JP2019063855A - 案内装置、円盤状部材移動装置、缶蓋製造システム、および、飲料缶製造システム - Google Patents
案内装置、円盤状部材移動装置、缶蓋製造システム、および、飲料缶製造システム Download PDFInfo
- Publication number
- JP2019063855A JP2019063855A JP2017195051A JP2017195051A JP2019063855A JP 2019063855 A JP2019063855 A JP 2019063855A JP 2017195051 A JP2017195051 A JP 2017195051A JP 2017195051 A JP2017195051 A JP 2017195051A JP 2019063855 A JP2019063855 A JP 2019063855A
- Authority
- JP
- Japan
- Prior art keywords
- guiding
- downstream
- upstream
- guide
- members
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images








Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D51/00—Making hollow objects
- B21D51/16—Making hollow objects characterised by the use of the objects
- B21D51/26—Making hollow objects characterised by the use of the objects cans or tins; Closing same in a permanent manner
- B21D51/2692—Manipulating, e.g. feeding and positioning devices; Control systems
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D51/00—Making hollow objects
- B21D51/16—Making hollow objects characterised by the use of the objects
- B21D51/26—Making hollow objects characterised by the use of the objects cans or tins; Closing same in a permanent manner
- B21D51/2653—Methods or machines for closing cans by applying caps or bottoms
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D51/00—Making hollow objects
- B21D51/16—Making hollow objects characterised by the use of the objects
- B21D51/38—Making inlet or outlet arrangements of cans, tins, baths, bottles, or other vessels; Making can ends; Making closures
- B21D51/44—Making closures, e.g. caps
- B21D51/446—Feeding or removal of material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65G—TRANSPORT OR STORAGE DEVICES, e.g. CONVEYORS FOR LOADING OR TIPPING, SHOP CONVEYOR SYSTEMS OR PNEUMATIC TUBE CONVEYORS
- B65G21/00—Supporting or protective framework or housings for endless load-carriers or traction elements of belt or chain conveyors
- B65G21/20—Means incorporated in, or attached to, framework or housings for guiding load-carriers, traction elements or loads supported on moving surfaces
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65G—TRANSPORT OR STORAGE DEVICES, e.g. CONVEYORS FOR LOADING OR TIPPING, SHOP CONVEYOR SYSTEMS OR PNEUMATIC TUBE CONVEYORS
- B65G21/00—Supporting or protective framework or housings for endless load-carriers or traction elements of belt or chain conveyors
- B65G21/20—Means incorporated in, or attached to, framework or housings for guiding load-carriers, traction elements or loads supported on moving surfaces
- B65G21/2045—Mechanical means for guiding or retaining the load on the load-carrying surface
- B65G21/2054—Mechanical means for guiding or retaining the load on the load-carrying surface comprising elements movable in the direction of load-transport
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65G—TRANSPORT OR STORAGE DEVICES, e.g. CONVEYORS FOR LOADING OR TIPPING, SHOP CONVEYOR SYSTEMS OR PNEUMATIC TUBE CONVEYORS
- B65G21/00—Supporting or protective framework or housings for endless load-carriers or traction elements of belt or chain conveyors
- B65G21/20—Means incorporated in, or attached to, framework or housings for guiding load-carriers, traction elements or loads supported on moving surfaces
- B65G21/2045—Mechanical means for guiding or retaining the load on the load-carrying surface
- B65G21/2063—Mechanical means for guiding or retaining the load on the load-carrying surface comprising elements not movable in the direction of load-transport
- B65G21/2072—Laterial guidance means
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65G—TRANSPORT OR STORAGE DEVICES, e.g. CONVEYORS FOR LOADING OR TIPPING, SHOP CONVEYOR SYSTEMS OR PNEUMATIC TUBE CONVEYORS
- B65G11/00—Chutes
- B65G11/14—Chutes extensible, e.g. telescopic
- B65G11/143—Chutes extensible, e.g. telescopic for articles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B67—OPENING, CLOSING OR CLEANING BOTTLES, JARS OR SIMILAR CONTAINERS; LIQUID HANDLING
- B67B—APPLYING CLOSURE MEMBERS TO BOTTLES JARS, OR SIMILAR CONTAINERS; OPENING CLOSED CONTAINERS
- B67B3/00—Closing bottles, jars or similar containers by applying caps
- B67B3/02—Closing bottles, jars or similar containers by applying caps by applying flanged caps, e.g. crown caps, and securing by deformation of flanges
- B67B3/06—Feeding caps to capping heads
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Automation & Control Theory (AREA)
- Framework For Endless Conveyors (AREA)
- Structure Of Belt Conveyors (AREA)
- Attitude Control For Articles On Conveyors (AREA)
- Electroplating Methods And Accessories (AREA)
- Feeding Of Articles To Conveyors (AREA)
Abstract
Description
ところで、一部の案内部材を移動させる場合、この一部の案内部材が、この一部の案内部材と同軸上に位置する他の案内部材と干渉することが想定される。この場合、例えば、一方の案内部材を中空とし、他方の案内部材がこの一方の案内部材に入るようにすればこの干渉を避けられる。しかしながら、この場合、この中空の一方の案内部材などに起因して、案内装置の強度が低下するおそれがある。
本発明の目的は、缶蓋に用いられる円盤状部材の案内を行う案内装置を、強度の低下を抑えつつその全長を変更できるようにすることにある。
ここで、円盤状部材の搬送経路の脇に、前記上流側案内部および前記下流側案内部の両者が位置する部分が存在し、当該上流側案内部による円盤状部材の案内が行われている最中に当該下流側案内部による当該円盤状部材の案内が開始されるように構成されたことを特徴とすることができる。
また、前記円盤状部材の搬送方向に対して直交する面であって、前記上流側案内部および前記下流側案内部の両者を通る当該面において、前記複数の上流側案内部材および前記複数の下流側案内部材は、同一の円の上に載っていることを特徴とすることができる。
また、前記同一の円の周方向において、前記上流側案内部材と前記下流側案内部材とは交互に配置されていることを特徴とすることができる。
また、前記複数の上流側案内部材の端部であって円盤状部材の搬送方向上流側に位置する当該端部、および、前記複数の下流側案内部材の端部であって円盤状部材の搬送方向下流側に位置する当該端部の少なとも一方の端部には、固定箇所に対して固定される被固定部材が取り付けられ、前記被固定部材には、締結部材を通すための貫通孔が形成され、前記貫通孔は、長穴形状で形成されていることを特徴とすることができる。
ここで、前記複数の上流側案内部材のうちの、前記搬送方向における下流側に位置する部分に固定され、当該複数の上流側案内部材を連結するとともに、前記下流側案内部材に固定される第1の固定部材と、前記複数の下流側案内部材のうちの、前記搬送方向における上流側に位置する部分に固定され、当該複数の下流側案内部材を連結するとともに、前記上流側案内部材に固定される第2の固定部材と、をさらに備え、前記第1の固定部材および前記第2の固定部材を介して前記上流側案内部材が前記下流側案内部材に固定されることで、当該上流側案内部材の長手方向における複数箇所が、前記下流側案内部に固定され、前記第1の固定部材および前記第2の固定部材を介して前記下流側案内部材が前記上流側案内部材に固定されることで、当該下流側案内部材の長手方向における複数箇所が、前記上流側案内部に固定されることを特徴とすることができる。
また、前記第1の固定部材および前記第2の固定部材の各々には、前記一方の案内部が前記他方の案内部に対して移動する際の移動方向に沿った貫通孔が複数形成され、前記複数の下流側案内部材の各々は、前記第1の固定部材の前記貫通孔に通されており、前記複数の上流側案内部材の各々は、前記第2の固定部材の前記貫通孔に通されていることを特徴とすることができる。
また、本発明を缶蓋製造システムと捉えた場合、本発明が適用される缶蓋製造システムは、缶蓋として用いられる円盤状部材に駆動力を与えて当該円盤状部材を搬送する搬送装置と、当該搬送装置により搬送される当該円盤状部材の案内を行う案内装置と、当該円盤状部材に対して予め定められた処理を行う処理装置と、を備え、当該案内装置が、上記に記載の案内装置を含んで構成された缶蓋製造システムである。
また、本発明を飲料缶製造システムと捉えた場合、本発明が適用される飲料缶製造システムは、缶蓋として用いられる円盤状部材に駆動力を与えて当該円盤状部材を搬送する搬送装置と、当該搬送装置により搬送される当該円盤状部材の案内を行う案内装置と、飲料が充填された缶本体の開口部に対して当該円盤状部材を取り付ける取り付け装置と、を備え、当該案内装置が、上記に記載の案内装置を含んで構成された飲料缶製造システムである。
図1は、本実施形態に係る缶蓋製造システム1を示した図である。
本実施形態の缶蓋製造システム1には、ロール状の基材から、延びた状態の基材を送り出す送り出し装置10が設けられている。また、缶蓋製造システム1には、基材に対して予め定められた処理を行う第1プレス装置20、シール剤塗布装置30、第2プレス装置40が設けられている。
その後、本実施形態では、第2プレス装置40にて、シール剤が塗布された円盤状部材に対して金型を押し当てて、飲み口の形成(開口用の溝(スコア)の形成)を行う。また、第2プレス装置40では、開口用のタブの取り付けを行う。
第2プレス装置40による処理が終わると、タブが取り付けられた缶蓋が完成する。完成した缶蓋は、検査装置50を経て、梱包装置60へ搬送される。
さらに、本実施形態の缶蓋製造システム1には、各装置の間に、円盤状部材を移動させる移動装置100(円盤状部材移動装置の一例)が設けられている。
符号1Aで示す移動装置100には、円盤状部材に駆動力を与えて円盤状部材を下流側へ搬送する搬送装置110、搬送装置110により搬送される円盤状部材の案内を行う案内装置120が設けられている。
案内装置本体部130には、円盤状部材の搬送経路に沿った丸棒状の案内部材131であって円盤状部材の搬送経路の周りに配置された案内部材131が設けられている。案内装置本体部130では、この案内部材131により円盤状部材の案内が行われる。
なお、符号1Aで示す移動装置100以外の移動装置100でも、同様に、搬送装置110、案内装置120が設けられている。
本実施形態の缶蓋製造システム1では、飲料用の缶本体(不図示)に取り付けられる缶蓋が製造される。製造された缶蓋は、飲料が充填された後の缶本体(不図示)に対して取り付けられる。より具体的には、製造された缶蓋は、円筒状の缶本体の開口部であって、この開口部を通じて飲料が充填された後の缶本体の開口部に対して取り付けられる。これにより、飲料が充填された飲料缶が完成する。
また、本実施形態の缶蓋製造システム1では、缶蓋に開口が形成された後も缶蓋からタブが分離しない、いわゆるステイオンタブ(SOT)の缶蓋が形成される。
より具体的には、アルミニウムやアルミニウム合金に対してドローアンドアイアニング(DI)成形を施すことにより製造した缶本体が一例として挙げられる。また、その他に、缶本体としては、アルミニウム製またはアルミニウム合金製の2ピース缶が一例として挙げられる。
また、缶本体に充填される飲料としては、ビール・チューハイ等のアルコール系飲料または清涼飲料(非アルコール系飲料)が一例として挙げられる。
図2は、移動装置100に設けられた搬送装置110を上方から眺めた場合の図である。
搬送装置110は、円盤状部材300に駆動力を与えて円盤状部材300を下流側に向けて搬送する。
具体的には、搬送装置110には、円盤状部材300に駆動力を与えて円盤状部材300の搬送を行う駆動力供給装置111が設けられている。駆動力供給装置111には、円盤状部材300の搬送経路の両脇に位置し循環移動を行うベルト部材112が設けられている。
なお、移動装置100(搬送装置110および案内装置120)では、円盤状部材300は、厚み方向に積層された状態でこの厚み方向へ搬送される。
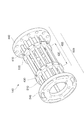
図3は、案内装置120の伸縮部140を示した斜視図である。
なお、図3では、円盤状部材300を一枚のみ表示しているが、実際には、図2にて示したとおり、円盤状部材300は、厚み方向に積層された状態でこの厚み方向へ搬送される。また、図3では、円盤状部材300の搬送方向下流側から伸縮部140を眺めた場合の状態を示している。
具体的には、図4(A)は、図3のIVA−IVA線における伸縮部140の断面図であり、図4(B)は、図3のIVB−IVB線における伸縮部140の断面図であり、図4(C)は、図3のIVC−IVC線における伸縮部140の断面図である。
上流側案内部400は、案内装置本体部130(図1参照)により案内されてきた円盤状部材300の案内を行う。下流側案内部500は、上流側案内部400により案内されて搬送されてきた円盤状部材300の案内を行う。
付言すると、本実施形態では、上流側案内部400が円盤状部材300の案内を行う案内領域GAと、下流側案内部500が円盤状部材300の案内を行う案内領域GBとが、搬送方向において部分的に重なっている。
なお、本明細書では、以下、上流側案内部400が円盤状部材300の案内を行う案内領域GAと下流側案内部500が円盤状部材300の案内を行う案内領域GBとが重なっている部分を、「重なり部分GE」と称する。
これにより、本実施形態では、上流側案内部400による円盤状部材300の案内が行われている最中に下流側案内部500による円盤状部材300の案内が開始される。
言い換えると、本実施形態では、重なり部分GEにて、円盤状部材300は、上流側案内部400および下流側案内部500の両方により案内される。
この複数の上流側案内部材410は、搬送される円盤状部材300の搬送経路に沿って配置されている。
また、この複数の上流側案内部材410は、図4(A)にも示すように、円盤状部材300の搬送経路の周りに配置されている。
本実施形態では、複数設けられたこの上流側案内部材410の内側(複数設けられた上流側案内部材410が載っている円420の中心部側)を、円盤状部材300が通過する。
この複数の下流側案内部材510も、図4(B)に示すように、円盤状部材300の搬送経路の周りに配置されている。さらに、この複数の下流側案内部材510も、図4(B)に示すように、搬送されるこの円盤状部材300の周方向における位置が互いに異なるように配置されている。
なお、上流側案内部材410および下流側案内部材510は、ステンレスに限らず、他の材質で形成してもよい。また、上流側案内部材410および下流側案内部材510は、円柱状の基材の表面を、この基材の材質以外の材質で構成された部材で被覆した構成としてもよい。
言い換えると、図4(C)は、円盤状部材300の搬送方向に対して直交する面であって、上流側案内部400および下流側案内部500の両者を通る面における断面図である。言い換えると、図4(C)は、円盤状部材300の搬送方向に対して直交する面であって、重なり部分GEを通る面における断面図である。
より具体的には、本実施形態では、上流側案内部400を構成する上流側案内部材410の各々の間に、下流側案内部500を構成する下流側案内部材510が入り込んでいる。
これにより、上流側案内部400による案内領域GAと、下流側案内部500による案内領域GBとが重なるようになる。
図4(C)に示すように、重なり部分GEでは、複数の上流側案内部材410および複数の下流側案内部材510は、同一の円(仮想円)620の上に載っている。また、この同一の円620の周方向において、上流側案内部材410と下流側案内部材510とは交互に配置されている。
さらに、本実施形態では、図4(C)に示すように、搬送される円盤状部材300の周方向において(円620の周方向において)、上流側案内部材410の各々の位置と、下流側案内部材510の各々の位置とが異なっている。
上流側案内部材410の各々が載っている円420(図4(A)参照)の中心CAに、その中心部が位置する正六角形(不図示)を想定した場合に、上流側案内部材410は、この正六角形の各頂部に位置するように配置されている。言い換えると、上流側案内部材410は、円盤状部材300の周方向において60°おきに配置されている。
さらに、本実施形態では、図4(C)に示すように、上流側案内部材410と下流側案内部材510は、円盤状部材300の周方向において、30°おきに配置されている。
また、上流側案内部材410、下流側案内部材510が多すぎると、移動装置100のコストが増大してしまう。
同様に、下流側案内部材510と、搬送される円盤状部材300との間に位置する間隙(複数の下流側案内部材510に対する内接円と円盤状部材300の直径との差)も、円盤状部材300がよどみなく搬送される大きさに設定されている。
また、間隙が大きすぎると、円盤状部材300が斜めになったり、円盤状部材300の詰まりが生じやすくなったりする。また、間隙が大きすぎると、互いに隣接する上流側案内部材410間の間隙や、互いに隣接する下流側案内部材510間の間隙を通って円盤状部材300が落下するおそれがある。
言い換えると、複数の上流側案内部材410に対する内接円の直径と、複数の下流側案内部材510に対する内接円の直径とが、互いに等しくなっている。
これにより、間隙が等しくない場合に比べ、円盤状部材300が下流側案内部材510などに引っ掛かるなどの不具合が起きにくくなる。
上流側案内部400には、円環状(フランジ状)の第1の固定部材430が設けられている。第1の固定部材430は、複数設けられた上流側案内部材410のうちの、搬送方向における下流側に位置する部分に固定されている。より具体的には、第1の固定部材430は、複数設けられた上流側案内部材410の下流側の端部に固定されている。
ここで、第1の固定部材430は、複数の上流側案内部材410を連結する部材であり、第2の固定部材530は、複数の下流側案内部材510を連結する部材である。
上流側被固定部材440は、円環状(フランジ状)に形成されている。また、上流側被固定部材440は、複数の上流側案内部材410の上流側の端部に固定されている。
上流側被固定部材440は、複数の上流側案内部材410の上流側の端部を連結する機能を有する。また、上流側被固定部材440は、案内装置本体部130(図1参照)に対して固定され、案内装置本体部130に対する伸縮部140の位置決めを行う。
下流側被固定部材540は、複数の下流側案内部材510を連結する機能を有する。また、下流側被固定部材540は、下流側被固定部材540よりも下流側に位置する固定箇所に対して固定される。具体的には、下流側被固定部材540は、シール剤塗布装置30(図1参照)に対して固定される。
そして、上流側被固定部材440は、この締結部材が用いられて、案内装置本体部130に固定される。また、下流側被固定部材540は、この締結部材が用いられて、シール剤塗布装置30に対して固定される。
このように貫通孔80を、長穴形状で形成すると、貫通孔80を丸穴で形成する場合に比べ、固定箇所への下流側被固定部材540の固定を行いやすくなる。
なお、本実施形態では、下流側被固定部材540に形成された貫通孔80を長穴形状としたが、上流側被固定部材440に形成された貫通孔80を長穴形状としてもよい。また、上流側被固定部材440、下流側被固定部材540の両者において、貫通孔80を長穴形状としてもよい。
本実施形態では、この固定用孔81に上流側案内部材410の端部を入れて溶接処理を行うことで、上流側被固定部材440に対する上流側案内部材410の固定を行う。
また、図4(A)に示すように、上流側被固定部材440には、上流側被固定部材440の径方向における中央部に、円盤状部材300を通過させるための通過用貫通孔83が形成されている。
また、下流側被固定部材540にも、下流側被固定部材540の径方向における中央部に、円盤状部材300を通過させるための通過用貫通孔83が形成されている。
この貫通孔95は、複数形成されるとともに、第1の固定部材430および第2の固定部材530の周方向に沿って且つ予め定められた一定の間隔で(等間隔で)並んで配置されている。
また、第1の固定部材430および第2の固定部材530の各々においても、径方向における中央部に、円盤状部材300を通過させるための通過用貫通孔83が形成されている。
さらに、本実施形態では、第2の固定部材530に形成された複数の貫通孔95のうち、上流側案内部材410が通された貫通孔95の間に位置する貫通孔95に対して、下流側案内部材510の端部(上流側の端部)が入れられている。
そして、本実施形態では、この貫通孔95の一部に、上流側案内部材410が通され、この貫通孔95の他の一部に、下流側案内部材510の端部が入れられている。
より具体的には、第2の固定部材530には、12個の貫通孔95が形成されている。そして、6個の貫通孔95に対して上流側案内部材410が通されており、他の6個の貫通孔95に、下流側案内部材510の端部が入れられている。
さらに、本実施形態では、第1の固定部材430に形成された複数の貫通孔95のうち、下流側案内部材510が通された貫通孔95の間に位置する貫通孔95に対して、上流側案内部材410の端部(下流側の端部)が入れられている。
より具体的には、第1の固定部材430には、12個の貫通孔95が形成されている。そして、6個の貫通孔95に対して下流側案内部材510が通されており、他の6個の貫通孔95に上流側案内部材410の端部が入れられている。
このねじ用貫通孔98の内周面98Aには、螺旋状の雌ねじが形成されている。また、ねじ用貫通孔98は、第1の固定部材430および第2の固定部材530の各々の外周面92から通過用貫通孔83に向かって形成されている。
また、第2の固定部材530に対する下流側案内部材510(の上流側端部510A)の固定は、ねじ用貫通孔98(符号3Bで示すねじ用貫通孔98)にねじを取り付けるとともに、このねじの先端を下流側案内部材510に押し付けることで行う。
また、本実施形態では、第2の固定部材530のねじ用貫通孔98(符号3Dで示すねじ用貫通孔98)にねじを取り付けるとともに、このねじの先端を上流側案内部材410に押し付けることで、上流側案内部400に対する下流側案内部500の固定を行う。
より具体的には、本実施形態では、下流側案内部材510、第2の固定部材530、下流側被固定部材540が一体となってユニット化されている。
そして、例えば、このユニット化された部分を、上流側案内部400側へ移動させることで、伸縮部140が縮む。また、逆に、このユニット化された部分を、上流側案内部400側から離れる方向へ移動させることで、伸縮部140が伸長する。
また、逆に、このユニット化された部分を、下流側案内部500側から離れる方向へ移動させることで、伸縮部140が伸長する。
そして、本実施形態では、一方のユニット化された部分を他方のユニット化された部分に対して進退させると、伸縮部140が縮み、あるいは、伸縮部140が伸長する。
伸縮部140が縮むと、上流側被固定部材440と下流側被固定部材540とが互いに近づくようになる。これにより、伸縮部140の全長が小さくなる。
なお、伸縮部140が縮むと、第1の固定部材430と第2の固定部材530との間に位置する重なり部分GEの長さ(第1の固定部材430と第2の固定部材530との離間距離)は、大きくなる。
伸縮部140が伸長すると、上流側被固定部材440と下流側被固定部材540とが互いに離れるようになる。これにより、本実施形態では、伸縮部140の全長が大きくなる。
また、伸縮部140が伸長すると、第1の固定部材430と第2の固定部材530との間に位置する重なり部分GEの長さ(第1の固定部材430と第2の固定部材530との離間距離)は、小さくなる。
なお、本実施形態では、伸縮部140の状態に関わらず(伸縮部140が伸長状態、縮んだ状態の何れの状態にあるかに関わらず)、上流側案内部材410、下流側案内部材510と円盤状部材300との間の間隙(クリアランス)は、一定となっている。
ここで、工場等にて、移動装置100や処理装置を設置するにあたっては、各装置の寸法公差や、設置誤差などに起因して、移動装置100の全長が必要以上に大きくなったり、移動装置100の全長が必要長さよりも小さくなったりする。
具体的には、移動装置100の全長が大きくなると、移動装置100を構成する部材の切断や研磨などを行う必要が生じて手間を要する。また、移動装置100の全長が小さくなると、例えば、一旦組み上げた移動装置100の末端部分を取り外し、より長い末端部分を製作したうえで、この長い末端部分を取り付ける必要が生じる。
より具体的には、上流側案内部400および下流側案内部500の少なくとも一方の案内部を、円盤状部材300の搬送方向に沿って移動させる。
これにより、本実施形態では、より簡易に、移動装置100の全長を変えられるようになる。
具体的には、第1の固定部材430のねじ用貫通孔98(図3にて符号3Cで示すねじ用貫通孔98)の各々にねじを取り付けることで、第1の固定部材430を、複数設けられた下流側案内部材510の各々に固定する。
また、第2の固定部材530のねじ用貫通孔98(図3にて符号3Dで示すねじ用貫通孔98)の各々にねじを取り付けることで、第2の固定部材530を、複数設けられた上流側案内部材410の各々に固定する。
この結果、本実施形態では、複数設けられた下流側案内部材510の各々の長手方向における複数箇所が、上流側案内部400に固定される。また、複数設けられた上流側案内部材410の各々の長手方向における複数箇所が、下流側案内部500に固定される。
言い換えると、下流側案内部材510は、第1の固定部材430が設けられている箇所、第2の固定部材530が設けられている箇所の2か所にて、上流側案内部400に固定される。
付言すると、本実施形態では、搬送方向における設置位置が互いに異なる第1の固定部材430および第2の固定部材530を介して、下流側案内部材510が上流側案内部材410に固定される。これにより、下流側案内部材510の各々の長手方向における複数箇所が、上流側案内部400に固定される。
より具体的には、上流側案内部材410は、図3にて符号3X、符号3Yで示す2箇所にて、下流側案内部500(下流側案内部材510)に固定される。
これにより、複数の上流側案内部材410の各々の長手方向における複数箇所が、下流側案内部500に固定される。
本実施形態では、伸縮部140の伸縮が完了し、上記ねじを用いて、上流側案内部400と下流側案内部500とを相互に固定した後に、上流側案内部材410および下流側案内部材510の各々に、樹脂材料により構成されたカバー部材89を取り付ける。
なお、案内装置本体部130(図1参照)に設けられた案内部材131にも、同様にカバー部材89を取り付ける。
本実施形態では、矢印7Aで示すように、上流側案内部材410の各々に、樹脂材料により構成され断面がC字状のカバー部材89を取り付ける。これにより、上流側案内部材410が円盤状部材300に直接接触する場合に比べ、円盤状部材300に傷がつきにくくなる。
また、カバー部材89は、下流側案内部材510のうちの、第1の固定部材430と下流側被固定部材540との間に位置する部分(図3にて符号3Hで示す部分)にも取り付けられる。
なお、この図8では、伸縮部140の長手方向の全域における断面の状態を表示している。また、この図8では、図4(B)のVIII−VIII線の上には本来存在しない上流側案内部材410も併せて表示している。また、図8では、カバー部材89も表示している。
具体的には、上流側被固定部材440、下流側被固定部材540、第1の固定部材430、第2の固定部材530の各々では、内周面79の直径が一定ではなく、円盤状部材300の搬送方向上流側に向かうに従い内周面79の径が大きくなる。
これにより、本実施形態では、テーパが付されていない場合に比較して、上流側被固定部材440、下流側被固定部材540、第1の固定部材430、第2の固定部材530の各々を円盤状部材300が通過しやすくなる。
より具体的には、上流側端部79Aと、この上流側端部79Aの上流側に位置するカバー部材89の表面とを比較した場合に、カバー部材89の表面の方が、上流側端部79Aよりも円盤状部材300の搬送経路の中心側に位置している。
これにより、上流側端部79Aの方が、カバー部材89の表面よりも、搬送経路の中心側に位置している場合に比べ、上流側端部79Aへの円盤状部材300の引っ掛かりが起きにくくなり、円盤状部材300が円滑に搬送される。
より具体的には、下流側端部79Bと、この下流側端部79Bの下流側に位置するカバー部材89の表面とを比較した場合に、下流側端部79Bの方が、カバー部材89の表面よりも円盤状部材300の搬送経路の中心側に位置している。
これにより、カバー部材89の表面の方が、下流側端部79Bよりも、搬送経路の中心側に位置している場合に比べ、カバー部材89への円盤状部材300の引っ掛かりが起きにくくなり、円盤状部材300が円滑に搬送される。
図9は、伸縮部140の比較例を示した図である。なお、この図9では、伸縮部140を側方から見た場合の状態を示している。
この比較例では、上流側案内部材410および下流側案内部材510が、同軸上に配置されている。また、上流側案内部材410が円筒状に形成され、下流側案内部材510が上流側案内部材410に入り込む構成となっている。この比較例では、下流側案内部材510が上流側案内部材410に出入りすることで、伸縮部140の全長が変化する。
この比較例では、上流側案内部材410を、中空の円筒状部材とすることで、この干渉を避けている。ところで、このように案内部材を中空にしてしまうと、中実である場合に比べ、強度が低下する。
この場合、上流側案内部材410および下流側案内部材510の両者を中実の部材とすることができ、伸縮部140の強度の低下が起きにくくなる。
付言すると、比較例では、上流側案内部材410および下流側案内部材510の自由端側の端部を、搬送方向と交差する方向へ移動させようとする荷重が伸縮部140に作用した場合に、伸縮部140の変形が生じやすい。
これに対し、本実施形態の構成では、段差の発生を抑制でき、円盤状部材300をより円滑に搬送できる。
上記にて説明した実施形態では、伸縮部140が水平方向に沿って配置されている場合を説明したが、伸縮部140は、鉛直方向や斜め方向(水平方向および鉛直方向に対して交差する方向)に沿うように配置してもよい。
飲料缶の製造工程でも、円盤状部材300(タブを取り付け済みの円盤状部材300(缶蓋として完成している状態の円盤状部材300))を搬送する。この場合も、上記と同様、各装置の寸法公差などに起因して、移動装置100の全長が必要以上に大きくなったり、移動装置100の全長が必要長さよりも小さくなったりする。
なお、飲料缶の製造工程では、取り付け装置が設けられており、開口部を通じて飲料が充填された後の缶本体の開口部に対して、円盤状部材300(タブを取り付け済みの円盤状部材300)を取り付ける。
Claims (11)
- 缶蓋として用いられる円盤状部材であって厚さ方向へ搬送される当該円盤状部材の搬送経路に沿って配置されるとともに搬送される当該円盤状部材の周方向における位置が互いに異なるように配置された複数の上流側案内部材を備え、当該円盤状部材の案内を行う上流側案内部と、
搬送される前記円盤状部材の周方向における位置が互いに異なるように配置された複数の下流側案内部材を備え、前記上流側案内部材により案内されて搬送されてきた当該円盤状部材の案内を行う下流側案内部と、
を備え、
前記周方向における前記上流側案内部材の各々の位置と、当該周方向における前記下流側案内部材の各々の位置とが異なっており、前記上流側案内部および前記下流側案内部の少なくとも一方が他方に対して進退できるように構成された案内装置。 - 円盤状部材の搬送経路の脇に、前記上流側案内部および前記下流側案内部の両者が位置する部分が存在し、当該上流側案内部による円盤状部材の案内が行われている最中に当該下流側案内部による当該円盤状部材の案内が開始されるように構成された請求項1に記載の案内装置。
- 前記円盤状部材の搬送方向に対して直交する面であって、前記上流側案内部および前記下流側案内部の両者を通る当該面において、前記複数の上流側案内部材および前記複数の下流側案内部材は、同一の円の上に載っている請求項2に記載の案内装置。
- 前記同一の円の周方向において、前記上流側案内部材と前記下流側案内部材とは交互に配置されている請求項3に記載の案内装置。
- 前記複数の上流側案内部材の端部であって円盤状部材の搬送方向上流側に位置する当該端部、および、前記複数の下流側案内部材の端部であって円盤状部材の搬送方向下流側に位置する当該端部の少なとも一方の端部には、固定箇所に対して固定される被固定部材が取り付けられ、
前記被固定部材には、締結部材を通すための貫通孔が形成され、
前記貫通孔は、長穴形状で形成されている請求項1に記載の案内装置。 - 缶蓋として用いられる円盤状部材の搬送経路に沿って配置された複数の上流側案内部材を備え、当該円盤状部材の案内を行う上流側案内部と、
前記搬送経路に沿って配置された複数の下流側案内部材を備え、前記上流側案内部材により案内されて搬送されてきた円盤状部材の案内を行う下流側案内部と、
を備え、
前記上流側案内部が円盤状部材の案内を行う案内領域であって円盤状部材の搬送方向における当該案内領域と、前記下流側案内部が円盤状部材の案内を行う案内領域であって当該搬送方向における当該案内領域とが当該搬送方向において部分的に重なっているとともに、当該上流側案内部および当該下流側案内部の少なくとも一方の案内部を他方の案内部に対して移動させると、当該案内領域同士が重なっている部分の当該搬送方向における長さが変わるように構成され、
前記下流側案内部を構成する前記複数の下流側案内部材の各々の長手方向における複数箇所が、前記上流側案内部に固定され、当該上流側案内部を構成する前記複数の上流側案内部材の各々の長手方向における複数箇所が、当該下流側案内部に固定される案内装置。 - 前記複数の上流側案内部材のうちの、前記搬送方向における下流側に位置する部分に固定され、当該複数の上流側案内部材を連結するとともに、前記下流側案内部材に固定される第1の固定部材と、
前記複数の下流側案内部材のうちの、前記搬送方向における上流側に位置する部分に固定され、当該複数の下流側案内部材を連結するとともに、前記上流側案内部材に固定される第2の固定部材と、
をさらに備え、
前記第1の固定部材および前記第2の固定部材を介して前記上流側案内部材が前記下流側案内部材に固定されることで、当該上流側案内部材の長手方向における複数箇所が、前記下流側案内部に固定され、
前記第1の固定部材および前記第2の固定部材を介して前記下流側案内部材が前記上流側案内部材に固定されることで、当該下流側案内部材の長手方向における複数箇所が、前記上流側案内部に固定される請求項6に記載の案内装置。 - 前記第1の固定部材および前記第2の固定部材の各々には、前記一方の案内部が前記他方の案内部に対して移動する際の移動方向に沿った貫通孔が複数形成され、
前記複数の下流側案内部材の各々は、前記第1の固定部材の前記貫通孔に通されており、前記複数の上流側案内部材の各々は、前記第2の固定部材の前記貫通孔に通されている請求項7に記載の案内装置。 - 缶蓋として用いられる円盤状部材に駆動力を与えて当該円盤状部材を搬送する搬送装置と、当該搬送装置により搬送される当該円盤状部材の案内を行う案内装置と、を備え、当該案内装置が、請求項1乃至8の何れかに記載の案内装置を含んで構成された円盤状部材移動装置。
- 缶蓋として用いられる円盤状部材に駆動力を与えて当該円盤状部材を搬送する搬送装置と、当該搬送装置により搬送される当該円盤状部材の案内を行う案内装置と、当該円盤状部材に対して予め定められた処理を行う処理装置と、を備え、当該案内装置が、請求項1乃至8の何れかに記載の案内装置を含んで構成された缶蓋製造システム。
- 缶蓋として用いられる円盤状部材に駆動力を与えて当該円盤状部材を搬送する搬送装置と、当該搬送装置により搬送される当該円盤状部材の案内を行う案内装置と、飲料が充填された缶本体の開口部に対して当該円盤状部材を取り付ける取り付け装置と、を備え、当該案内装置が、請求項1乃至8の何れかに記載の案内装置を含んで構成された飲料缶製造システム。
Priority Applications (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2017195051A JP6843724B2 (ja) | 2017-10-05 | 2017-10-05 | 案内装置、円盤状部材移動装置、缶蓋製造システム、および、飲料缶製造システム |
| US16/648,231 US11213876B2 (en) | 2017-10-05 | 2018-07-02 | Guidance device, device for moving disc-shaped member, can lid manufacturing system and beverage can manufacturing system |
| CN201880059928.3A CN111093855B (zh) | 2017-10-05 | 2018-07-02 | 引导装置、圆盘状构件移动装置、罐盖制造系统以及饮料罐制造系统 |
| EP18864335.7A EP3693097B1 (en) | 2017-10-05 | 2018-07-02 | Guidance device, device for moving disc-shaped member, can lid manufacturing system, and beverage can manufacturing system |
| PCT/JP2018/025067 WO2019069517A1 (ja) | 2017-10-05 | 2018-07-02 | 案内装置、円盤状部材移動装置、缶蓋製造システム、および、飲料缶製造システム |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2017195051A JP6843724B2 (ja) | 2017-10-05 | 2017-10-05 | 案内装置、円盤状部材移動装置、缶蓋製造システム、および、飲料缶製造システム |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2019063855A true JP2019063855A (ja) | 2019-04-25 |
| JP2019063855A5 JP2019063855A5 (ja) | 2020-10-15 |
| JP6843724B2 JP6843724B2 (ja) | 2021-03-17 |
Family
ID=65995124
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2017195051A Active JP6843724B2 (ja) | 2017-10-05 | 2017-10-05 | 案内装置、円盤状部材移動装置、缶蓋製造システム、および、飲料缶製造システム |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US11213876B2 (ja) |
| EP (1) | EP3693097B1 (ja) |
| JP (1) | JP6843724B2 (ja) |
| CN (1) | CN111093855B (ja) |
| WO (1) | WO2019069517A1 (ja) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP3075772B1 (de) | 2015-04-02 | 2020-08-26 | tesa SE | Wiederablösbarer haftklebestreifen |
| CN113582105A (zh) * | 2021-08-19 | 2021-11-02 | 广州达意隆包装机械股份有限公司 | 可伸缩供盖滑道及封盖系统 |
Family Cites Families (18)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2720302A (en) * | 1953-09-09 | 1955-10-11 | Homer W Madden | Telescopic can and package conveying chute |
| US2717089A (en) * | 1953-12-23 | 1955-09-06 | American Can Co | Apparatus for manually bulk loading cans into freight cars and other compartments |
| US3618550A (en) * | 1970-01-26 | 1971-11-09 | Fleetwood Syst Inc | Method and apparatus for controlling the supply in a can end processing system |
| JPS5434747Y2 (ja) * | 1977-04-26 | 1979-10-23 | ||
| JPS5434747A (en) | 1977-08-24 | 1979-03-14 | Victor Co Of Japan Ltd | Fm demodulation circuit of phase tracking loop system |
| JPS6310947A (ja) | 1986-07-02 | 1988-01-18 | Nippon Telegr & Teleph Corp <Ntt> | 音声パケツト送受信方式 |
| JPH0610870Y2 (ja) * | 1986-07-08 | 1994-03-23 | 東洋金属化工株式会社 | 伸縮棚 |
| US4795018A (en) * | 1987-04-22 | 1989-01-03 | Anderson Jon V | Contained trackwork for can conveying |
| DE3717037A1 (de) | 1987-05-21 | 1988-12-08 | Basf Ag | Photopolymerisierbare aufzeichnungsmaterialien sowie photoresistschichten und flachdruckplatten auf basis dieser aufzeichnungsmaterialien |
| JPH0649385Y2 (ja) * | 1988-01-29 | 1994-12-14 | 大和製罐株式会社 | 缶蓋供給装置の供給位置調整装置 |
| US5161919A (en) * | 1991-08-06 | 1992-11-10 | Simplimatic Engineering Company | Bottle air conveyor |
| CN1081941A (zh) * | 1992-08-11 | 1994-02-16 | 雷诺兹金属公司 | 罐头盖成型的方法和装置 |
| JPH0952133A (ja) * | 1995-08-16 | 1997-02-25 | Mitsubishi Heavy Ind Ltd | 缶蓋供給装置 |
| US7721876B2 (en) * | 2006-10-27 | 2010-05-25 | Illinois Tool Works Inc. | Adjustable side rails for article conveying system, and conveyor and system incorporating same |
| CN102814426B (zh) * | 2012-07-19 | 2015-01-28 | 东莞市精丽制罐有限公司 | 罐体生产系统 |
| CA2882922C (en) * | 2014-02-21 | 2020-12-01 | Septimatech Group Inc. | Guide rail system with cover element |
| CN204524085U (zh) * | 2014-12-31 | 2015-08-05 | 广州市金峰机械科技有限公司 | 一种气雾罐面盖自动冲压机 |
| JP6727098B2 (ja) * | 2016-10-26 | 2020-07-22 | 昭和アルミニウム缶株式会社 | 力測定方法および力測定装置 |
-
2017
- 2017-10-05 JP JP2017195051A patent/JP6843724B2/ja active Active
-
2018
- 2018-07-02 US US16/648,231 patent/US11213876B2/en active Active
- 2018-07-02 WO PCT/JP2018/025067 patent/WO2019069517A1/ja not_active Ceased
- 2018-07-02 CN CN201880059928.3A patent/CN111093855B/zh active Active
- 2018-07-02 EP EP18864335.7A patent/EP3693097B1/en active Active
Also Published As
| Publication number | Publication date |
|---|---|
| JP6843724B2 (ja) | 2021-03-17 |
| CN111093855B (zh) | 2022-02-22 |
| EP3693097B1 (en) | 2023-09-06 |
| EP3693097C0 (en) | 2023-09-06 |
| CN111093855A (zh) | 2020-05-01 |
| EP3693097A4 (en) | 2021-06-30 |
| EP3693097A1 (en) | 2020-08-12 |
| WO2019069517A1 (ja) | 2019-04-11 |
| US20200261960A1 (en) | 2020-08-20 |
| US11213876B2 (en) | 2022-01-04 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2907596B1 (en) | Method for manufacturing cylindrical container | |
| US7347655B2 (en) | Hole plug | |
| US20140263327A1 (en) | Container End Closure with Buckle Control Feature | |
| US9707615B2 (en) | Shaped metal container and method for making same | |
| US20030116521A1 (en) | Aluminum receptacle with threaded neck | |
| US8287220B2 (en) | Method and device for manufacturing peel-off lids | |
| EP2692456A9 (en) | Method for manufacturing threaded bottle can and threaded bottle can | |
| US8882018B2 (en) | Retainer for welding wire container and welding wire container with retainer | |
| JP2020100446A (ja) | 缶 | |
| JP6109064B2 (ja) | 溶接ワイヤ用矯正装置 | |
| WO2019069517A1 (ja) | 案内装置、円盤状部材移動装置、缶蓋製造システム、および、飲料缶製造システム | |
| JPS62502057A (ja) | 転動形荷重担体用軸受とその製造方法 | |
| JPWO2013035378A1 (ja) | 缶蓋の巻き締め方法 | |
| US8443961B2 (en) | Guide structure for stoppers | |
| US20120125935A1 (en) | Metallic Beverage Can End Closure With Offset Countersink | |
| JP6707562B2 (ja) | 物品をカールさせるための方法および装置 | |
| US12202030B2 (en) | Can end with a coined rivet, tooling assembly therefor and a method of forming | |
| CN101098817A (zh) | 椭圆横截面管、用于制造该产品的方法和设备 | |
| US3295293A (en) | Method of applying snap-caps to resilient containers | |
| EP2810906B1 (en) | Retainer for a welding wire container and welding wire container | |
| JP2000109068A (ja) | 正内圧缶用缶蓋 | |
| AU2020402848B2 (en) | Container rotator apparatus for a container manufacturing line | |
| WO2017100002A1 (en) | Inverted curling method for metal beverage containers and beverage containers with inverted curls | |
| CN1980786A (zh) | 容器焊接方法 | |
| HK1107322B (en) | Oval cross-section tube, method for the production and device for the use thereof |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20200904 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20200904 |
|
| A871 | Explanation of circumstances concerning accelerated examination |
Free format text: JAPANESE INTERMEDIATE CODE: A871 Effective date: 20200925 |
|
| A975 | Report on accelerated examination |
Free format text: JAPANESE INTERMEDIATE CODE: A971005 Effective date: 20201116 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20201124 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20210121 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20210216 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20210224 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6843724 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| S111 | Request for change of ownership or part of ownership |
Free format text: JAPANESE INTERMEDIATE CODE: R313111 |
|
| S533 | Written request for registration of change of name |
Free format text: JAPANESE INTERMEDIATE CODE: R313533 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| S531 | Written request for registration of change of domicile |
Free format text: JAPANESE INTERMEDIATE CODE: R313531 |
|
| S533 | Written request for registration of change of name |
Free format text: JAPANESE INTERMEDIATE CODE: R313533 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| S111 | Request for change of ownership or part of ownership |
Free format text: JAPANESE INTERMEDIATE CODE: R313111 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |