JP2019010780A - タイヤ加硫用ブラダーの製造方法 - Google Patents
タイヤ加硫用ブラダーの製造方法 Download PDFInfo
- Publication number
- JP2019010780A JP2019010780A JP2017127928A JP2017127928A JP2019010780A JP 2019010780 A JP2019010780 A JP 2019010780A JP 2017127928 A JP2017127928 A JP 2017127928A JP 2017127928 A JP2017127928 A JP 2017127928A JP 2019010780 A JP2019010780 A JP 2019010780A
- Authority
- JP
- Japan
- Prior art keywords
- mold
- bladder
- vulcanization
- unvulcanized rubber
- temperature
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images



Landscapes
- Moulds For Moulding Plastics Or The Like (AREA)
- Heating, Cooling, Or Curing Plastics Or The Like In General (AREA)
Abstract
【課題】 既存設備を有効活用してブラダーの生産性を高めると共に、得られるブラダーの品質を改善することを可能にしたタイヤ加硫用ブラダーの製造方法を提供する。【解決手段】 円筒状又は片端が閉じた袋状をなすタイヤ加硫用ブラダー10の外表面を成形する外型2と、タイヤ加硫用ブラダー10の内表面を成形するコア3とを有し、外型3が下型4と上型5とに分割された金型1を用い、下型4と上型5との間に形成される円環状の材料配置空間6に未加硫ゴムを配置し、該未加硫ゴムを閉型時の圧縮力に基づいて外型2とコア3との間のキャビティ7に導入するタイヤ加硫用ブラダーを製造する方法において、未加硫ゴムを加硫時の金型温度よりも低い温度で加温して材料配置空間6に収容可能な円環状の成形体11に予備成形し、円環状の材料配置空間6に円環状の成形体11を装填し、上型5を下型4に向かって加圧して金型1を閉じた状態で加硫を行う。【選択図】 図1
Description
本発明は、圧縮成型によるタイヤ加硫用ブラダーの製造方法に関し、更に詳しくは、既存設備を有効活用してブラダーの生産性を高めると共に、得られるブラダーの品質を改善することを可能にしたタイヤ加硫用ブラダーの製造方法に関する。
タイヤ加硫用ブラダーを製造する方法として、圧縮成型による加硫が広く行われている。この圧縮成型では、円筒状又は片端が閉じた袋状をなすタイヤ加硫用ブラダーの外表面を成形する外型と、タイヤ加硫用ブラダーの内表面を成形するコアとを有し、外型が下型と上型とに分割された金型を用い、下型と上型との間に形成される円環状の材料配置空間に未加硫ゴムからなる紐状体を所定の分量となるように配置し、その未加硫ゴムを閉型時の圧縮力に基づいて外型とコアとの間のキャビティに導入し、該キャビティの全域に未加硫ゴムが充填された状態で加硫を行う(例えば、特許文献1参照)。
しかしながら、タイヤ加硫用ブラダーを圧縮成型により製造する場合、下型と上型との間の材料配置空間に未加硫ゴムからなる紐状体を所定の分量となるように装填する作業が煩雑であると共に、未加硫ゴムの装填時におけるブラダー周方向の重量配分が不均一になるという欠点がある。また、粘度が高い未加硫ゴムが閉型時に金型成形面と接触しながらキャビティ内を移動するため、未加硫ゴムの充填に多大な時間を要すると共に、未加硫ゴムが金型内面から熱を奪いながら移動するため、金型の材料供給側の部分の温度が相対的に低くなり、加硫前の状態におけるゴムの温度分布が不均一になる。そして、ゴム温度が均一化する前に一部で加硫が始まると、ブラダー内に残留歪みが生じ、ゲージ不均一などの品質の低下を招いたり、歩留まりの低下を招いたりするという問題がある。
また、既存設備を有効活用してブラダーの生産性を高めるには、加硫温度を上げることが有効であるが、加硫温度を上げた場合、金型表面でゲル化が進んだゴム皮膜が金型表面から剥がれてゴム中に混入することに起因してブラダーの品質が低下したり、ゴムの温度分布の不均一化を助長したりするという問題がある。
本発明の目的は、既存設備を有効活用してブラダーの生産性を高めると共に、得られるブラダーの品質を改善することを可能にしたタイヤ加硫用ブラダーの製造方法を提供することにある。
上記目的を達成するための本発明のタイヤ加硫用ブラダーの製造方法は、円筒状又は片端が閉じた袋状をなすタイヤ加硫用ブラダーの外表面を成形する外型と、前記タイヤ加硫用ブラダーの内表面を成形するコアとを有し、前記外型が下型と上型とに分割された金型を用い、前記下型と前記上型との間に形成される円環状の材料配置空間に未加硫ゴムを配置し、該未加硫ゴムを閉型時の圧縮力に基づいて前記外型と前記コアとの間のキャビティに導入するタイヤ加硫用ブラダーを製造する方法において、
未加硫ゴムを加硫時の金型温度よりも低い温度で加温して前記材料配置空間に収容可能な円環状の成形体に予備成形し、前記円環状の材料配置空間に前記円環状の成形体を装填し、前記上型を前記下型に向かって加圧して前記金型を閉じた状態で加硫を行うことを特徴とするものである。
未加硫ゴムを加硫時の金型温度よりも低い温度で加温して前記材料配置空間に収容可能な円環状の成形体に予備成形し、前記円環状の材料配置空間に前記円環状の成形体を装填し、前記上型を前記下型に向かって加圧して前記金型を閉じた状態で加硫を行うことを特徴とするものである。
本発明では、未加硫ゴムを材料配置空間に収容可能な円環状の成形体に予備成形することにより、円環状の材料配置空間に対して円環状の成形体を短時間で装填することができ、未加硫ゴムの装填時におけるブラダー周方向の重量配分を均一にすることができる。しかも、金型への装填に先駆けて、未加硫ゴムを加硫時の金型温度よりも低い温度で加温するので、未加硫ゴムの粘度を低下させてキャビティ内への充填時間を短縮すると共に、加硫時間を短縮することができる。また、未加硫ゴムのキャビティ内への充填時に未加硫ゴムが金型内面から熱を奪うことが抑制されるので、加硫前の状態におけるゴムの温度分布を均一化することができる。その結果、ブラダー内に残留歪みが生じ難くなり、ブラダーの品質や歩留まりを改善することができる。更に、未加硫ゴムが材料配置空間から排出されてキャビティ内を円滑に流動するので、金型表面でゲル化が進んだゴム皮膜が金型表面から剥がれてゴム中に混入することを防止し、それに起因する品質の低下を回避することができる。これにより、既存設備を有効活用してブラダーの生産性を高めると共に、得られるブラダーの品質を改善することが可能になる。
本発明において、未加硫ゴムを、加硫時の金型温度との差が100℃以下である温度、より好ましくは、加硫時の金型温度との差が60℃以下である温度で加温して、材料配置空間に収容可能な円環状の成形体に予備成形することが好ましい。このように予備成形時の未加硫ゴムの温度を加硫時の金型温度に近付けることにより、得られるブラダーの品質を改善することができる。
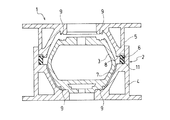
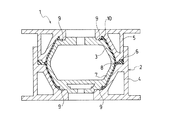
以下、本発明の構成について添付の図面を参照しながら詳細に説明する。図1及び図2は本発明に係るタイヤ加硫用ブラダーの製造方法で使用される金型を示すものである。図1及び図2に示すように、金型1は、円筒状又は片端が閉じた袋状をなすタイヤ加硫用ブラダー10の外表面を成形する外型2と、タイヤ加硫用ブラダー10の内表面を成形するコア3とを有し、外型2が下型4と上型5とに分割されている。
図1に示すような金型1の半開き状態において、下型4と上型5との間には円環状の材料配置空間6が形成される。つまり、下型4が材料配置空間6の底面と外周面を形成し、上型5が材料配置空間6の上面を形成している。そのため、材料配置空間6に配置された未加硫ゴムは、上型5を下型4に向かって加圧した際に、その圧縮力に基づいて外型2とコア3との間のキャビティ7に導入されることになる。また、上型5の合わせ面にはキャビティ7側の部位で下側に突出した凸部8が形成されており、その凸部8と下型4の合わせ面との隙間が閉型時に局所的に狭くなることで材料配置空間6のゲートとして機能するようになっている。更に、下型4及び上型5には、その合わせ面の上端部及び下端部においてキャビティ7に連通する余剰ゴム受け入れ部9が形成されており、これら余剰ゴム受け入れ部9がキャビティ7から溢れた余剰ゴムを収容するようになっている。
上述のような金型1を用いてタイヤ加硫用ブラダー10を製造する場合、先ず、図3に示すように、加硫時の金型温度よりも低い温度で加温された未加硫ゴムRから構成されると共に、材料配置空間6に収容可能であって繋ぎ目のない円環状の成形体11を精密に予備成形する。円環状の成形体11を精密に成形するにあたって、円環状の成形体11の子午線断面における断面積の変動幅が成形体11の周方向に沿って小さいことが望ましく、例えば、断面積の最小値に対する最小値と最大値との差の比率が3%以下であることが望ましい。
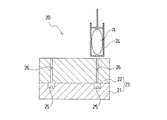
円環状の成形体11を予備成形する方法は特に限定されるものではないが、例えば、図4に示すようなインジェクション成形装置20を使用することができる。このインジェクション成形装置20は、下型21と上型22とから構成された予備成形型23と、未加硫ゴムRを射出するための射出装置24とを備えている。下型21は円環状の成形体11に対応する円環状のキャビティ25を備えており、上型22は外部からキャビティ25に連通する複数のゴム流路26を備えている。そして、加温された未加硫ゴムRを射出装置24から射出してゴム流路26のいずれかを介してキャビティ25内に充填することにより、円環状の成形体11を成形することができる。
次いで、上述のようにして成形された円環状の成形体11を予備成形型23から取り出して金型1の円環状の材料配置空間6に装填した後、上型5を下型4に向かって加圧して金型1を閉じる。これにより、成形体11を構成する未加硫ゴムRが閉型時の圧縮力に基づいて外型2とコ3アとの間のキャビティ7に導入される。このようにして金型1を閉じた状態で金型1を加熱して加硫を行うことにより、キャビティ7内に加硫済みのタイヤ加硫用ブラダー10を成形することができる。
上述したタイヤ加硫用ブラダー10の製造方法では、未加硫ゴムRを材料配置空間6に収容可能な円環状の成形体11に予備成形しているので、円環状の材料配置空間6に対して円環状の成形体11を短時間で装填することができ、未加硫ゴムRの装填時におけるブラダー周方向の重量配分を均一にすることができる。つまり、従来のように未加硫ゴムからなる紐状体を所定の長さに切断して材料配置空間6に装填した場合、紐状体を材料配置空間6に沿って複数周巻回させる必要があり、また、紐状体の周回数が材料配置空間6の周方向の位置によって異なるので、未加硫ゴムRのブラダー周方向の重量配分が不均一になる。これに対して、繋ぎ目のない円環状の成形体11を用意することで、簡単かつ均一な重量配分で未加硫ゴムRの装填を行うことが可能となる。
また、金型1への装填に先駆けて、未加硫ゴムRを加硫時の金型温度よりも低い温度で加温するので、未加硫ゴムRの粘度を低下させてキャビティ7内への充填時間を短縮すると共に、加硫時間を短縮することができる。つまり、粘度を低下させた未加硫ゴムRは閉型時の圧縮力に基づいてキャビティ7の隅々まで急速に拡散するため、その充填時間が短くなり、しかも、未加硫ゴムRは既に加温されているので、加温されていない状態に比べて加硫時間を短く設定することができる。
更に、未加硫ゴムRは既に加温されているので、未加硫ゴムRのキャビティ7内への充填時に未加硫ゴムRが金型1の内面(成形面)から熱を奪うことが抑制される。そのため、加硫前の未加硫ゴムRがキャビティ7の隅々まで行き渡った状態において未加硫ゴムRの温度分布を均一化することができる。その結果、ブラダー10内に残留歪みが生じ難くなり、ブラダー10の品質や歩留まりを改善することができる。
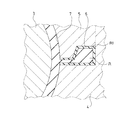
また、未加硫ゴムRは材料配置空間6から排出されてキャビティ7内を円滑に流動するので、例えば、図5に示すように、材料配置空間6の表面にゲル化が進んだゴム皮膜R1が形成されたとしても、ゲル化が進んでいない未加硫ゴムRが材料配置空間6から優先的に押し出されるようになり、ゴム皮膜R1が未加硫ゴムR中に混入することを防止することができる。ゴム皮膜R1(即ち、熱劣化したゴム片)がブラダー10の中に混入すると、その界面を起点とするクラックが生じ易くなるが、未加硫ゴムRの流動を促進することで、ゴム皮膜R1に起因する品質の低下を回避することができる。
上述したタイヤ加硫用ブラダー10の製造方法によれば、既存設備を有効活用してタイヤ加硫用ブラダー10の生産性を高めると共に、得られるタイヤ加硫用ブラダー10の品質を改善することが可能になる。
上述したタイヤ加硫用ブラダー10の製造方法によれば、図6に示すように、円筒状をなすタイヤ加硫用ブラダー10を得ることができる。同様の製造方法により、図7に示すように、片端が閉じた袋状をなすタイヤ加硫用ブラダー10を得ることも可能である。いずれの場合も、得られたタイヤ加硫用ブラダー10はゲージが均一で耐久性に優れたものとなる。
上述したタイヤ加硫用ブラダー10の製造方法において、未加硫ゴムRを加硫時の金型1の設定温度(加硫温度)よりも低い温度(即ち、架橋反応が実質的に進行しない温度)で加温することが必要である。特に、未加硫ゴムRを、加硫時の金型1の設定温度よりも低くかつ加硫時の金型1の設定温度との差が100℃以下である温度、より好ましくは、加硫時の金型1の設定温度よりも低くかつ加硫時の金型1の設定温度との差が60℃以下である温度で加温して、材料配置空間に収容可能な円環状の成形体11に予備成形すると良い。このように予備成形時の未加硫ゴムRの温度を加硫時の金型1の設定温度に近付けることにより、未加硫ゴムRのキャビティ7内への充填時に未加硫ゴムRが金型1の内面から熱を奪うことが抑制されるので、加硫前の状態における未加硫ゴムRの温度分布を均一化することができ、得られるブラダーの品質を改善することができる。
なお、未加硫ゴムRを加温する際の温度と加硫時の金型1の設定温度との差は40℃以上であることが望ましい。これは未加硫ゴムRを加温する際の温度が金型1の設定温度(加硫温度)に近過ぎるとキャビティ7への充填前に加硫が進行してしまうからである。例えば、加硫温度は一般的に180℃〜200℃であるので、未加硫ゴムRを加温する温度は80℃〜150℃、より好ましくは、120℃〜150℃とすれば良い。
円筒状をなすタイヤ加硫用ブラダーの外表面を成形する外型と、タイヤ加硫用ブラダーの内表面を成形するコアとを有し、外型が下型と上型とに分割された金型を用い、下型と上型との間に形成される円環状の材料配置空間に未加硫ゴムを配置し、該未加硫ゴムを閉型時の圧縮力に基づいて外型とコアとの間のキャビティに導入するようにしたタイヤ加硫用ブラダーの製造方法において、未加硫ゴムを材料配置空間に装填する際の条件を表1のように種々異ならせて加硫(実施例1〜4及び比較例)を行った。
実施例1〜4:
未加硫ゴムを加硫時の金型温度よりも低い温度で加温して精密インジェクション成形装置により円環状の成形体に予備成形し、金型の材料配置空間に円環状の成形体を装填し、所定の加硫時間で加硫を行った。
未加硫ゴムを加硫時の金型温度よりも低い温度で加温して精密インジェクション成形装置により円環状の成形体に予備成形し、金型の材料配置空間に円環状の成形体を装填し、所定の加硫時間で加硫を行った。
比較例:
未加硫ゴムを押出成形装置により紐状の成形体に予備成形し、該紐状の成形体を加温せずに必要とされる長さに切断した後、その切断片を金型の材料配置空間に装填し、所定の加硫時間で加硫を行った。
未加硫ゴムを押出成形装置により紐状の成形体に予備成形し、該紐状の成形体を加温せずに必要とされる長さに切断した後、その切断片を金型の材料配置空間に装填し、所定の加硫時間で加硫を行った。
上述した実施例1〜4及び比較例に係るタイヤ加硫用ブラダーの製造方法について、金型の材料配置空間に未加硫ゴムからなる予備成形体を装填する際の装填時間を計測すると共に、下記の評価方法により、ブラダーの厚さ精度合格率、ブラダーの平均寿命を評価し、その結果を表1に併せて示した。
ブラダーの厚さ精度合格率:
各方法で得られた10個のブラダーについて、1個当たり20箇所でブラダーの膜厚を測定し、許容される厚さを満足した箇所の割合(%)を求めた。
各方法で得られた10個のブラダーについて、1個当たり20箇所でブラダーの膜厚を測定し、許容される厚さを満足した箇所の割合(%)を求めた。
ブラダーの平均寿命:
各方法で得られた10個のブラダーを空気入りタイヤの加硫装置に装着し、反復的に空気入りタイヤの加硫を行い、使用不能となるまでの加硫回数を計測し、その平均値を求めた。
各方法で得られた10個のブラダーを空気入りタイヤの加硫装置に装着し、反復的に空気入りタイヤの加硫を行い、使用不能となるまでの加硫回数を計測し、その平均値を求めた。

表1から判るように、実施例1のタイヤ加硫用ブラダーの製造方法では、未加硫ゴムを加硫時の金型温度よりも低い温度で加温して円環状の成形体に予備成形し、円環状の材料配置空間に円環状の成形体を装填しているため、比較例との対比において、得られたブラダーの厚さ精度合格率が高く、しかもブラダーの平均寿命が長くなっていた。また、実施例1のタイヤ加硫用ブラダーの製造方法では、ブラダーの加硫時間のみならず、予備成形体の装填時間も短くなるので、全体としての生産性が比較例の約1.7倍になっていた。
また、実施例1に比べて未加硫ゴムの予備成形温度を高くした実施例2〜4では、加硫時間が短縮可能であるか、或いは、ブラダーの平均寿命が長くなるという利点があった。即ち、実施例2では、加硫温度を実施例1と同じにしつつ予備成形温度を高くしているため、加硫時間の短縮が可能であった。実施例3では、加硫温度を実施例1よりも低くしつつ予備成形温度を高くしているため、ブラダーの平均寿命が長くなった。実施例4では、加硫温度を実施例1よりも高くしつつ予備成形温度を高くしているため、ブラダーの平均寿命が低下したものの、加硫時間の大幅な短縮が可能であった。
1 金型
2 外型
3 コア
4 下型
5 上型
6 材料配置空間
7 キャビティ
8 凸部
9 余剰ゴム受け入れ部
10 タイヤ加硫用ブラダー
11 成形体
20 インジェクション成形装置
R 未加硫ゴム
2 外型
3 コア
4 下型
5 上型
6 材料配置空間
7 キャビティ
8 凸部
9 余剰ゴム受け入れ部
10 タイヤ加硫用ブラダー
11 成形体
20 インジェクション成形装置
R 未加硫ゴム
Claims (3)
- 円筒状又は片端が閉じた袋状をなすタイヤ加硫用ブラダーの外表面を成形する外型と、前記タイヤ加硫用ブラダーの内表面を成形するコアとを有し、前記外型が下型と上型とに分割された金型を用い、前記下型と前記上型との間に形成される円環状の材料配置空間に未加硫ゴムを配置し、該未加硫ゴムを閉型時の圧縮力に基づいて前記外型と前記コアとの間のキャビティに導入するタイヤ加硫用ブラダーを製造する方法において、
未加硫ゴムを加硫時の金型温度よりも低い温度で加温して前記材料配置空間に収容可能な円環状の成形体に予備成形し、前記円環状の材料配置空間に前記円環状の成形体を装填し、前記上型を前記下型に向かって加圧して前記金型を閉じた状態で加硫を行うことを特徴とするタイヤ加硫用ブラダーの製造方法。 - 前記未加硫ゴムを加硫時の金型温度との差が100℃以下である温度で加温して前記材料配置空間に収容可能な円環状の成形体に予備成形することを特徴とする請求項1に記載のタイヤ加硫用ブラダーの製造方法。
- 前記未加硫ゴムを加硫時の金型温度との差が60℃以下である温度で加温して前記材料配置空間に収容可能な円環状の成形体に予備成形することを特徴とする請求項1に記載のタイヤ加硫用ブラダーの製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2017127928A JP2019010780A (ja) | 2017-06-29 | 2017-06-29 | タイヤ加硫用ブラダーの製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2017127928A JP2019010780A (ja) | 2017-06-29 | 2017-06-29 | タイヤ加硫用ブラダーの製造方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2019010780A true JP2019010780A (ja) | 2019-01-24 |
Family
ID=65226179
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2017127928A Pending JP2019010780A (ja) | 2017-06-29 | 2017-06-29 | タイヤ加硫用ブラダーの製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2019010780A (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN110919937A (zh) * | 2019-11-29 | 2020-03-27 | 康米克斯硫化科技无锡有限公司 | 一种用于硫化机的纯橡胶水气两用压力结构及制造工艺 |
| CN113894973A (zh) * | 2021-08-24 | 2022-01-07 | 西安航空制动科技有限公司 | 一种用于飞机机轮的内包弹簧挡油环的成型方法 |
-
2017
- 2017-06-29 JP JP2017127928A patent/JP2019010780A/ja active Pending
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN110919937A (zh) * | 2019-11-29 | 2020-03-27 | 康米克斯硫化科技无锡有限公司 | 一种用于硫化机的纯橡胶水气两用压力结构及制造工艺 |
| CN113894973A (zh) * | 2021-08-24 | 2022-01-07 | 西安航空制动科技有限公司 | 一种用于飞机机轮的内包弹簧挡油环的成型方法 |
| CN113894973B (zh) * | 2021-08-24 | 2024-05-14 | 西安航空制动科技有限公司 | 一种用于飞机机轮的内包弹簧挡油环的成型方法 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN105142868B (zh) | 轮胎硫化模具的制造方法和轮胎硫化模具 | |
| JP2003320534A (ja) | 空気入りタイヤの製造方法および装置 | |
| US4052496A (en) | Method of making a tire by first molding a tread and then molding separate sidewalls onto the tread | |
| JP2019010780A (ja) | タイヤ加硫用ブラダーの製造方法 | |
| US2726925A (en) | Method of making curing bags | |
| FI59551B (fi) | Foerfarande och anordning foer framstaellning av pneumatiskt daeck | |
| CN1878656B (zh) | 制造轮胎的方法以及实施该方法的环形支架 | |
| US1574658A (en) | Hard-rubber article and method of making same | |
| US4137033A (en) | Manufacture of pneumatic tires | |
| JP4626334B2 (ja) | タイヤ加硫用ブラダ−及びその製造方法 | |
| JP2015189116A (ja) | タイヤ加硫方法 | |
| CN106029321B (zh) | 轮胎形成用的刚性型芯及使用该刚性型芯的轮胎制造方法 | |
| JP4604783B2 (ja) | タイヤ加硫用剛性中子及び空気入りタイヤの製造方法 | |
| JP6055592B2 (ja) | タイヤの製造方法 | |
| JP6869483B2 (ja) | タイヤ加硫方法 | |
| JP2014076581A (ja) | 未加硫タイヤの予熱装置および予熱方法並びにタイヤの製造方法 | |
| JP2011126194A (ja) | タイヤ用ビード部材の製造装置、タイヤ用ビード部材の製造方法及びタイヤ用ビード部材 | |
| JP7006130B2 (ja) | ビード部材の製造方法および装置 | |
| JP4447403B2 (ja) | ブラダーの製造方法 | |
| KR20090019149A (ko) | 타이어 가류용 블래더 | |
| KR101655265B1 (ko) | 타이어용 가류 브레다 설계 방법 | |
| JP2017213719A (ja) | タイヤ製造方法 | |
| JP2008126495A (ja) | タイヤ加硫用ブラダー及びそれを用いたタイヤ加硫方法 | |
| JP2016179639A (ja) | タイヤ加硫用モールドの予熱方法 | |
| JP2017042957A (ja) | 空気入りタイヤの製造方法 |