JP2019062122A - パッケージ実装体 - Google Patents
パッケージ実装体 Download PDFInfo
- Publication number
- JP2019062122A JP2019062122A JP2017186800A JP2017186800A JP2019062122A JP 2019062122 A JP2019062122 A JP 2019062122A JP 2017186800 A JP2017186800 A JP 2017186800A JP 2017186800 A JP2017186800 A JP 2017186800A JP 2019062122 A JP2019062122 A JP 2019062122A
- Authority
- JP
- Japan
- Prior art keywords
- heat
- package
- gel
- island
- mounting body
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images





Classifications
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10W—GENERIC PACKAGES, INTERCONNECTIONS, CONNECTORS OR OTHER CONSTRUCTIONAL DETAILS OF DEVICES COVERED BY CLASS H10
- H10W72/00—Interconnections or connectors in packages
- H10W72/851—Dispositions of multiple connectors or interconnections
- H10W72/874—On different surfaces
- H10W72/884—Die-attach connectors and bond wires
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10W—GENERIC PACKAGES, INTERCONNECTIONS, CONNECTORS OR OTHER CONSTRUCTIONAL DETAILS OF DEVICES COVERED BY CLASS H10
- H10W74/00—Encapsulations, e.g. protective coatings
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10W—GENERIC PACKAGES, INTERCONNECTIONS, CONNECTORS OR OTHER CONSTRUCTIONAL DETAILS OF DEVICES COVERED BY CLASS H10
- H10W90/00—Package configurations
- H10W90/701—Package configurations characterised by the relative positions of pads or connectors relative to package parts
- H10W90/751—Package configurations characterised by the relative positions of pads or connectors relative to package parts of bond wires
- H10W90/756—Package configurations characterised by the relative positions of pads or connectors relative to package parts of bond wires between a chip and a stacked lead frame, conducting package substrate or heat sink
Landscapes
- Structures Or Materials For Encapsulating Or Coating Semiconductor Devices Or Solid State Devices (AREA)
- Lead Frames For Integrated Circuits (AREA)
- Cooling Or The Like Of Semiconductors Or Solid State Devices (AREA)
Abstract
【課題】背面放熱型の半導体パッケージを備えるパッケージ実装体において、高放熱性を実現する。
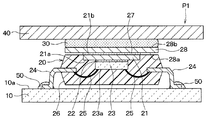
【解決手段】半導体パッケージ20が放熱ゲル30を介して筐体部品40に熱的に接続されているパッケージ実装体であって、モールド樹脂26から露出するアイランド21の裏面21bと放熱ゲル30との間に、放熱接着剤27を介して裏面21bよりも面積が広いヒートシンク28が配置された構造とする。これにより、放熱ゲル30において筐体部品40へ熱を伝える部分の面積が広くなり、放熱ゲル30の熱抵抗、ひいてはパッケージ実装体全体の熱抵抗が小さくなって、従来よりも放熱性の高い構造となる。また、放熱ゲル30の厚みが部材の寸法誤差などによって厚くなっても、放熱性の低下が抑制される構造となる。
【選択図】図1
【解決手段】半導体パッケージ20が放熱ゲル30を介して筐体部品40に熱的に接続されているパッケージ実装体であって、モールド樹脂26から露出するアイランド21の裏面21bと放熱ゲル30との間に、放熱接着剤27を介して裏面21bよりも面積が広いヒートシンク28が配置された構造とする。これにより、放熱ゲル30において筐体部品40へ熱を伝える部分の面積が広くなり、放熱ゲル30の熱抵抗、ひいてはパッケージ実装体全体の熱抵抗が小さくなって、従来よりも放熱性の高い構造となる。また、放熱ゲル30の厚みが部材の寸法誤差などによって厚くなっても、放熱性の低下が抑制される構造となる。
【選択図】図1
Description
本発明は、背面放熱型のパッケージ実装体に関する。
従来より、この種のパッケージ実装体としては、例えば特許文献1に記載のものが挙げられる。特許文献1に記載のパッケージ実装体は、配線基板の一面上に半導体パッケージが搭載され、半導体パッケージのうち配線基板の一面と反対側の面が放熱ゲルを介して冷却部材である筐体部品に接続された構成とされている。つまり、特許文献1に記載のパッケージ実装体は、半導体パッケージと筐体部品との隙間を放熱ゲルで埋めた構造とされている。
ここで、上記の半導体パッケージは、金属製のアイランドの一面上に半導体素子がはんだなどを介して搭載され、該一面の反対側の他面が露出するように、モールド樹脂で封止された、いわゆる背面放熱型のハーフモールドタイプの構造とされている。そして、アイランドの他面は、放熱ゲルを介して筐体部品に接続されている。
また、半導体パッケージは、モールド樹脂で一部が覆われると共に、モールド樹脂で覆われる部分においてワイヤを介して半導体素子と電気的に接続されるリードを備えている。半導体素子は、リードのうちモールド樹脂より露出した部分であるアウターリードがはんだなどを介して配線基板上に接続されることで、配線基板と電気的に接続されている。
これにより、上記のパッケージ実装体は、半導体パッケージが配線基板とリードを介して電気的なやりとりが可能とされると共に、半導体素子から生じた熱がアイランドの他面側から放熱ゲルを介して筐体部品へと放熱される構成となる。
ところで、放熱ゲルを介して上記のような半導体パッケージを筐体部品に接続する際、パッケージ実装体の各部品の厚み公差や配線基板との接続における公差等の制約によって、放熱ゲルの厚みが制御できない場合がある。
具体的には、放熱ゲルの厚みは、筐体部品のうち配線基板の一面上に搭載された半導体パッケージと向き合う面と配線基板の一面との該一面に対する法線方向における寸法から、半導体パッケージの該法線方向における寸法を引いて得られる寸法となる。そのため、半導体パッケージや筐体部品などの部品自体の寸法の公差や半導体パッケージを配線基板上にはんだ等により搭載する際の位置ズレなどによって、放熱ゲルの厚みが変動してしまう。このような理由により放熱ゲルの厚みが厚くなると、半導体素子の熱を半導体素子側から筐体部品側へ放熱するに際して、放熱ゲルから筐体部品への放熱が律速となり、半導体パッケージ全体の熱抵抗が大きくなってしまう。
本発明は、上記の点に鑑みてなされたものであり、背面放熱型の半導体パッケージの背面が冷却部材と熱的に接続された構造であって、従来よりも熱抵抗が小さく、放熱性の高いパッケージ実装体を提供することを目的とする。
上記目的を達成するため、請求項1に記載のパッケージ実装体は、半導体パッケージ(20)と、放熱ゲル(30)と、放熱ゲルを介して半導体パッケージと接続された筐体部品(40)と、を備えるパッケージ実装体であって、半導体パッケージは、表面(21a)と裏面(21b)とを有するアイランド(21)と、表面上に搭載された半導体素子(23)と、半導体素子と電気的に接続された複数のリード(24)と、アイランドの一部、半導体素子およびリードの一部を覆うモールド樹脂(26)と、裏面と向き合う一面(28a)を有し、放熱接着剤(27)を介してアイランドと接続されたヒートシンク(28)と、を備える。このような構成において、アイランドの裏面は、モールド樹脂より露出しており、ヒートシンクは、放熱ゲルを介して筐体部品と接続されると共に、一面の面積が該裏面の面積よりも広い。
これにより、半導体素子から生じた熱がヒートシンクにおいてアイランドの面積より広い面積に拡散した後に、放熱ゲルを介して筐体部品に熱が伝導される構造、すなわち放熱ゲルにおいて筐体部品へ熱を伝える面積が広くなる構造のパッケージ実装体となる。つまり、アイランドと筐体部品との間にヒートシンクを備えない従来のパッケージ実装体(以下、単に「従来のパッケージ実装体」という)よりも放熱ゲルの熱抵抗が下がり、パッケージ実装体全体での熱抵抗が低い、すなわち放熱性の高いパッケージ実装体となる。また、放熱ゲルにおいて筐体部品へ熱を伝える面積が広くなるため、寸法公差により放熱ゲルの厚みが厚くなったとしても放熱ゲルの熱抵抗が大きくなることが抑制される構造となる。
請求項5に記載のパッケージ実装体は、半導体パッケージ(80)と、放熱ゲル(30)と、放熱ゲルを介して半導体パッケージと接続された筐体部品(40)と、を備えるパッケージ実装体であって、半導体パッケージは、一面(70a)と他面(70b)とを有するアイランド(70)と、一面上に搭載された半導体素子(23)と、半導体素子と電気的に接続された複数のリード(72)と、アイランドの一部、半導体素子およびリードの一部を覆うモールド樹脂(26)と、を有する。このような構成において、アイランドは、一面に対する法線方向から見て、半導体素子に向かって凹んだ凹部(71)が形成されており、他面は、モールド樹脂より露出すると共に、放熱ゲルを介して筐体部品と接続されており、リードのうち半導体素子側の一端(72a)は、法線方向から見て、凹部に入り込む配置とされている。
上記によれば、半導体素子から生じた熱が従来のパッケージ実装体よりも広い面積とされたアイランドで拡散された後に、放熱ゲルを介して筐体部品に放熱される構造、すなわち放熱ゲルから筐体部品に熱が伝わる面積が広くなる構造のパッケージ実装体となる。これにより、従来のパッケージ実装体よりもパッケージ実装体全体での熱抵抗が低く、放熱性の高いパッケージ実装体となる。
なお、上記各手段の括弧内の符号は、後述する実施形態に記載の具体的手段との対応関係の一例を示すものである。
以下、本発明の実施形態について図に基づいて説明する。なお、以下の各実施形態相互において、互いに同一もしくは均等である部分には、同一符号を付して説明を行う。
(第1実施形態)
第1実施形態のパッケージ実装体P1について、図1、図2を参照して述べる。パッケージ実装体P1は、例えば、自動車などの車両に搭載され、車両用の各種装置を駆動するためのパッケージ実装体として適用されるものである。図2では、平面レイアウトを分かり易くするため、後述する半導体パッケージ20のうちアイランド21、半導体素子23、リード24、ワイヤ25およびモールド樹脂26以外の構成要素を省略し、モールド樹脂26を一点鎖線で示している。
第1実施形態のパッケージ実装体P1について、図1、図2を参照して述べる。パッケージ実装体P1は、例えば、自動車などの車両に搭載され、車両用の各種装置を駆動するためのパッケージ実装体として適用されるものである。図2では、平面レイアウトを分かり易くするため、後述する半導体パッケージ20のうちアイランド21、半導体素子23、リード24、ワイヤ25およびモールド樹脂26以外の構成要素を省略し、モールド樹脂26を一点鎖線で示している。
パッケージ実装体P1は、図1に示すように、半導体パッケージ20と、放熱ゲル30と、筐体部品40とを備える。パッケージ実装体P1は、例えば、図1に示すように、はんだなどによりなる接合材50を介して配線基板10などの上に搭載されて使用される。
なお、配線基板10は、図示しない回路配線や電極パッドなどが設けられており、半導体パッケージ20などの電子部品が搭載される基板である。
半導体パッケージ20は、図1に示すように、アイランド21と、接合材22と、半導体素子23と、リード24と、ワイヤ25と、モールド樹脂26と、放熱接着剤27と、ヒートシンク28とを備える。
アイランド21は、図1に示すように、表裏の関係にある表面21aと裏面21bとを有する板状とされ、例えばCu、Feなどの金属材料などにより構成される。アイランド21の表面21aには、図1もしくは図2に示すように、接合材22を介して半導体素子23が搭載されている。アイランド21の裏面21bは、図1に示すように、モールド樹脂26から露出している。
接合材22は、アイランド21上に半導体素子23を搭載するためのもの、例えばダイボンディング材として一般的なはんだや銀ペーストなどが用いられる。
半導体素子23は、例えばMOSトランジスタやIGBT(絶縁ゲートバイポーラトランジスタ)などであり、主としてSiなどの半導体材料によって構成される。半導体素子23は、任意の半導体プロセスにより作製される。半導体素子23は、図1もしくは図2に示すように、例えば矩形板状とされ、アイランド21の反対側の一面23aに図示しない電極パッドが形成されており、ワイヤ25を介してリード24の一部と電気的に接続されている。なお、半導体素子23は、図2に示すように、アイランド21の表面21a内に収まるように配置されている。
リード24は、アイランド21と共にリードフレームを構成するものであり、例えば、アイランド21を構成する金属材料と同じ材料により構成される。リード24は、例えば、アイランド21を構成する金属材料よりなる金属板をプレス加工することによって、アイランド21と共に複数成形される。
ワイヤ25は、例えば、Auなどの金属材料によりなるワイヤであり、図1もしくは図2に示すように、ワイヤボンディングにより半導体素子23とリード24とにそれぞれ接続される。
モールド樹脂26は、例えば、モールド材料として典型的なエポキシ樹脂などによりなり、トランスファー成形等により形成される。モールド樹脂26は、図1に示すように、アイランド21のうち裏面21bと異なる部分、接合材22、半導体素子23、リード24の一部およびワイヤ25を覆っている。
放熱接着剤27は、図1に示すように、アイランド21の裏面21bとヒートシンク28との間を埋めるように配置され、これらの部材を熱的に接続している。放熱接着剤27は、アイランド21とヒートシンク28とを電気的に絶縁し、半導体パッケージ20から筐体部品40へのリーク電流が生じないようにする観点から、例えば絶縁性のシリコーン系接着剤によって構成されることが好ましい。
放熱接着剤27は、パッケージ実装体全体の熱抵抗(単位:K/W)を下げる観点から、裏面21bに対する法線方向(以下「裏面法線方向」という)における厚み(以下、単に「厚み」という)が、放熱ゲル30の厚みよりも薄くされている。放熱接着剤27の厚みが放熱ゲル30の厚みよりも厚いと、放熱接着剤27が放熱の律速となってしまうためである。例えば、限定するものではないが、放熱接着剤27の厚みは、後述する放熱ゲル30の厚みが0.5mm程度とされているのに対して、0.1mm程度とされる。
なお、ここでいう「熱抵抗」とは、半導体素子23から筐体部品40に向かう方向における熱伝導抵抗を意味する。以下の説明における「熱抵抗」についても同様である。
ヒートシンク28は、例えば、図1に示すように、表裏の関係にある一面28aと他面28bとを有する板状とされ、一面28aがアイランド21の裏面21b側を向くように配置されている。ヒートシンク28は、放熱性の向上の観点から、例えばCuなどの熱伝導率の高い金属材料またはその合金などによって構成される。ヒートシンク28は、一面28aの面積がアイランド21の裏面21bの面積よりも広くされている。
ヒートシンク28は、放熱ゲル30が筐体部品40へ熱を受け渡す面積を広くし、放熱ゲル30ひいてはパッケージ実装体P1の熱抵抗を小さくするために用いられる部材である。具体的には、ヒートシンク28は、半導体素子23の駆動による熱をアイランド21の裏面21bの面積よりも広い面積に拡散させ、その熱が放熱ゲル30に伝わる面積、ひいては放熱ゲル30が筐体部品40へその熱を伝える面積を大きくする機能を果たす。ヒートシンク28による放熱ゲル30の熱抵抗およびパッケージ実装体P1の熱抵抗の低減効果については、後ほど詳しく述べる。
なお、ヒートシンク28は、裏面法線方向から見たときの平面方向における熱伝導に優れた材料により構成されていればよく、上記の例に限られず、他の金属材料やその合金などで構成されていてもよい。
ヒートシンク28は、冷熱サイクルなどの環境における半導体パッケージ20の信頼性向上の観点から、モールド樹脂26の線膨張係数と同じもしくはそれに近い材料により構成されることが好ましい。具体的には、ヒートシンク28、モールド樹脂26の線膨張係数をそれぞれα、βとして、例えば、βが14ppm/Kである場合、αは、βと同じ14ppm/Kもしくはこれに近い10〜18ppm/Kの範囲内とすることが好ましい。言い換えると、α/βは、0.7〜1.3の範囲内とされることが好ましい。
なお、モールド樹脂26は、エポキシ樹脂などにSiO2などの酸化物を含む構成とするなどの任意の方法により、ヒートシンク28の線膨張係数αに対応して、その線膨張係数βが適宜調整されてもよい。
このような構成とされた半導体パッケージ20は、図1に示すように、ヒートシンク28が放熱ゲル30を介して筐体部品40に接続されている。なお、半導体パッケージ20は、例えば、SOP(Small Outline Packageの略)やQFP(Quad Flat Packageの略)のようなパッケージ構造とされるが、他のパッケージ構造とされてもよい。
放熱ゲル30は、図1に示すように、ヒートシンク28と筐体部品40との間を埋めるように配置され、半導体素子23からヒートシンク28に伝わった熱を筐体部品40に放熱するものであり、例えばシリコンゲルなどにより構成される。放熱ゲル30は、例えばディスペンサーなどにより半導体パッケージ20のうちヒートシンク28上に塗布され、その後、筐体部品40が載せられた結果、これらの部材を熱的に接続することとなる。そのため、放熱ゲル30は、その厚みが配線基板10の一面10aと筐体部品40との寸法から、半導体パッケージ20の厚みの寸法を引いて得られる寸法となる。つまり、放熱ゲル30の厚みは、半導体パッケージ20や筐体部品40の寸法の公差などにより変動し、例えば0.1mm〜1.0mm程度の範囲内とされる。
筐体部品40は、図1に示すように、放熱ゲル30に接して配置されており、放熱ゲル30から伝わった熱を外部へ放熱する冷却部材であり、例えば、主としてアルミニウムなどの熱伝導率の高い金属材料もしくはその合金によって構成される。筐体部品40は、必要に応じて表面積を広くして放熱性を高めるための放熱フィンが形成されてもよい。
以上が、パッケージ実装体P1の構成である。次に、パッケージ実装体P1の製造方法の一例について述べるが、下記に限られるものではない。また、パッケージ実装体P1の製造工程のうち放熱接着剤27およびヒートシンク28を用いること以外の工程については、任意のパッケージ実装体の製造工程を採用できるため、ここでは、簡単に説明する。
まず、例えば、銅などの金属材料によりなり、アイランド21とリード24とを備えるリードフレームと、MOSトランジスタなどを備える半導体素子23とを用意し、はんだ付けにより半導体素子23をアイランド21の表面21a上に搭載する。その後、例えば、Auなどによりなるワイヤ25を用いてワイヤボンディングにより、半導体素子23とリード24とを電気的に接続する。
次いで、例えば、上型と下型によりなる金型を用意し、当該金型内に半導体素子23が搭載され、リード24とワイヤボンディングされた上記のリードフレームをセットする。その後、例えば、アイランド21の裏面21bを当該金型のキャビティの内壁面に接触させたまま、当該金型内にモールド樹脂26の原料であるエポキシ樹脂を流し込み、当該エポキシ樹脂を加熱硬化させてモールド樹脂26を形成する。そして、当該金型からモールド樹脂26が形成されたワークを離型することで、裏面21bがモールド樹脂26から露出したハーフモールド構造となる。
その後、上記のワークのうちアイランド21の裏面21bに、例えば、ディスペンサーなどにより放熱接着剤27としてシリコーン系樹脂を塗布し、この上に銅などの金属材料によりなるヒートシンク28を載せ、ワークとヒートシンク28とを接着させる。これにより、半導体パッケージ20を作製することができる。
続けて、半導体パッケージ20のうちヒートシンク28上に、例えば、放熱ゲル30としてシリコンゲルをディスペンサーなどにより塗布し、アルミニウムなどの金属材料によりなる筐体部品40をこの上に載せる。これにより、放熱ゲル30を介して半導体パッケージ20が筐体部品40と熱的に接続される。このようにして、パッケージ実装体P1を製造することができる。
次に、本実施形態のパッケージ実装体P1に至った経緯について説明する。本発明者らによる従来のパッケージ実装体における熱抵抗低減の検討によれば、実装体の熱抵抗は、半導体素子を搭載するアイランドの面積が該半導体素子の面積と同じである場合、該アイランドの面積が該発熱体の面積より大きい場合よりも大きかった。この現象を踏まえ、本発明者らは、鋭意検討をしたところ、放熱ゲルがアイランドから熱を受ける面積、ひいては当該熱を筐体部品に伝える面積が小さくなることで、放熱ゲルの熱抵抗、ひいてはパッケージ実装体全体の熱抵抗が大きくなることを突き止めた。
ここで、熱伝導率(W/mK)がλ、熱が伝わる長さ、すなわち厚み(m)がt、他の部材や空気などに熱を伝える部分の面積(m2)がAである任意の部材における熱抵抗Rは、下記の式(1)により求められる。
R=t/(λ×A)・・・式(1)
熱抵抗Rは、任意の部材における熱の伝わりにくさを示す指標であり、その数値が小さいほど放熱性が高いことを意味する。そのため、式(1)によれば、任意の部材における熱抵抗Rは、厚みtが厚くなるほど大きくなり、他の部材等に熱を伝える面積Aが広いほど小さくなる。熱伝導率λは、物質固有の値であるため、任意の部材を構成する材料に依存する。以上を踏まえ、本発明者らは、放熱ゲル30の厚みが寸法公差により厚くなったとしてもその熱抵抗が大きくなることを抑制するため、放熱ゲル30が筐体部品40に熱を伝える面積が広くなる構造のパッケージ実装体P1を考案するに至った。
熱抵抗Rは、任意の部材における熱の伝わりにくさを示す指標であり、その数値が小さいほど放熱性が高いことを意味する。そのため、式(1)によれば、任意の部材における熱抵抗Rは、厚みtが厚くなるほど大きくなり、他の部材等に熱を伝える面積Aが広いほど小さくなる。熱伝導率λは、物質固有の値であるため、任意の部材を構成する材料に依存する。以上を踏まえ、本発明者らは、放熱ゲル30の厚みが寸法公差により厚くなったとしてもその熱抵抗が大きくなることを抑制するため、放熱ゲル30が筐体部品40に熱を伝える面積が広くなる構造のパッケージ実装体P1を考案するに至った。
次に、パッケージ実装体P1における熱抵抗の低減効果について、実施例1、2および比較例1、2並びに図3、図4を参照して説明する。
図3、図4に示すモデル構造M1、M2は、後述するシミュレーションにおける熱抵抗の計算に寄与しないリード24、ワイヤ25およびモールド樹脂26もしくはこれらに相当する構成要素を有しない構成である。また、図3、図4では、断面を示すものではないが、その構成要素同士を区別しやすくするため、一部の構成要素にハッチングを施している。さらに、図3、図4では、説明の簡素化のため、便宜的に、紙面の左右方向をX方向とし、半導体素子の一面のなす平面と平行な平面上においてX方向と直交する方向をY方向とし、X方向とY方向のなす平面に対して直交する方向をZ方向としている。
なお、モデル構造M2は、図4に示すように、半導体素子60と、接合材61と、アイランド62と、放熱ゲル63と、筐体部品64とを備える。モデル構造M2は、図4に示すように、放熱接着剤27およびヒートシンク28を有しておらず、アイランド62と筐体部品64とが放熱ゲル63を介して接続され、放熱ゲル63の面積がアイランド62のそれと同じとされている。
まず、熱抵抗のシミュレーションにおける実施例1、2および比較例1、2の寸法を表1に示す。以下の説明において、便宜的に、X方向の寸法を「幅」、Y方向の寸法を「奥行」、Z方向の寸法を「厚み」という。

表1に示すように、実施例1および比較例1、並びに実施例2および比較例2は、相違する構造の部分を除き、その幅、奥行きおよび厚みが同一とされている。実施例2および比較例2は、実施例1および比較例1よりも各構成要素の寸法が一回り大きくされている。また、実施例1、2は、ヒートシンク28が介在したことに伴い、放熱ゲル30の幅と奥行きが、比較例1、2の放熱ゲル63の幅と奥行よりも大きくされている。
次に、実施例1、2および比較例1、2について、各部材およびパッケージ実装体全体の熱抵抗のシミュレーションを行った結果を表2に示す。
表2に示すように、放熱接着剤27およびヒートシンク28を有しない構造である比較例1は、放熱ゲル63の熱抵抗が13.15K/Wであった。これに対して、実施例1は、放熱ゲル30の熱抵抗が4.73K/Wであり、比較例1の放熱ゲル63よりもその熱抵抗が小さかった。また、比較例1のモデル構造M2全体の熱抵抗が16.96K/Wであるのに対して、実施例1のモデル構造M1全体の熱抵抗は、10.54K/Wであった。
熱抵抗の低減効果として、半導体素子23、60の消費電力および筐体部品40、64のうち半導体素子23、60と反対側の面における表面温度を所定の値にした際の半導体素子23、60の表面温度をシミュレーションにて算出した。具体的には、筐体部品40、64の表面温度125℃とし、半導体素子23、60の消費電力を2Wとして、実施例1および比較例1の半導体素子23、60のうち筐体部品40、64の反対側の面における温度を算出した。その結果、比較例1の半導体素子60の温度が158℃であるのに対して、実施例1の半導体素子23の温度が146℃であったことから、実施例1のパッケージ実装体は、比較例1に比べて放熱性が高い構造であることが判明した。
また、表2に示すように、比較例2は、放熱ゲル63の熱抵抗が3.56K/Wであった。これに対して、実施例2は、放熱ゲル30の熱抵抗が1.35K/Wであり、比較例2の放熱ゲル63の熱抵抗よりもその熱抵抗が小さかった。また、比較例2のモデル構造M2全体の熱抵抗が3.81K/Wであるのに対して、実施例2のモデル構造M1全体の熱抵抗は、2.28K/Wであった。
また、筐体部品40、64の表面温度125℃とし、半導体素子23、60の消費電力を5.5Wとして、実施例2および比較例2の半導体素子23、60の温度を算出した。その結果、比較例2の半導体素子60の温度が146℃であるのに対して、実施例2の半導体素子23の温度は137℃であった。
この結果から、実施例1よりも一回り寸法が大きい実施例2についても、放熱接着剤27およびヒートシンク28を備えることで、放熱ゲル30、ひいてはパッケージ実装体P1全体の熱抵抗が小さくなり、その放熱性を高めることができることが判明した。
これらの結果は、アイランド21と放熱ゲル30との間に放熱接着剤27およびヒートシンク28が配置された構造とされることによって放熱ゲル30の熱抵抗を小さくでき、ひいてはパッケージ実装体P1全体の熱抵抗が下がる構造となることを示している。言い換えると、半導体パッケージ20全体の熱抵抗が放熱接着剤27およびヒートシンク28の熱抵抗により大きくなっても、その増加分以上に放熱ゲル30の熱抵抗を小さくでき、パッケージ実装体P1全体の熱抵抗を小さくできることを示している。実施例1、2の放熱ゲル30の熱抵抗が小さくなった要因は、ヒートシンク28により放熱ゲル30が熱を受ける面積、ひいては放熱ゲル30が筐体部品40へ熱を伝える面積が広くなったことによると考えられる。
次に、放熱ゲル30の熱抵抗が小さくなった要因の詳細について、実施例1および比較例1を例に表3を参照して説明する。
実施例1および比較例1は、半導体素子、接合材およびアイランドの材質や寸法等が同一であるため、表3に示すように、アイランドの受熱面積および伝熱面積が同じである。実施例1は、アイランド21と放熱ゲル30との間に放熱接着剤27およびヒートシンク28を介しており、アイランド21の熱がヒートシンク28により広げられることとなる。その結果、実施例1は、放熱ゲル30の受熱面積および伝熱面積が81mm2となり、放熱ゲル30の熱抵抗が4.73K/Wとなる。
これに対して、比較例1は、放熱ゲル63の受熱面積および伝熱面積が29.16mm2と狭く、その熱抵抗が大きい。これは、比較例1では、アイランド62と放熱ゲル63とが直接接続されており、アイランド62の面積以上に半導体素子60の熱が広がらないためである。
この結果は、アイランド21と放熱ゲル30との間にヒートシンク28を介在させ、放熱ゲル30の伝熱面積を広げることで、放熱ゲル30の熱抵抗を小さくできることを示している。この傾向は、実施例2および比較例2についても同様であった。
ここで、受熱面積から伝熱面積を算出する方法の一例について、図5を参照して説明する。
図5では、一例としてヒートシンク28における熱の広がりを示しているが、分かり易くするため、パッケージ実装体P1のうちアイランド21、放熱接着剤27およびヒートシンク28以外の構成要素については省略している。図5では、放熱接着剤27から受けた熱が放熱ゲル30に向けて広がる角度をθとし、ヒートシンク28内において熱が角度θに沿って広がる部分の辺、すなわち斜辺の長さをLとしている。また、図5では、ヒートシンク28のZ方向における厚みをt1とし、ヒートシンク28のうち一面28aの反対面である他面28bにおいて熱が広がった部分の長さをΔXとしている。さらに、図5では、紙面左右方向をX方向とし、紙面平面上にてX方向と直交する方向をZ方向とし、XZ平面に直交する方向をY方向としている。
図5に示すように、ヒートシンク28は、放熱接着剤27から一面28aに熱を受け、この一面28aにて熱を受けた部分、すなわち受熱部からその熱を他面28b側に拡散しながら伝達する。一面28aで受けた熱は、ヒートシンク28内で拡散して他面28bに到達するため、他面28bでは受熱部の面積、すなわち受熱面積以上に広範囲に広がっている。図5に示すように、他面28bのうちX方向において受熱部以上に熱が広がった部分がΔXであり、このΔXを算出することでヒートシンク28が放熱ゲル30に熱を伝える部分の面積、すなわち伝熱面積を求めることができる。なお、シミュレーションでは材質が均一である条件で行っており、Y方向における熱の広がりがX方向におけるそれと同じとして、ヒートシンク28や他の部材の伝熱面積を算出している。
ヒートシンク28におけるΔXを算出するには、図5に示す斜辺の長さLを算出する必要がある。この斜辺の長さLは、ヒートシンク28を構成する材料の熱伝導率によって左右されるが、ヒートシンク28の厚みt1に熱伝導率と熱の拡散係数とを乗じて得られた数値を足すことで得られる。こうして得られた斜辺の長さLと厚みt1とのなすarccosθを算出することにより、図5に示す熱の広がる角度θを求めることができる。そして、厚みt1にtanθを乗じることにより、ΔXを算出できる。
実施例1を例に挙げると、ヒートシンク28の熱伝導率が261W/mK、熱の拡散係数が0.0355、厚みt1が0.5mmである場合、上記の算出法によれば、熱の広がる角度θは84.4°となる。そして、ΔXは、厚みt1(0.5mm)と熱の広がる角度θ(84.4°)とにより、5.13mmとなる。
ヒートシンク28の受熱部のX方向における寸法にΔXを足したものが、伝熱部のX方向における寸法である。伝熱部のY方向における寸法についても上記と同様の算出法により得ることができる。そして、ヒートシンク28の一面28aにおける受熱部の寸法は、表1に示す放熱接着剤27のXY寸法と同じであり、幅が4.7mm、奥行が4.0mmである。ただ、ヒートシンク28の伝熱部の寸法は、計算上では幅が9.83mm、奥行が9.13mmとなるが、ヒートシンク28の他面28bのXY寸法が上限のため、実際には幅および奥行が9.0mmとなる。そのため、ヒートシンク28の伝熱面積は、81mm2となる。他の部材についても上記と同様に算出することができる。
なお、ヒートシンク28は、上記の伝熱面積のシミュレーションによれば、放熱ゲル30における熱抵抗を低減する観点から、幅:奥行:厚みの寸法比率が10:10:1とされることが好ましい。
ところで、従来のパッケージ実装体において、裏面法線方向から見た筐体部品64の面積を広くすれば、パッケージ実装体全体の熱抵抗が小さくなり、その放熱性が大きく高まるように思える。しかしながら、この場合、放熱ゲル63がアイランド62から半導体素子60からの熱を受ける面積が大きくなるわけではため、放熱ゲル63の熱抵抗は小さくならない。また、筐体部品64は、表2に示すように、その熱抵抗が放熱ゲル63の熱抵抗に比べて1/100未満であるため、これ以上その熱抵抗を小さくしても、パッケージ実装体全体の熱抵抗低減に対する寄与が小さい。
これに対して、パッケージ実装体P1は、アイランド21と放熱ゲル30との間に放熱接着剤27およびヒートシンク28をあえて介在させ、放熱ゲル30の熱抵抗を大きく低減できる構造とされている。そのため、パッケージ実装体P1は、従来のパッケージ実装体よりも全体の熱抵抗が小さくなり、その放熱性が高い。
本実施形態によれば、ヒートシンク28により半導体素子23からの熱を受ける面積が広くなることで、パッケージ実装体全体の熱抵抗が従来よりも小さくなり、放熱性が高い構造となる。また、仮に放熱ゲル30の厚みが寸法公差等により厚くなった場合であっても、ヒートシンク28がアイランド21と放熱ゲル30との間に介在しているため、放熱ゲル30が厚くなることによるパッケージ実装体全体の熱抵抗が大きくなることが抑制される。
なお、パッケージ実装体P1は、従来の半導体パッケージを寸法などの規格を変えることなく、放熱接着剤27およびヒートシンク28を後付けしたものを半導体パッケージ20として用いられてもよい。つまり、パッケージ実装体P1は、従来の半導体パッケージを活用して製造されることもできる構造のため、寸法等の規格を必要以上に変えることなく製造しやすい利点も期待される。また、半導体素子23と筐体部品40との間にヒートシンク28を配置した構造であるため、半導体素子23を駆動させる際に生じるノイズがヒートシンク28に遮蔽されることで低減され、耐ノイズ性が向上する効果も期待される。
(第2実施形態)
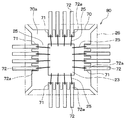
第2実施形態のパッケージ実装体P2について、図6、図7を参照して述べる。図7は、パッケージ実装体P2の構成要素の1つである半導体パッケージ80を、後述する該半導体パッケージ80の構成要素であるアイランド70の一面70aに対する法線方向から見たときの平面模式図である。図7では、構成を分かり易くするため、リード72の数を少なくデフォルメした半導体パッケージ80を示すと共に、モールド樹脂26の外郭線を一点鎖線で示している。
第2実施形態のパッケージ実装体P2について、図6、図7を参照して述べる。図7は、パッケージ実装体P2の構成要素の1つである半導体パッケージ80を、後述する該半導体パッケージ80の構成要素であるアイランド70の一面70aに対する法線方向から見たときの平面模式図である。図7では、構成を分かり易くするため、リード72の数を少なくデフォルメした半導体パッケージ80を示すと共に、モールド樹脂26の外郭線を一点鎖線で示している。
パッケージ実装体P2は、図6に示すように、半導体パッケージ80と、放熱ゲル30と、放熱ゲル30を介して半導体パッケージ80と熱的に接続された筐体部品40と、を備え、例えば配線基板10などの上に搭載されて使用される。パッケージ実装体P2は、半導体パッケージ80の構成が上記第1実施形態で述べた半導体パッケージ20の構成と一部異なっている。
具体的には、半導体パッケージ80は、図6に示すように、一面70aを有するアイランド70と、複数のリード72と、接合材22と、接合材22を介して一面70a上に搭載された半導体素子23と、ワイヤ25と、モールド樹脂26と、を備える。半導体パッケージ80は、アイランド70の他面70bがモールド樹脂26から露出すると共に、他面70bが放熱ゲル30を介して筐体部品40と熱的に接続されている。また、アイランド70の他面70bの面積は、上記第1実施形態におけるアイランド21の裏面21bの面積よりも広くされている。
つまり、本実施形態のパッケージ実装体P2は、半導体パッケージ80が放熱接着剤27およびヒートシンク28を有しない構成とされると共に、アイランド70が放熱ゲル30を介して筐体部品40と接続されている点で上記第1実施形態と相違する。本実施形態では、この相違点について主に説明する。
アイランド70は、複数のリード72と共にリードフレームを構成するものであり、図6もしくは図7に示すように、表裏の関係にある一面70aと他面70bとを有し、例えば略矩形板状とされている。アイランド70は、図6に示すように、一面70a上に接合材22を介して半導体素子23が搭載されている。アイランド70は、図7に示すように、一面70aに対する法線方向(以下「一面法線方向という」)から見て、四辺のそれぞれにアイランド70の中心側に向かって凹んだ凹部71が形成されている。
アイランド70は、図6に示すように、他面70bがモールド樹脂26から露出すると共に、他面70bが放熱ゲル30を介して筐体部品40と熱的に接続されている。アイランド70は、図6に示すように、パッケージ実装体P2全体の熱抵抗を下げる観点から、他面70bの面積が、半導体素子23の他面23bの面積よりも広く、上記第1実施形態でいうヒートシンク28と同程度の面積とされている。
凹部71は、一面法線方向から見て、複数のリード72のうちアイランド70の外郭線から半導体素子23側へ突き出した部分である一端72aに対応しており、該一端72aの寸法と同じもしくはそれ以上に凹んだ部分である。凹部71は、アイランド70とリード72とが一枚の金属板にプレスなどによる打ち抜きおよび押出しの加工を施すことにより成形される際に形成される。
具体的には、一面法線方向から見て、アイランド70の外郭線の外側にリード72を配置する場合において、アイランド70の面積を単に広くしたとき、リード72は、必要以上に半導体素子23から遠い位置に配置されてしまう。この場合、半導体パッケージ80が必要以上に大きくなってしまうため、パッケージ実装体P2を有するデバイス全体の小型化や高機能化の観点から好ましくない。そこで、リード72は、一面法線方向から見て、凹部71が形成されない場合におけるアイランド70の外郭線となる部分から内側に一端72aが突き出るように配置されるように、打ち抜き加工により形成される。凹部71は、このようにしてアイランド70に形成される。
なお、アイランド70は、図7に示すように、一面法線方向から見て、角に相当する部分にアイランド70とリード72とを半導体パッケージ80の形成工程の途中まで繋ぐ吊りリードが形成されている。この吊りリードは、モールド樹脂26の形成後に、プレス打ち抜き加工などによりモールド樹脂26の外郭に沿って切断され、最終的にはリード72と分離される。
リード72は、図7に示すように、一面法線方向から見て半導体素子23の周囲に複数配置され、ワイヤ25を介して半導体素子23と電気的に接続されている。リード72は、アイランド70が広面積となるように形成されたことに伴って、一面法線方向から見てアイランド70の四辺の内側に一部が突き出た配置とされている。言い換えると、リード72のうち一端72aは、一面法線方向から見て、アイランド70の外郭線のうち凹部71を除く部分に囲まれた領域の内側に配置されている。
以上が、半導体パッケージ80の主な特徴点、すなわち上記第1実施形態で述べた半導体パッケージ20との主な相違点である。
次に、アイランド70および放熱ゲル30の面積と半導体素子23の面積との関係およびその効果について説明する。
アイランド70は、一面法線方向から見て、放熱ゲル30への伝熱面積を広げて放熱ゲル30の熱抵抗を小さくし、放熱性の高いパッケージ実装体P2とするため、他面70bの面積が半導体素子23の他面23bの面積よりも広くされている。また、放熱ゲル30は、他面70bの面積と同等もしくはそれ以上の面積とされている。
具体的には、半導体素子23の他面23bの面積を1とした場合、アイランド70の他面70bの面積は、少なくとも3以上とされることが好ましい。また、この場合、アイランド70の厚みは、0.15mm以上とされることが好ましい。これにより、アイランド70を広く、かつ所定以上の厚みとしない場合に比べて、放熱ゲル30の受熱面積が2倍以上、放熱ゲル30の熱抵抗が6割以下となってパッケージ実装体全体の放熱性が高くなるためである。なお、放熱ゲル30は、アイランド70の他面70bにおける伝熱面積以上に当該他面70bと接触させることは言うまでもない。
本実施形態によれば、上記第1実施形態と同様に、放熱ゲル30の熱抵抗が小さく、放熱性の高いパッケージ実装体となる。
(他の実施形態)
なお、上記した各実施形態に示したパッケージ実装体は、本発明の一例を示したものであり、上記の各実施形態に限定されるものではなく、特許請求の範囲に記載した範囲内において適宜変更が可能である。
なお、上記した各実施形態に示したパッケージ実装体は、本発明の一例を示したものであり、上記の各実施形態に限定されるものではなく、特許請求の範囲に記載した範囲内において適宜変更が可能である。
例えば、上記各実施形態において、ヒートシンク28は、放熱接着剤27との密着性向上の観点から、一面28aのうち放熱接着剤27と接触する部分の少なくとも一部に粗化部が形成されてもよい。ナノメートルオーダーからマイクロメートルオーダーの凹凸形状とされた粗化部が形成されることにより、ヒートシンク28に放熱接着剤27が入り込む隙間ができてアンカー効果が生じ、放熱接着剤27とヒートシンク28との密着性が向上するためである。
粗化部を形成する場合、この粗化部は、例えば、レーザ照射、ブラスト加工、研磨、薬液処理やプラズマ処理などの任意の方法により形成される。また、当該凹凸形状は、アンカー効果によって密着性の向上効果が得られる程度の粗さ、例えば限定するものではないが、日本工業規格(JIS規格)にて規定する算術平均粗さである表面粗さRaが数nm〜数百μm、とされていればよい。
10 配線基板
20 半導体パッケージ
21 アイランド
22 接合材
23 半導体素子
27 放熱接着剤
28 ヒートシンク
30 放熱ゲル
40 筐体部品
20 半導体パッケージ
21 アイランド
22 接合材
23 半導体素子
27 放熱接着剤
28 ヒートシンク
30 放熱ゲル
40 筐体部品
Claims (5)
- 半導体パッケージ(20)と、放熱ゲル(30)と、前記放熱ゲルを介して前記半導体パッケージと接続された筐体部品(40)と、を備えるパッケージ実装体であって、
前記半導体パッケージは、
表面(21a)と裏面(21b)とを有するアイランド(21)と、
前記表面上に搭載された半導体素子(23)と、
前記半導体素子と電気的に接続された複数のリード(24)と、
前記アイランドの一部、前記半導体素子および前記リードの一部を覆うモールド樹脂(26)と、
前記裏面と向き合う一面(28a)を有し、放熱接着剤(27)を介して前記アイランドと接続されたヒートシンク(28)と、を備え、
前記裏面は、前記モールド樹脂より露出しており、
前記ヒートシンクは、前記放熱ゲルを介して前記筐体部品と接続されると共に、前記一面の面積が前記裏面の面積よりも広いパッケージ実装体。 - 前記放熱接着剤の前記裏面に対する法線方向における厚みは、前記放熱ゲルの前記法線方向における厚みよりも薄い請求項1に記載のパッケージ実装体。
- 前記ヒートシンクは、前記一面のうち前記放熱接着剤と接する部分にナノメートルオーダーからマイクロメートルオーダーの凹凸形状とされた粗化部が形成されている請求項1または2に記載のパッケージ実装体。
- 前記ヒートシンクは、該ヒートシンクを構成する材料の線膨張係数をαとし、前記モールド樹脂の線膨張係数をβとして、α/βが0.7〜1.3の範囲内である請求項1ないし3のいずれか1つに記載のパッケージ実装体。
- 半導体パッケージ(80)と、放熱ゲル(30)と、前記放熱ゲルを介して前記半導体パッケージと接続された筐体部品(40)と、を備えるパッケージ実装体であって、
前記半導体パッケージは、
一面(70a)と他面(70b)とを有するアイランド(70)と、
前記一面上に搭載された半導体素子(23)と、
前記半導体素子と電気的に接続された複数のリード(72)と、
前記アイランドの一部、前記半導体素子および前記リードの一部を覆うモールド樹脂(26)と、を有し、
前記アイランドは、前記一面に対する法線方向から見て、前記半導体素子に向かって凹んだ凹部(71)が形成されており、
前記他面は、前記モールド樹脂より露出すると共に、前記放熱ゲルを介して前記筐体部品と接続されており、
前記リードのうち前記半導体素子側の一端(72a)は、前記法線方向から見て、前記凹部に入り込む配置とされているパッケージ実装体。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2017186800A JP2019062122A (ja) | 2017-09-27 | 2017-09-27 | パッケージ実装体 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2017186800A JP2019062122A (ja) | 2017-09-27 | 2017-09-27 | パッケージ実装体 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2019062122A true JP2019062122A (ja) | 2019-04-18 |
Family
ID=66177611
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2017186800A Pending JP2019062122A (ja) | 2017-09-27 | 2017-09-27 | パッケージ実装体 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2019062122A (ja) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2022019089A1 (ja) * | 2020-07-21 | 2022-01-27 | 住友ベークライト株式会社 | パワーモジュール |
| JP2022021143A (ja) * | 2020-07-21 | 2022-02-02 | 住友ベークライト株式会社 | パワーモジュール |
| JP2022098698A (ja) * | 2020-12-22 | 2022-07-04 | 住友ベークライト株式会社 | 樹脂組成物およびパワーモジュール |
| JP2023084245A (ja) * | 2021-12-07 | 2023-06-19 | 三菱電機株式会社 | 半導体パッケージ及び半導体装置 |
-
2017
- 2017-09-27 JP JP2017186800A patent/JP2019062122A/ja active Pending
Cited By (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2022019089A1 (ja) * | 2020-07-21 | 2022-01-27 | 住友ベークライト株式会社 | パワーモジュール |
| JP2022021143A (ja) * | 2020-07-21 | 2022-02-02 | 住友ベークライト株式会社 | パワーモジュール |
| US12519032B2 (en) | 2020-07-21 | 2026-01-06 | Sumitomo Bakelite Co., Ltd. | Power module |
| JP2022098698A (ja) * | 2020-12-22 | 2022-07-04 | 住友ベークライト株式会社 | 樹脂組成物およびパワーモジュール |
| JP7654973B2 (ja) | 2020-12-22 | 2025-04-02 | 住友ベークライト株式会社 | 樹脂組成物およびパワーモジュール |
| JP2023084245A (ja) * | 2021-12-07 | 2023-06-19 | 三菱電機株式会社 | 半導体パッケージ及び半導体装置 |
| JP7609046B2 (ja) | 2021-12-07 | 2025-01-07 | 三菱電機株式会社 | 半導体装置 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6743916B2 (ja) | 半導体装置及び半導体装置の製造方法 | |
| CN101312183B (zh) | 半导体装置 | |
| JP5484429B2 (ja) | 電力変換装置 | |
| KR200448519Y1 (ko) | 돌출형 ⅰc 패키지용 방열판 | |
| JP7144419B2 (ja) | パワーモジュール | |
| JP6027945B2 (ja) | 電子制御装置 | |
| JP2019062122A (ja) | パッケージ実装体 | |
| JP6472568B2 (ja) | 半導体装置の製造方法 | |
| CN113192943A (zh) | 半导体电路及其制造方法 | |
| JP2008198921A (ja) | モジュール部品及びその製造方法 | |
| JP5126201B2 (ja) | 半導体モジュールおよびその製造方法 | |
| JP4899481B2 (ja) | 外部に露出する放熱体を上部に有する樹脂封止型半導体装置の製法 | |
| JP2010186907A (ja) | 放熱板とモジュールとモジュールの製造方法 | |
| TWI660471B (zh) | 晶片封裝 | |
| JP2002026201A (ja) | 放熱器 | |
| CN110112263A (zh) | 一种大功率led封装用基板、基板制作方法及其封装结构 | |
| CN103814440A (zh) | 具有模制壳体的电控制器 | |
| JP2008140954A (ja) | 放熱配線基板とその製造方法並びにこれを用いた発光モジュール | |
| JP2011238643A (ja) | パワー半導体モジュール | |
| JP6686467B2 (ja) | 電子部品放熱構造 | |
| CN107124837B (zh) | 电子模块及制造其的方法 | |
| JP2006135202A (ja) | 電子機器の放熱構造 | |
| JP5092274B2 (ja) | 半導体装置 | |
| JP2008171963A (ja) | 半導体チップ冷却構造 | |
| JP4556732B2 (ja) | 半導体装置及びその製造方法 |