JP2019014068A - 射出成形装置、インサート成形品の製造方法 - Google Patents
射出成形装置、インサート成形品の製造方法 Download PDFInfo
- Publication number
- JP2019014068A JP2019014068A JP2017130972A JP2017130972A JP2019014068A JP 2019014068 A JP2019014068 A JP 2019014068A JP 2017130972 A JP2017130972 A JP 2017130972A JP 2017130972 A JP2017130972 A JP 2017130972A JP 2019014068 A JP2019014068 A JP 2019014068A
- Authority
- JP
- Japan
- Prior art keywords
- injection molding
- product
- molding apparatus
- recess
- insert
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images


Landscapes
- Moulds For Moulding Plastics Or The Like (AREA)
- Injection Moulding Of Plastics Or The Like (AREA)
Abstract
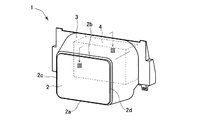
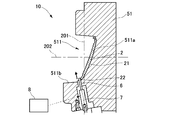
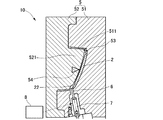
【解決手段】射出成形装置10の金型は、水平方向に凹んだ凹部511が形成された固定型51と、凹部511に嵌まる凸部が形成されて水平方向に移動可能な可動型とを有する。凹部511の底面511aは重力方向に対して若干斜めに設けられる。凹部511の下面511bは、水平方向に対して若干斜めに設けられる。型開きした状態で凹部511に、インサート品としての車両用レーダーのカバー(レドーム)の板状レンズ部2が配置される。このとき、レンズ部2の表面21を凹部511の底面511aに接触させる。また、保持ピン6を突出させて、レンズ部2の下端22を保持ピン6で保持させる。その後、型締めされて、金型内に樹脂が射出され、その射出途中で保持ピン6を後退させる。
【選択図】図4
Description
水平方向に凹んだ凹部が形成された第1型と、前記凹部に嵌まる凸部が形成された第2型とを有し、前記凹部と前記凸部との間で成形が行われるキャビティを形成するとともに、前記第1型と前記第2型との開閉方向が水平方向に設定された金型を備え、
前記凹部の底面に接触するように前記凹部にインサート品を配置した後、前記キャビティ内に樹脂を射出させることで、前記インサート品と、射出した樹脂との一体品を成形する射出成形装置であって、
前記凹部に前記インサート品を配置した際に、前記インサート品の重力方向の下端を保持する保持部と、
前記保持部を、前記キャビティ内への樹脂の射出途中で後退させる制御部とを備えることを特徴とする。
前記保持部は、前記インサート品の板表面の外周辺のうちの下辺を保持することができる。
Claims (11)
- 水平方向に凹んだ凹部が形成された第1型と、前記凹部に嵌まる凸部が形成された第2型とを有し、前記凹部と前記凸部との間で成形が行われるキャビティを形成するとともに、前記第1型と前記第2型との開閉方向が水平方向に設定された金型を備え、
前記凹部の底面に接触するように前記凹部にインサート品を配置した後、前記キャビティ内に樹脂を射出させることで、前記インサート品と、射出した樹脂との一体品を成形する射出成形装置であって、
前記凹部に前記インサート品を配置した際に、前記インサート品の重力方向の下端を保持する保持部と、
前記保持部を、前記キャビティ内への樹脂の射出途中で後退させる制御部とを備えることを特徴とする射出成形装置。 - 前記凹部の底面は、下側にいくにつれて前記凹部の開口側の方向に向かうように重力方向に対して斜めに設けられることを特徴とする請求項1に記載の射出成形装置。
- 前記インサート品は、板状であり、その板表面が前記凹部の底面に接触するように前記凹部に配置され、
前記保持部は、前記インサート品の板表面の外周辺のうちの下辺を保持することを特徴とする請求項1又は2に記載の射出成形装置。 - 前記保持部はピン形状であり、ピンの側面で前記インサート品を保持することを特徴とする請求項1〜3のいずれか1項に記載の射出成形装置。
- 前記一体品は、車両の前面又は後面に、加飾部としての前記インサート品が露出するように取り付けられる部品であることを特徴とする請求項1〜4のいずれか1項に記載の射出成形装置。
- 前記一体品は、車両用レーダーのカバーであることを特徴とする請求項1〜5のいずれか1項に記載の射出成形装置。
- 前記一体品は、前記インサート品が前面に配置され、前記インサート品の背後に、射出した樹脂により形成された射出成形部分を有したことを特徴とする請求項5又は6に記載の射出成形装置。
- 前記射出成形部分は、前記インサート品の背面全体に接触した背面部と、その背面部の外周から後方に延設された側壁部とを有し、前記背面部と前記側壁部とで囲まれた空間を形成することを特徴とする請求項7に記載の射出成形装置。
- 前記キャビティ内への樹脂の射出入口が前記背面部の位置に設定されたことを特徴とする請求項8に記載の射出成形装置。
- 前記キャビティ内への樹脂の射出入口が前記射出成形部分のサイド位置に設定されたことを特徴とする請求項8に記載の射出成形装置。
- 請求項1〜10のいずれか1項に記載の射出成形装置を用いて前記一体品を製造することを特徴とするインサート成形品の製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2017130972A JP6856463B2 (ja) | 2017-07-04 | 2017-07-04 | 射出成形装置、インサート成形品の製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2017130972A JP6856463B2 (ja) | 2017-07-04 | 2017-07-04 | 射出成形装置、インサート成形品の製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2019014068A true JP2019014068A (ja) | 2019-01-31 |
| JP6856463B2 JP6856463B2 (ja) | 2021-04-07 |
Family
ID=65358042
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2017130972A Expired - Fee Related JP6856463B2 (ja) | 2017-07-04 | 2017-07-04 | 射出成形装置、インサート成形品の製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6856463B2 (ja) |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5247565U (ja) * | 1975-10-02 | 1977-04-04 | ||
| JPH1134154A (ja) * | 1997-07-24 | 1999-02-09 | Nissan Motor Co Ltd | フィルム材のインサート成形装置及び方法 |
| JP2002355860A (ja) * | 2001-05-31 | 2002-12-10 | T S Tec Kk | 車両用内装部品の部分加飾用成形装置及び部分加飾成形方法 |
-
2017
- 2017-07-04 JP JP2017130972A patent/JP6856463B2/ja not_active Expired - Fee Related
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5247565U (ja) * | 1975-10-02 | 1977-04-04 | ||
| JPH1134154A (ja) * | 1997-07-24 | 1999-02-09 | Nissan Motor Co Ltd | フィルム材のインサート成形装置及び方法 |
| JP2002355860A (ja) * | 2001-05-31 | 2002-12-10 | T S Tec Kk | 車両用内装部品の部分加飾用成形装置及び部分加飾成形方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP6856463B2 (ja) | 2021-04-07 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4809836B2 (ja) | 射出圧縮成形用金型 | |
| JP2020152049A (ja) | 車両用装飾部品、2色成形金型及び2色射出成形方法 | |
| KR100966877B1 (ko) | 핫 러너 시스템 및 이를 이용한 사출 성형 방법 | |
| US20150084216A1 (en) | Injection mold, injection-molded product, optical element, optical prism, ink tank, recording device, and injection molding method | |
| JP2019014068A (ja) | 射出成形装置、インサート成形品の製造方法 | |
| CN107116762A (zh) | 用于注塑板件的模具及其注塑方法 | |
| KR20150066874A (ko) | 슬라이더 장치를 이용한 이중사출성형금형 | |
| JP2009190272A (ja) | ガラスインサート成形用金型 | |
| JP2010105168A (ja) | 多材射出成形装置および多材射出成形方法ならびに多材射出成形金型 | |
| CN102962956B (zh) | 注塑模具 | |
| JP2014014965A (ja) | フィルムインサート成形装置 | |
| WO2011040186A1 (ja) | 光学素子用樹脂成形品の製造装置、及び、光学素子の製造方法 | |
| JP2003053794A (ja) | 射出成形金型のロック機構 | |
| JP2009131999A (ja) | ガラスインサート成形用金型 | |
| JP2018047667A (ja) | スライドコアユニット及び当該スライドコアユニットを有する成形用金型 | |
| JP6000134B2 (ja) | モールド射出成形金型 | |
| JP5416401B2 (ja) | 射出成形用金型及び樹脂成形品の製造方法 | |
| JP7173861B2 (ja) | 自動車用インパネの成形方法、及び自動車用インパネ | |
| JP2016055547A (ja) | 成形用金型、及び成形方法 | |
| CN223290233U (zh) | 一种延迟合模的滑块机构和注塑模具 | |
| CN222201519U (zh) | 一种模具组件、轴芯件及注塑件 | |
| CN213891084U (zh) | 一种具有切断机构的注塑模具 | |
| JP7173860B2 (ja) | 射出成形品の製造方法、及び射出成形金型 | |
| CN210336733U (zh) | 一种用于模具的潜伏式进浇流道结构 | |
| JP2017019175A (ja) | 成形品の突き出しに特徴を有する成形方法および射出成形機 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20200416 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20210208 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20210317 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20210318 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6856463 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| LAPS | Cancellation because of no payment of annual fees |