JP2019059483A - インモールドラベル容器およびその製造方法 - Google Patents
インモールドラベル容器およびその製造方法 Download PDFInfo
- Publication number
- JP2019059483A JP2019059483A JP2017182889A JP2017182889A JP2019059483A JP 2019059483 A JP2019059483 A JP 2019059483A JP 2017182889 A JP2017182889 A JP 2017182889A JP 2017182889 A JP2017182889 A JP 2017182889A JP 2019059483 A JP2019059483 A JP 2019059483A
- Authority
- JP
- Japan
- Prior art keywords
- label
- mold
- injection resin
- container
- gate
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images










Landscapes
- Containers Having Bodies Formed In One Piece (AREA)
- Moulds For Moulding Plastics Or The Like (AREA)
- Injection Moulding Of Plastics Or The Like (AREA)
Abstract
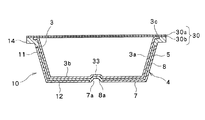
【解決手段】インモールドラベル容器10は、少なくともラベル4と、ラベル4上に射出された射出樹脂8とを備えている。底部12を構成する射出樹脂8は、ゲートから長手方向Xに向って延びる厚肉領域51と、他の領域52とを有し、厚肉領域51の厚みは他の領域52の厚みより大きい。
【選択図】図2
Description
少なくとも底部ラベルと胴部ラベルとを含むラベルと、
前記ラベル表面に射出された射出樹脂とを備え、
前記底部の射出樹脂に、前記ゲート側から前記長手方向に向って延びる厚肉領域が形成され、当該厚肉領域は、前記底部の射出樹脂の前記ゲートを含む他の領域よりその厚みが大きくなっているインモールドラベル容器である。
前記コアと前記キャビティのうちの少なくとも一方に、前記ゲート側から前記長手方向に向って延びる厚肉領域形成用凹部が形成された金型を準備する工程と、
前記金型内に前記ラベルを挿着する工程と、
前記金型内に前記射出樹脂を射出して前記ラベル表面に前記射出樹脂を設ける工程とを備えたインモールドラベル容器の製造方法である。
前記射出樹脂を前記ラベルと前記シート成形体との間に射出する、インモールドラベル容器の製造方法である。
(2)ヒートシール延伸ポリプロピレン層(HSOPP)30μ/VM−PET12/延伸ポリプロピレン層(OPP)30μ
(3)ヒートシール剤コーティング/延伸ポリプロピレン層(OPP)30μ/アルミ箔7μ/延伸ポリプロピレン層(OPP)30μ
また、本発明のインモールドラベル容器10に用いられる射出樹脂8としては、射出成形可能な熱可塑性樹脂、例えば、ポリプロピレン、ポリエチレン、ポリスチレン等が使用され得る。
また底部12を構成する射出樹脂8の各厚肉領域51は、ゲート8aから放射状に延びる一対の放射状直線51a、51aにより規定される。さらにまた、厚肉領域51を規定する一対の放射状直線51a、51aと他の領域52との間には、射出樹脂8の厚みが、他の領域52から厚肉領域51に向って徐々に大きくなる中間領域53が形成されている。なお、各厚肉領域51は、ゲート8aから放射状に延びる一対の放射状直線51a、51aにより規定されるが、この厚肉領域51を放射状に延びる一対の曲線によって規定してもよい。
3a 胴部シート
3b 底部シート
3c フランジ部シート
4 ラベル
5 胴部ラベル
5a、5b、5c、5d 側面ラベル
7 底部ラベル
8 射出樹脂
10 インモールドラベル容器
11 胴部
12 底部
14 フランジ部
20 金型
21 コア
22A 厚肉領域形成用凹部
22B 中間領域形成用凹部
22C 他の領域形成部
22 キャビティ
22a 注入口
23 積層体
23a 合成樹脂層
23b ガスバリア層
23c 接着層
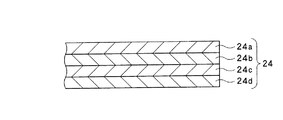
24 積層体
24a 接着層
24b 合成樹脂層
24c ガスバリア層
24d 印刷基材層
51 厚肉領域
51a 放射状直線
52 他の領域
53 中間領域
Claims (5)
- 胴部と、互いに直交する長手方向および短手方向を有し、ゲートを含む底部と、この底部に連結する胴部とを備えたインモールドラベル容器において、
少なくとも底部ラベルと胴部ラベルとを含むラベルと、
前記ラベル表面に射出された射出樹脂とを備え、
前記底部の射出樹脂に、前記ゲート側から前記長手方向に向って延びる厚肉領域が形成され、当該厚肉領域は、前記底部の射出樹脂の前記ゲートを含む他の領域よりその厚みが大きくなっている、インモールドラベル容器。 - 前記射出樹脂の厚肉領域は前記ゲートから放射状に延びる一対の直線又は曲線により規定される、請求項1記載のインモールドラベル容器。
- 前記射出樹脂の厚肉領域と他の領域との間に射出樹脂の厚みが他の領域から厚肉領域に向って徐々に大きくなる中間領域が形成されている、請求項1または2記載のインモールドラベル容器。
- コアとキャビティとを有する金型を用いて、互いに直交する長手方向および短手方向をもち、かつゲートを含む底部と、この底部に連結する胴部とを備え、ラベルとこの表面ラベル表面に射出された射出樹脂とを有するインモールドラベル容器を製造するインモールドラベル容器の製造方法において、
前記コアと前記キャビティのうちの少なくとも一方に、前記ゲート側から前記長手方向に向って延びる厚肉領域形成用凹部が形成された金型を準備する工程と、
前記金型内に前記ラベルを挿着する工程と、
前記金型内に前記射出樹脂を射出して前記ラベル表面に前記射出樹脂を設ける工程とを備えたインモールドラベル容器の製造方法。 - 前記金型内に前記射出樹脂を射出する工程の前に、胴部シートと底部シートを含み、容器形状をもったシート成形体を挿着し、
前記射出樹脂を前記ラベルと前記シート成形体との間に射出する、請求項4記載のインモールドラベル容器の製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2017182889A JP7112664B2 (ja) | 2017-09-22 | 2017-09-22 | インモールドラベル容器およびその製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2017182889A JP7112664B2 (ja) | 2017-09-22 | 2017-09-22 | インモールドラベル容器およびその製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2019059483A true JP2019059483A (ja) | 2019-04-18 |
| JP7112664B2 JP7112664B2 (ja) | 2022-08-04 |
Family
ID=66176171
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2017182889A Active JP7112664B2 (ja) | 2017-09-22 | 2017-09-22 | インモールドラベル容器およびその製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP7112664B2 (ja) |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH06278164A (ja) * | 1993-03-25 | 1994-10-04 | Toppan Printing Co Ltd | 非円対称多層射出容器 |
| JP2004323087A (ja) * | 2003-04-28 | 2004-11-18 | Toppan Printing Co Ltd | 角形カップ状プラスチック容器 |
| JP2005335763A (ja) * | 2004-05-27 | 2005-12-08 | Sekisui Techno Seikei Kk | 有底箱型サンドイッチ成形品 |
| JP2014534915A (ja) * | 2011-10-21 | 2014-12-25 | コルテック,インコーポレーテッド | 非対称多層射出成形製品及び射出方法 |
| JP2017065693A (ja) * | 2015-09-28 | 2017-04-06 | 大日本印刷株式会社 | インモールドラベル容器およびその製造方法 |
-
2017
- 2017-09-22 JP JP2017182889A patent/JP7112664B2/ja active Active
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH06278164A (ja) * | 1993-03-25 | 1994-10-04 | Toppan Printing Co Ltd | 非円対称多層射出容器 |
| JP2004323087A (ja) * | 2003-04-28 | 2004-11-18 | Toppan Printing Co Ltd | 角形カップ状プラスチック容器 |
| JP2005335763A (ja) * | 2004-05-27 | 2005-12-08 | Sekisui Techno Seikei Kk | 有底箱型サンドイッチ成形品 |
| JP2014534915A (ja) * | 2011-10-21 | 2014-12-25 | コルテック,インコーポレーテッド | 非対称多層射出成形製品及び射出方法 |
| JP2017065693A (ja) * | 2015-09-28 | 2017-04-06 | 大日本印刷株式会社 | インモールドラベル容器およびその製造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP7112664B2 (ja) | 2022-08-04 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6541031B2 (ja) | インモールドラベル容器およびその製造方法 | |
| KR102179800B1 (ko) | 인몰드 라벨 용기 | |
| JP5772147B2 (ja) | インモールドラベル容器およびその製造方法 | |
| JP6300072B2 (ja) | インモールドラベル容器およびその製造方法 | |
| KR102179882B1 (ko) | 인 몰드 라벨 용기 및 그 제조 방법 | |
| JP2019059483A (ja) | インモールドラベル容器およびその製造方法 | |
| JP6504483B2 (ja) | インモールドラベル容器およびその製造方法 | |
| JP7057887B2 (ja) | インモールドラベル容器およびラベル | |
| JP6760442B2 (ja) | インモールドラベル容器およびその製造方法 | |
| JP2019064665A (ja) | インモールドラベル容器 | |
| JP2014105009A (ja) | インモールドラベル容器およびその製造方法 | |
| JP6928899B2 (ja) | インモールドラベル容器の製造方法およびインモールドラベル容器 | |
| JP2001328138A (ja) | インモールドラベル容器 | |
| JP2019066642A (ja) | ラベルおよびインモールドラベル容器 | |
| HK1240170B (zh) | 模内贴标容器及其制造方法 | |
| JP2019171604A (ja) | 被覆積層体、複合成形容器および複合成形容器の製造方法 | |
| HK1240170A1 (en) | In-mold label container and method for manufacturing same | |
| JP7004237B2 (ja) | シート成形体、射出成形容器および射出成形容器の製造方法 | |
| JP2003137258A (ja) | インモ−ルドラベル容器およびその成形法 | |
| JP2019064666A (ja) | 射出成形容器およびその製造方法 | |
| JP2003162224A (ja) | インモ−ルドラベル容器およびその成形法 | |
| HK1227369B (zh) | 模内标签容器 | |
| JP2003095242A (ja) | インモ−ルドラベル容器およびその成形法 | |
| JP2015182300A (ja) | インモールドラベル容器 | |
| HK1227369A1 (en) | In-mold label container |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20200728 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20210616 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20210625 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20210804 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20211203 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20220117 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20220401 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20220506 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20220624 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20220707 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 7112664 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |