JP2019059141A - 微細柄凹凸模様賦型シートの製造方法及び該製造方法で作製された賦型シート - Google Patents
微細柄凹凸模様賦型シートの製造方法及び該製造方法で作製された賦型シート Download PDFInfo
- Publication number
- JP2019059141A JP2019059141A JP2017186069A JP2017186069A JP2019059141A JP 2019059141 A JP2019059141 A JP 2019059141A JP 2017186069 A JP2017186069 A JP 2017186069A JP 2017186069 A JP2017186069 A JP 2017186069A JP 2019059141 A JP2019059141 A JP 2019059141A
- Authority
- JP
- Japan
- Prior art keywords
- sheet
- layer
- forming
- primary
- shaped
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images









Landscapes
- Laminated Bodies (AREA)
- Shaping Of Tube Ends By Bending Or Straightening (AREA)
Abstract
Description
1.微細柄凹凸模様を賦型する為の賦型シートの製造方法であって、
前記賦型シートは、賦型シート基材層と、片面の最表層である賦型シート賦型層とを有する積層体であって、賦型シート原反から一次賦型シートを用いて作製されるものであり、
前記賦型シート賦型層は、前記微細柄凹凸模様を賦型可能な表面態様を有し、
前記賦型シート原反は、賦型シート原反基材層と、片面の最表層である賦型シート原反賦型層とを有する積層体であり、
前記賦型シート原反賦型層の表面粗さは、Saが0.03μm以上、5μm未満であり、
前記賦型シート原反基材層の前記賦型シート原反賦型層側の面の表面粗さは、Saが0.3μm以上、15μm未満であり、
前記一次賦型シートは、一次賦型シート基材層と、片面の最表層である一次賦型シート賦型層とを有する積層体あって、一次賦型シート原反から作製されるものであり、
前記一次賦型シート賦型層は、前記微細柄凹凸模様と略同形状の表面態様を表面に有し
前記一次賦型シート原反は、透明樹脂フィルムからなる一次賦型シート原反基材層と、片面の最表層である一次賦型シート原反賦型層とを有し、
前記一次賦型シート原反賦型層は、紫外線硬化性樹脂組成物からなる層であり
前記製造方法が下記の工程1と工程2とを含む、賦型シートの製造方法。
工程1)前記微細柄凹凸模様を賦型可能な表面態様を有するドラム状賦型版の表面に、前記一次賦型シート原反を、流動可能な状態の前記一次賦型シート原反賦型層が接するように巻き付けて、
前記ドラム状賦型版の前記表面態様を加圧により前記一次賦型シート原反賦型層に転写して、
次いで、前記一次賦型シート原反基材層側から紫外線を照射して前記一次賦型シート原反賦型層を硬化して、前記一次賦型シートを作製する工程。
工程2)加熱された前記賦型シート原反と、前記一次賦型シートとを、前記賦型シート原反賦型層と前記一次賦型シート賦型層とが対向するように重ねて、
次いで、プレス装置で挟んで熱圧することによって、前記一次賦型シート賦型層の前記表面態様を前記賦型シート原反賦型層に転写して、前記賦型シートを作製する工程。
2.前記工程2において、前記一次賦型シートと前記賦型シート原反とが、連続シートであって、連続的に繰り出されて熱圧される、上記1に記載の、賦型シートの製造方法。
3.前記工程2において、前記プレス装置の、前記一次賦型シートが接する側のプレス部品が、平滑で硬い表面構成のロールであり、
前記一次賦型シートは、枚葉シートであって、該ロールの表面に巻き付けて固定されており、
前記賦型シート原反は、連続シートであって、連続的に繰り出される、
上記1に記載の、賦型シートの製造方法。
4.前記賦型シート原反基材層の前記賦型シート原反賦型層側の面の表面粗さは、Saが0.3μm以上、5μm未満であり、
前記賦型シート原反賦型層の表面の表面粗さは、Saが0.03μm以上、0.5μm未満であり、
前記一次賦型シート原反賦型層の表面の表面粗さは、Saが0.03μm以上、0.5μm未満である、
上記1〜3の何れかに記載の、賦型シートの製造方法。
5.前記賦型シート原反基材層の前記賦型シート原反賦型層側の面の表面粗さは、Saが0.3μm以上、15μm未満であり、
前記賦型シート原反賦型層の表面の表面粗さは、Saが0.03μm以上、5μm未満であり、
前記一次賦型シート原反賦型層の表面の表面粗さは、Saが0.03μm以上、5μm未満である、
上記1〜3の何れかに記載の、賦型シートの製造方法。
6.前記賦型シート原反基材層は紙層とクレー層とを含み、
前記賦型シート原反賦型層はポリプロピレン系樹脂またはポリメチルペンテン系樹脂を含む、
上記1〜5の何れかに記載の、賦型シートの製造方法。
7.前記微細柄凹凸模様は、深さが0.08μm以上、10μm以下である、上記1〜6の何れかに記載の、賦型シートの製造方法。
8.前記微細柄凹凸模様は、回折光沢を有し、深さが0.08μm以上、5μm以下である、上記1〜6の何れかに記載の、賦型シートの製造方法。
9.前記微細柄凹凸模様は、マット質感を有し、深さが5μm以上、10μm以下である、上記1〜6の何れかに記載の、賦型シートの製造方法。
10.上記1〜9の何れかに記載の賦型シートの製造方法によって作製された、賦型シート。
るロールのことであるが、ドラム状エンボス賦型版が取り付けられたロールや、賦型シートが接している側のロールをも包含する総称としても記載する。
本発明において、柄の単位大きさとは、規則的繰り返しパターン模様の場合には繰り返し方向のピッチを、ランダムな独立模様の場合には、単位柄を長方形に収めた場合の長方形の長辺の長さを指し、賦型シートの幅または長さのように、非常に大きな場合もある。
に、頂点を前記基部とは反対側に有する二等辺三角形断面を具備し、該二等辺三角形断面を維持して一方向に延びた形状であり、広範囲の断面形状は略三角波形状であることが好ましい。
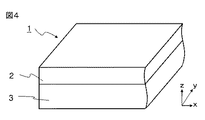
図4には、本発明における一次賦型シート原反の1例を表す斜視図を示した。図4からわかるように、一次賦型シート原反は賦型層と基材層とを有する積層体である。
本発明において、一次賦型シート原反の基材層は、紫外線を透過するものが好ましく、耐熱性、平滑性、耐屈曲性、剛性等を有するものが更に好ましく、具体的には、樹脂フィルムまたはシート、樹脂塗布膜等が好ましく用いられる。
平滑化層は、基材層表面を更に平滑化して賦型層の賦型転写性を向上させるものであり
、必要に応じて、基材層の賦型層側の面に設けられる。但し、賦型層の賦型形状耐久性は、若干低下し易い傾向になる。
アンカーコート層は、基材層表面と賦型層との密着性を向上させる目的で、必要に応じて設けられる層である。本発明においては、プライマーコート、アンカーコート等の塗布処理等の総称として用い、コロナ放電処理、オゾン処理等の易接着性処理と併用することもできる。また、基材樹脂フィルムまたはシートと平滑化層との密着性を向上させるために設けることもできる。
本発明において、一次賦型シート原反の賦型層は、基材層の一方の面に積層された紫外線硬化性樹脂または紫外線硬化性樹脂組成物からなる層であり、賦型シート表面に、目的とする微細柄凹凸模様を転写し得る表面態様を、転写によって形成し得る構造の表面態様、即ち、目的とする微細柄凹凸模様と略同型状の微細柄凹凸模様構造の表面態様を有し得るものである。
細柄凹凸模様の形成精度が達成され易い。
一次賦型シート原反の賦型層は、例えば、紫外線硬化性樹脂組成物を基材フィルムに塗布することで形成されるが、形成方法は特に限定されることはなく、例えば、ダイコート法やグラビアコート法が挙げられ、他には、基材フィルムをロールに巻き付かせた状態で流動性を有する紫外線硬化性樹脂組成物に浸して、基材フィルムの片面にだけ紫外線硬化性樹脂組成物を積層して、一定厚みでしごいて形成する方法も挙げられる。
一次賦型シートは、一次賦型シート原反から作製されたものであり、賦型層と基材層とからなり、賦型層には微細柄凹凸模様が形成されている。図5に一次賦型シートの1例を表す斜視図を示した。
図5からわかるように、一次賦型シートの賦型層は、基部と賦型部とが一体となって構成されている。
が破れやすくなり、上記範囲より厚いと柔軟性に欠け、使い勝手が悪くなる傾向にある。
一次賦型シートの基材層は、一次賦型シート原反と同様ではあるが、場合によっては、賦型層に賦型された微細柄凹凸模様が反映された凹凸構造を有していてもよい。
一次賦型シートは、例えば、一次賦型シート原反の賦型層を加熱や溶剤含有等によって流動性を有している状態にして、賦型層がドラム状賦型版表面に接するように一次賦型シート原反を巻き付けて、圧着によって前記ドラム状賦型版の表面凹凸形状を賦型層に転写し、更に、一次賦型シート原反がドラム状賦型版に巻き付けられている状態で、基材層側から紫外線を照射して前記紫外線硬化性樹脂組成物を硬化して、次いで、冷却して賦型層の表面凹凸形状を固定してからドラム状賦型版から離型して、得ることができる。
ことなく離型可能な程度に適度に硬くなる程度の低温がよく、賦型層が20〜50℃になるように調製することが好ましい。
<賦型シート原反>
図6には、本発明における賦型シート原反の1例を表す斜視図を示した。図6からわかるように、賦型シート原反は賦型層と基材層とを有する。
本発明において、賦型シート原反の基材層は、賦型性、耐屈曲性、剛性等を持たせるものであり、一般に樹脂皮革製造用の離型シートや工程紙に用いられる従来公知の材質の基材を用いることができる。
賦型シート原反基材層に用いられる樹脂は、フィルムやシートとして用いることが出来、塗布して用いることも出来る。
賦型シート原反基材層の構成材料には、紙基材を用いることが出来る。
くは、坪量約100g/m2〜450g/m2位のものを使用することが望ましい。
平滑化層は賦型シート原反基材層の賦型層側の面に、必要に応じて設けられ、賦型シート原反基材層の表面を平滑化するものである。
を更に上げることができる。また、炭酸カルシウムは安価であるため、好適に用いられる。
賦型シート原反基材層と賦型シート原反賦型層との密着性を向上させる目的で、必要に応じて、基材層表面にアンカーコート層を設けることができる。本発明においては、プライマーコート、アンカーコート等の塗布処理等の総称としてアンカーコートと記載する。
塩化ビニリデンラテックス、或いはこれらのラテックスのカルボキシル変性物、また、水溶性アンカーコート剤としては、ポリビニルアルコール、水溶性エチレン−酢酸ビニル共重合体、ポリエチレンオキサイド、水溶性アクリル樹脂、水溶性エポキシ樹脂、水溶性セルロース誘導体、水溶性ポリエステル、水溶性イソシアネート、水溶性リグニン誘導体などの水溶液を使用することができる。
本発明において、賦型シート原反賦型層は、賦型シート原反基材層の一方の面に積層された、樹脂または樹脂組成物からなる層であり、意匠シート表面に目的とする微細柄凹凸模様構造の表面態様を転写して形成し得る表面態様を有し得るものである。
耐熱性が要求される場合には、熱可塑性樹脂の、ポリメチルペンテン系樹脂が好ましい。賦型部の微細柄凹凸模様に高度な形成精度が要求される場合には、紫外線硬化性樹脂を用いることが好ましい。
賦型シート原反は、例えば、賦型シート原反基材層の片方の面に樹脂または樹脂組成物からなる賦型シート原反賦型層を形成して作製される。
の樹脂を押出チルロール成型して得ることが出来る。
賦型シートは、賦型シート原反から作製されたものであり、賦型層と基材層とを有し、賦型層には、微細柄凹凸模様を転写で形成し得る表面態様が形成されている。
賦型シートは賦型シート原反賦型層に微細柄凹凸加工を施して作製されるものであることから、基材層の素材構成は賦型シート原反基材層と同じであるが、図7に示したように、基材層は、賦型層に賦型された微細柄凹凸模様が反映されて、同様の微細柄凹凸模様構造を有していてもよい。特に、転写時のバックアップロールの表面が柔らかい構成の場合に、容易に反映することができる。
本発明において、賦型シート賦型層は、賦型部と基部とで構成されている。賦型部とは
、柄として凹凸を有する厚み部分のことであり、基部とは、賦型部の支持部となる厚み部分のことであり、賦型部と基部との間に明確な境界は無く、一体となって賦型層を構成している。
[賦型シートの作製方法]
本発明において、賦型シートは、賦型シート原反の賦型層に、微細柄凹凸模様を賦型し得る表面態様を、一次賦型シート賦型層からの表面態様の転写によって形成することで作製される。
本発明において、一次賦型シート賦型層の表面態様を賦型シート原反賦型層に転写する際には、2つのロール、1つのロールと1つの平板、及び2つの平板、なる群から選択される1種の、対になった加圧部品を有するプレス装置を用いて、一次賦型シートと、賦型シート原反とを、一次賦型シート賦型層と賦型シート原反賦型層とが対向するように挟んで加圧する。
上記で得られた賦型シートを用いて、意匠シートを次のように作製することができる。
択することができる。
これにより表面樹脂層からなる賦型シート、または表面樹脂層と基材層とからなる意匠シートを得ることができる。
[紫外線硬化性樹脂組成物1の調整]
下記原料を混合して均一化し、紫外線硬化性樹脂組成物1を調整した。
溶剤(メチルエチルケトン) 60質量部
PETフィルムA(東レ(株)社製、ルミラーU34、厚さ100μm、塗布側面のSa0μm)の上に、賦型層として、上記の紫外線硬化性樹脂組成物1を塗布及び加熱乾燥して積層し、次いで、該賦型層が超鏡面のチルロールに接するように、超鏡面のチルロールと押圧ロールとの間に通して賦型層の表面を平滑化して、帯状の積層体(幅1500mm、長さ1500m)である、ミラー仕様表面の一次賦型シート原反1を作成した。賦型層表面のSaは0.08μmだった。
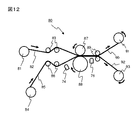
図10のように、PETフィルムAを液状の上記紫外線硬化性樹脂組成物1が入ったバットを通過させてPETフィルムAの片面に紫外線硬化性樹脂組成物1を塗布し、塗布層
厚みを30μmに調整して賦型層を形成して一次賦型シート原反2を作製した。
紫外線硬化性樹脂組成物1は液状であるため、連続して一次賦型シート5の作製へと進めた。
上記で得た一次賦型シート原反1から、下記の一次賦型シート1〜6を作製した。
[一次賦型シート1の作製]
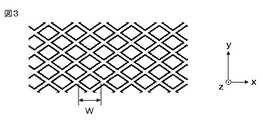
表面を銅めっきしたシリンダーを準備し、170mm幅内に、微細柄凹凸模様としては図3に示されたパターンで、ピッチPが300μm、凸部幅Wが200μm、深さDが75μmになるようにシリンダー表面に切削して、ドラム状賦型版1を作製した。
バックアップロール表面温度:20℃
ドラム状賦型版加圧圧力:線圧270kgf/cm
シート送り速度:5m/分
冷風温度:20℃
微細柄凹凸模様のサイズを、ピッチPが500μm、凸部幅Wが350μm、深さDが100μmに変更して、ドラム状賦型版2を作製した以外は、一次賦型シート1と同様に操作して、一次賦型シート2を作製した。
次に、表面を銅めっきしたシリンダーを準備し、断面が二等辺三角形のバイトで、下記ピッチとバイト頂角の組み合わせ33種の線条パターンをシリンダー表面に切削して、ドラム状賦型版3を作製した。
ート3を作製した。工程条件は下記の通り。
バックアップロール表面温度:20℃
ドラム状賦型版加圧圧力:線圧270kgf/cm
シート送り速度:5m/分
冷風温度:20℃
一次賦型シート1の一部を切断して、枚葉シートの一次賦型シート4を作製した。
上記で作製した一次賦型シート原反2を、連続して、図10に示したように、賦型層がドラム状賦型版3に接するように巻き付けて、ドラム状賦型版3の表面凹凸形状を圧着により賦型層に転写し、更に、一次賦型シート原反2がドラム状賦型版3に巻き付けられている状態で、基材層側から紫外線を照射して紫外線硬化性樹脂組成物2を硬化して、次いで冷却された取り出しロールで冷却して、微細柄凹凸模様を有する一次賦型シート5を作製した。各工程条件は下記の通り。
取り出しロールの表面温度:30℃
シート送り速度:5m/分
冷風温度:20℃

[賦型シート原反1の作製]
賦型シート原反1の基材層用に、クレーコート層を形成した紙基材であるキャストコート紙(坪量164g/m2)を準備した。
00mm、長さ1500m)である、賦型シート原反1(ミラー仕様表面)を作成した。基材層表面(平滑化樹脂層表面)のSaは0.1μm、賦型層表面のSaは0.08μmだった。
[賦型シート原反2の作製]
超鏡面ロールを超微細マット面のチルロールに変えた以外は、賦型シート原反1と同様に操作して、連続シートの帯状積層体(幅1500mm、長さ1500m)である、賦型シート原反2(マット仕様表面)を作成した。基材層表面(平滑化樹脂層表面)のSaは0.1μm、賦型層表面のSaは0.6μmだった。
[賦型シート原反3の作製]
賦型シート原反2の一部を切り取り、枚葉シートの積層体(幅1500mm、長さ1000mm)である、賦型シート原反3を作製した。
[賦型シート原反4の作製]
基材層用紙基材キャストコート紙を普通の紙基材に変えた以外は、賦型シート原反1と同様に操作して、連続シートの帯状積層体(幅1500mm、長さ1500m)である、賦型シート原反4(マット仕様表面)を作成した。基材層表面(紙基材層表面)のSaは7μm、賦型層表面のSaは0.8μmだった。
[賦型シート原反5の作製]
基材層用紙基材キャストコート紙を普通の紙基材に変え、超鏡面ロールを超微細マット面のチルロールに変えた以外は、賦型シート原反1と同様に操作して、連続シートの帯状積層体(幅1500mm、長さ1500m)である、賦型シート原反5(マット仕様表面)を作成した。基材層表面(紙基材層表面)のSaは17μm、賦型層表面のSaは8μmだった。
(賦型シート1の作製)
上記で得た、一次賦型シート1と、賦型シート原反1とを用いて、図8(3)のように、連続的に、賦型シートの原反に基材層側から熱風を当てて加熱して、一次賦型シートと賦型シート原反とを、賦型層同士が対向するように重ねて、表面が平滑で硬く圧着により表面形状が変化しない構成を備えた2つのロールで挟んで熱圧して、一次賦型シートの微細柄凹凸模様を、賦型シート原反1の賦型層に転写によって追加した。
一次賦型シートが接する側のロールの表面温度:30℃
賦型シートの原反1が接する側のロールの表面温度:120℃
ロール圧力:線圧270kgf/cm
冷風の温度:10℃
シート送り速度:5m/分
意匠シートの微細柄凹凸模様が賦型される表面樹脂層用に、下記配合で意匠樹脂組成物1を調整した。
着色剤(大日精化工業(株)社製、セイカセブンNET−5794ブラック) 15質量部
トルエン 25質量部
イソプロピルアルコール 25質量部
上記で作製した賦型シート1を、合成皮革製造装置に取り付け、意匠樹脂組成物1を賦型シートの賦型層に、ダイコート法により塗布した。
(評価)
上記で得られた意匠シート1について、マット質感を評価した。結果を表1に示した。
表3に記載した、一次賦型シート、賦型シート原反、プレス部品等の組み合わせに従って、実施例1と同様に操作して賦型シート及び意匠シートを作製し、微細柄凹凸模様のタイプがマットのものについてはマット質感の評価を、微細柄凹凸模様のタイプが回折光沢のもについては虹強さと虹視野広さの評価を行った。結果を表3に示した。
[マット質感]
照度400ルクス(明るいオフィス相当)の試験環境下で、意匠シートから切り出した100mm角のサンプルを机の上に置き、被験者10名(20代から60代まで)が500mm上方位置から目視して、広くマット質感を感じる人数をカウントすることによって判定した。
[虹強さ]
虹強さの評価は、変角分光測定器(S−OGM、デジタルファッション株式会社)を用いて行った。
[視野広さ]
照度400ルクス(明るいオフィス相当)の試験環境下で、意匠シートから切り出した100mm角のサンプルを机の上に置き、被験者10名(20代から60代まで)が500mm上方位置から目視して、虹の視野広さを広いと感じる人数をカウントすることによって判定した。
[結果まとめ]
P 微細柄凹凸模様ピッチ
θ 微細柄凹凸模様バイト頂角
1 一次賦型シート原反
2 一次賦型シート原反賦型層
3 一次賦型シート原反基材層
4 一次賦型シート
5 一次賦型シート賦型層
6 一次賦型シート基材層
7 一次賦型シート賦型層賦型部
8 一次賦型シート賦型層基部
9 一次賦型シート微細柄線状凹部
10 一次賦型シート微細柄線状凸部
11 賦型シート原反
12 賦型シート原反賦型層
13 賦型シート原反基材層
14 賦型シート賦型層
15 賦型シート基材層
16 賦型シート賦型層賦型部
17 賦型シート賦型層基部
18 賦型シート微細柄線状凹部
19 賦型シート微細柄線状凸部
20 意匠シート
21 意匠シート表面樹脂層
22 意匠シート基材層
61 一次賦型シート製造装置1
62 一次賦型シート基材巻
63 一次賦型シート基材
64 紫外線硬化性樹脂組成物
65 ドラム状賦型版
66 紫外線照射装置
67 一次賦型シート用取り出しロール
68 一次賦型シート
69 一次賦型シート巻
71 一次賦型シート製造装置2
72 一次賦型シート原反巻
73 一次賦型シート送りロール
74 熱風装置
75 バックアップロール
76 冷風装置
80 賦型シート作製システム
81 一次賦型シート巻(使用前)
82 一次賦型シート(使用前)
83 一次賦型シート送りロール
84 賦型シート原反巻
85 賦型シート原反
86 賦型シート原反送りロール
87 一次賦型シート側ロール(エンボスロール)
88 賦型シート側ロール(バックアップロール)
89 取り出しロール
90 一次賦型シート(使用後)
91 一次賦型シート巻(使用後)
92 賦型シート
93 賦型シート巻
Claims (10)
- 微細柄凹凸模様を賦型する為の賦型シートの製造方法であって、
前記賦型シートは、賦型シート基材層と、片面の最表層である賦型シート賦型層とを有する積層体であって、賦型シート原反から一次賦型シートを用いて作製されるものであり、
前記賦型シート賦型層は、前記微細柄凹凸模様を賦型可能な表面態様を有し、
前記賦型シート原反は、賦型シート原反基材層と、片面の最表層である賦型シート原反賦型層とを有する積層体であり、
前記賦型シート原反賦型層の表面粗さは、Saが0.03μm以上、5μm未満であり、
前記賦型シート原反基材層の前記賦型シート原反賦型層側の面の表面粗さは、Saが0.3μm以上、15μm未満であり、
前記一次賦型シートは、一次賦型シート基材層と、片面の最表層である一次賦型シート賦型層とを有する積層体あって、一次賦型シート原反から作製されるものであり、
前記一次賦型シート賦型層は、前記微細柄凹凸模様と略同形状の表面態様を表面に有し
前記一次賦型シート原反は、透明樹脂フィルムからなる一次賦型シート原反基材層と、片面の最表層である一次賦型シート原反賦型層とを有し、
前記一次賦型シート原反賦型層は、紫外線硬化性樹脂組成物からなる層であり
前記製造方法が下記の工程1と工程2とを含む、賦型シートの製造方法。
工程1)前記微細柄凹凸模様を賦型可能な表面態様を有するドラム状賦型版の表面に、前記一次賦型シート原反を、流動可能な状態の前記一次賦型シート原反賦型層が接するように巻き付けて、
前記ドラム状賦型版の前記表面態様を加圧により前記一次賦型シート原反賦型層に転写して、
次いで、前記一次賦型シート原反基材層側から紫外線を照射して前記一次賦型シート原反賦型層を硬化して、前記一次賦型シートを作製する工程。
工程2)加熱された前記賦型シート原反と、前記一次賦型シートとを、前記賦型シート原反賦型層と前記一次賦型シート賦型層とが対向するように重ねて、
次いで、プレス装置で挟んで熱圧することによって、前記一次賦型シート賦型層の前記表面態様を前記賦型シート原反賦型層に転写して、前記賦型シートを作製する工程。 - 前記工程2において、前記一次賦型シートと前記賦型シート原反とが、連続シートであって、連続的に繰り出されて熱圧される、請求項1に記載の、賦型シートの製造方法。
- 前記工程2において、前記プレス装置の、前記一次賦型シートが接する側のプレス部品が、平滑で硬い表面構成のロールであり、
前記一次賦型シートは、枚葉シートであって、該ロールの表面に巻き付けて固定されており、
前記賦型シート原反は、連続シートであって、連続的に繰り出される、
請求項1に記載の、賦型シートの製造方法。 - 前記賦型シート原反基材層の前記賦型シート原反賦型層側の面の表面粗さは、Saが0.3μm以上、5μm未満であり、
前記賦型シート原反賦型層の表面の表面粗さは、Saが0.03μm以上、0.5μm未満であり、
前記一次賦型シート原反賦型層の表面の表面粗さは、Saが0.03μm以上、0.5μm未満である、
請求項1〜3の何れか1項に記載の、賦型シートの製造方法。 - 前記賦型シート原反基材層の前記賦型シート原反賦型層側の面の表面粗さは、Saが0.3μm以上、15μm未満であり、
前記賦型シート原反賦型層の表面の表面粗さは、Saが0.03μm以上、5μm未満であり、
前記一次賦型シート原反賦型層の表面の表面粗さは、Saが0.03μm以上、5μm未満である、
請求項1〜3の何れか1項に記載の、賦型シートの製造方法。 - 前記賦型シート原反基材層は紙層とクレー層とを含み、
前記賦型シート原反賦型層はポリプロピレン系樹脂またはポリメチルペンテン系樹脂を含む、
請求項1〜5の何れか1項に記載の、賦型シートの製造方法。 - 前記微細柄凹凸模様は、深さが0.08μm以上、10μm以下である、請求項1〜6の何れか1項に記載の、賦型シートの製造方法。
- 前記微細柄凹凸模様は、回折光沢を有し、深さが0.08μm以上、5μm以下である、請求項1〜6の何れか1項に記載の、賦型シートの製造方法。
- 前記微細柄凹凸模様は、マット質感を有し、深さが5μm以上、10μm以下である、請求項1〜6の何れか1項に記載の、賦型シートの製造方法。
- 請求項1〜9の何れか1項に記載の賦型シートの製造方法によって作製された、賦型シート。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2017186069A JP6953959B2 (ja) | 2017-09-27 | 2017-09-27 | 微細柄凹凸模様賦型シートの製造方法及び該製造方法で作製された賦型シート |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2017186069A JP6953959B2 (ja) | 2017-09-27 | 2017-09-27 | 微細柄凹凸模様賦型シートの製造方法及び該製造方法で作製された賦型シート |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2019059141A true JP2019059141A (ja) | 2019-04-18 |
| JP6953959B2 JP6953959B2 (ja) | 2021-10-27 |
Family
ID=66176018
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2017186069A Active JP6953959B2 (ja) | 2017-09-27 | 2017-09-27 | 微細柄凹凸模様賦型シートの製造方法及び該製造方法で作製された賦型シート |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6953959B2 (ja) |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2019155790A (ja) * | 2018-03-15 | 2019-09-19 | 大日本印刷株式会社 | 微細柄凹凸模様を有するラミネートチューブ容器 |
| JP2019155791A (ja) * | 2018-03-15 | 2019-09-19 | 大日本印刷株式会社 | 微細柄凹凸模様を有するラミネートチューブ容器。 |
| WO2020196158A1 (ja) | 2019-03-26 | 2020-10-01 | 日本曹達株式会社 | エポキシ化ポリブタジエンを含有するフッ素ゴム組成物 |
| JP2022137847A (ja) * | 2021-03-09 | 2022-09-22 | 大日本印刷株式会社 | マットフィルム及び印画物の製造方法 |
| JP7255740B1 (ja) | 2022-07-06 | 2023-04-11 | 王子ホールディングス株式会社 | 蒸着紙用原紙、蒸着紙、包装袋、積層体、及び液体紙容器 |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS53149259A (en) * | 1977-06-01 | 1978-12-26 | Dainippon Printing Co Ltd | Production of embossed release film |
| JPH0516228A (ja) * | 1991-04-15 | 1993-01-26 | Dainippon Printing Co Ltd | グロス−マツト調賦型フイルム |
| JPH06238751A (ja) * | 1993-02-16 | 1994-08-30 | Dainippon Printing Co Ltd | 凹凸模様を有する化粧材の製造方法 |
| JP2001001402A (ja) * | 1999-04-23 | 2001-01-09 | Dainippon Printing Co Ltd | 賦型シート及びその製造方法 |
| WO2014054678A1 (ja) * | 2012-10-05 | 2014-04-10 | Jx日鉱日石エネルギー株式会社 | フィルム状モールドを用いた光学基板の製造方法、製造装置及び得られた光学基板 |
| WO2015011899A1 (ja) * | 2013-07-25 | 2015-01-29 | 凸版印刷株式会社 | シート材及びそれを用いたバリア性包装容器並びにシート材の製造方法 |
| JP2017026917A (ja) * | 2015-07-24 | 2017-02-02 | 大日本印刷株式会社 | 回折光沢シート、賦型シート、及び回折光沢シートの製造方法 |
-
2017
- 2017-09-27 JP JP2017186069A patent/JP6953959B2/ja active Active
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS53149259A (en) * | 1977-06-01 | 1978-12-26 | Dainippon Printing Co Ltd | Production of embossed release film |
| JPH0516228A (ja) * | 1991-04-15 | 1993-01-26 | Dainippon Printing Co Ltd | グロス−マツト調賦型フイルム |
| JPH06238751A (ja) * | 1993-02-16 | 1994-08-30 | Dainippon Printing Co Ltd | 凹凸模様を有する化粧材の製造方法 |
| JP2001001402A (ja) * | 1999-04-23 | 2001-01-09 | Dainippon Printing Co Ltd | 賦型シート及びその製造方法 |
| WO2014054678A1 (ja) * | 2012-10-05 | 2014-04-10 | Jx日鉱日石エネルギー株式会社 | フィルム状モールドを用いた光学基板の製造方法、製造装置及び得られた光学基板 |
| WO2015011899A1 (ja) * | 2013-07-25 | 2015-01-29 | 凸版印刷株式会社 | シート材及びそれを用いたバリア性包装容器並びにシート材の製造方法 |
| JP2017026917A (ja) * | 2015-07-24 | 2017-02-02 | 大日本印刷株式会社 | 回折光沢シート、賦型シート、及び回折光沢シートの製造方法 |
Cited By (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2019155790A (ja) * | 2018-03-15 | 2019-09-19 | 大日本印刷株式会社 | 微細柄凹凸模様を有するラミネートチューブ容器 |
| JP2019155791A (ja) * | 2018-03-15 | 2019-09-19 | 大日本印刷株式会社 | 微細柄凹凸模様を有するラミネートチューブ容器。 |
| JP7027982B2 (ja) | 2018-03-15 | 2022-03-02 | 大日本印刷株式会社 | 微細柄凹凸模様を有するラミネートチューブ容器。 |
| JP7027981B2 (ja) | 2018-03-15 | 2022-03-02 | 大日本印刷株式会社 | 微細柄凹凸模様を有するラミネートチューブ容器 |
| WO2020196158A1 (ja) | 2019-03-26 | 2020-10-01 | 日本曹達株式会社 | エポキシ化ポリブタジエンを含有するフッ素ゴム組成物 |
| JP2022137847A (ja) * | 2021-03-09 | 2022-09-22 | 大日本印刷株式会社 | マットフィルム及び印画物の製造方法 |
| JP7647184B2 (ja) | 2021-03-09 | 2025-03-18 | 大日本印刷株式会社 | マットフィルム及び印画物の製造方法 |
| JP7255740B1 (ja) | 2022-07-06 | 2023-04-11 | 王子ホールディングス株式会社 | 蒸着紙用原紙、蒸着紙、包装袋、積層体、及び液体紙容器 |
| JP2024008783A (ja) * | 2022-07-06 | 2024-01-19 | 王子ホールディングス株式会社 | 蒸着紙用原紙、蒸着紙、包装袋、積層体、及び液体紙容器 |
| CN119403678A (zh) * | 2022-07-06 | 2025-02-07 | 王子控股株式会社 | 蒸镀纸用原纸、蒸镀纸、包装袋、层叠体以及液体纸容器 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP6953959B2 (ja) | 2021-10-27 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6953981B2 (ja) | 大柄凹凸模様と微細柄凹凸模様を同時に賦型する賦型シートの製造方法及び該製造方法で作製された賦型シート | |
| JP2019059141A (ja) | 微細柄凹凸模様賦型シートの製造方法及び該製造方法で作製された賦型シート | |
| JP7003535B2 (ja) | 大柄凹凸模様と微細柄凹凸模様を同時に賦型する賦型シートの製造方法及び該製造方法で作製された賦型シート | |
| JP7144134B2 (ja) | 微細柄凹凸模様を賦型する賦型シートの製造方法及び該製造方法で作製された賦型シート | |
| JP6922214B2 (ja) | 離型紙、合成皮革、および離型紙の製造方法 | |
| JP7268320B2 (ja) | 回折光沢賦型用離型紙 | |
| JP6711173B2 (ja) | 離型シート及び樹脂皮革 | |
| JP2015206154A (ja) | 合成皮革、賦形シート、合成皮革の製造方法及び賦形シートの製造方法 | |
| CN109532178A (zh) | 3d套印套压装饰膜生产工艺,应用及中间产品 | |
| JP7706359B2 (ja) | 離型紙 | |
| JP7127383B2 (ja) | 化粧シートの製造方法 | |
| JP7155695B2 (ja) | 離型紙の製造方法、離型紙、被賦形体および合成皮革 | |
| JP4712998B2 (ja) | 離型紙 | |
| JP7027980B2 (ja) | 大柄凹凸模様と微細柄凹凸模様を有するラミネートチューブ容器 | |
| JP7027982B2 (ja) | 微細柄凹凸模様を有するラミネートチューブ容器。 | |
| JP3098799B2 (ja) | 工程離型紙 | |
| JPS602989B2 (ja) | 剥離シ−ト及びその製造方法 | |
| CN111433043B (zh) | 获得具有多个三维装饰图案的一层压制品的方法及相关制品 | |
| JP7722103B2 (ja) | 離型シート及び離型シートの製造方法 | |
| JP7248060B2 (ja) | 回折光沢賦形用離型紙 | |
| JPH09117992A (ja) | 化粧シート | |
| JPS58194538A (ja) | エンボス離型材の製造方法 | |
| JP7456089B2 (ja) | 離型紙、被賦形体および合成皮革の製造方法 | |
| JP2000334835A (ja) | フィルム貼着印刷物及びその製造方法 | |
| JP2019077158A (ja) | 化粧シート、化粧板、化粧シートの製造方法、化粧板の製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20200730 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20210531 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20210615 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20210720 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20210831 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20210913 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6953959 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |