JP2018529541A - 仕上げ工具、特に先端フライスカッタ - Google Patents
仕上げ工具、特に先端フライスカッタ Download PDFInfo
- Publication number
- JP2018529541A JP2018529541A JP2018535235A JP2018535235A JP2018529541A JP 2018529541 A JP2018529541 A JP 2018529541A JP 2018535235 A JP2018535235 A JP 2018535235A JP 2018535235 A JP2018535235 A JP 2018535235A JP 2018529541 A JP2018529541 A JP 2018529541A
- Authority
- JP
- Japan
- Prior art keywords
- milling
- pressing
- tool axis
- axial length
- groove
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images





Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23P—METAL-WORKING NOT OTHERWISE PROVIDED FOR; COMBINED OPERATIONS; UNIVERSAL MACHINE TOOLS
- B23P9/00—Treating or finishing surfaces mechanically, with or without calibrating, primarily to resist wear or impact, e.g. smoothing or roughening turbine blades or bearings; Features of such surfaces not otherwise provided for, their treatment being unspecified
- B23P9/02—Treating or finishing by applying pressure, e.g. knurling
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23C—MILLING
- B23C5/00—Milling-cutters
- B23C5/02—Milling-cutters characterised by the shape of the cutter
- B23C5/10—Shank-type cutters, i.e. with an integral shaft
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23C—MILLING
- B23C2210/00—Details of milling cutters
- B23C2210/54—Configuration of the cutting part
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23C—MILLING
- B23C2220/00—Details of milling processes
- B23C2220/28—Finishing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23C—MILLING
- B23C2270/00—Details of milling machines, milling processes or milling tools not otherwise provided for
- B23C2270/06—Use of elastic or plastic deformation
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Milling Processes (AREA)
Abstract
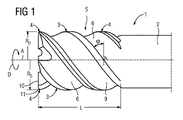
【選択図】図1
Description
2 軸
3 材料切削領域
4 材料成形領域
5 ヘッド部
6 チップ溝
7 フライス領域
8 押圧領域
9 潤滑溝
10 先端側
11 保護斜面
30 フライス刃
31,32,33 フライス刃
35 自由表面
36 すくい面
37 裏面
40 押圧面
41,42,43 押圧面
44 押圧スパイン
45 自由表面
46 前面
47 裏面
D 回転方向
A 工具軸線
U 周面
RD,rD 押圧稜線部半径
RS 切刃半径
ri 内側半径
ra 外側半径
TE 接平面
α1 成形角
α2 自由な角度
α3 傾斜角
β 自由な角度
γ すくい角
δ,ε ピッチ角
L 軸方向長さ
T 係合深さ
Tmax 最大係合深さ
Claims (10)
- a)ワーク表面に対して前進すると同時に、工具軸線(A)を中心として所定の回転方向(D)に回転するフライス運動によって、前記ワーク表面の領域にわたって材料を除去し、かつ、前記ワーク表面を平滑化および/または圧縮するのに好適かつそれを意図とした、仕上げ工具(1)、特に先端フライスカッタであって、
b)少なくとも1つのチップ除去フライス刃(30、31〜33)であって、
b1)前記工具軸線を中心に回転対称な、特に円筒状の周面(U)に、軸方向長さ(L)にわたって前記工具軸線(A)に対して軸方向に連続的かつ間断なく延在し、かつ
b2)その軸方向長さ(L)全体にわたって、前記フライス運動中に、前記工具軸線に対して半径方向のチップ除去係合深さ(T〜Tmax)で前記ワーク表面からワークチップを除去する、少なくとも1つのチップ除去フライス刃(30、31〜33)と、
c)少なくとも1つの非切削押圧稜線部(8)であって、
c1)前記工具軸線を中心に回転対称な、特に円筒状の周面に軸方向長さ(L)にわたって前記工具軸線(A)に対して軸方向に連続的かつ間断なく延在し、
c2)前記回転方向(D)に見て、対応するフライス刃(7)からピッチ角(δ)だけ後方に配置され、かつ
c3)その軸方向長さ(L)全体にわたって、前記フライス運動中に、前記工具軸線に対する半径方向の非切削係合深さ(TまたはRS−RD)で、前記対応するフライス刃によってワークの加工面を押圧し、前記ワーク表面を平滑化および/または圧縮する、少なくとも1つの非切削押圧稜線部(8)と、を備え、
d)前記チップ除去係合深さ(T〜Tmax)は前記軸方向長さよりも少なくとも1/5小さく、前記非切削係合深さ(TまたはRS−RD)は前記軸方向長さ(L)よりも少なくとも1/10小さい、
仕上げ工具(1)。 - a)ワーク表面に対して前進すると同時に、工具軸線(A)を中心として所定の回転方向(D)に回転するフライス運動によって、前記ワーク表面の領域にわたって材料を除去し、かつ、前記ワーク表面を平滑化および/または圧縮するのに好適かつそれを意図とした、仕上げ工具(1)、特に請求項1に記載の仕上げ工具であって、
b)少なくとも1つのチップ除去フライス刃(30、31〜33)であって、
b1)前記工具軸線を中心に回転対称な周面(U)に軸方向長さ(L)にわたって前記工具軸線(A)に対して軸方向に連続的かつ間断なく延在し、かつ
b2)その軸方向長さ(L)全体にわたって、前記フライス運動中に、前記工具軸線に対して半径方向のチップ除去係合深さ(T〜Tmax)で前記ワーク表面からワークチップを除去する、少なくとも1つのチップ除去フライス刃(30、31〜33)と、
c)少なくとも1つの非切削押圧稜線部(8)であって、
c1)前記工具軸線を中心に回転対称な周面に軸方向長さ(L)にわたって前記工具軸線(A)に対して軸方向に連続的かつ間断なく延在し、
c2)前記回転方向(D)に見て、対応するフライス刃(7)からピッチ角(δ)だけ後方に配置され、かつ
c3)その軸方向長さ(L)全体にわたって、前記フライス運動中に、前記工具軸線に対する半径方向の非切削係合深さ(TまたはRS−RD)で、前記対応するフライス刃によってワークの加工面を押圧し、前記ワーク表面を平滑化および/または圧縮する、少なくとも1つの非切削押圧稜線部(8)と、を備え、
d)各フライス刃および各押圧稜線部の前記周面は前記工具軸線(A)に対して前記軸方向長さ(L)にわたって一定である半径方向距離(RS、RD)にあり、または前記軸方向長さ(L)にわたって、軸方向の、好ましくは先端側から離れる方向において、前記工具軸線(A)に対して単調に増加する半径方向距離(RS、RD)にある、
仕上げ工具(1)。 - 各押圧稜線部(8)は、前記押圧稜線部および/または前記押圧面に冷却剤および/または潤滑剤を供給するために、特に冷却溝および/または潤滑溝として提供される第1の分離溝(6)によって、回転方向先頭に前記対応するフライス刃(30)を有するフライス稜線部(7)から分離され、
かつ/または
各フライス稜線部(7)は、特に、前記フライス刃(30)からチップを除去するためのチップ溝として提供される第2の分離溝(9)によって、前記回転方向において後方に続く押圧稜線部(8)から分離され、
前記第1の分離溝(6)、特に冷却溝および/または潤滑溝は、前記第2の分離溝(9)、特にチップ溝の前記半径方向溝深さ(RS−ri)よりも小さく、好ましくは10%〜35%小さい半径方向溝深さ(RD−ra)を有することが好ましい、請求項1または請求項2に記載の仕上げ工具。 - 前記押圧稜線部(8)は、前記回転方向(D)に見て、特に、前記押圧面(40)の後部領域にある押圧スパイン(44)まで、前記回転方向(D)とは反対方向に前記工具軸線(A)からその半径方向距離(rD、RD)が増加し、かつ特に、略線形に増加する、押圧面(4)を有し、最大半径方向距離(RD)と最小半径方向距離(rD)との差は最大の非切削係合深さを画定することが好ましく、
かつ/または
特に、前記回転方向(D)と反対方向に見て、前記押圧面(40)または前記押圧スパイン(44)は、前記押圧稜線部(8)の自由表面(45)および/または裏面(47)に隣接し、裏面は分離溝、特にチップ溝(9)に隣接し、
かつ/または
前記押圧稜線部(8)の半径方向内方に延びる前面(46)は、前記回転方向(D)に見て、前記押圧面(40)の上流に配置され、前記前面は冷却溝および/または潤滑溝(6)に隣接し、
かつ/または
前記押圧スパイン(44)は、一般に0.01〜0.50mmの幅の丸い斜面を有し、
好ましくは、−5°〜−50°の前記押圧面(40)の成形角(α1)が選択され、かつ/または5°〜60°の前記押圧稜線部(8)の前記自由表面(45)の自由な角度(α2)が選択され、かつ/または−15°〜−85°の前記押圧稜線部(8)の前記前面(46)の傾斜角(α3)が選択される、請求項1から3のいずれか一項に記載の仕上げ工具。 - 各フライス刃(30、31、32、33)は、フライス稜線部(7)に形成され、かつ/または前記回転方向(D)と反対方向に見て、前記フライス刃は、特に前記フライス稜線部(8)の自由表面(35)および/または裏面(37)に隣接し、前記裏面は分離溝、特に冷却溝および/または潤滑溝(6)に隣接し、かつ/またはチップ溝(9)に隣接するすくい面(36)は、前記回転方向(D)に見て、前記フライス刃の上流に配置され、
前記すくい面(36)のすくい角(γ)は0°〜20°、例えば5°〜10°の範囲から選択されることが好ましく、かつ/または前記フライス稜線部(7)の前記自由表面(35)の自由な角度(γ)が4°〜45°の範囲から選択されることが好ましい、請求項1から4のいずれか一項に記載の仕上げ工具。 - 前記回転方向(D)に見て、フライス刃(31、32または33)と、後方に続く押圧面(41、42または43)、特にその前記押圧スパイン(44)との間の前記ピッチ角(δ)は、前記回転方向(D)に見て、前記押圧面(41、42または43)、特にその前記押圧スパイン(44)と、後者の後方に続く前記フライス刃(32、33または31)との間の前記ピッチ角(ε)よりも小さく、例えば5%〜30%小さい、請求項1から5のいずれか一項に記載の仕上げ工具。
- いずれの場合にも、工具軸線(A)に沿って同じ軸方向位置で、好ましくは前記軸方向長さ(L)全体にわたって、前記回転方向(D)に見て、前記押圧稜線部(8)の押圧面(40)の前記後部領域における、前記押圧稜線部(8)、特に前記押圧面または押圧スパイン(44)の、前記工具軸線(A)からの前記最大半径方向距離(RD)は、前記対応する、前方に位置するフライス刃(30、31、32、33)の、前記工具軸線(A)からの前記半径方向距離(RS)よりも大きく、特に0.01%〜5%、好ましくは0.1%〜2%大きく、結果として、前記フライス刃(3)に対して超過する半径方向長さを前記押圧稜線部(8)が画定することが好ましく、前記超過する半径方向長さは、工具軸線Aに対する軸方向の少なくとも部分的に、好ましくは前記軸方向長さ(L)全体にわたって一定であることが好ましい、請求項1から6のいずれか一項に記載の仕上げ工具。
- 各押圧稜線部および前記対応するフライス刃はいずれの場合にも、特に螺旋に沿って、螺旋角(φ)だけ捩れて延在し、前記螺旋角(φ)は軸方向に一定であり、または少なくとも部分的に変化し、かつ/または、特に10°〜80°、特に30°〜50°から選択され、
かつ/または
前記回転方向(D)に見て、前記押圧稜線部(8)の前記押圧面(40)の前記後部領域における、前記押圧稜線部(8)、特に前記押圧面(40)および/または前記押圧スパイン(44)の、前記工具軸線(A)からの前記最大半径方向距離(RD)、ならびに前記対応する、前方に位置するフライス刃(30、31、32、33)の、前記工具軸線(A)からの前記半径方向距離(RS)はいずれの場合にも、好ましくは前記軸方向長さ(L)全体にわたって一定であり、
かつ/または
フライス刃および押圧稜線部は、互いに平行に延び、または前記ピッチ角は前記軸方向長さ(L)全体にわたって一定である、請求項1から7のいずれか一項に記載の仕上げ工具。 - 前記非切削係合深さ(RD−rD)は、前記チップ除去係合深さ(T−Tmax)よりも小さく、特に、少なくとも1/3、好ましくは少なくとも1/12小さく、かつ/または、前記チップ除去係合深さ(T−Tmax)は、前記非切削係合深さ(RD−rD)と、前記第1の分離溝(6)、特に冷却溝および/もしくは潤滑溝の溝深さ(RD−ra)との間隔にあり、ならびに/または前記フライス刃(30)の前記半径方向距離(RS)の6%〜30%の間隔にあり、かつ/または、前記押圧稜線部(8)、特にその前記押圧面(44)の前記最大半径方向距離(RD)と前記フライス刃(30)の前記半径方向距離(RS)との差に少なくとも対応する、請求項1から8のいずれか一項に記載の仕上げ工具。
- 請求項1から9のいずれか一項に記載の仕上げ工具によって、ワーク表面の前記領域にわたって材料を除去し、かつ前記ワーク表面を平滑化および/または圧縮するための方法であって、前記仕上げ工具がフライス運動によって工具軸線(A)を中心に所定の回転方向(D)に回転し、同時に前記ワーク表面に対して前進運動で移動し、前記材料を除去する間、前記前進運動が前記工具軸線(A)に垂直な方向または平面でのみ行われ、かつ/または前記工具軸線(A)に対して軸方向の移動成分を含まない、方法。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102015116443.4 | 2015-09-29 | ||
| DE102015116443.4A DE102015116443A1 (de) | 2015-09-29 | 2015-09-29 | Schlichtfräswerkzeug, insbesondere Schaftfräser |
| PCT/EP2016/071994 WO2017055108A1 (de) | 2015-09-29 | 2016-09-16 | Schlichtfräswerkzeug, insbesondere schaftfräser |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2018529541A true JP2018529541A (ja) | 2018-10-11 |
| JP2018529541A5 JP2018529541A5 (ja) | 2021-04-22 |
| JP7007276B2 JP7007276B2 (ja) | 2022-01-24 |
Family
ID=56943533
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2018535235A Active JP7007276B2 (ja) | 2015-09-29 | 2016-09-16 | 仕上げ工具、特に先端フライスカッタ |
Country Status (7)
| Country | Link |
|---|---|
| US (1) | US10646968B2 (ja) |
| EP (1) | EP3356071B1 (ja) |
| JP (1) | JP7007276B2 (ja) |
| KR (1) | KR20180059458A (ja) |
| CN (1) | CN108136519B (ja) |
| DE (1) | DE102015116443A1 (ja) |
| WO (1) | WO2017055108A1 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2022039248A1 (ja) * | 2020-08-20 | 2022-02-24 | 京セラ株式会社 | 回転工具及び切削加工物の製造方法 |
Families Citing this family (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102017110338A1 (de) * | 2017-05-12 | 2018-11-15 | Volume Graphics Gmbh | Computerimplementiertes Verfahren zur Komprimierung einer digitalen Darstellung eines Objekts |
| KR102359432B1 (ko) * | 2017-06-30 | 2022-02-09 | 유니온쓰루 가부시키가이샤 | 볼 엔드밀 |
| CN111065480B (zh) * | 2017-08-03 | 2021-11-12 | 维斯塔斯风力系统有限公司 | 用于制造风力涡轮机叶片的铣头及其形成方法 |
| DE102019124223A1 (de) * | 2019-09-10 | 2021-03-11 | Franken Gmbh & Co. Kg Fabrik Für Präzisionswerkzeuge | Fräswerkzeug mit Kühlkanälen |
| KR102208022B1 (ko) | 2020-04-28 | 2021-01-28 | 주식회사 와이지-원 | 절삭날별 피드에 비례하여 칩 공간을 구현한 엔드밀 |
| CN112719385B (zh) * | 2020-12-25 | 2022-06-14 | 株洲钻石切削刀具股份有限公司 | 一种铣削刀具 |
| CN115723061B (zh) * | 2022-11-17 | 2025-08-12 | 湖南大学 | 一种多角度的pcd磨具及其制备方法 |
| EP4674550A1 (de) | 2024-07-02 | 2026-01-07 | Lehmann GmbH Präzisionswerkzeuge | Werkzeug zum flächigen abtragen von material an einer oberfläche und verwendung des werkzeugs |
| CN119952124B (zh) * | 2025-03-12 | 2025-10-17 | 深圳市鑫运祥精密刀具有限公司 | 一种纤维材料加工用合金铣刀及合金铣刀的加工工艺 |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS541486A (en) * | 1977-06-04 | 1979-01-08 | Satoru Nakagome | Milling cutter |
| JPH01114223U (ja) * | 1988-01-23 | 1989-08-01 | ||
| JP2011521794A (ja) * | 2008-05-30 | 2011-07-28 | ケンナメタル インコーポレイテッド | エンドミルカッタ |
| JP2014087891A (ja) * | 2012-10-30 | 2014-05-15 | Yasuda Kogyo Kk | ボールエンドミル |
| JP2015530273A (ja) * | 2012-10-10 | 2015-10-15 | ホフシュミット ツェルシュパヌングシステーメ ゲーエムベーハー | 機械加工用加工工具、および繊維強化プラスチック製部品切削方法 |
Family Cites Families (19)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE1137284B (de) | 1961-04-25 | 1962-09-27 | Albert Strasmann Praez S Werkz | Fraeser |
| CH638126A5 (en) | 1979-02-23 | 1983-09-15 | Kaliningrad T I Rybnoi Promy | Tool for working bores by non-cutting shaping |
| US4610581A (en) * | 1982-07-09 | 1986-09-09 | Lambert Consolidated Industries, Inc. | End mill and method |
| CH679653A5 (ja) * | 1989-11-24 | 1992-03-31 | Daetwyler Ag | |
| US6991409B2 (en) * | 2002-12-24 | 2006-01-31 | Niagara Cutter | Rotary cutting tool |
| US7189030B2 (en) * | 2003-05-09 | 2007-03-13 | Kennametal Inc. | Cutting tool |
| DE102004059264B4 (de) | 2004-12-08 | 2007-02-22 | EMUGE-Werk Richard Glimpel GmbH & Co. KG Fabrik für Präzisionswerkzeuge | Werkzeug und Verfahren zur Erzeugung eines Gewindes in einem Werkstück |
| DE102005033920A1 (de) * | 2005-07-20 | 2007-01-25 | Kennametal Inc. | Schneideinsatz, Werkzeug sowie Verfahren zur spanenden Bearbeitung eines Werkstücks |
| CN2820395Y (zh) * | 2005-08-29 | 2006-09-27 | 林芳贤 | 切削工具 |
| DE102005054434B4 (de) * | 2005-11-15 | 2009-09-24 | Kennametal Inc. | Wendeschneidplatte mit zwei Teilkörpern |
| DE202006013594U1 (de) | 2006-09-05 | 2007-03-22 | Hofmann & Vratny Ohg | Schruppfräser |
| DE102006053330A1 (de) * | 2006-11-10 | 2008-05-15 | Gottfried Wilhelm Leibniz Universität Hannover | Vorrichtung zur spanenden Bearbeitung eines Werkstücks |
| DE202007015742U1 (de) | 2007-11-12 | 2008-02-21 | Hofmann & Vratny Ohg | Fräser |
| DE102008002406A1 (de) * | 2008-06-12 | 2009-12-17 | Sandvik Gmbh | Schneidwerkzeug und Verfahren zum spanhebenden Bearbeiten von metallischen Werkstücken |
| DE102012009328B3 (de) * | 2012-03-21 | 2013-08-14 | MAPAL Fabrik für Präzisionswerkzeuge Dr. Kress KG | Fräsbohrwerkzeug |
| US9216462B2 (en) * | 2013-05-28 | 2015-12-22 | Iscar, Ltd. | Rotary cutting tool having a chip-splitting arrangement with two diverging grooves |
| JP5925250B2 (ja) * | 2014-07-07 | 2016-05-25 | ユニオンツール株式会社 | スクエアエンドミル |
| CN106604798B (zh) * | 2014-08-27 | 2018-09-14 | 京瓷株式会社 | 切削镶刀及切削工具以及切削加工物的制造方法 |
| JP6879668B2 (ja) * | 2016-03-15 | 2021-06-02 | 国立大学法人 名古屋工業大学 | 切削方法 |
-
2015
- 2015-09-29 DE DE102015116443.4A patent/DE102015116443A1/de not_active Withdrawn
-
2016
- 2016-09-16 US US15/764,739 patent/US10646968B2/en active Active
- 2016-09-16 CN CN201680056877.XA patent/CN108136519B/zh not_active Expired - Fee Related
- 2016-09-16 EP EP16766958.9A patent/EP3356071B1/de active Active
- 2016-09-16 KR KR1020187009615A patent/KR20180059458A/ko not_active Ceased
- 2016-09-16 JP JP2018535235A patent/JP7007276B2/ja active Active
- 2016-09-16 WO PCT/EP2016/071994 patent/WO2017055108A1/de not_active Ceased
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS541486A (en) * | 1977-06-04 | 1979-01-08 | Satoru Nakagome | Milling cutter |
| JPH01114223U (ja) * | 1988-01-23 | 1989-08-01 | ||
| JP2011521794A (ja) * | 2008-05-30 | 2011-07-28 | ケンナメタル インコーポレイテッド | エンドミルカッタ |
| JP2015530273A (ja) * | 2012-10-10 | 2015-10-15 | ホフシュミット ツェルシュパヌングシステーメ ゲーエムベーハー | 機械加工用加工工具、および繊維強化プラスチック製部品切削方法 |
| JP2014087891A (ja) * | 2012-10-30 | 2014-05-15 | Yasuda Kogyo Kk | ボールエンドミル |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2022039248A1 (ja) * | 2020-08-20 | 2022-02-24 | 京セラ株式会社 | 回転工具及び切削加工物の製造方法 |
| JPWO2022039248A1 (ja) * | 2020-08-20 | 2022-02-24 | ||
| JP7465980B2 (ja) | 2020-08-20 | 2024-04-11 | 京セラ株式会社 | 回転工具及び切削加工物の製造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| US20180281126A1 (en) | 2018-10-04 |
| US10646968B2 (en) | 2020-05-12 |
| CN108136519A (zh) | 2018-06-08 |
| KR20180059458A (ko) | 2018-06-04 |
| EP3356071A1 (de) | 2018-08-08 |
| CN108136519B (zh) | 2019-12-13 |
| WO2017055108A1 (de) | 2017-04-06 |
| JP7007276B2 (ja) | 2022-01-24 |
| DE102015116443A1 (de) | 2017-03-30 |
| EP3356071B1 (de) | 2019-09-04 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP7007276B2 (ja) | 仕上げ工具、特に先端フライスカッタ | |
| RU2175592C2 (ru) | Режущий инструмент (варианты) и способ изготовления поднутренных пазов режущим инструментом | |
| JP6128997B2 (ja) | ミーリングインサート | |
| US9352400B2 (en) | Shank drill | |
| US9919389B2 (en) | Method and tool for producing an exact-fit cylindrical bore by removal of material from an existing bore with a finishing allowance | |
| US8286536B2 (en) | Milling cutter manufacturing method | |
| CN105108221B (zh) | 具有增强的排屑能力的切削工具及其制造方法 | |
| US5213452A (en) | Router type cutter | |
| AU2017276509B2 (en) | Electrode graphite milling cutter and face milling cutter for machining oxide ceramics | |
| US20190283150A1 (en) | Rotary cutting tool | |
| US10926344B2 (en) | Taper reamer | |
| US11850669B2 (en) | Slot milling sequence | |
| CN100423876C (zh) | 用于铣削螺旋伞齿轮和偏轴伞齿轮的方法、棒形刀片及其使用 | |
| JP5663136B2 (ja) | クランク軸を切削加工するための方法及び該方法を実施するための装置 | |
| RU2727459C1 (ru) | Фреза и способ изготовления фрезы | |
| WO2013114527A1 (ja) | ホーニング工具 | |
| JP2013013962A (ja) | Cbnエンドミル | |
| JP2009262317A (ja) | エンドミルとその製造方法 | |
| CN114269501B (zh) | 在前刀面中具有两个纵向槽的钻具 | |
| JP7100238B2 (ja) | テーパエンドミルおよびリブ溝の壁面の加工方法 | |
| JPH0674215U (ja) | 穴明け工具 | |
| HK1256056B (en) | Electrode graphite milling cutter and face milling cutter for machining oxide ceramics | |
| IL177254A (en) | Ballnose end mill |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20180531 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20190730 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20200915 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20201215 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20210215 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20210312 |
|
| A524 | Written submission of copy of amendment under article 19 pct |
Free format text: JAPANESE INTERMEDIATE CODE: A524 Effective date: 20210312 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20210525 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20210924 |
|
| C60 | Trial request (containing other claim documents, opposition documents) |
Free format text: JAPANESE INTERMEDIATE CODE: C60 Effective date: 20210924 |
|
| C11 | Written invitation by the commissioner to file amendments |
Free format text: JAPANESE INTERMEDIATE CODE: C11 Effective date: 20211012 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A821 Effective date: 20211027 |
|
| A911 | Transfer to examiner for re-examination before appeal (zenchi) |
Free format text: JAPANESE INTERMEDIATE CODE: A911 Effective date: 20211124 |
|
| C21 | Notice of transfer of a case for reconsideration by examiners before appeal proceedings |
Free format text: JAPANESE INTERMEDIATE CODE: C21 Effective date: 20211130 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20211221 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20220106 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 7007276 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |