、シリンダブロック合わせ面とをマスクするものである。
第3の工程は、溶射膜を成膜する工程である。第3の工程は、マスキング治具の取り付け後に行われる。第3の工程では、プラズマフレームによって溶融させた溶射粉末が、燃焼室構成面に鉛直方向から噴き付けられる。
第3の工程においては、噴射方向が鉛直方向に対して傾斜する流体が噴射される。流体は、少なくともプラズマフレームの移動方向に直交する左右2箇所から、プラズマフレームによって燃焼室構成面に形成される溶射領域よりも外側の領域に向けて噴射される。
第1の工程は、シリンダヘッドを準備する工程である。シリンダヘッドは、シリンダブロック合わせ面と、エンジンの燃焼室構成面とを同一面に有する。燃焼室構成面には、吸気バルブ孔および排気バルブ孔に相当する少なくとも2つのバルブ孔が開口する。
第2の工程は、板状のマスキング治具をシリンダヘッドに取り付ける工程である。マスキング治具は、燃焼室構成面のうちの非成膜領域と、シリンダブロック合わせ面とをマスクするものである。
第3の工程は、溶射膜を成膜する工程である。第3の工程は、マスキング治具の取り付け後に行われる。第3の工程では、プラズマフレームによって溶融させた溶射粉末が、燃焼室構成面に鉛直方向から噴き付けられる。
第3の工程においては、噴射方向が鉛直方向に対して傾斜する流体が噴射される。流体は、少なくともプラズマフレームの移動方向に直交する左右2箇所から、プラズマフレームによって燃焼室構成面に形成される溶射領域よりも外側の領域に向けて噴射される。
本発明によれば、溶射膜の成膜工程において噴射される流体によって障壁が形成される。この障壁によれば、プラズマフレームによって溶融させた溶射粉末の、溶射領域外への拡散を抑えることが可能となる。従って、溶射膜の特定の端部に損傷が発生するのを抑えることが可能となる。
以下、図面に基づいて本発明の実施の形態について説明する。尚、各図において共通する要素には、同一の符号を付して重複する説明を省略する。また、以下の実施の形態によりこの発明が限定されるものではない。
[成膜方法の概要]
先ず、図1乃至図3を参照しながら、本発明の実施の形態に係る成膜方法の概要を説明する。図1は、本発明の実施の形態に係る成膜方法の流れを説明する図である。図1には、本実施の形態に係る成膜方法が適用されるシリンダヘッドの一例として、直列4気筒型のディーゼルエンジンのシリンダヘッド10が描かれている。シリンダヘッド10の底面12には、吸気バルブ(図示しない)によって開閉される吸気バルブ孔14と、排気バルブ(図示しない)によって開閉される排気バルブ孔16と、が1気筒当たり2つずつ形成されている。各気筒において、吸気バルブ孔14と排気バルブ孔16によって囲まれた中心部には、インジェクタ(図示しない)が挿入されるインジェクタ孔18が形成されている。また、各気筒において、吸気バルブ孔14の中間には、グロープラグ(図示しない)が挿入されるグロープラグ孔20が形成されている。
先ず、図1乃至図3を参照しながら、本発明の実施の形態に係る成膜方法の概要を説明する。図1は、本発明の実施の形態に係る成膜方法の流れを説明する図である。図1には、本実施の形態に係る成膜方法が適用されるシリンダヘッドの一例として、直列4気筒型のディーゼルエンジンのシリンダヘッド10が描かれている。シリンダヘッド10の底面12には、吸気バルブ(図示しない)によって開閉される吸気バルブ孔14と、排気バルブ(図示しない)によって開閉される排気バルブ孔16と、が1気筒当たり2つずつ形成されている。各気筒において、吸気バルブ孔14と排気バルブ孔16によって囲まれた中心部には、インジェクタ(図示しない)が挿入されるインジェクタ孔18が形成されている。また、各気筒において、吸気バルブ孔14の中間には、グロープラグ(図示しない)が挿入されるグロープラグ孔20が形成されている。
本実施の形態に係る成膜方法は、シリンダヘッド10にマスキング治具22を取り付け、溶射ガンからの膜材料粒子を底面12に噴き付ける方法(溶射法)を採用する(図1の中段参照)。マスキング治具22は、底面12における成膜領域を露出させる開口部24を備えている。底面12における成膜領域は、燃焼室構成面に相当する領域である。底面12における非成膜領域は、上述した各種孔の開口に相当する領域、および、燃焼室構成面よりも外側の領域である。吸気バルブ孔14、排気バルブ孔16およびグロープラグ孔20の開口が、マスキング治具22によってマスキングされる。インジェクタ孔18の開口は、マスキング治具22とは別のマスキング治具(図示しない)によってマスキングされる。
溶射ガンの移動軌跡は、図1の中段に「溶射ガンの噴射パターン」として示されている。この噴射パターンを具体的に説明すると次のとおりである。即ち、溶射ガンは、底面12の長辺方向に沿って移動する。底面12よりも外側において、溶射ガンは、底面12の短辺方向に僅かに移動して折り返し、底面12の長辺方向に沿って再び移動する。底面12における成膜領域への膜材料粒子(以下、「溶射粉末」ともいう。)の噴き付けが完了したら、溶射ガンの移動を終了する。
溶射ガンからの溶射粉末の多くは、プラズマフレーム38によって溶融状態となる。溶融状態の溶射粉末は、マスキング治具22の表面に噴き付けられ、または、開口部24を通過して底面12に噴き付けられる。底面12に噴き付けられた溶融状態の溶射粉末は、底面12に噴き付けられることで扁平し、隣接する溶融状態の溶射粉末と結合しながら堆積していく。
本実施の形態に係る成膜方法では、溶射ガンの移動の終了後、マスキング治具22を取り外す。そして、溶射粉末の堆積物の温度が十分に低下したら、その表面を研磨加工する。研磨加工後の溶射粉末の堆積物が、溶射膜26(図1の下段参照)となる。なお、底面12において溶射膜26よりも外側の非成膜領域が、シリンダブロック(図示しない)との合わせ面を構成する。
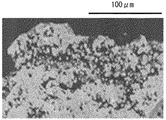
図2は、図1に示した溶射膜26の一例を示した断面写真である。図2に示すように、溶射膜26は、中間層(Ni−50Cr+35wt%ベントナイト)と、断熱層(ZrO2−33wt%SiO2)と、を備えている。中間層の厚さは50μmであり、断熱層の厚さは100μmである。このような2層構造の溶射膜26は、中間層用と断熱層用のプラズマ溶射を2段階で行うことにより形成できる。
図3は、本発明の実施の形態に係る成膜方法で使用する溶射装置の一例を説明する図である。図3に示す溶射装置30は、溶射ガン32と、粉末ノズル34と、2つのエアノズル36と、を備えている。溶射ガン32は、底面12に向けてプラズマフレーム38を噴射するものである。粉末ノズル34は、プラズマフレーム38に溶射粉末を導入するものである。エアノズル36は、溶射領域40の外側に向けて流体(エアまたは不活性ガスをいう。以下同じ。)を噴射するものである。エアノズル36は、溶射ガン32の両側に位置している。溶射ガン32の稼働中、エアノズル36は、図1に示した底面12の短辺方向の2箇所(つまり、溶射ガン32の移動方向に直交する左右2箇所)から、流体を噴射する。
溶射領域40は、底面12に到達するプラズマフレーム38によって形成される領域である。溶射領域40の位置は、溶射ガン32の移動に伴って移り変わる。溶射領域40の内側に噴き付けられる溶射粉末は、基本的に溶融状態にある。但し、溶射領域40の内側であっても、溶射領域40の境界に近い部分には、半溶融状態の溶射粉末が存在することがある。
溶射ガン32の噴射方向は、鉛直方向に略一致する。これに対し、エアノズル36の噴射方向は、鉛直方向に対して傾斜している。エアノズル36からの噴射角は、鉛直方向に対して30〜60度傾斜していることが望ましい。このような条件でエアノズル36からの噴射を行うと、流体により形成される障壁によって、溶射領域40の外側に半溶融状態の溶射粉末が拡散するのを抑えることが可能となる。
また、エアノズル36からの噴射流速は、約20〜40m/sであることが望ましい。また、エアノズル36の噴孔の形状は、スリット状(サイズは幅1mm×長さ100mm程度)であることが望ましい。また、エアノズル36から噴射される流体の噴射位置は、溶射領域40よりも5〜10mm程度外側であることが望ましい。このような条件でエアノズル36からの噴射を行うと、流体による障壁の効果が向上する。そのため、上述した堆積物の研磨加工の際に、その特定の端部において損傷が発生するのを抑えることができる(詳細は後述)。なお、堆積物の特定の端部とは、図1に示した吸気バルブ孔14(または排気バルブ孔16)の開口の外縁と、燃焼室構成面の外縁との間に位置する凸状の湾曲部を指す。
[成膜方法による効果の詳細な説明]
次に、図4乃至図14を参照しながら、本実施の形態に係る成膜方法の効果を詳細に説明する。先ずは図4乃至図10を参照しながら、従来の成膜方法の問題点を説明する。図4は、従来の成膜方法によって得られる溶射膜の膜厚プロファイルを説明する図である。従来の成膜方法は、図3で説明したエアノズル36を除いた溶射装置を使用する点においてのみ本実施の形態に係る成膜方法と異なる。図4に示す膜厚プロファイルは、図5に示す研磨加工前の溶射膜(つまり、上述した堆積物)を点A,Bを通る線分で切断したときの膜厚を表している。図4から分かるように、点A,B付近の凸状湾曲部には突起が確認される。点B付近の凸状湾曲部の突起は目立つものではないが、点A付近の突起の大きさは膜中央部に比べて顕著となる。
次に、図4乃至図14を参照しながら、本実施の形態に係る成膜方法の効果を詳細に説明する。先ずは図4乃至図10を参照しながら、従来の成膜方法の問題点を説明する。図4は、従来の成膜方法によって得られる溶射膜の膜厚プロファイルを説明する図である。従来の成膜方法は、図3で説明したエアノズル36を除いた溶射装置を使用する点においてのみ本実施の形態に係る成膜方法と異なる。図4に示す膜厚プロファイルは、図5に示す研磨加工前の溶射膜(つまり、上述した堆積物)を点A,Bを通る線分で切断したときの膜厚を表している。図4から分かるように、点A,B付近の凸状湾曲部には突起が確認される。点B付近の凸状湾曲部の突起は目立つものではないが、点A付近の突起の大きさは膜中央部に比べて顕著となる。
図6は、図5に示した溶射膜を研磨加工した後の写真であり、図5に示した点A付近の凸状湾曲部の拡大写真に相当する。図6から分かるように、研磨加工を行うと、点Aの付近の凸状湾曲部には欠けが発生する。
図7は、図5に示した点A付近の凸状湾曲部の断面写真である。図8は、図5に示した点B付近の凸状湾曲部の断面写真である。図7から分かるように、点A付近の突起は、膜表面に溶射粉末の扁平状態が健全な層を備えており、また、膜中央部に扁平状態が健全でない層を備えている。反対に、図8から分かるように、点B付近の突起は、膜表面に溶射粉末の扁平状態が健全でない層を備えており、膜中央部に扁平状態が健全な層を備えている。つまり、点A付近と点B付近とでは、突起の内部構造に違いがある。
図9は、図7に示した破線Cで囲んだ部分の拡大写真である。図10は、図8に示した破線Dで囲んだ部分の拡大写真である。図9と図10から分かるように、溶射粉末の扁平状態が健全でない層には、球状の溶射粉末が多く介在している。球状の溶射粉末は、扁平状態の溶射粉末に比べて周囲の溶射粉末との結合力が小さい。故に、図5に示した点A付近の突起では、研磨加工時に表面が削られ、更には、中央部に応力が作用することで図6に示した欠けが発生したと推測される。
続いて、図11乃至図13を参照しながら、図7乃至図10で確認された現象のメカニズムを説明する。図11は、従来の成膜方法に係る問題の検証実験を説明する図である。検証実験は、従来の成膜方法に従ったプラズマ溶射を途中で中断した場合に、マスキング治具の凹状湾曲部の周辺がどの様になっているかを調査したものである。凹状湾曲部は、上述した開口部の外縁を構成するものであり、凸状湾曲部の形状に対応したものでもある。図11の左側に示すように、検証実験では、吸気バルブ孔側からプラズマ溶射を開始し、インジェクタ孔を過ぎた辺りでプラズマ溶射を終了した。つまり、成膜は、吸気バルブ孔側の半分だけ溶射粉末を堆積させた。
図11の右側の写真は、同図の左側に示した未成膜側の拡大写真である。この写真から分かるように、破線Eで囲んだ凹状湾曲部の周辺に溶射粉末の堆積が確認される。また、破線Fで囲んだ燃焼室構成面の外縁部の周辺や、凹状湾曲部の周辺にも溶射粉末の堆積が確認される。これらの堆積物は、未成膜側の領域であるにも関わらずシリンダヘッドの底面に付着している。そのため、これらの堆積物は、単なるヒュームというよりも半溶融状態の溶射粉末に由来すると推測される。また、この半溶融状態の溶射粉末は、プラズマガスによって溶射領域の外側へと運ばれてきたものであり、凹状湾曲部等で行き止まり、ここに堆積したと推測される。
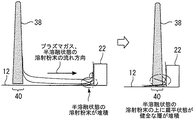
図12および図13は、図11の結果から推測される半溶融状態の溶射粉末の堆積メカニズムを説明する図である。図12は、図5に示した点A付近の凸状湾曲部での溶射粉末の堆積メカニズムを説明する図である。図12の左側に示すように、点A付近の凸状湾曲部には、溶射領域40の外側に運ばれてきた半溶融状態の溶射粉末が徐々に溜まる。その後、図12の右側に示すように、溶射領域40の移動に伴い、凸状湾曲部の吹き溜まりの上に溶融状態の溶射粉末が堆積し、扁平状態が健全な層が形成される。このような堆積メカニズムにより、点A付近の突起は、扁平状態が健全でない内部層と、溶射粉末の扁平状態が健全な表面層と、を備えることになる(図7参照)。
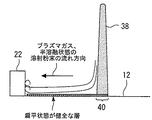
図13は、図5に示した点B付近の凸状湾曲部での溶射粉末の堆積メカニズムを説明する図である。図13示すように、点B付近の凸状湾曲部には、溶射粉末の扁平状態が健全な層が既に形成されている。その後、溶射領域40の移動に伴い、溶射領域40の外側へと運ばれてきた半溶融状態の溶射粉末が、扁平状態が健全な層の上に付着する。このような堆積メカニズムにより、点B付近の突起は、溶射粉末の扁平状態が健全な内部層と、溶射粉末の扁平状態が健全でない表面層と、を備えることになる(図8参照)。
以上の検討を踏まえ、本実施の形態に係る成膜方法では、図2で説明したエアノズル36を備える溶射装置30を使用している。図14は、本発明の実施の形態に係る成膜方法の効果を説明する図である。エアノズル36によれば、溶射領域40の外側に向けて流体を噴射できる。そのため、流体により形成される障壁によって、プラズマガスや半溶融状態の溶射粉末の流れ方向を変えることができる。従って、溶射領域40の外側へと運ばれてきた半溶融状態の溶射粉末を、例えば、溶射領域40の境界に近い部分に着地させることができる。溶射領域40の境界に近い部分であれば、プラズマフレーム38によって溶射粉末を溶融状態にすることができる。
このように、本実施の形態に係る成膜方法によれば、凸状湾曲部の突起の表面層や内部層に球状の溶射粉末が介在するのを抑えることが可能となる。従って、堆積物の研磨加工の際に、特定の端部(具体的には、図5に示した点A付近の凸状湾曲部)において損傷が発生するのを抑えることができる。従って、エンジンの稼働中に損傷箇所から溶射粉末が脱落するのを抑えることが可能となり、更には、当該脱落に伴う各種不具合の発生を未然に防ぐことも可能となる。
[エアノズルの好適な噴射条件]
図15は、エアノズルからの噴射条件の検討結果を説明する図である。検討した噴射条件は、噴射角および噴射流速である。噴射角は、鉛直方向を基準としたエアノズルの傾斜角である。噴射流速は、噴射位置での流体の速度である。噴射位置は、流体による障壁が効果的に作用するようにプラズマフレームに近付け、更には、プラズマフレームの乱れを考慮し、溶射領域よりも5〜10mm程度外側に設定した。噴射条件は、凸状湾曲部での突起の発生に基づいて評価した。図15から分かるように、噴射角が30〜60度、噴射速度が20〜40m/sの噴射条件であれば、凸状湾曲部での突起が発生しないことが確認された。
図15は、エアノズルからの噴射条件の検討結果を説明する図である。検討した噴射条件は、噴射角および噴射流速である。噴射角は、鉛直方向を基準としたエアノズルの傾斜角である。噴射流速は、噴射位置での流体の速度である。噴射位置は、流体による障壁が効果的に作用するようにプラズマフレームに近付け、更には、プラズマフレームの乱れを考慮し、溶射領域よりも5〜10mm程度外側に設定した。噴射条件は、凸状湾曲部での突起の発生に基づいて評価した。図15から分かるように、噴射角が30〜60度、噴射速度が20〜40m/sの噴射条件であれば、凸状湾曲部での突起が発生しないことが確認された。
ところで、図15に示した結果は、図3に示した如く配置したエアノズル36を用いて溶射領域40の外側の2方向から流体を噴射したときに得られたものである。そのため、この噴射方式を採用すれば、凸状湾曲部での突起の発生を抑制する効果が十分に得られる。但し、溶射領域の外側に運ばれる半溶融状態の溶射粉末は、溶射領域を中心として放射状に拡散する。そこで、この抑制効果を更に高めるべく、流体の噴射方向を増やすことも可能である。図16は、エアノズルからの流体の噴射方向の他の例を説明する図である。図16の上段には、溶射領域40の外側の4方向から溶射領域40に向けて流体を噴射する例が示されている。図16の中段には、溶射領域40の外周方向から溶射領域40に向けて流体を噴射する例が示されている。溶射領域40の外周に沿ってエアノズルを配置すれば、図16の中段の様な噴射も実現可能である。なお、図16の下段に、本発明の実施の形態に係る成膜方法で採用した流体の噴射例を参考として示す。
[具体例]
最後に、図17乃至図21を参照しながら、本実施の形態に係る成膜方法の具体例について説明する。図17は、中間層用の溶射粉末の一例を示した写真である。中間層用の溶射粉末は、粒径10〜45μmのNi−50Cr合金粉末と、粒径45μm以下のベントナイト粉末とを焼結造粒したものである。造粒後の二次粒子の平均粒径は、70μmである。中間層中のベントナイトの面積率が60%となるように、Ni−50Cr合金粉末とベントナイト粉末の混合割合は重量比で65:35とした。
最後に、図17乃至図21を参照しながら、本実施の形態に係る成膜方法の具体例について説明する。図17は、中間層用の溶射粉末の一例を示した写真である。中間層用の溶射粉末は、粒径10〜45μmのNi−50Cr合金粉末と、粒径45μm以下のベントナイト粉末とを焼結造粒したものである。造粒後の二次粒子の平均粒径は、70μmである。中間層中のベントナイトの面積率が60%となるように、Ni−50Cr合金粉末とベントナイト粉末の混合割合は重量比で65:35とした。
図18は、断熱層用の溶射粉末の一例を示した写真である。断熱層用の溶射粉末は、ジルコンサンド(組成:ZrO2−33wt%SiO2−0.7wt%Al2O3−0.15TiO2−0.1wt%Fe2O3)の粉砕粉から、粒径10〜80μmのものを分級したものである。分級後の粒子の平均粒径は、30μmである。
シリンダヘッド(アルミ合金)の底面にショットブラストを実施して表面粗さRaを7μmとし、溶射装置(METCO社製F4ガン)を用いて以下の条件にてプラズマ溶射を実施した。なお、マスキング治具には、成膜領域をワイヤカットで除去した板厚9mmの鉄板を使用した。
<中間層>
プラズマガス:Ar−H2,ガス流量:30L/min(Ar),8L/min(H2)
プラズマ電流:450A,プラズマ電圧:60V
粉末供給量:30g/min
溶射距離:150mm
<断熱層>
プラズマガス:Ar−H2,ガス流量:40L/min(Ar),12L/min(H2)
プラズマ電流:600A,プラズマ電圧:60V
粉末供給量:50g/min
溶射距離:100mm
<中間層>
プラズマガス:Ar−H2,ガス流量:30L/min(Ar),8L/min(H2)
プラズマ電流:450A,プラズマ電圧:60V
粉末供給量:30g/min
溶射距離:150mm
<断熱層>
プラズマガス:Ar−H2,ガス流量:40L/min(Ar),12L/min(H2)
プラズマ電流:600A,プラズマ電圧:60V
粉末供給量:50g/min
溶射距離:100mm
エアノズルの噴射条件は以下の通りである。
噴射位置:溶射領域よりも外側10mmの位置
噴射角:45度
噴射速度:30m/s
配置:溶射領域の外側の4方向(図16の上段参照)
噴射位置:溶射領域よりも外側10mmの位置
噴射角:45度
噴射速度:30m/s
配置:溶射領域の外側の4方向(図16の上段参照)
以上の条件のもとで形成した溶射膜に仕上げ研削(研磨加工)を実施し、表面粗さRaが0.5μmで膜厚が150μmの溶射膜を得た。図19は、具体例に係る溶射膜の膜厚プロファイルを説明する図である。図19に示す膜厚プロファイルは、図5に示した点A,Bを通る線分に対応する線分で具体例に係る溶射膜(仕上げ研削前の溶射膜)を切断したときの膜厚を表している。図19から分かるように、本実施の形態に係る成膜方法によれば、点A,B付近の凸状湾曲部の膜厚が膜中央部の膜厚と略等しくなる。つまり、従来の成膜方法に係る溶射膜において確認された突起(図4参照)が、具体例に係る溶射膜には発生していない。
図20は、具体例に係る溶射膜(仕上げ研削後)の写真であり、図5に示した点A付近の凸状湾曲部に対応する端部の拡大写真である。図20から分かるように、本実施の形態に係る成膜方法によれば、従来の成膜方法に係る溶射膜において確認された欠けの発生を抑えることができる。
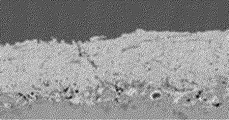
図21は、図20に示した端部の断面写真である。図21から分かるように、本実施の形態に係る成膜方法によれば、従来の成膜方法に係る溶射膜において確認された球状の溶射粉末(図9、10参照)の介在はなく、扁平状態が健全な層から構成される溶射膜を得ることができる。
更に、具体例に係る溶射膜を冷熱耐久評価試験に供したところ、その損傷は特に確認されず、ピストンやシリンダボアの傷付き、スカッフなどの製品異常も見られなかった。以上のことから、本実施の形態に係る成膜方法は、溶射膜の凸状湾曲部に損傷が発生するのを抑えることのできる有用な方法であることが証明された。
なお、本実施の形態に係る成膜方法が適用されるのは、図1で説明したマスキング治具22を使用してシリンダヘッドの底面に溶射膜を成膜する場合に限られない。即ち、本実施の形態に係る成膜方法は、シリンダヘッドの底面以外の燃焼室構成面に溶射膜を成膜する場合にも適用が可能である。更に言うと、本実施の形態に係る成膜方法は、エンジン以外の各種基材の表面に溶射膜を成膜する場合にも広く適用が可能である。
12 底面
14 吸気バルブ孔
16 排気バルブ孔
18 インジェクタ孔
20 グロープラグ孔
22 マスキング治具
24 開口部
26 溶射膜
30 溶射装置
32 溶射ガン
34 粉末ノズル
36 エアノズル
38 プラズマフレーム
40 溶射領域
14 吸気バルブ孔
16 排気バルブ孔
18 インジェクタ孔
20 グロープラグ孔
22 マスキング治具
24 開口部
26 溶射膜
30 溶射装置
32 溶射ガン
34 粉末ノズル
36 エアノズル
38 プラズマフレーム
40 溶射領域
Claims (1)
- シリンダブロック合わせ面と、エンジンの燃焼室構成面とを同一面に有するシリンダヘッドであって、吸気バルブ孔および排気バルブ孔に相当する少なくとも2つのバルブ孔が前記燃焼室構成面に開口するシリンダヘッドを準備する工程と、
前記燃焼室構成面のうちの非成膜領域と、前記シリンダブロック合わせ面とをマスクする板状のマスキング治具を、前記シリンダヘッドに取り付ける工程と、
前記マスキング治具の取り付け後、プラズマフレームによって溶融させた溶射粉末を、前記燃焼室構成面に鉛直方向から噴き付けて溶射膜を成膜する工程と、
を備える溶射膜の成膜方法において、
前記溶射膜の成膜工程において、少なくとも前記プラズマフレームの移動方向に直交する左右2箇所から、前記プラズマフレームによって前記燃焼室構成面に形成される溶射領域よりも外側の領域に向けて、噴射方向が鉛直方向に対して傾斜する流体を噴射することを特徴とする溶射膜の成膜方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2017101853A JP2018197370A (ja) | 2017-05-23 | 2017-05-23 | 溶射膜の成膜方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2017101853A JP2018197370A (ja) | 2017-05-23 | 2017-05-23 | 溶射膜の成膜方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2018197370A true JP2018197370A (ja) | 2018-12-13 |
Family
ID=64663372
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2017101853A Pending JP2018197370A (ja) | 2017-05-23 | 2017-05-23 | 溶射膜の成膜方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2018197370A (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPWO2020202304A1 (ja) * | 2019-03-29 | 2020-10-08 | ||
| JP7452238B2 (ja) | 2020-05-18 | 2024-03-19 | 日産自動車株式会社 | 成膜方法 |
-
2017
- 2017-05-23 JP JP2017101853A patent/JP2018197370A/ja active Pending
Cited By (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPWO2020202304A1 (ja) * | 2019-03-29 | 2020-10-08 | ||
| WO2020202304A1 (ja) * | 2019-03-29 | 2020-10-08 | 日産自動車株式会社 | 成膜方法 |
| CN113631755A (zh) * | 2019-03-29 | 2021-11-09 | 日产自动车株式会社 | 成膜方法 |
| EP3951010A4 (en) * | 2019-03-29 | 2022-04-27 | NISSAN MOTOR Co., Ltd. | FILM FORMING METHOD |
| JP7131691B2 (ja) | 2019-03-29 | 2022-09-06 | 日産自動車株式会社 | 成膜方法 |
| JP2022171663A (ja) * | 2019-03-29 | 2022-11-11 | 日産自動車株式会社 | 成膜方法 |
| CN113631755B (zh) * | 2019-03-29 | 2023-07-25 | 日产自动车株式会社 | 成膜方法 |
| JP7375868B2 (ja) | 2019-03-29 | 2023-11-08 | 日産自動車株式会社 | 成膜方法 |
| US12024779B2 (en) | 2019-03-29 | 2024-07-02 | Nissan Motor Co., Ltd. | Film forming method |
| JP7452238B2 (ja) | 2020-05-18 | 2024-03-19 | 日産自動車株式会社 | 成膜方法 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP1887097B1 (en) | Method for concurrent thermal spray and cooling hole cleaning | |
| JP4512001B2 (ja) | シリンダライナ、シリンダブロック及びシリンダライナ製造方法 | |
| US4743462A (en) | Method for preventing closure of cooling holes in hollow, air cooled turbine engine components during application of a plasma spray coating | |
| US6663919B2 (en) | Process of removing a coating deposit from a through-hole in a component and component processed thereby | |
| CN105904068B (zh) | 活塞和/或气缸盖和/或气缸孔上的ptwa涂层 | |
| US6017591A (en) | Method of making adherently sprayed valve seats | |
| US5713129A (en) | Method of manufacturing coated piston ring | |
| CN112739851B (zh) | 成膜方法 | |
| KR20060063637A (ko) | 콜드 스프레이를 사용한 초합금 보수 | |
| KR20060071871A (ko) | 콜드 스프레이 기술을 이용한 블레이드의 플랫폼 복원 | |
| JP6288116B2 (ja) | シリンダヘッドの製造方法 | |
| JP2018197370A (ja) | 溶射膜の成膜方法 | |
| CN110607495B (zh) | 涂层内燃机气缸曲轴箱的气缸缸套工作面的等离子喷涂法 | |
| CN107151777A (zh) | 喷涂材料与轰击微粒相结合实现的热喷涂涂层成形方法 | |
| EP2941493B1 (de) | Vorrichtung zum thermischen beschichten einer oberfläche | |
| JP2018012875A (ja) | 溶射膜の成膜方法 | |
| CN103108987B (zh) | 热涂层方法 | |
| US6537619B2 (en) | Method of salvaging castings with defective cast cooling bumps | |
| JP2018013077A (ja) | 遮熱膜およびその成膜方法 | |
| FR2716898A1 (fr) | Pièce, telle qu'un moule de fonderie, et son procédé de réalisation. | |
| JP7098504B2 (ja) | コールドスプレー用ノズル及びコールドスプレー装置 | |
| CN112368472B (zh) | 气缸盖的制造方法和气缸盖毛坯 | |
| WO2020059002A1 (ja) | コールドスプレー方法、コールドスプレー用ノズル及びコールドスプレー装置 | |
| CN109207900A (zh) | 复合涂层及其制备方法、钛合金表面处理方法和应用 | |
| JPH0555235B2 (ja) |