JP2019082631A - 樹脂層形成方法 - Google Patents
樹脂層形成方法 Download PDFInfo
- Publication number
- JP2019082631A JP2019082631A JP2017210951A JP2017210951A JP2019082631A JP 2019082631 A JP2019082631 A JP 2019082631A JP 2017210951 A JP2017210951 A JP 2017210951A JP 2017210951 A JP2017210951 A JP 2017210951A JP 2019082631 A JP2019082631 A JP 2019082631A
- Authority
- JP
- Japan
- Prior art keywords
- resin layer
- lens substrate
- coating solution
- lens
- forming
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
- 229920005989 resin Polymers 0.000 title claims abstract description 87
- 239000011347 resin Substances 0.000 title claims abstract description 87
- 238000000034 method Methods 0.000 title claims abstract description 50
- 238000000576 coating method Methods 0.000 claims abstract description 86
- 239000011248 coating agent Substances 0.000 claims abstract description 85
- 239000000758 substrate Substances 0.000 claims abstract description 66
- 239000007788 liquid Substances 0.000 claims abstract description 51
- 238000010438 heat treatment Methods 0.000 claims abstract description 17
- 229920003023 plastic Polymers 0.000 claims abstract description 17
- 239000004033 plastic Substances 0.000 claims abstract description 17
- 230000001678 irradiating effect Effects 0.000 claims abstract description 4
- 238000001816 cooling Methods 0.000 claims description 10
- 230000015572 biosynthetic process Effects 0.000 claims description 5
- 238000011176 pooling Methods 0.000 abstract 1
- 230000006870 function Effects 0.000 description 6
- 238000004528 spin coating Methods 0.000 description 6
- 238000003848 UV Light-Curing Methods 0.000 description 5
- 230000003287 optical effect Effects 0.000 description 5
- -1 polyethylene terephthalate Polymers 0.000 description 5
- 239000000463 material Substances 0.000 description 4
- OKKJLVBELUTLKV-UHFFFAOYSA-N Methanol Chemical compound OC OKKJLVBELUTLKV-UHFFFAOYSA-N 0.000 description 3
- 125000003647 acryloyl group Chemical group O=C([*])C([H])=C([H])[H] 0.000 description 3
- 229920001577 copolymer Polymers 0.000 description 3
- 239000003505 polymerization initiator Substances 0.000 description 3
- 238000001723 curing Methods 0.000 description 2
- 230000005499 meniscus Effects 0.000 description 2
- 239000000178 monomer Substances 0.000 description 2
- 239000004814 polyurethane Substances 0.000 description 2
- 239000002904 solvent Substances 0.000 description 2
- RWSOTUBLDIXVET-UHFFFAOYSA-N Dihydrogen sulfide Chemical class S RWSOTUBLDIXVET-UHFFFAOYSA-N 0.000 description 1
- JOYRKODLDBILNP-UHFFFAOYSA-N Ethyl urethane Chemical compound CCOC(N)=O JOYRKODLDBILNP-UHFFFAOYSA-N 0.000 description 1
- VVQNEPGJFQJSBK-UHFFFAOYSA-N Methyl methacrylate Chemical compound COC(=O)C(C)=C VVQNEPGJFQJSBK-UHFFFAOYSA-N 0.000 description 1
- VKEQBMCRQDSRET-UHFFFAOYSA-N Methylone Chemical compound CNC(C)C(=O)C1=CC=C2OCOC2=C1 VKEQBMCRQDSRET-UHFFFAOYSA-N 0.000 description 1
- 239000004793 Polystyrene Substances 0.000 description 1
- 229920002396 Polyurea Polymers 0.000 description 1
- NINIDFKCEFEMDL-UHFFFAOYSA-N Sulfur Chemical compound [S] NINIDFKCEFEMDL-UHFFFAOYSA-N 0.000 description 1
- UCKMPCXJQFINFW-UHFFFAOYSA-N Sulphide Chemical compound [S-2] UCKMPCXJQFINFW-UHFFFAOYSA-N 0.000 description 1
- 238000009825 accumulation Methods 0.000 description 1
- SYFOAKAXGNMQAX-UHFFFAOYSA-N bis(prop-2-enyl) carbonate;2-(2-hydroxyethoxy)ethanol Chemical compound OCCOCCO.C=CCOC(=O)OCC=C SYFOAKAXGNMQAX-UHFFFAOYSA-N 0.000 description 1
- 238000010538 cationic polymerization reaction Methods 0.000 description 1
- 238000006243 chemical reaction Methods 0.000 description 1
- 150000001875 compounds Chemical class 0.000 description 1
- 230000007423 decrease Effects 0.000 description 1
- 238000010586 diagram Methods 0.000 description 1
- 239000012954 diazonium Substances 0.000 description 1
- 150000001989 diazonium salts Chemical class 0.000 description 1
- 238000003618 dip coating Methods 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 230000008030 elimination Effects 0.000 description 1
- 238000003379 elimination reaction Methods 0.000 description 1
- 230000008571 general function Effects 0.000 description 1
- 239000011521 glass Substances 0.000 description 1
- XMBWDFGMSWQBCA-UHFFFAOYSA-N hydrogen iodide Chemical class I XMBWDFGMSWQBCA-UHFFFAOYSA-N 0.000 description 1
- 239000000203 mixture Substances 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 230000002093 peripheral effect Effects 0.000 description 1
- 229920000515 polycarbonate Polymers 0.000 description 1
- 239000004417 polycarbonate Substances 0.000 description 1
- 229920000139 polyethylene terephthalate Polymers 0.000 description 1
- 239000005020 polyethylene terephthalate Substances 0.000 description 1
- 229920002223 polystyrene Polymers 0.000 description 1
- 229920002578 polythiourethane polymer Polymers 0.000 description 1
- 229920002635 polyurethane Polymers 0.000 description 1
- 229920003226 polyurethane urea Polymers 0.000 description 1
- 229920000915 polyvinyl chloride Polymers 0.000 description 1
- 239000004800 polyvinyl chloride Substances 0.000 description 1
- LLHKCFNBLRBOGN-UHFFFAOYSA-N propylene glycol methyl ether acetate Chemical compound COCC(C)OC(C)=O LLHKCFNBLRBOGN-UHFFFAOYSA-N 0.000 description 1
- 230000005855 radiation Effects 0.000 description 1
- 239000002994 raw material Substances 0.000 description 1
- 239000007787 solid Substances 0.000 description 1
- 239000000126 substance Substances 0.000 description 1
- RWSOTUBLDIXVET-UHFFFAOYSA-O sulfonium group Chemical group [SH3+] RWSOTUBLDIXVET-UHFFFAOYSA-O 0.000 description 1
- 229910052717 sulfur Inorganic materials 0.000 description 1
- 239000011593 sulfur Substances 0.000 description 1
- 229920006305 unsaturated polyester Polymers 0.000 description 1
- 229920002554 vinyl polymer Polymers 0.000 description 1
Images




Landscapes
- Application Of Or Painting With Fluid Materials (AREA)
- Coating Of Shaped Articles Made Of Macromolecular Substances (AREA)
- Eyeglasses (AREA)
- Surface Treatment Of Optical Elements (AREA)
Abstract
【課題】樹脂層の所望の厚さを確保しつつ、外縁部に形成される液だまりの寸法を減少させることができる、樹脂層形成方法を提供すること。【解決手段】本発明によれば、プラスチックレンズ用のレンズ基材の少なくとも一方の面に樹脂層を形成する樹脂層形成方法であって、プラスチックレンズ用のレンズ基材の少なくとも一方の面に紫外線硬化性樹脂を含む塗布液を塗布するステップと、レンズ基材上の塗布液を加熱するステップと、塗布液に紫外線を照射して紫外線硬化性樹脂を硬化させ樹脂層を得るステップと、を備えている、ことを特徴とする樹脂層形成方法が提供される。【選択図】図1
Description
本発明は、樹脂層形成方法に関し、詳細には、プラスチックレンズ用のレンズ基材の少なくとも一方の面に樹脂層を形成する樹脂層形成方法に関する。
眼鏡等に用いられるプラスチックレンズの表面に樹脂層を設けて、プラスチックレンズに付加的な機能を付与する場合がある。このような樹脂層の形成方法として、プラスチックレンズに加工されるプラスチックレンズ基材の表面に、樹脂層の原料となる塗布液を塗布して硬化させる方法が挙げられる。
このような形成方法では、例えば、特許文献1に示すように、紫外線硬化性樹脂を含む塗布液をレンズ基材の表面にスピンコート法により塗布した後、塗布液に紫外線等を照射して塗布液を硬化させて、プラスチックレンズに耐擦傷性等の特定機能を付与する樹脂層をレンズ基材の表面に形成していた。
耐擦傷性等の一般的な機能を付与するための樹脂層は、厚さ3μm程度で足りるが、レンズに特殊な機能等を付与するための樹脂層等では、厚さ5μm以上の比較的厚い厚さが必要とされる場合がある。例えば、レンズに調光機能を付与する樹脂層では、40μm程度の厚い厚さが必要とされる場合がある。
このような比較的厚い樹脂層を形成する場合、塗布液を、従来より厚い5μm以上の厚さ、さらに、調光機能を付与する場合には、40μm以上の厚さでレンズ基材面上に塗布する必要がある。
しかしながら、従来技術の方法で、このような厚さで塗布された塗布液を硬化させ、樹脂層を形成しようとすると、レンズ基材を回転させて塗布液の厚さを均一にする際に、厚く塗布された塗布液がレンズ基材の外縁部に寄せられ、外縁部に形成されリング状に視認される環状の肉厚部分(所謂「液だまり」)の寸法が大きくなってしまう、という問題があった。
また、このような液だまりの寸法を減少させるべく、レンズ基材の回転速度を高くすると、多量の塗布液がレンズ基材から外方に吹き飛ばされ、レンズ基材上に必要量の塗布液が残らず、所望の厚さの樹脂層が得られなくなる等の問題も生じていた。
本発明はこのような点に鑑みてなされたものであり、樹脂層の所望の厚さを確保しつつ、外縁部に形成される液だまりの寸法を減少させることができる、樹脂層形成方法を提供することを目的としている。
本発明によれば、
プラスチックレンズ用のレンズ基材の少なくとも一方の面に樹脂層を形成する樹脂層形成方法であって、
プラスチックレンズ用のレンズ基材の少なくとも一方の面に紫外線硬化性樹脂を含む塗布液を塗布するステップと、
前記レンズ基材上の塗布液を加熱するステップと、
前記塗布液に紫外線を照射して前記紫外線硬化性樹脂を硬化させ前記樹脂層を得るステップと、を備えている、
ことを特徴とする樹脂層形成方法が、提供される。
プラスチックレンズ用のレンズ基材の少なくとも一方の面に樹脂層を形成する樹脂層形成方法であって、
プラスチックレンズ用のレンズ基材の少なくとも一方の面に紫外線硬化性樹脂を含む塗布液を塗布するステップと、
前記レンズ基材上の塗布液を加熱するステップと、
前記塗布液に紫外線を照射して前記紫外線硬化性樹脂を硬化させ前記樹脂層を得るステップと、を備えている、
ことを特徴とする樹脂層形成方法が、提供される。
このような構成によれば、塗布液の塗布後、塗布液が加熱され、塗布液に含まれる成分等の一部が揮発させられるので、塗布液は流動性が低下して外縁部に移動し難くなり、樹脂層の形成に際し、塗布液の厚さを確保しつつ、液だまりの寸法が大きくなることを抑制できる。
本発明によれば、樹脂層の所望の厚さを確保しつつ、外縁部に形成される液だまりの寸法を減少させることができる樹脂層形成方法が提供される。
以下、図面に沿って、本発明の好ましい実施形態の樹脂層形成方法について説明する。
本実施形態の樹脂層形成方法は、眼鏡等に用いられるプラスチックレンズ用のレンズ基材の少なくとも一方の面に、調光機能を有する樹脂層を形成するための樹脂層形成方法である。
図1に示されているように、本実施形態の樹脂層形成方法では、まず、ステップS1で、プラスチックレンズ用の略円形のレンズ基材1の少なくとも一方の面(塗布面1a)に、紫外線硬化性樹脂を含む塗布液を塗布する塗布ステップが実施される。
レンズ基材への塗布液の塗布は、ディップ法でも、スピンコート法でもよいが、本実施形態の樹脂層形成方法では、スピンコーターを使用したスピンコート法が選択されている。
本実施態様の樹脂層形成方法では、塗布液は、レンズ基材の凸面に塗布されるが、塗布液が塗布される面は、凹面であってもよい。凸面であれば液溜まり解消効果をより良好に得ることができる。
本実施態様の樹脂層形成方法におけるスピンコートでは、レンズ基材の表面(塗布面)が、水平方向に向いた状態、即ち光軸が水平方向に配向された状態(縦置き)でスピンコートを行った。しかしながら、レンズ基材の表面(塗布面)が、鉛直方向上方に向いた状態、即ち光軸が鉛直方向に配向された状態(横置き)でスピンコートを行なってもよい。
本実施形態で使用される プラスチックレンズ用のレンズ基材としては、例えば、メチルメタクリレートと一種以上の他のモノマーとの共重合体、ジエチレングリコールビスアリルカーボネートと一種以上の他のモノマーとの共重合体、ポリウレタンとポリウレアの共重合体、ポリカーボネート、ポリスチレン、ポリ塩化ビニル、不飽和ポリエステル、ポリエチレンテレフタレート、ポリウレタン、ポリチオウレタン、エン−チオール反応を利用したスルフィド樹脂、硫黄を含むビニル重合体等が挙げられる。ウレタン系が好ましいが、これらに限定されるものではない。
プラスチックレンズは、両凸レンズ、両凹レンズ、平凸レンズ、平凹レンズ、凸メニスカスレンズ、凹メニスカスレンズのいずれであってもよい。レンズ直径は特に限定されるものではないが、過度に大きなレンズでは塗布工程に長時間を要するため、直径が50〜100mm程度のレンズを使用することが好ましい。遠心力により液溜まりを効果的に防止するうえでは凸面を有するレンズであることが好ましい。また、レンズ凸面上に塗布液を安定に保持するためには、レンズ凸面が、表面カーブが−8〜+8の曲面であることが好ましい。
本実施態様の樹脂層形成方法で使用される塗布液は、少なくとも紫外線硬化性樹脂成分と溶媒を含む塗布液である。
塗布液に含まれる紫外線硬化性樹脂成分として、光カチオン重合開始剤を使用した。光カチオン重合開始剤としては、スルホニウム塩、ヨードニウム塩、ジアゾニウム塩等が挙げられる。これらの中でも、光カチオン重合開始剤は、好ましくはスルホニウム塩であり、より好ましくは、ジフェニル−4−(フェニルチオ)フェニルスルホニウム ヘキサフルオロホスフェート、又はジフェニル−4−(フェニルチオ)フェニルスルホニウム ヘキサフルオロアンチモネートである。
これらのなかでも、入手の容易性、硬化性の良さから(メタ)アクリロイル基または(メタ)アクリロイルオキシ基をラジカル重合性基として有する化合物が好ましい。なお、前記(メタ)アクリロイルは、アクリロイルとメタクリロイルの両方を示す。
本実施態様の樹脂層形成方法では、塗布ステップS1において、ディスペンサノズル2によって塗布液4を、レンズ基材1の塗布面に螺旋状に配置する方法が採用されている(図2)。塗布液を塗布面に螺旋状に配置する方法は、塗布液の粘度を問わず塗布の均一性を高めることができるため好ましい。本実施形態の樹脂層形成方法では、例えば、特開2009−285978号公報に記載されているような方法で、塗布液が螺旋状に配置される。
本実施態様の樹脂層形成方法では、中速(例えば200rpm程度)で回転するレンズ基材の塗布面上で、スピンコーターの塗布液を吐出するディスペンサノズル2を、図2に矢印で示すように、レンズ基材1の中心から径方向外方に或いはレンズ基材1の周縁から径方向内方に移動させることによって、レンズ基材1の塗布面1a上に、塗布液が螺旋状に配置される。配置される塗布液は、径方向に隣接する塗布液と接触した状態でも、或いは間隔をおいた状態でも良い。螺旋状に配置された塗布液は、その後、径方向に流動することによって、なだらかな状態に均される。配置される塗布液の量は、塗布液が硬化したとき、所望の厚さの樹脂層となる量に設定される。
塗布液の配置が完了した後、レンズ基材1を、塗布液の配置時より高い回転速度(例えば300rpm程度)で回転させることにより、螺旋状に配置され、径方向に流動した塗布液の厚さをさらに均一化することが好ましい。
次いで、レンズ基材1の塗布面上の塗布液を加熱する加熱ステップS2が実施される。この加熱ステップでは、IRヒータによって、レンズ基材1の塗布面に螺旋状に配置された塗布液が加熱される。
詳細には、この加熱ステップでは、例えば、図3に示されているように、レンズ基材1を、光軸が略水平方向に向くように縦置きで配置してレンズ基材1の塗布面1aをIRヒータ6の面状の輻射部に対向させ、IRヒータ6からの赤外線で、塗布面上に螺旋状に配置され径方向に流動した塗布液2を所定時間、加熱する。IRヒータ6による加熱中にも、レンズ基材1は、光軸を中心に低速(例えば50rpm程度)で回転させられている。
本実施態様では、IRヒータ4の設定温度は、雰囲気温度が摂氏150度乃至170度以上となるように、摂氏180度乃至200度程度に設定される。
この加熱によって、塗布液中の溶媒等の一部が揮発し、塗布液の粘度が高くなり、流動性が低下する。
次に、加熱ステップで加熱されたレンズ基材1の塗布面上の塗布液4を常温(室温)まで冷却する冷却ステップS3が実施される。
このステップでは、室温の雰囲気中で、レンズ基材を低速(例えば50rpm程度)で回転させることによって、レンズ基材1の塗布面1a上の塗布液4を常温(摂氏20度乃至30度程度)まで空冷する。
このステップでは、室温の雰囲気中で、レンズ基材を低速(例えば50rpm程度)で回転させることによって、レンズ基材1の塗布面1a上の塗布液4を常温(摂氏20度乃至30度程度)まで空冷する。
次に、冷却ステップで塗布液が室温まで冷却されたレンズ基材1を高速で回転させ、レンズ基材1の塗布面1a上の塗布液をより均一な厚さにする高速回転ステップS4が実施される。この高速回転ステップS4では、レンズ基材1を、スピナー等によって、高速(例えば、1000rpm程度)で回転させることにより、遠心力で、レンズ基材1上の塗布液4の厚さをより均一にするとともに、場合によっては、過剰な塗布液4をレンズ基材1外に吹き飛ばす。
尚、この高速回転ステップS4を、冷却ステップS3に先立って行なう態様でもよい。さらに、この高速回転ステップS4を行なわない樹脂層形成方法も可能である。
尚、この高速回転ステップS4を、冷却ステップS3に先立って行なう態様でもよい。さらに、この高速回転ステップS4を行なわない樹脂層形成方法も可能である。
次に、高速回転ステップS4で厚さがより均一にされた塗布液に紫外線を照射して塗布液に含まれる紫外線硬化性樹脂を硬化させ樹脂層を得るUV硬化ステップS5が実施される。
このUV硬化ステップS5は、レンズ基材を低速(例えば50rpm程度)で回転させながら、従来技術における紫外線硬化ステップと同様に、UVランプが発生させた紫外線で塗布液1aを照射し、レンズ基材1の塗布面1a上の塗布液(詳細には、塗布液中の紫外線硬化樹脂)を硬化させ、レンズ基材1上の樹脂層を得る。
さらに、UV硬化ステップS5で得られた樹脂層に熱を加えて更に硬化させる熱処理ステップS6が実施され、本実施態様の樹脂層形成方法を終了する。
このような方法によれば、液だまりの幅を10mm以下に抑制しつつ、厚さ20乃至40μm樹脂層を形成することが可能である。
このような方法によれば、液だまりの幅を10mm以下に抑制しつつ、厚さ20乃至40μm樹脂層を形成することが可能である。
続いて、本発明の実施例について説明する。
本実施例では、レンズ基材としてプラスチックレンズ用の外径75φのレンズ基材を使用した。
本実施例では、レンズ基材としてプラスチックレンズ用の外径75φのレンズ基材を使用した。
まず、塗布ステップとして、レンズ基材を縦置き状態とし、レンズ基材を、光軸を中心に200rpmで1秒間回転させた後、さらに、200rpmで回転させながら、塗布液を塗布するノズルを、レンズ基材の塗布面上で径方向外方から中心に向けて移動させ、1〜2gの塗布液を、塗布面上に螺旋状に配置した。その後、200rpmで12秒間、続いて、300rpmで3秒間、レンズ基材の回転を継続した。
なお、塗布液の組成は、コンポセランSQシリーズ(荒川化学工業株式会社製)、プロピレングリコールモノメチルエーテルアセテート、メタノール、CPI-210S(サンアプロ株式会社製)、Y-7006(東レ・ダウコーニング株式会社製)で、固形分濃度を60%とした。
本例では、螺旋状に配置された塗布液の直径(塗布範囲の外径)が異なる実施例を実施した。具体的には、螺旋状に配置された塗布液の直径が、68mm、70mm、および71mmである3種類の実施例を実施した。
次に、加熱ステップとして、雰囲気温度が摂氏170度より高くなるように、IRヒータの設定温度を摂氏200度に設定し、縦置き状態のレンズ基材を50rpmで回転させながら、IRヒータでレンズ基材上の塗布液を5分間加熱した。
次に、冷却ステップとして、縦置き状態のレンズ基材を、常温雰囲気中で、50rpmで180秒(3分)間、回転させ、レンズ基材上の塗布液を室温まで空冷した。
更に、高速回転ステップとして、縦置き状態のレンズ基材を1000rpmで10秒間(または1500rpmで5秒間)、回転させ、レンズ基材上の塗布液をより均一な厚さとした。
次に、UV硬化ステップとして、縦置き状態のレンズ基材を50rpmで回転させながら、5秒間、紫外線(UV)を照射し、塗布液中の紫外線硬化樹脂を硬化させ、樹脂層を得た。
最後に、熱処理ステップとして、レンズ基材を摂氏110度のオーブンで1時間加熱し、樹脂層形成方法を終了した。
上記実施例によって形成した樹脂層の厚さ並びに液だまりのW幅を表1に示す。
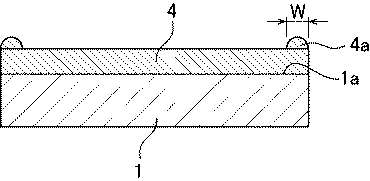
上記実施例に従って樹脂層を形成した例1ないし5では、いずれも、レンズ基材の中心部において所望の樹脂層の厚さである略30μmが得られ、さらに、樹脂だまりの幅W(図4)も、許容範囲の2.5mmを下回っている。
尚、例1ないし5は、塗布液の塗布範囲の外径、および高速回転時に回転の速度、継続時間が異なっている。
尚、例1ないし5は、塗布液の塗布範囲の外径、および高速回転時に回転の速度、継続時間が異なっている。
また、参考例は、高速回転ステップを、冷却ステップの前に実施した例であり、この例でも、レンズ基材の中心部において所望の樹脂層の厚さである略30μmが得られ、さらに、レンズ基材1の塗布面1a上の塗布液4の樹脂だまり4aの幅W(図4)も、許容範囲の2.5mmを下回っている。
本発明の前記実施形態に限定されることなく、特許請求の範囲に記載された技術的思想の範囲内で種々の変更、変形が可能である。
1:レンズ基材
1a:塗布面
2:ディスペンサノズル
4:塗布液
6:IRヒータ
1a:塗布面
2:ディスペンサノズル
4:塗布液
6:IRヒータ
Claims (10)
- プラスチックレンズ用のレンズ基材の少なくとも一方の面に樹脂層を形成する樹脂層形成方法であって、
プラスチックレンズ用のレンズ基材の少なくとも一方の面に紫外線硬化性樹脂を含む塗布液を塗布するステップと、
前記レンズ基材上の塗布液を加熱するステップと、
前記塗布液に紫外線を照射して前記紫外線硬化性樹脂を硬化させ前記樹脂層を得るステップと、を備えている、
ことを特徴とする樹脂層形成方法。 - 前記塗布液を塗布するステップが、
前記レンズ基材の少なくとも一方の面に塗布液を配置するステップと、
前記配置された塗布液を前記レンズ基材上で略均一な厚さにするステップと、を含んでいる、
請求項1に記載の樹脂層形成方法。 - 前記塗布液を配置するステップが、前記レンズ基材を回転させながら、前記塗布液を前記レンズ基材の少なくとも一方の面に螺旋状に配置していくステップを含んでいる、
請求項2に記載の樹脂層形成方法。 - 前記加熱ステップ後に、前記レンズ基材上の塗布液を常温まで冷却する冷却ステップを、さらに、備えている、
請求項1ないし3のいずれか1項に記載の樹脂層形成方法。 - 前記加熱ステップの後に、前記レンズ基材を高速回転させるステップを、備えている、
請求項1ないし4のいずれか1項に記載の樹脂層形成方法。 - 前記高速回転ステップが、前記冷却ステップに先だって行なわれる、
請求項5に記載の樹脂層形成方法。 - 前記高速回転ステップが、前記冷却ステップの後に行なわれる、
請求項5に記載の樹脂層形成方法。 - 前記樹脂層が、20乃至40μmの厚さを有している、
請求項1ないし7のいずれか1項に記載の樹脂層形成方法。 - 前記樹脂層の外縁部に形成される液だまりの幅が10mm以下である、
請求項1ないし8のいずれか1項に記載の樹脂層形成方法。 - 前記加熱ステップにおける加熱が赤外線ヒータによって行なわれる、
請求項1ないし9のいずれか1項に記載の樹脂層形成方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2017210951A JP2019082631A (ja) | 2017-10-31 | 2017-10-31 | 樹脂層形成方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2017210951A JP2019082631A (ja) | 2017-10-31 | 2017-10-31 | 樹脂層形成方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2019082631A true JP2019082631A (ja) | 2019-05-30 |
Family
ID=66670405
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2017210951A Pending JP2019082631A (ja) | 2017-10-31 | 2017-10-31 | 樹脂層形成方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2019082631A (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2023053653A1 (ja) | 2021-09-28 | 2023-04-06 | ホヤ レンズ タイランド リミテッド | 眼鏡光学物品及びその製造方法 |
-
2017
- 2017-10-31 JP JP2017210951A patent/JP2019082631A/ja active Pending
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2023053653A1 (ja) | 2021-09-28 | 2023-04-06 | ホヤ レンズ タイランド リミテッド | 眼鏡光学物品及びその製造方法 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4229853B2 (ja) | 塗布方法及び眼鏡レンズの製造方法 | |
| CN102036808B (zh) | 在形成菲涅耳透镜的表面上施用涂层的方法 | |
| CN103930808B (zh) | 偏光透镜及其制造方法 | |
| US8613982B2 (en) | Method of producing coated lenses | |
| CA2700548C (en) | Method for manufacturing polarized ophthalmic lenses | |
| CN1142797A (zh) | 光致变色镜片及其制造方法 | |
| JP4681165B2 (ja) | 防眩性ハードコートフィルムの製造方法 | |
| AU2005210321B2 (en) | Coating method and production method for dimming lens | |
| JP2019082631A (ja) | 樹脂層形成方法 | |
| CN204650002U (zh) | 一种阻蓝光防眩光学硬化膜 | |
| JP4864903B2 (ja) | スピンコーティング法 | |
| CN111867819B (zh) | 用于tac膜和层压体的底漆 | |
| WO2018168347A1 (ja) | レンズの製造方法 | |
| JPWO2014034927A1 (ja) | 光学レンズの製造方法 | |
| US20240239064A1 (en) | Method for coating lenses with lenslets with an improved control on power shift | |
| JP5974632B2 (ja) | 塗工フィルムの製造方法 | |
| JP2007072248A (ja) | ハイブリッドレンズの塗装方法 | |
| RU2395348C2 (ru) | Способ и устройство для управления толщинами слоя покрытия при нанесении центрифугированием | |
| US8089697B2 (en) | Prismatic laminate and method for making the same | |
| JP2012068295A (ja) | フォトクロミックレンズおよびその製造方法 | |
| US20180057705A1 (en) | Coating method | |
| CN1429664A (zh) | 液体材料的涂布方法及其树脂层形成法 | |
| JP5974625B2 (ja) | 反射防止フィルムの製造方法 | |
| JPH0516146A (ja) | プラスチツク成形用金型の製造方法 | |
| JP2013246347A (ja) | 眼鏡レンズの製造方法 |