JP2019062005A - 高温超電導コイル装置及び高温超電導マグネット装置 - Google Patents
高温超電導コイル装置及び高温超電導マグネット装置 Download PDFInfo
- Publication number
- JP2019062005A JP2019062005A JP2017183443A JP2017183443A JP2019062005A JP 2019062005 A JP2019062005 A JP 2019062005A JP 2017183443 A JP2017183443 A JP 2017183443A JP 2017183443 A JP2017183443 A JP 2017183443A JP 2019062005 A JP2019062005 A JP 2019062005A
- Authority
- JP
- Japan
- Prior art keywords
- temperature superconducting
- high temperature
- superconducting wire
- wire
- coil device
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images









Landscapes
- Superconductors And Manufacturing Methods Therefor (AREA)
Abstract
Description
図1は各実施形態の高温超電導コイル装置に用いられる高温超電導線材(超電導テープ線)の一例を示す構成図である。
図2(a)は各実施形態の高温超電導コイル装置の一例のパンケーキコイルを示す概略斜視図、図2(b)は図2(a)の概略断面図、図2(c)は図2(b)の拡大断面図である。
(構 成)
図3は第1実施形態の高温超電導コイル装置を示す断面図である。図4は第1実施形態において巻取り直後の高温超電導線材をコイル上面から見た図である。図5は第1実施形態において共巻きされる巻線部のターン数と単位長さあたりの電圧との関係を示すグラフである。
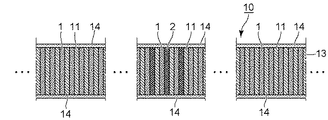
上述したように、従来例において、2枚重ねの高温超電導線材1,2は、ハンダ等の接合層3により一体化されているため、厚みが1枚の場合の2倍となり、コイル化した際の曲げ歪も、1枚の場合の2倍となる。そして、線材厚さ方向の剛性が高くなるため、巻線時、均一な曲率で円形の巻線部13に巻き取ることが困難になる。したがって、不均一な曲率で曲げてしまうと、局所的に許容曲げ歪を超えてしまい、高温超電導線材1,2の臨界電流特性が1枚あるいは2枚とも劣化する。その結果、当初目的とした電流の転流による熱暴走の防止ができなくなるばかりか、劣化箇所のジュール発熱で熱暴走し焼損してしまう可能性がある。
このように本実施形態によれば、第1の高温超電導線材1と第2の高温超電導線材2とは、直接接触により電気的に接続されているため、第1の高温超電導線材1と第2の高温超電導線材2の臨界電流特性の臨界電流特性を劣化させることなく、高温超電導コイル装置10内部における局所的な熱暴走を未然に防止することが可能になる。
(構 成)
図6は第2実施形態において第1と第2の高温超電導線材が共巻きされている部分を示す拡大断面図である。なお、第2実施形態は、前記第1実施形態の変形例である。第2実施形態は、前記第1実施形態と同一又は対応する部分には、同一の符号を付して重複する説明は省略し、異なる構成及び作用のみを説明する。その他の実施形態も同様とする。
このように構成された本実施形態において、第1の高温超電導線材1と第2の高温超電導線材2とは、超電導層15,16に近い側のテープ面同士が隣接して配置されている。そのため、両方の高温超電導線材1,2がテープ基板4に近い側のテープ面を向いている場合と比較して、電気的な接続の抵抗をより低くすることができる。
このように本実施形態によれば、第1の高温超電導線材1と第2の高温超電導線材2との電気的な接続の抵抗をより低くすることができるため、第1の高温超電導線材1がクエンチした際、第2の高温超電導線材2への電流の転流が容易となり、前記第1実施形態と比較して、より確実に高温超電導コイル装置10内部における局所的な熱暴走を未然に防止することが可能になる。
(構 成)
図7は第3実施形態の高温超電導コイル装置を示す断面図である。
このように構成された本実施形態において、第2の高温超電導線材2に隣接して、テープ状の金属線材17が直接接触により電気的に接続されているため、第1の高温超電導線材1がクエンチした際、電流が転流可能な領域が拡大するとともに、1ターン分の巻線部13の熱容量が増加するため、ジュール発熱による温度上昇を抑制することができる。
このように本実施形態によれば、第1の高温超電導線材1がクエンチした際、電流が転流可能な領域が拡大するとともに、1ターン分の巻線部13の熱容量が増加するため、ジュール発熱による温度上昇を抑制することができるため、第1実施形態及び第2実施形態よりも、さらに確実に高温超電導コイル装置10内部における局所的な熱暴走を未然に防止することが可能になる。
なお、本実施形態の高温超電導コイル装置10は、テープ状の金属線材17が第2の高温超電導線材2に直接接触により電気的に接続されているが、この金属線材17は、第1の高温超電導線材1に直接接触により電気的に接続するようにしてもよい。また、金属線材17は、第2の高温超電導線材2及び第1の高温超電導線材1の双方に直接接触により電気的に接続するようにしてもよい。要するに、金属線材17は、第2の高温超電導線材2及び第1の高温超電導線材1の少なくとも一方に直接接触により電気的に接続させればよい。
(構 成)
図8は第4実施形態の高温超電導コイル装置を示す断面図である。
このように構成された本実施形態において、第2の高温超電導線材2のテープ厚さを第1の高温超電導線材1よりも薄く形成したので、前記第1実施形態乃至第3実施形態に比べて1ターンの巻線部13の熱容量は減少するものの、巻線部13の断面積をより小さくすることができる。
このように本実施形態によれば、前記第1実施形態乃至第3実施形態に比べて1ターンの巻線部13の熱容量は減少するものの、巻線部13の断面積をより小さくすることができるため、共巻きの影響による電流密度の低下を抑えることができる。
なお、本実施形態の第2の高温超電導線材2は、前記第1実施形態乃至第3実施形態に記載の第1の高温超電導線材1と第2の高温超電導線材2よりもテープ厚さtを薄く形成したが、これに限らず第2の高温超電導線材2を前記第1実施形態乃至第3実施形態に記載の第2の高温超電導線材2よりもテープ幅wを狭く形成してもよい。このように第1の高温超電導線材1と第2の高温超電導線材2は、テープ厚さt又はテープ幅wが必ずしも同じでなくてもよい。
図9は各実施形態の高温超電導コイル装置を適用した高温超電導マグネット装置の一例を示す縦断面図である。
本発明の実施形態を説明したが、この実施形態は、例として提示したものであり、発明の範囲を限定することは意図していない。この実施形態は、その他の様々な形態で実施されることが可能であり、発明の要旨を逸脱しない範囲で、種々の省略、置き換え、変更、組み合わせを行うことができる。この実施形態やその変形は、発明の範囲や要旨に含まれると同様に、特許請求の範囲に記載された発明とその均等の範囲に含まれるものである。
Claims (9)
- テープ状の高温超電導線材を巻回した高温超電導コイル装置であって、
少なくとも1ターンを超える巻線部の少なくとも1箇所において、前記高温超電導線材が複数巻回され、これら複数の高温超電導線材が直接接触にて電気的に接続されていることを特徴とする高温超電導コイル装置。 - 前記複数の高温超電導線材は、第1の高温超電導線材と第2の高温超電導線材を備えることを特徴とする請求項1に記載の高温超電導コイル装置。
- 前記第1の高温超電導線材と前記第2の高温超電導線材は、共巻きされてなることを特徴とする請求項2に記載の高温超電導コイル装置。
- 前記第1の高温超電導線材と前記第2の高温超電導線材は、巻枠の外周に絶縁材とともに巻回されていることを特徴とする請求項2又は3に記載の高温超電導コイル装置。
- 前記第1の高温超電導線材と前記第2の高温超電導線材は、それぞれ超電導層が片側に寄って設けられ、前記第1の高温超電導線材と前記第2の高温超電導線材は、前記超電導層に近い側の面同士が隣接していることを特徴する請求項2乃至4のいずれか一項に記載の高温超電導コイル装置。
- 前記第1の高温超電導線材及び前記第2の高温超電導線材の少なくとも一方に、テープ状の金属線材が直接接触により電気的に接続されていることを特徴とする請求項2乃至5のいずれか一項に記載の高温超電導コイル装置。
- 前記第2の高温超電導線材は、前記第1の高温超電導線材よりもテープ厚さを薄く形成したことを特徴とする請求項2乃至6のいずれか一項に記載の高温超電導コイル装置。
- 前記第1の高温超電導線材と前記第2の高温超電導線材との間の直接接触による単位長さあたりの電気的な接続の抵抗は、単位長さあたりの電圧1μV/cmを運転電流値で割って算出される抵抗値の1000倍以下であることを特徴とする請求項2乃至7のいずれか一項に記載の高温超電導コイル装置。
- 請求項1乃至8のいずれか一項に記載の高温超電導コイル装置を備えていることを特徴とする高温超電導マグネット装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2017183443A JP6871117B2 (ja) | 2017-09-25 | 2017-09-25 | 高温超電導コイル装置及び高温超電導マグネット装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2017183443A JP6871117B2 (ja) | 2017-09-25 | 2017-09-25 | 高温超電導コイル装置及び高温超電導マグネット装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2019062005A true JP2019062005A (ja) | 2019-04-18 |
| JP6871117B2 JP6871117B2 (ja) | 2021-05-12 |
Family
ID=66177569
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2017183443A Active JP6871117B2 (ja) | 2017-09-25 | 2017-09-25 | 高温超電導コイル装置及び高温超電導マグネット装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6871117B2 (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2021168350A (ja) * | 2020-04-10 | 2021-10-21 | 株式会社東芝 | バンドル巻き高温超電導コイル装置 |
| CN119049874A (zh) * | 2024-09-23 | 2024-11-29 | 华中科技大学 | 一种含有内接头的高温超导线圈绕制方法及超导混合磁体 |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2005510843A (ja) * | 2001-11-28 | 2005-04-21 | アメリカン スーパーコンダクター コーポレイション | 超伝導体ケーブルおよび磁気デバイス |
| JP2015179764A (ja) * | 2014-03-19 | 2015-10-08 | 株式会社東芝 | 高温超電導磁石装置および高温超電導磁石消磁方法 |
| JP2017068931A (ja) * | 2015-09-28 | 2017-04-06 | 株式会社東芝 | 高温超電導導体、高温超電導コイル及び高温超電導コイルの接続構造 |
-
2017
- 2017-09-25 JP JP2017183443A patent/JP6871117B2/ja active Active
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2005510843A (ja) * | 2001-11-28 | 2005-04-21 | アメリカン スーパーコンダクター コーポレイション | 超伝導体ケーブルおよび磁気デバイス |
| JP2015179764A (ja) * | 2014-03-19 | 2015-10-08 | 株式会社東芝 | 高温超電導磁石装置および高温超電導磁石消磁方法 |
| JP2017068931A (ja) * | 2015-09-28 | 2017-04-06 | 株式会社東芝 | 高温超電導導体、高温超電導コイル及び高温超電導コイルの接続構造 |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2021168350A (ja) * | 2020-04-10 | 2021-10-21 | 株式会社東芝 | バンドル巻き高温超電導コイル装置 |
| JP7438830B2 (ja) | 2020-04-10 | 2024-02-27 | 株式会社東芝 | バンドル巻き高温超電導コイル装置 |
| CN119049874A (zh) * | 2024-09-23 | 2024-11-29 | 华中科技大学 | 一种含有内接头的高温超导线圈绕制方法及超导混合磁体 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP6871117B2 (ja) | 2021-05-12 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5823116B2 (ja) | 超電導コイル | |
| JP5259487B2 (ja) | 超電導コイル | |
| JP4743150B2 (ja) | 超電導コイルおよびそれに用いる超電導導体 | |
| WO2017061563A1 (ja) | 超電導コイル | |
| JP6666274B2 (ja) | 高温超電導永久電流スイッチ及び高温超電導磁石装置 | |
| WO2017057064A1 (ja) | 高温超電導導体、高温超電導コイル及び高温超電導コイルの接続構造 | |
| JP5879749B2 (ja) | 超電導コイル、超電導マグネット、および超電導コイルの製造方法 | |
| JP7247080B2 (ja) | 超電導コイル装置 | |
| JP6548916B2 (ja) | 高温超電導コイル | |
| JP6738720B2 (ja) | 超電導線材の接続構造 | |
| JP5022279B2 (ja) | 酸化物超電導電流リード | |
| JP2012256744A (ja) | 超電導コイル | |
| JP6035050B2 (ja) | 超電導コイル装置及びその製造方法 | |
| JP6871117B2 (ja) | 高温超電導コイル装置及び高温超電導マグネット装置 | |
| JP7210411B2 (ja) | 超電導コイル装置 | |
| JP5728365B2 (ja) | 酸化物超電導コイル及び超電導機器と酸化物超電導コイルの製造方法 | |
| JP2014154320A (ja) | 酸化物超電導線材の接続構造体及び超電導機器 | |
| JP2020136637A (ja) | 高温超電導磁石装置 | |
| JP6005428B2 (ja) | 超電導コイル及び超電導コイル装置 | |
| JP7222622B2 (ja) | 超電導コイル及び超電導コイル装置 | |
| JP7438830B2 (ja) | バンドル巻き高温超電導コイル装置 | |
| JP2022165541A (ja) | 超電導コイル及び超電導コイル装置 | |
| JP2015035308A (ja) | 酸化物超電導線材の接続構造体、及びこれを備えた超電導機器 | |
| JP7614993B2 (ja) | 超電導コイル及び超電導コイル装置 | |
| JP4634954B2 (ja) | 超電導装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A711 | Notification of change in applicant |
Free format text: JAPANESE INTERMEDIATE CODE: A712 Effective date: 20171201 Free format text: JAPANESE INTERMEDIATE CODE: A711 Effective date: 20171201 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20200210 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20201120 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20201208 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20210127 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20210316 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20210415 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6871117 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |