JP2019094546A - 付加製造機及び付加製造方法 - Google Patents
付加製造機及び付加製造方法 Download PDFInfo
- Publication number
- JP2019094546A JP2019094546A JP2017226577A JP2017226577A JP2019094546A JP 2019094546 A JP2019094546 A JP 2019094546A JP 2017226577 A JP2017226577 A JP 2017226577A JP 2017226577 A JP2017226577 A JP 2017226577A JP 2019094546 A JP2019094546 A JP 2019094546A
- Authority
- JP
- Japan
- Prior art keywords
- head
- layer
- peening
- manufacturing machine
- additional manufacturing
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images








Classifications
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P10/00—Technologies related to metal processing
- Y02P10/25—Process efficiency
Landscapes
- Powder Metallurgy (AREA)
Abstract
【解決手段】本実施形態によれば、付加製造機10は、基盤11の表面11a又は固化した層7の頂面7c上に新たな層8を形成して当該層8を構造物5に付加する層形成用ヘッド20と、基盤11より上側に形成された製造中の構造物5の固化した表面7c,8c,7e,8eのうち所定の領域に断続的に衝撃力を加えるピーニング用ヘッド30とを有する。ピーニング用ヘッド30は、層8が付加される方向である積層方向(矢印Z)に対して傾斜するよう駆動されて、当該表面7c,8c,7e,8eのうち、積層方向に垂直な頂面7c,8cに衝撃力を加えることが可能なものである。
【選択図】図3
Description
(付加製造技術により製造される構造物の例)
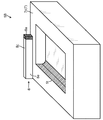
まず、本実施形態の付加製造技術により製造される三次元形状の構造物の一例について図1及び図2を参照して説明する。図1は、付加製造技術により製造される構造物の一例を示す斜視図であり、(a)は、完成した構造物の外観を示しており、(b)は、完成した構造物の内部の構造と、強化することが求められる強化領域を示している。図2は、付加製造技術による製造中の構造物の一例を示す斜視図であり、製造中の構造物の頂面上に新たな層が形成されて、当該層が構造物に付加される態様を示す図である。
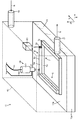
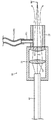
本実施形態の付加製造機(AM machine)について、図3〜図6を参照して説明する。図3は、本実施形態の付加製造機の全体構成を示す斜視図である。図4は、本実施形態の付加製造機のうちピーニング用ヘッドの一例を示す縦断面図であり、光ファイバにより伝送されたレーザ光を、製造中の構造物に向けて収束し、新たに付加された層のうち固化した層の表面に照射するレーザヘッドの縦断面図である。
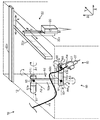
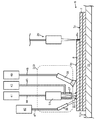
本実施形態の付加製造機について、図4、図7、図8及び図9を参照して説明する。図7は、本実施形態の付加製造機の全体構成を示す斜視図であり、基盤がドレンパン上に配置されており、ドレンパンの底に溜まった廃液を排出口から排出する態様を示す斜視図である。図8は、本実施形態の付加製造機におけるピーニング用ヘッドと、その周辺構成を説明する模式図である。図9は、本実施形態の付加製造機における変形例のピーニング用ヘッドと、その周辺構成を説明する模式図である。本実施形態の付加製造機は、ピーニング用ヘッドにより、いわゆる液中レーザピーニングを行う点で、第1の実施形態と異なっている。なお、第1の実施形態と略共通の構成については、同一の符号を付して説明を省略する。
本実施形態の付加製造機について図10を参照して説明する。図10は、第3の実施形態の付加製造機におけるピーニング用ヘッドと、その周辺構成を示す模式図である。本実施形態の付加製造機は、基盤及びその上側にある構造物を加熱するヒータを有する点で、第2の実施形態と異なっている。なお、第2の実施形態と略共通の構成については、同一の符号を付して説明を省略する。
本実施形態の付加製造機について、図11及び図12を参照して説明する。図11は、本実施形態の付加製造機の斜視図であり、製造中の構造物の形状を測定する形状測定装置として、層形成用ヘッドと一体に移動する形状測定用プローブが設けられた態様を示す図である。図12は、本実施形態の変形例の付加製造機の斜視図であり、製造中の構造物の形状を測定する形状測定装置として、付加製造機のうち層形成空間の少なくとも一部を俯瞰する位置に固定して配置された態様を示す図である。本実施形態の付加製造機は、製造中の構造物の形状を測定する形状測定装置が設けられている点で、第1及び第2の実施形態と異なっている。なお、第1及び第2の実施形態と略共通の構成については、同一の符号を付して説明を省略する。
本実施形態の付加製造機について、図5、図6及び図13を参照して説明する。図13は、本実施形態の付加製造機のうち変形例のピーニング用ヘッドの縦断面図であり、レーザ光を収束させる収束レンズをその光軸方向に移動させるレンズ駆動機構を有する態様を示す図である。本実施形態の付加製造機は、ミラー伝送(空間伝送)によりレーザ光源からのレーザ光をピーニング用ヘッドに伝送し、レーザ光を収束させる収束レンズが、その光軸方向に移動可能な点で、第1の実施形態と異なっている。なお、第1及び第2の実施形態と略共通の構成については、同一の符号を付して説明を省略する。
以上に説明した各実施形態において、ピーニング用ヘッド30,30C,30D,30E,30Hを三次元的に変位させると共に、矢印Zで示す積層方向に対して傾斜するよう駆動する第2ヘッド駆動機構(多関節アーム)50は、6つの軸心A1,A2,A3,A4,A5,A6のそれぞれの周りに相対的な回動可能な、6自由度の多関節アームであるものとしたが、本発明に係る多関節アームは、この態様に限定されるものではない。例えば、多関節アームは、回転ジョイント56,57,58に代えて、2つのリンクの接続点の周りに3自由度の相対回転運動が可能な「球ジョイント(spherical joint)」を用いることにより、より少ないリンク数で、6自由度の多関節アームを実現することもできる。
Claims (11)
- 基盤の表面又は固化した層の頂面上に新たな層を形成して当該層を構造物に付加する層形成用ヘッドと、
前記層形成用ヘッドに対して独立して移動可能に構成され、前記基盤より上側に形成された製造中の構造物の固化した表面のうち所定の領域に断続的に衝撃力を加えるピーニング用ヘッドであって、層が付加される方向である積層方向に対して傾斜するよう駆動されて、当該表面のうち、当該積層方向に垂直な頂面に衝撃力を加えることが可能なピーニング用ヘッドと、
を備えることを特徴とする付加製造機。 - 前記層形成用ヘッドを駆動して、当該層形成用ヘッドを三次元的に変位させることが可能な第1ヘッド駆動機構と、
前記ピーニング用ヘッドを駆動して、当該ピーニング用ヘッドを三次元的に変位させると共に、前記積層方向に対して傾斜するよう当該ピーニング用ヘッドを移動させる第2ヘッド駆動機構と、
を備えることを特徴とする請求項1に記載の付加製造機。 - 第2ヘッド駆動機構は、前記ピーニング用ヘッドを、前記層形成用ヘッドに比べて高い自由度で移動させる
ことを特徴とする請求項2に記載の付加製造機。 - 第1ヘッド駆動機構は、前記積層方向に略一致するZ軸方向と、水平方向のうち当該Z軸方向に垂直なY軸方向と、当該Z軸方向及び当該Y軸方向に垂直なX軸方向のそれぞれの方向において所望の位置に前記層形成用ヘッドを移動させるものであり、
第2ヘッド駆動機構は、
前記Z軸方向、前記Y軸方向及び前記X軸方向のそれぞれの方向において所望の位置に前記ピーニング用ヘッドを移動させると共に、前記積層方向に対して前記ピーニング用ヘッドが傾斜するよう移動させる
ことを特徴とする請求項2又は請求項3に記載の付加製造機。 - 前記ピーニング用ヘッドは、
レーザ光を前記製造中の構造物の表面に向けて収束させる収束レンズと、
当該収束レンズから前記表面に向けてレーザ光を通すと共に、ガス供給源から酸素濃度が一定値以下のガスの供給を受けて、当該表面のうちレーザ光が照射される領域に向かう当該ガスの流れを形成するノズルと、
を有することを特徴とする請求項1ないし請求項4のいずれか一項に記載の付加製造機。 - 前記ピーニング用ヘッドは、
レーザ光源からのレーザ光を、前記製造中の構造物の表面に向けて収束させる収束レンズと、
当該収束レンズから前記表面に向けてレーザ光を通すと共に、液体供給源から液体の供給を受けて、当該表面のうちレーザ光が照射される領域に向かう液体の流れを形成するノズルと、
を有することを特徴とする請求項1ないし請求項4のいずれか一項に記載の付加製造機。 - 前記基盤を少なくとも部分的に囲うように配置されており、当該基盤の表面上から流れ落ちた液体を、その底部において受けるドレンパンと、
当該ドレンパンの前記底部に貯留された液体を、外部に排出する液体排出口と、
を有することを特徴とする請求項6に記載の付加製造機。 - 前記ピーニング用ヘッドは、
乾燥ガス供給源から乾燥ガスの供給を受けて、前記製造中の構造物の表面のうちレーザ光が照射される領域又はその近傍に向かう乾燥ガスの流れを形成する乾燥ガスノズルを、
さらに有することを特徴とする請求項6又は請求項7に記載の付加製造機。 - 前記基盤及び当該基盤より上側にある製造中の構造物を加熱するヒータを、
さらに備えることを特徴とする請求項6ないし請求項8のいずれか一項に記載の付加製造機。 - 前記製造中の構造物の表面形状を測定可能な形状測定装置を、
さらに備えることを特徴とする請求項1ないし請求項9のいずれか一項に記載の付加製造機。 - 材料で構成された層を一層ずつ構造物に付加する付加製造方法であって、
層形成用ヘッドにより、基盤の表面又は固化した層の頂面上に新たな層を形成して当該層を構造物に積層方向に付加する複数の層形成ステップと、
前記層形成用ヘッドに対して独立して移動可能なピーニング用ヘッドにより、前記基盤より上側に形成された製造中の構造物の固化した表面に断続的に衝撃力を加える複数のピーニングステップと、
を有する
ことを特徴とする付加製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2017226577A JP2019094546A (ja) | 2017-11-27 | 2017-11-27 | 付加製造機及び付加製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2017226577A JP2019094546A (ja) | 2017-11-27 | 2017-11-27 | 付加製造機及び付加製造方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2019094546A true JP2019094546A (ja) | 2019-06-20 |
Family
ID=66972716
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2017226577A Pending JP2019094546A (ja) | 2017-11-27 | 2017-11-27 | 付加製造機及び付加製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2019094546A (ja) |
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN111809180A (zh) * | 2020-08-07 | 2020-10-23 | 江苏智远激光装备科技有限公司 | 一种激光内孔熔覆头 |
| WO2021090043A1 (en) * | 2019-11-04 | 2021-05-14 | Ecole Polytechnique Federale De Lausanne (Epfl) | Laser treatment systems and methods for in-situ laser shock peening (lsp) treatment of parts during production thereof by a selective laser sintering or melting (sls/slm) process, and additive manufacturing systems and methods implementing the same |
| WO2021132629A1 (ja) * | 2019-12-27 | 2021-07-01 | 川崎重工業株式会社 | シート層の検査装置及び検査方法 |
| JP2022538165A (ja) * | 2019-06-25 | 2022-08-31 | マイティ ビルディングス インコーポレーテッド | 回転プラットフォーム上にキュアリングモジュールを有する3dプリンタ印刷ヘッドシステム |
| EP4137254A1 (en) * | 2021-08-20 | 2023-02-22 | Technische Universität Berlin | Method and apparatus for in situ debinding and sintering of filament or paste extrusion additive manufactured metal or ceramic parts |
| WO2024101222A1 (ja) * | 2022-11-11 | 2024-05-16 | 大陽日酸株式会社 | 積層構造物の製造装置及び積層構造物の製造方法 |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN102925646A (zh) * | 2012-11-14 | 2013-02-13 | 江苏大学 | 利用光水复合体对金属构件表面喷丸强化的方法与装置 |
| CN103266204A (zh) * | 2013-05-23 | 2013-08-28 | 江苏大学 | 提高激光高温喷丸约束效果的方法及装置 |
| CN106119518A (zh) * | 2016-08-10 | 2016-11-16 | 江苏大学 | 一种激光冲击强化用的循环喷水系统 |
| CN107138728A (zh) * | 2017-05-27 | 2017-09-08 | 广东工业大学 | 一种复杂结构的增材制造方法及增材制造系统 |
| JP2017530260A (ja) * | 2014-06-09 | 2017-10-12 | ハイブリッド マニュファクチュアリング テクノロジーズ リミテッド | 材料処理方法及び関連装置 |
| US20170326681A1 (en) * | 2014-12-09 | 2017-11-16 | Bae Systems Plc | Additive manufacturing and integrated impact post-treatment |
| US20170326867A1 (en) * | 2016-05-10 | 2017-11-16 | Resonetics, LLC | Hybrid micro-manufacturing |
-
2017
- 2017-11-27 JP JP2017226577A patent/JP2019094546A/ja active Pending
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN102925646A (zh) * | 2012-11-14 | 2013-02-13 | 江苏大学 | 利用光水复合体对金属构件表面喷丸强化的方法与装置 |
| CN103266204A (zh) * | 2013-05-23 | 2013-08-28 | 江苏大学 | 提高激光高温喷丸约束效果的方法及装置 |
| JP2017530260A (ja) * | 2014-06-09 | 2017-10-12 | ハイブリッド マニュファクチュアリング テクノロジーズ リミテッド | 材料処理方法及び関連装置 |
| US20170326681A1 (en) * | 2014-12-09 | 2017-11-16 | Bae Systems Plc | Additive manufacturing and integrated impact post-treatment |
| US20170326867A1 (en) * | 2016-05-10 | 2017-11-16 | Resonetics, LLC | Hybrid micro-manufacturing |
| CN106119518A (zh) * | 2016-08-10 | 2016-11-16 | 江苏大学 | 一种激光冲击强化用的循环喷水系统 |
| CN107138728A (zh) * | 2017-05-27 | 2017-09-08 | 广东工业大学 | 一种复杂结构的增材制造方法及增材制造系统 |
Cited By (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2022538165A (ja) * | 2019-06-25 | 2022-08-31 | マイティ ビルディングス インコーポレーテッド | 回転プラットフォーム上にキュアリングモジュールを有する3dプリンタ印刷ヘッドシステム |
| JP7324879B2 (ja) | 2019-06-25 | 2023-08-10 | マイティ ビルディングス インコーポレーテッド | 回転プラットフォーム上にキュアリングモジュールを有する3dプリンタ印刷ヘッドシステム |
| WO2021090043A1 (en) * | 2019-11-04 | 2021-05-14 | Ecole Polytechnique Federale De Lausanne (Epfl) | Laser treatment systems and methods for in-situ laser shock peening (lsp) treatment of parts during production thereof by a selective laser sintering or melting (sls/slm) process, and additive manufacturing systems and methods implementing the same |
| US12447557B2 (en) | 2019-11-04 | 2025-10-21 | Ecole Polytechnique Federale De Lausanne (Epfl) | Laser treatment systems and methods for in-situ Laser Shock Peening (LSP) treatment of parts during production thereof by a Selective Laser Sintering or Melting (SLS/SLM) process, and additive manufacturing systems and methods implementing the same |
| US12247928B2 (en) | 2019-12-27 | 2025-03-11 | Kawasaki Jukogyo Kabushiki Kaisha | Inspection device and inspection method for sheet layer |
| WO2021132629A1 (ja) * | 2019-12-27 | 2021-07-01 | 川崎重工業株式会社 | シート層の検査装置及び検査方法 |
| JP2021105580A (ja) * | 2019-12-27 | 2021-07-26 | 川崎重工業株式会社 | シート層の検査装置及び検査方法 |
| JP7434686B2 (ja) | 2019-12-27 | 2024-02-21 | 川崎重工業株式会社 | シート層の検査装置及び検査方法 |
| CN111809180A (zh) * | 2020-08-07 | 2020-10-23 | 江苏智远激光装备科技有限公司 | 一种激光内孔熔覆头 |
| WO2023020907A1 (en) | 2021-08-20 | 2023-02-23 | Technische Universität Berlin | Method and apparatus for in situ debinding and sintering of filament or paste extrusion additive manufactured metal or ceramic parts |
| EP4137254A1 (en) * | 2021-08-20 | 2023-02-22 | Technische Universität Berlin | Method and apparatus for in situ debinding and sintering of filament or paste extrusion additive manufactured metal or ceramic parts |
| JPWO2024101222A1 (ja) * | 2022-11-11 | 2024-05-16 | ||
| WO2024101222A1 (ja) * | 2022-11-11 | 2024-05-16 | 大陽日酸株式会社 | 積層構造物の製造装置及び積層構造物の製造方法 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2019094546A (ja) | 付加製造機及び付加製造方法 | |
| KR101718265B1 (ko) | 가공장치 및 가공방법 | |
| CN104619454B (zh) | 采用三维成像焊接路径控制的自动化高温合金激光熔覆系统 | |
| CN106163703B (zh) | 三维层叠装置及三维层叠方法 | |
| US10744565B2 (en) | Three dimensional printer | |
| CN104640667B (zh) | 用于有三维成像焊接路径控制的自动高温合金激光熔覆的方法 | |
| JP6634074B2 (ja) | レーザ焼結による積層造形用レーザ加工機およびそれに対応する方法 | |
| ES2906100T3 (es) | Máquina de funcionamiento por láser para la fabricación aditiva mediante tratamiento térmico por láser, en particular mediante fusión, y procedimiento correspondiente | |
| JP6757877B2 (ja) | レーザ加工装置及びレーザ加工方法 | |
| JP5981474B2 (ja) | ノズル装置、積層造形装置及び積層造形物の製造方法 | |
| JP6765569B1 (ja) | 積層造形装置、積層造形方法、および積層造形プログラム | |
| KR20150108922A (ko) | 가공 장치 및 가공 방법 | |
| CN107708969A (zh) | 多光束增材制造 | |
| JP6896193B1 (ja) | 積層造形装置 | |
| WO2015029515A1 (ja) | 複合加工装置及び複合加工方法 | |
| TWI741644B (zh) | 表面加工裝置以及三維積層裝置 | |
| TW202100335A (zh) | 三維積層裝置及方法 | |
| JP7382552B2 (ja) | レーザ加工装置及びそれを用いたレーザ加工方法 | |
| JP6227080B2 (ja) | 積層造形装置及び積層造形物の製造方法 | |
| JP2021085060A (ja) | 三次元造形装置及び三次元造形方法 | |
| CN113382820A (zh) | 三维层叠方法及三维形状物 | |
| CN120587674A (zh) | 氢能源电池模组激光焊接设备 | |
| JP2015000423A (ja) | 外装缶封口方法及び外装缶封口装置 | |
| JP7416246B2 (ja) | 加工システム及び光学装置 | |
| WO2023047940A1 (ja) | 損傷部品の補修方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20200225 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20201125 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20201208 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20210108 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20210302 |