JP2019123200A - Manufacturing method for nozzle plate, manufacturing method for emission head, manufacturing method for emission unit, and manufacturing method for emission device - Google Patents
Manufacturing method for nozzle plate, manufacturing method for emission head, manufacturing method for emission unit, and manufacturing method for emission device Download PDFInfo
- Publication number
- JP2019123200A JP2019123200A JP2018007000A JP2018007000A JP2019123200A JP 2019123200 A JP2019123200 A JP 2019123200A JP 2018007000 A JP2018007000 A JP 2018007000A JP 2018007000 A JP2018007000 A JP 2018007000A JP 2019123200 A JP2019123200 A JP 2019123200A
- Authority
- JP
- Japan
- Prior art keywords
- nozzle
- manufacturing
- discharge
- liquid
- head
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images












Landscapes
- Particle Formation And Scattering Control In Inkjet Printers (AREA)
Abstract
【課題】吐出特性を向上する。【解決手段】Si基板を用いたノズル基材201の一面側から、イオンアシストを用いたドライエッチング法で、円環状の溝202を形成し、ノズル基材201の円環状の溝202を形成した面に粘着テープ203を貼り付けた後、ノズル基材201の他面側の研削を行い、所望のノズル板4の厚さt0まで加工し、ノズル基材201の研削後の他面側から、ボッシュプロセスを用いたドライエッチング法により、円環状の溝202に対向する位置で、円環状の溝202に到達する深さまで入口部4bとなる凹部204を形成し、粘着テープ203をノズル基材201から剥離することで、島状部分205を取り除き、ノズル基材201にノズル4となる出口穴4a及び入口穴4bが形成されたノズル板1を得る。【選択図】図1PROBLEM TO BE SOLVED: To improve discharge characteristics. SOLUTION: An annular groove 202 is formed from one surface side of a nozzle base material 201 using a Si substrate by a dry etching method using ion assist, and an annular groove 202 of the nozzle base material 201 is formed. After the adhesive tape 203 is attached to the surface, the other surface side of the nozzle base material 201 is ground, processed to the desired thickness t0 of the nozzle plate 4, and from the other surface side of the nozzle base material 201 after grinding. By a dry etching method using a bosh process, a recess 204 to be an inlet portion 4b is formed at a position facing the annular groove 202 to a depth reaching the annular groove 202, and the adhesive tape 203 is attached to the nozzle base material 201. The island-shaped portion 205 is removed from the nozzle base material 201 to obtain a nozzle plate 1 having an outlet hole 4a and an inlet hole 4b formed as a nozzle 4 on the nozzle base material 201. [Selection diagram] Fig. 1
Description
本発明はノズル板の製造方法、吐出ヘッドの製造方法、吐出ユニットの製造方法、吐出する装置の製造方法に関する。 The present invention relates to a method of manufacturing a nozzle plate, a method of manufacturing a discharge head, a method of manufacturing a discharge unit, and a method of manufacturing a discharge device.
ノズル板を製造する方法としては、例えば、ノズル基材の一面にノズル穴(吐出孔)となる第1ノズルをボッシュプロセスによるエッチングで形成し、他面から第1ノズルに連通する第2ノズルを形成して、第1ノズルと第2ノズルからなる貫通穴を形成する方法が知られている(特許文献1)。 As a method of manufacturing a nozzle plate, for example, a first nozzle to be a nozzle hole (discharge hole) is formed on one surface of a nozzle base material by etching by Bosch process, and a second nozzle communicating with the first nozzle from the other surface is used. There is known a method of forming a through hole consisting of a first nozzle and a second nozzle (Patent Document 1).
しかしながら、特許文献1に開示の方法にあっては、ノズル穴(第1ノズル)をボッシュプロセスで形成するためには、ノズル穴の内壁面の平滑性が損なわれ、吐出曲りなどが生じるという課題がある。 However, in the method disclosed in Patent Document 1, in order to form the nozzle hole (first nozzle) by the Bosch process, the smoothness of the inner wall surface of the nozzle hole is impaired, and a problem such as discharge bending occurs. There is.
本発明は上記の課題に鑑みてなされたものであり、吐出特性を向上することを目的とする。 The present invention has been made in view of the above problems, and an object thereof is to improve discharge characteristics.
上記の課題を解決するため、本発明に係るノズル板の製造方法は、
ノズルを有するノズル板の製造方法であって、
ノズル基材の一面側から環状の溝を形成する工程と、
前記ノズル基材の他面側から少なくとも前記環状の溝に到達する深さまで凹部を形成する工程と、を行い、
前記環状の溝で囲まれた部分を独立させ、前記独立した部分を除去することにより前記ノズルとなるノズル穴を形成する
構成とした。
In order to solve the above-mentioned subject, the manufacturing method of the nozzle board concerning the present invention is:
A method of manufacturing a nozzle plate having a nozzle, comprising:
Forming an annular groove from one side of the nozzle substrate;
Forming a recess to a depth reaching at least the annular groove from the other surface side of the nozzle base material;
The portion surrounded by the annular groove is made independent, and the independent portion is removed to form a nozzle hole to be the nozzle.
本発明によれば、吐出特性が向上する。 According to the present invention, the ejection characteristics are improved.
以下、本発明の実施形態について添付図面を参照して説明する。本発明の第1実施形態に係るノズル板の製造方法について図1及び図2を参照して説明する。図1は同製造方法の説明に供する断面説明図、図2は同じく平面説明図である。 Hereinafter, embodiments of the present invention will be described with reference to the attached drawings. A method of manufacturing a nozzle plate according to a first embodiment of the present invention will be described with reference to FIGS. 1 and 2. FIG. 1 is an explanatory sectional view for explaining the manufacturing method, and FIG. 2 is an explanatory plan view as well.
まず、本実施形態で製造するノズル板1について説明する。ノズル板1は、図1(e)に示すように、ノズル基材201に、連続する出口穴4a及び入口穴4bで構成されるノズル4を有している。ノズル板1の厚さはt0とし、出口穴4aの深さはD0とする。
First, the nozzle plate 1 manufactured in the present embodiment will be described. The nozzle plate 1 has, as shown in FIG. 1 (e), the
このノズル板1を製造するには、図1(a)及び図2(a)に示すように、Si基板を用いたノズル基材201の一面側から、イオンアシストを用いたドライエッチング法で、環状の溝、ここでは、円環状の溝202を形成する。ここで、円環状の溝202の深さD1は、出口穴4aの深さD0よりも深くする(D1>D0)。
In order to manufacture the nozzle plate 1, as shown in FIGS. 1A and 2A, the dry etching method using ion assist is performed from one side of the
次いで、図1(b)及び図2(b)に示すように、ノズル基材201の円環状の溝202を形成した面に粘着テープ203を貼り付けた後、ノズル基材201の他面側の研削を行い、所望のノズル板1の厚さt0まで加工する。
Next, as shown in FIGS. 1B and 2B, after the
次いで、図1(c)及び図2(c)に示すように、ノズル基材201の研削後の他面側から、ボッシュプロセスを用いたドライエッチング法により、円環状の溝202に対向する位置で、円環状の溝202に到達する深さまで入口穴4bとなる凹部204を形成する。凹部204の深さD2は、厚さt0のノズル基材201の残存部分の厚さが出口穴4aの深さD0になる深さとしている。
Next, as shown in FIGS. 1C and 2C, from the other surface side of the
これにより、円環状の溝202で囲まれた内側の部分は、ノズル基材201から独立した島状部分205となる。
As a result, the inner portion surrounded by the
その後、図1(d)及び図2(d)に示すように、粘着テープ203をノズル基材201から剥離することで、島状部分205が取り除かれる。
Thereafter, as shown in FIGS. 1D and 2D, the
これにより、図1(e)及び図2(e)に示すように、ノズル基材201にノズル4となる出口穴4a及び入口穴4bが形成されたノズル板1を得ることができる。
As a result, as shown in FIGS. 1E and 2E, it is possible to obtain the nozzle plate 1 in which the
本実施形態に係る製造方法で製造したノズル板1のノズル穴(出口穴4a)の壁面は滑らかな壁面となり、吐出特性が向上する。
The wall surface of the nozzle hole (
つまり、液体をノズル面に対して垂直に吐出するためには、ノズル板に対してノズル穴が垂直に形成されていること、ノズル穴の穴径が真円であること、ノズル穴の壁面(内壁)が平滑であることが挙げられる。 That is, in order to discharge the liquid perpendicularly to the nozzle surface, the nozzle hole is formed perpendicularly to the nozzle plate, the hole diameter of the nozzle hole is a perfect circle, the wall surface of the nozzle hole ( It is mentioned that the inner wall is smooth.
Si基板をノズル基材としてエッチングでノズル穴を形成する方法としては、形状の制御性の高さからドライエッチング法工法が主に用いられ、ドライエッチング法としてはイオンアシストによる異方性エッチングとボッシュプロセスを用いた異方性エッチングがある。 As a method of forming a nozzle hole by etching using a Si substrate as a nozzle base material, a dry etching method is mainly used because of high shape controllability, and as a dry etching method, anisotropic etching by ion assistance and Bosch There is anisotropic etching using a process.
イオンアシストによる異方性エッチングは穴が深くなるほど径が細くなってしまう特徴がある。一方、ボッシュプロセスを用いた異方性エッチングは径の寸法を保ったまま垂直に穴を形成できる特徴がある。そこで、ボッシュプロセスを用いた異方性エッチングが主流となっている。 Ion-assisted anisotropic etching is characterized in that the diameter decreases as the hole is deeper. On the other hand, anisotropic etching using the Bosch process is characterized in that vertical holes can be formed while maintaining the size of the diameter. Therefore, anisotropic etching using the Bosch process has become mainstream.
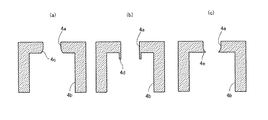
ここで、ドライエッチング法による穴形状について図3ないし図5を参照して説明する。図3はボッシュプロセスによるドライエッチング法による穴形状を説明する断面説明図、図4はイオンアシストによるドライエッチング法による穴形状を説明する断面説明図である。図5は各ドライエッチング法を組み合わせた場合の穴形状を説明する断面説明図である。 Here, the hole shape by the dry etching method will be described with reference to FIGS. 3 to 5. FIG. 3 is a cross-sectional view for explaining the hole shape by the dry etching method by the Bosch process, and FIG. 4 is a cross-sectional view for explaining the hole shape by the ion-assisted dry etching method. FIG. 5 is a cross-sectional explanatory view for explaining the hole shape in the case where the dry etching methods are combined.
図3に示すように、ボッシュプロセスによるドライエッチング法によってSi基板からなるノズル基材201に穴211をあけると、穴径の制御性や直進性が高い一方、ガスの切り替えのため壁面に周期的な段差のあるスキャロップ形状211aが発生し、穴の壁面の凹凸が大きくなるという特徴がある。
As shown in FIG. 3, when a
一方、図4に示すように、イオンアシストによるドライエッチング法によってSi基板からなるノズル基材201に穴212をあけると、ボッシュプロセスに比べて壁面の凹凸が低減できる一方、穴212の途中から底部に向かって径が細くなる先細り形状212aが生じるという特徴がある。この先細り形状212aの角度は穴の径に比例し、溝の幅が細いほど角度は小さくなる。そのため、ノズル4に必要な径の穴を円筒形状で開ける場合、必要以上の深さを掘る必要がある。
On the other hand, as shown in FIG. 4, when the
ここで、出口穴4aが深い場合、入口穴4bをイオンアシスト法で形成した場合は、図5(a)に示すように、出口穴4aと入口穴4bの界面4cが歪になる。また、入口穴4bをボッシュプロセスで形成する場合は、壁面(側壁)保護膜の作用により、図5(b)に示すように、フェンス4dが形成される。一方、出口穴4aが浅い場合、図5(c)に示すように、入口穴4b側に狭窄部が生じて吐出精度に影響する。
Here, when the
これに対して、本実施形態のように、出口穴4aを形成するために開口幅の小さい円環上の溝202で刳り貫いて形成することにより、先細り角が低減できる。そのため、出口穴4aは比較的垂直な形状を保ちつつ、かつ、浅い溝での形成が可能となり、出口穴4aと入口穴4b付近の界面の形状が保たれることとなる。
On the other hand, as in the present embodiment, the taper angle can be reduced by forming the
これにより、ノズル穴(出口穴4a)の壁面の凹凸を低減しつつ、垂直に連通したノズル4を得ることができる。
As a result, it is possible to obtain the vertically communicating
次に、具体的な実施例及び比較例について説明する。 Next, specific examples and comparative examples will be described.
<実施例1>
結晶面方位(100)のSi基板をノズル基材201として、外径30μm、内径24μm、高さ(深さD1)10μmの円環状の溝202をイオンアシスト法によるドライエッチング法により形成した。そして、Si基板を厚さt0=60μmまで研削した。次いで、円環状の溝202に対向する位置で、直径40μm、高さ(深さ)45μmの円筒穴である凹部204を、ボッシュプロセスを用いたドライエッチング法により形成した。その後、円環状の溝202の内側を除去して形成したノズル4を有するノズル板1を作製した。
Example 1
An
<比較例1>
結晶面方位(100)のSi基板をノズル基材201として、直径30μm、深さ10μmの円筒穴(出口穴4a)を、ボッシュプロセスを用いたドライエッチング法により形成した。そして、Si基板を厚さt0=60μmまで研削した。次いで、円筒穴(出口穴4a)に対向する位置で、直径60μm、高さ55μmの円筒穴(入口穴4b)を、ボッシュプロセスを用いたドライエッチング法により形成したノズル4を有するノズル板1を作製した。
Comparative Example 1
Using a Si substrate of crystal plane orientation (100) as the
<比較例2>
結晶面方位(100)のSi基板をノズル基材201として、外径30μm、内径24μm、高さ(深さD1)10μmの円環状の溝202を、ボッシュプロセスを用いたドライエッチング法により形成した。そして、Si基板を厚さt0=60μmまで研削した。次いで、円環状の溝202に対向する位置で、直径60μm、高さ55μmの円筒穴(入口穴4b)を、ボッシュプロセスを用いたドライエッチング法により形成した。その後、円環状の溝202の内側を除去して形成したノズル4を有するノズル板1を作製した。
Comparative Example 2
An
<比較例3>
結晶面方位(100)のSi基板をノズル基材201として、直径30μm、深さ40μmの円筒穴(出口穴4a)を、イオンアシストを用いたドライエッチング法により形成した。そして、Si基板を厚さt0=60μmまで研削した。次いで、円筒穴(出口穴4a)に対向する位置で、直径60μm、高さ55μmの円筒穴(入口穴4b)を、イオンアシストを用いたドライエッチング法により形成したノズル4を有するノズル板1を作製した。
Comparative Example 3
Using a Si substrate of crystal plane orientation (100) as the
<比較例4>
結晶面方位(100)のSi基板をノズル基材201として、直径30μm、深さ40μmの円筒穴(出口穴4a)を、イオンアシストを用いたドライエッチング法により形成した。そして、Si基板を厚さt0=60μmまで研削した。次いで、円筒穴(出口穴4a)に対向する位置で、直径60μm、高さ55μmの円筒穴(入口穴4b)を、ボッシュプロセスを用いたドライエッチング法により形成したノズル4を有するノズル板1を作製した。
Comparative Example 4
Using a Si substrate of crystal plane orientation (100) as the
<比較例5>
結晶面方位(100)のSi基板をノズル基材201として、直径30μm、深さ10μmの円筒穴(出口穴4a)を、イオンアシストを用いたドライエッチング法により形成した。そして、Si基板を厚さt0=60μmまで研削した。次いで、円筒穴(出口穴4a)に対向する位置で、直径60μm、高さ55μmの円筒穴(入口穴4b)を、イオンアシストを用いたドライエッチング法により形成したノズル4を有するノズル板1を作製した。
Comparative Example 5
Using a Si substrate with a crystal plane orientation (100) as the
上記実施例1及び比較例1〜5で作製したノズル板1の出口穴4aの壁面の粗さRaをAFM(原子間顕微鏡)によって計測した。
Roughness Ra of the wall surface of the
また、実施例1及び比較例1〜5で作製したノズル板1を使用した液体吐出ヘッドを作製し、吐出位置精度を確認した。吐出精度の判断基準は、目標位置に対し、±0.2μm以内の位置に着弾したときを合格とする。 Moreover, the liquid discharge head using the nozzle plate 1 manufactured by Example 1 and Comparative Examples 1-5 was produced, and discharge position accuracy was confirmed. The judgment standard of the ejection accuracy is regarded as passing when the ink droplet lands on a position within ± 0.2 μm with respect to the target position.
さらに、ノズル4の出口穴4aの径、及び出口穴4aと入口穴4bとの界面の径をそれぞれ測定し、フェンスの発生の有無を確認した。
Furthermore, the diameter of the
以上の評価、測定結果を図6に示している。 The above evaluation and measurement results are shown in FIG.
この結果、出口穴4aをイオンアシスト法による円環状の溝202を用いて形成した実施例1は、出口穴4aの壁面の表面粗さRaが0.03μmと小さく、吐出位置精度も±0.18μmと基準内に入っている。
As a result, in Example 1 in which the
これに対し、ボッシュプロセスを用いたドライエッチング法により出口穴4aを形成した比較例1、2は、出口穴4aの表面粗さRaが大きく、それに対応して吐出位置精度も悪化している。
On the other hand, in Comparative Examples 1 and 2 in which the outlet holes 4a are formed by the dry etching method using the Bosch process, the surface roughness Ra of the
また、出口穴4aの加工はイオンアシストによるドライエッチング法であるが、円環状の溝ではなく、直接、円筒穴を形成した比較例3、4、5は、それぞれ、表面粗さRaは良好であるが、吐出位置精度が低下している。
In addition, although the processing of the
比較例3では出入口界面径の拡大が吐出精度を低下させている。また、比較例4では出入口界面端部にフェンスが発生し、これが吐出精度を低下させている。比較例5ではイオンアシストによるドライエッチング法の特徴である底部の先細りにより出入口界面の貫通部の径が狭窄しており、これが流体抵抗となって吐出位置精度を低下させている。 In Comparative Example 3, the expansion of the inlet / outlet interface diameter reduces the discharge accuracy. Moreover, in the comparative example 4, a fence generate | occur | produces in the entrance / exit interface edge part, and this is reducing the discharge precision. In Comparative Example 5, the diameter of the penetrating portion at the inlet / outlet interface is narrowed due to the tapering of the bottom portion, which is a feature of the dry etching method by ion assistance, and this becomes fluid resistance to lower the discharge position accuracy.
このように、本実施形態に係るノズル板の製造方法によれば、ノズル穴の壁面の平滑性が向上し、特出特性が向上する。 As described above, according to the method for manufacturing a nozzle plate according to the present embodiment, the smoothness of the wall surface of the nozzle hole is improved, and the characteristic of appearance is improved.
なお、ここでは、環状の溝が円環状の溝である例で説明しているが、吐出物によっては、ノズル形状が円形状でなくとも良い場合があるので、円環状の溝に限定されるものではない。要するに、環状の溝を形成して内側の島状部を刳り抜くことでノズル穴を形成すればよい。 Here, although the example in which the annular groove is an annular groove is described, the nozzle shape may not have to be circular depending on the discharged matter, so the invention is limited to the annular groove. It is not a thing. In short, the nozzle hole may be formed by forming an annular groove and cutting out the inner island portion.
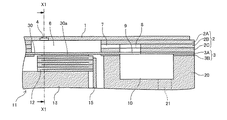
次に、本発明に係る吐出ヘッドの製造方法の一例について図7及び図8を参照して説明する。図7は同製造方法で製造した吐出ヘッドのノズル配列方向と直交する方向の断面説明図、図8は同じく同ヘッドの図7のX1−X1線におけるノズル配列方向と直交する方向の断面説明図である。 Next, an example of a method of manufacturing a discharge head according to the present invention will be described with reference to FIGS. 7 and 8. 7 is a cross-sectional explanatory view of the discharge head manufactured by the same manufacturing method in the direction orthogonal to the nozzle array direction, and FIG. 8 is a cross-sectional explanatory view of the same head in the direction perpendicular to the nozzle array direction in line X1-X1 of FIG. It is.
この吐出ヘッドは、本発明に係るノズル板の製造方法によって製造したノズル板1と、流路板2と、壁面部材としての振動板部材3とを積層接合している。そして、振動板部材3の振動領域(振動板)30を変位させる圧電アクチュエータ11と、ヘッドのフレーム部材を兼ねている共通液室部材20とを備えている。
The discharge head laminates and joins the nozzle plate 1 manufactured by the method for manufacturing a nozzle plate according to the present invention, the
ノズル板1は、液体を吐出する複数のノズル4を有している。
The nozzle plate 1 has a plurality of
流路板2は、複数のノズル4にそれぞれ通じる複数の個別液室6、複数の個別液室6にそれぞれ通じる供給流路を構成する複数の流体抵抗部7、1又は複数の流体抵抗部7に通じる1又は複数の液導入部8を形成している。なお、流路板2は、3枚の板状部材2A〜2Cを積層して構成している。
The
振動板部材3は、流路板2の個別液室6の壁面を形成する変形可能な振動領域30を有する。ここでは、振動板部材3は2層構造(限定されない)とし、流路板2側から薄肉部を形成する第1層3Aと、厚肉部を形成する第2層3Bで形成され、第1層3Aで個別液室6に対応する部分に変形可能な振動領域30を形成している。
The
そして、振動板部材3の個別液室6とは反対側に、振動板部材3の振動領域30を変形させる駆動手段(アクチュエータ手段、圧力発生手段)としての電気機械変換素子を含む圧電アクチュエータ11を配置している。
Then, on the opposite side of the
この圧電アクチュエータ11は、ベース部材13上に接合した圧電部材にハーフカットダイシングによって溝加工をして、ノズル配列方向において、所要数の柱状の圧電素子12を所定の間隔で櫛歯状に形成している。
The
そして、圧電素子12を振動板部材3の振動領域(振動板)30に形成した島状の厚肉部である凸部30aに接合している。
Then, the
この圧電素子12は、圧電層と内部電極とを交互に積層したものであり、内部電極がそれぞれ端面に引き出されて外部電極が設けられ、外部電極にフレキシブル配線部材15が接続されている。
The
共通液室部材20は、共通液室10を形成し、共通液室10には外部から液体を供給する供給口21が通じている。
The common
共通液室10は、振動板部材3に設けた流路である開口9を介して液導入部8に通じており、液導入部8を介して複数の個別液室6に通じている。
The
このように構成した吐出ヘッドにおいては、例えば圧電素子12に与える電圧を基準電位(中間電位)から下げることによって圧電素子12が収縮し、振動板部材3の振動領域30が引かれて個別液室6の容積が膨張することで、個別液室6内に液体が流入する。
In the discharge head configured in this manner, for example, the voltage applied to the
その後、圧電素子12に印加する電圧を上げて圧電素子12を積層方向に伸長させ、振動板部材3の振動領域30をノズル4に向かう方向に変形させて個別液室6の容積を収縮させることにより、個別液室6内の液体が加圧され、ノズル4から液体が吐出される。
Thereafter, the voltage applied to the
なお、ヘッドの駆動方法については上記の例(引き−押し打ち)に限るものではなく、駆動波形の与えた方によって引き打ちや押し打ちなどを行なうこともできる。 The method of driving the head is not limited to the above-described example (pull-push), and depending on the drive waveform, it is possible to perform pull or push.
本実施形態の液体吐出ヘッドを製造するときには、本発明に係るノズル板の製造方法でノズル板1を製造する工程と、製造したノズル板1と、ノズル4が通じる流路である個別液室などを形成する流路板2及び振動板部材3で構成される流路部材40と、ノズル4から液体を吐出させる圧力を発生する圧力発生手段としての圧電アクチュエータ11とを組み付ける工程を行う。さらに、本実施形態では、流路部材40に共通液室部材20を組み付ける工程も行っている。
When manufacturing the liquid discharge head according to the present embodiment, the process of manufacturing the nozzle plate 1 by the method of manufacturing a nozzle plate according to the present invention, the manufactured nozzle plate 1 and the individual liquid chamber which is a flow path through which the
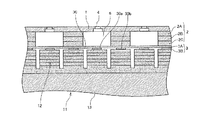
次に、本発明に係る吐出ヘッドの製造方法に他の例について図9を参照して説明する。図9は同製造方法で製造した吐出ヘッドのノズル配列方向と直交する方向の断面説明図である。 Next, another example of the method of manufacturing a discharge head according to the present invention will be described with reference to FIG. FIG. 9 is a cross-sectional explanatory view of the discharge head manufactured by the same manufacturing method in the direction orthogonal to the nozzle arrangement direction.
この液体吐出ヘッドは、循環型ヘッドであり、本発明に係るノズル板の製造方法で製造したノズル板1と、流路板2と、壁面部材としての振動板部材3と、圧電アクチュエータ11と、共通液室部材20とを備えている。
The liquid discharge head is a circulation type head, and the nozzle plate 1 manufactured by the method of manufacturing a nozzle plate according to the present invention, the
流路板2は、複数のノズル4にそれぞれノズル連通路5を介して通じる複数の個別液室6と、複数の供給側の流体抵抗部7と、1又は複数の液導入部8とを形成している。また、流路板2は、複数の個別液室6にそれぞれノズル連通路5を介して通じる排出側個別流路56と、排出側個別流路56に通じる1又は複数の液導出部58を形成している。
The
共通液室部材20は、供給側の共通液室10と、排出側の共通液室50を形成している。供給側の共通液室10は、振動板部材3に設けた供給側の開口9を通じて液導入部8に通じている。排出側の共通液室50は、振動板部材3に設けた排出側の開口59を通じて液導出部58に通じている。
The common
また、供給側の共通液室10は供給口21を介して外部の循環経路に接続され、排出側の共通液室50は排出口22を介して外部の循環経路に接続されている。
Further, the
この循環型液体吐出ヘッドにおいては、圧電素子12を駆動することによって個別液室6内の液体が加圧されて、ノズル4から液体が吐出される。
In the circulation type liquid discharge head, the liquid in the individual
このとき、ノズル4から吐出されない液体は、排出側個別流路56、液導出部58、排出側の開口59から排出側の共通液室50に排出され、排出側の共通液室50から外部の循環経路を通じて供給側の共通液室10に再度供給される。
At this time, the liquid not discharged from the
また、ノズル4から液体を吐出する液体吐出動作を行っていないときにも、供給側の共通液室10から供給側の開口9、液導入部8、流体抵抗部7、個別液室6、ノズル連通路5、排出側個別流路56、液導出部58、排出側の開口59を経て排出側の共通液室50に排出され、排出側の共通液室50から外部の循環経路を通じて供給側の共通液室10に再度供給される。
Further, even when the liquid discharge operation for discharging the liquid from the
次に、本発明に係る吐出する装置の製造方法の一例について図10及び図11を参照して説明する。図10は同製造方法で製造した装置の要部平面説明図、図11は同装置の要部側面説明図である。 Next, an example of a method of manufacturing the discharge device according to the present invention will be described with reference to FIGS. 10 and 11. FIG. FIG. 10 is an explanatory plan view of an essential part of an apparatus manufactured by the same manufacturing method, and FIG. 11 is an explanatory side view of an essential part of the apparatus.
この装置は、シリアル型装置であり、主走査移動機構493によって、キャリッジ403は主走査方向に往復移動する。主走査移動機構493は、ガイド部材401、主走査モータ405、タイミングベルト408等を含む。ガイド部材401は、左右の側板491A、491Bに架け渡されてキャリッジ403を移動可能に保持している。そして、主走査モータ405によって、駆動プーリ406と従動プーリ407間に架け渡したタイミングベルト408を介して、キャリッジ403は主走査方向に往復移動される。
This apparatus is a serial type apparatus, and the
このキャリッジ403には、本発明に係る吐出ヘッドの製造方法で製造した液体吐出ヘッド404及びヘッドタンク441を一体にした本発明に係る吐出ユニットの製造方法で製造した液体吐出ユニット440を搭載している。
The
液体吐出ユニット440の液体吐出ヘッド404は、例えば、イエロー(Y)、シアン(C)、マゼンタ(M)、ブラック(K)の各色の液体を吐出する。また、液体吐出ヘッド404は、複数のノズルからなるノズル列を主走査方向と直交する副走査方向に配置し、吐出方向を下方に向けて装着している。
The
液体吐出ヘッド404の外部に貯留されている液体を液体吐出ヘッド404に供給するための供給機構494により、ヘッドタンク441には、液体カートリッジ450に貯留されている液体が供給される。
The liquid stored in the
供給機構494は、液体カートリッジ450を装着する充填部であるカートリッジホルダ451、チューブ456、送液ポンプを含む送液ユニット452等で構成される。液体カートリッジ450はカートリッジホルダ451に着脱可能に装着される。ヘッドタンク441には、チューブ456を介して送液ユニット452によって、液体カートリッジ450から液体が送液される。
The
この装置は、用紙410を搬送するための搬送機構495を備えている。搬送機構495は、搬送手段である搬送ベルト412、搬送ベルト412を駆動するための副走査モータ416を含む。
The apparatus includes a
搬送ベルト412は用紙410を吸着して液体吐出ヘッド404に対向する位置で搬送する。この搬送ベルト412は、無端状ベルトであり、搬送ローラ413と、テンションローラ414との間に掛け渡されている。吸着は静電吸着、あるいは、エアー吸引などで行うことができる。
The
そして、搬送ベルト412は、副走査モータ416によってタイミングベルト417及びタイミングプーリ418を介して搬送ローラ413が回転駆動されることによって、副走査方向に周回移動する。
The
さらに、キャリッジ403の主走査方向の一方側には搬送ベルト412の側方に液体吐出ヘッド404の維持回復を行う維持回復機構420が配置されている。
Further, on one side of the
維持回復機構420は、例えば液体吐出ヘッド404のノズル面(ノズルが形成された面)をキャッピングするキャップ部材421、ノズル面を払拭するワイパ部材422などで構成されている。
The maintenance and
主走査移動機構493、供給機構494、維持回復機構420、搬送機構495は、側板491A,491B、背板491Cを含む筐体に取り付けられている。
The main
このように構成したこの装置においては、用紙410が搬送ベルト412上に給紙されて吸着され、搬送ベルト412の周回移動によって用紙410が副走査方向に搬送される。
In this apparatus configured as described above, the
そこで、キャリッジ403を主走査方向に移動させながら画像信号に応じて液体吐出ヘッド404を駆動することにより、停止している用紙410に液体を吐出して画像を形成
する。
Therefore, the
このように、この装置では、本発明に係る製造方法で製造したノズル板を含む吐出ヘッドを備えているので、高画質画像を安定して形成することができる。 As described above, in this apparatus, since the discharge head including the nozzle plate manufactured by the manufacturing method according to the present invention is provided, a high quality image can be stably formed.
この吐出する装置を製造するには、本発明に係る吐出ヘッドの製造方法で吐出ヘッド404を製造する工程、又は、本発明に係る吐出ユニットの製造方法で吐出ヘッド4とヘッドタンク441を一体化する工程を行って吐出ユニット440を製造する工程と、吐出ヘッド404又は吐出ユニット440を装置本体400のキャリッジ403に搭載する工程とを行う。
In order to manufacture this discharge device, the step of manufacturing the
次に、本発明に係る吐出ユニットの製造方法の他の例について図12を参照して説明する。図12は同製造方法で製造した吐出ユニットの要部平面説明図である。 Next, another example of the method of manufacturing the discharge unit according to the present invention will be described with reference to FIG. FIG. 12 is an explanatory plan view of an essential part of a discharge unit manufactured by the same manufacturing method.
この吐出ユニットは、前記吐出する装置を構成している部材のうち、側板491A、491B及び背板491Cで構成される筐体部分と、主走査移動機構493と、キャリッジ403と、液体吐出ヘッド404で構成されている。
Among the members constituting the apparatus for discharging the discharge unit, the discharge unit includes a housing portion constituted by the
なお、この吐出ユニットの例えば側板491Bに、前述した維持回復機構420、及び供給機構494の少なくともいずれかを更に取り付けた吐出ユニットを構成することもできる。
In addition, it is also possible to configure a discharge unit in which at least one of the aforementioned maintenance and
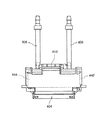
次に、本発明に係る吐出ユニットの製造方法の更に他の例について図13を参照して説明する。図13は同製造方法で製造した吐出ユニットの正面説明図である。 Next, still another example of the method of manufacturing a discharge unit according to the present invention will be described with reference to FIG. FIG. 13 is a front view showing a discharge unit manufactured by the same manufacturing method.
この吐出ユニットは、流路部品444が取付けられた液体吐出ヘッド404と、流路部品444に接続されたチューブ456で構成されている。
The discharge unit is composed of a
なお、流路部品444はカバー442の内部に配置されている。流路部品444に代えてヘッドタンク441を含むこともできる。また、流路部品444の上部には液体吐出ヘッド404と電気的接続を行うコネクタ443が設けられている。
The
このように、本発明に係る吐出ユニットの製造方法においては、吐出ヘッド404に供給する吐出物を貯留するヘッドタンク441、吐出ヘッド404を搭載するキャリッジ403、吐出ヘッド404に吐出物を供給する供給機構494、吐出ヘッド404の維持回復を行う維持回復機構420、吐出ヘッド404を主走査方向に移動させる主走査移動機構493の少なくともいずれか一つと一体化する工程を行う。
As described above, in the method of manufacturing the discharge unit according to the present invention, the
次に、本発明に係る吐出する装置の製造方法の他の例について図14及び図15を参照して説明する。図14は同製造方法によって製造した装置の概略説明図、図15は同装置のヘッドユニットの平面説明図である。 Next, another example of the method of manufacturing the discharge device according to the present invention will be described with reference to FIGS. 14 and 15. FIG. FIG. 14 is a schematic explanatory view of an apparatus manufactured by the same manufacturing method, and FIG. 15 is a plan explanatory view of a head unit of the same apparatus.
この吐出する装置は、連続媒体510を搬入する搬入手段501と、搬入手段501から搬入された連続媒体510を印刷手段505に案内搬送する案内搬送手段503と、連続媒体510に対して液体を吐出して画像を形成する印刷を行う印刷手段505と、連続媒体510を乾燥する乾燥手段507と、連続媒体510を排出する排出手段509などを備えている。
The apparatus for discharging the liquid includes a carrying-in means 501 for carrying in the
連続媒体510は搬入手段501の元巻きローラ511から送り出され、搬入手段501、案内搬送手段503、乾燥手段507、排出手段509の各ローラによって案内、搬送されて、排出手段509の巻取りローラ591にて巻き取られる。
The
この連続媒体510は、印刷手段505において、搬送ガイド部材559上をヘッドユニット550及びヘッドユニット555に対向して搬送され、ヘッドユニット550から吐出される液体によって画像が形成され、ヘッドユニット55から吐出される処理液で後処理が行われる。
The
ここで、ヘッドユニット550には、例えば、媒体搬送方向上流側から、4色分のフルライン型ヘッドアレイ551K、551C、551M、551Y(以下、色の区別しないときは「ヘッドアレイ551」という。)が配置されている。
Here, the
各ヘッドアレイ551は、液体吐出手段であり、それぞれ、搬送される連続媒体510に対してブラックK,シアンC、マゼンタM、イエローYの液体を吐出する。なお、色の種類及び数はこれに限るものではない。
Each head array 551 is a liquid ejection unit, and ejects the liquids of black K, cyan C, magenta M, and yellow Y to the
ヘッドアレイ551は、例えば、本発明に係る吐出ヘッドの製造方法で製造した複数の吐出ヘッド1000をベース部材552上に千鳥状に並べて配置したものであるが、これに限らない。
The head array 551 is, for example, the one in which the plurality of ejection heads 1000 manufactured by the method of manufacturing the ejection head according to the present invention are arranged in a zigzag on the
この吐出する装置を製造するには、本発明に係る吐出ヘッドの製造方法で吐出ヘッド404を製造する工程、又は、本発明に係る吐出ユニットの製造方法で吐出ヘッドとヘッドタンク等を一体化する工程を行って吐出ユニットを製造する工程と、吐出ヘッド404又は吐出ユニットを装置本体に搭載する工程とを行う。
In order to manufacture the apparatus for discharging, the step of manufacturing the
次に、この装置における液体循環システムの一例について図16を参照して説明する。図16は同システムの説明に供するブロック説明図である。 Next, an example of a liquid circulation system in this device will be described with reference to FIG. FIG. 16 is a block diagram for explaining the system.
液体循環システム630は、メインタンク602、ヘッド1000、供給タンク631、循環タンク632、コンプレッサ633、真空ポンプ634、第1送液ポンプ635、第2送液ポンプ636、供給側圧力センサ637、循環側圧力センサ638、レギュレータ(R)639a,639bなどで構成されている。
The
供給側圧力センサ637は、供給タンク631とヘッド1000との間であって、ヘッド1000の供給ポートに繋がった供給側流路に接続されている。循環側圧力センサ638は、ヘッド1000と循環タンク632との間であって、ヘッド1000の排出ポートに繋がった排出側流路に接続されている。
The supply-
循環タンク632の一方は、第1送液ポンプ635を介して供給タンク631と接続されており、循環タンク632の他方は第2送液ポンプ636を介してメインタンク602と接続されている。
One of the
これにより、供給タンク631から供給ポート71を通ってヘッド1000内に液体が流入し、排出ポート72から排出されて循環タンク632へ排出される。そして、さらに第1送液ポンプ635によって循環タンク632から供給タンク631へ液体が送られることによって液体が循環する。
As a result, liquid flows from the
また、供給タンク631にはコンプレッサ633がつなげられており、供給側圧力センサ637で所定の正圧が検知されるように制御される。一方、循環タンク632には真空ポンプ634がつなげられており、循環側圧力センサ638で所定の負圧が検知されるよう制御される。
Further, a compressor 633 is connected to the
これにより、ヘッド1000内を通って液体を循環させつつ、メニスカスの負圧を一定に保つことができる。
This allows the negative pressure of the meniscus to be kept constant while circulating the liquid through the
また、ヘッド1000のノズル4から液体を吐出すると、供給タンク631及び循環タンク632内の液体量が減少していく。そのため、適宜、第2送液ポンプ636を用いて、メインタンク602から循環タンク632に液体を補充する。メインタンク602から循環タンク632への液体補充のタイミングは、循環タンク632内の液体の液面高さが所定高さよりも下がったときに液体補充を行うなど、循環タンク632内に設けた液面センサなどの検知結果によって制御することができる。
In addition, when the liquid is discharged from the
本願において、吐出物は、吐出ヘッドから吐出可能な粘度や表面張力を有するものであればよく、特に限定されないが、常温、常圧下において、または加熱、冷却により粘度が30mPa・s以下となるものであることが好ましい。より具体的には、水や有機溶媒等の溶媒、染料や顔料等の着色剤、重合性化合物、樹脂、界面活性剤等の機能性付与材料、DNA、アミノ酸やたんぱく質、カルシウム等の生体適合材料、天然色素等の可食材料、などを含む溶液、懸濁液、エマルジョンなどであり、これらは例えば、インクジェット用インク、表面処理液、電子素子や発光素子の構成要素や電子回路レジストパターンの形成用液などの液体、光硬化性樹脂等の3次元造形用材料等の用途で用いることができる。 In the present application, the discharge material is not particularly limited as long as it has a viscosity and surface tension that can be discharged from the discharge head, and the viscosity is 30 mPa · s or less at normal temperature or normal pressure, or by heating and cooling. Is preferred. More specifically, solvents such as water and organic solvents, colorants such as dyes and pigments, polymerizable compounds, functionalizing materials such as resins and surfactants, and biocompatible materials such as DNA, amino acids, proteins and calcium Solutions, suspensions, emulsions, etc. containing edible materials such as natural pigments, etc. These are, for example, ink jet inks, surface treatment liquids, components of electronic devices and light emitting devices, and formation of electronic circuit resist patterns It can be used in applications such as liquids such as liquids and materials for three-dimensional modeling such as photocurable resins.
液体を吐出するエネルギー発生源として、圧電アクチュエータ(積層型圧電素子及び薄膜型圧電素子)、発熱抵抗体などの電気熱変換素子を用いるサーマルアクチュエータ、振動板と対向電極からなる静電アクチュエータなどを使用するものが含まれる。 Use a piezoelectric actuator (laminated piezoelectric element and thin film piezoelectric element), a thermal actuator using an electrothermal transducer such as a heating resistor, an electrostatic actuator consisting of a diaphragm and a counter electrode, etc. as an energy source to discharge liquid It includes what you do.
「吐出ユニット」は、吐出ヘッドに機能部品、機構が一体化したものであり、液体の吐出に関連する部品の集合体が含まれる。例えば、「吐出ユニット」は、ヘッドタンク、キャリッジ、供給機構、維持回復機構、主走査移動機構の構成の少なくとも一つを液体吐出ヘッドと組み合わせたものなどが含まれる。 The “discharge unit” is a combination of functional components and mechanisms in a discharge head, and includes an assembly of components related to the discharge of a liquid. For example, the “discharge unit” includes a combination of at least one of the head tank, the carriage, the supply mechanism, the maintenance and recovery mechanism, and the main scanning and moving mechanism with the liquid discharge head.
ここで、一体化とは、例えば、吐出ヘッドと機能部品、機構が、締結、接着、係合などで互いに固定されているもの、一方が他方に対して移動可能に保持されているものを含む。また、液体吐出ヘッドと、機能部品、機構が互いに着脱可能に構成されていても良い。 Here, the term “integral” includes, for example, one in which the discharge head and the functional components and mechanisms are fixed to each other by fastening, bonding, engagement, etc., and one in which one is held movably with respect to the other. . In addition, the liquid discharge head, the functional components, and the mechanism may be configured to be removable from each other.
例えば、液体吐出ユニットとして、吐出ヘッドとヘッドタンクが一体化されているものがある。また、チューブなどで互いに接続されて、吐出ヘッドとヘッドタンクが一体化されているものがある。ここで、これらの吐出ユニットのヘッドタンクと吐出ヘッドとの間にフィルタを含むユニットを追加することもできる。 For example, there is a liquid discharge unit in which a discharge head and a head tank are integrated. In addition, there is one in which the discharge head and the head tank are integrated by being connected to each other by a tube or the like. Here, it is also possible to add a unit including a filter between the head tank of these discharge units and the discharge head.
また、吐出ユニットとして、吐出ヘッドとキャリッジが一体化されているものがある。 Further, as a discharge unit, there is one in which a discharge head and a carriage are integrated.
また、吐出ユニットとして、吐出ヘッドを走査移動機構の一部を構成するガイド部材に移動可能に保持させて、吐出ヘッドと走査移動機構が一体化されているものがある。また、液体吐出ヘッドとキャリッジと主走査移動機構が一体化されているものがある。 Further, there is a discharge unit in which the discharge head is movably held by a guide member which constitutes a part of the scanning movement mechanism, and the discharge head and the scanning movement mechanism are integrated. In addition, there is one in which the liquid discharge head, the carriage, and the main scanning movement mechanism are integrated.
また、吐出ユニットとして、吐出ヘッドが取り付けられたキャリッジに、維持回復機構の一部であるキャップ部材を固定させて、吐出ヘッドとキャリッジと維持回復機構が一体化されているものがある。 Further, as a discharge unit, there is one in which a cap member which is a part of the maintenance and recovery mechanism is fixed to a carriage to which the discharge head is attached, and the discharge head, the carriage and the maintenance and recovery mechanism are integrated.
また、吐出ユニットとして、ヘッドタンク若しくは流路部品が取付けられた吐出ヘッドにチューブが接続されて、吐出ヘッドと供給機構が一体化されているものがある。このチューブを介して、液体貯留源の液体が吐出ヘッドに供給される。 Further, as a discharge unit, there is one in which a tube is connected to a discharge head to which a head tank or a flow path part is attached, and the discharge head and the supply mechanism are integrated. The liquid of the liquid storage source is supplied to the discharge head through the tube.
主走査移動機構は、ガイド部材単体も含むものとする。また、供給機構は、チューブ単体、装填部単体も含むものする。 The main scanning movement mechanism also includes a single guide member. The supply mechanism also includes a single tube and a single loading unit.
「吐出する装置」には、吐出ヘッド又は吐出ユニットを備え、吐出ヘッドを駆動させて吐出させる装置が含まれる。吐出する装置には、液体が付着可能なものに対して吐出することが可能な装置だけでなく、液体などの吐出物を気中や液中に向けて吐出する装置も含まれる。 The “ejection apparatus” includes an ejection head or an ejection unit, and includes an apparatus for driving and ejecting the ejection head. The device for discharging includes not only a device capable of discharging the liquid to which the liquid can adhere but also a device for discharging a discharge substance such as a liquid into the air or the liquid.
この「吐出する装置」は、吐出物が付着可能なものの給送、搬送、排紙に係わる手段、その他、前処理装置、後処理装置なども含むことができる。 The "ejection device" can include means related to feeding, conveyance, and discharging of the matter to which the ejection material can adhere, and a pretreatment device, a post-treatment device, and the like.
例えば、「吐出する装置」として、インクを吐出させて用紙に画像を形成する装置である画像形成装置、立体造形物(三次元造形物)を造形するために、粉体を層状に形成した粉体層に造形液を吐出させる立体造形装置(三次元造形装置)がある。 For example, an image forming apparatus that discharges ink to form an image on a sheet as a “discharging apparatus”, a powder in which powder is formed in a layer to form a three-dimensional object (three-dimensional object) There is a three-dimensional modeling apparatus (three-dimensional modeling apparatus) which discharges a modeling liquid to a body layer.
また、「吐出する装置」は、吐出された液体によって文字、図形等の有意な画像が可視化されるものに限定されるものではない。例えば、それ自体意味を持たないパターン等を形成するもの、三次元像を造形するものも含まれる。 Further, the “dispensing device” is not limited to a device in which a significant image such as characters and figures is visualized by the discharged liquid. For example, those which form patterns having no meaning per se and those which form three-dimensional images are included.
上記「吐出物が付着可能なもの」とは、吐出物が少なくとも一時的に付着可能なものであって、付着して固着するもの、付着して浸透するものなどを意味する。具体例としては、用紙、記録紙、記録用紙、フィルム、布などの被記録媒体、電子基板、圧電素子などの電子部品、粉体層(粉末層)、臓器モデル、検査用セルなどの媒体であり、特に限定しない限り、吐出物が付着するすべてのものが含まれる。 The above-mentioned "thing to which the discharge material can adhere" means one that the discharge material can adhere at least temporarily, adheres and adheres, adheres and penetrates, and the like. Specific examples include recording media such as paper, recording paper, recording paper, film, cloth, electronic substrates, electronic components such as piezoelectric elements, and media such as powder layers (powder layers), organ models, and inspection cells. Yes, and all things to which the discharge adheres are included unless specifically limited.
上記「吐出物が付着可能なもの」の材質は、紙、糸、繊維、布帛、皮革、金属、プラスチック、ガラス、木材、セラミックスなど吐出物が一時的でも付着可能であればよい。 The material of the above-mentioned “thing to which the discharge material can adhere” may be any material as long as discharge material such as paper, yarn, fiber, fabric, leather, metal, plastic, glass, wood, ceramics can be temporarily attached.
また、「吐出する装置」は、吐出ヘッドと吐出物が付着可能なものとが相対的に移動する装置があるが、これに限定するものではない。具体例としては、吐出ヘッドを移動させるシリアル型装置、吐出ヘッドを移動させないライン型装置などが含まれる。 Moreover, although there exists an apparatus in which the thing which can adhere an ejection head and the thing to which an ejection thing can move relatively moves "the apparatus to discharge", it is not limited to this. Specific examples include a serial type device that moves the ejection head, a line type device that does not move the ejection head, and the like.
また、「吐出する装置」としては、他にも、用紙の表面を改質するなどの目的で用紙の表面に処理液を塗布するために処理液を用紙に吐出する処理液塗布装置、原材料を溶液中に分散した組成液を、ノズルを介して噴射させて原材料の微粒子を造粒する噴射造粒装置などがある。 In addition, as the “ejection apparatus”, a treatment liquid application apparatus that ejects the treatment liquid onto the sheet to apply the treatment liquid to the surface of the sheet for the purpose of reforming the surface of the sheet, etc. There is an injection granulator which granulates the fine particles of the raw material by injecting the composition liquid dispersed in the solution through a nozzle.
なお、本願の用語における、画像形成、記録、印字、印写、印刷、造形等はいずれも同義語とする。 In the terms of the present application, image formation, recording, printing, printing, printing, modeling and the like are all synonymous.
1 ノズル板
2 流路板
3 振動板部材
4 ノズル
4a 出口穴
4b 入口穴
5 ノズル連通路
6 個別液室
7 流体抵抗部
8 液導入部
9 開口(供給側の開口)
10 共通液室(供給側の共通液室)
11 圧電アクチュエータ
20 共通液室部材
50 排出側の共通液室
400 装置本体
403 キャリッジ
404 吐出ヘッド
440 吐出ユニット
630 液体循環システム
1000 吐出ヘッド
1
10 Common liquid chamber (Common liquid chamber on the supply side)
11
Claims (7)
ノズル基材の一面側から環状の溝を形成する工程と、
前記ノズル基材の他面側から少なくとも前記環状の溝に到達する深さまで凹部を形成する工程と、を行い、
前記環状の溝で囲まれた部分を独立させ、前記独立した部分を除去することにより前記ノズルとなるノズル穴を形成する
ことを特徴とするノズル板の製造方法。 A method of manufacturing a nozzle plate having a nozzle, comprising:
Forming an annular groove from one side of the nozzle substrate;
Forming a recess to a depth reaching at least the annular groove from the other surface side of the nozzle base material;
A method for manufacturing a nozzle plate, comprising forming a nozzle hole to be the nozzle by making the portion surrounded by the annular groove independent and removing the independent portion.
ことを特徴とする請求項1に記載のノズル板の製造方法。 The method for manufacturing a nozzle plate according to claim 1, wherein the annular groove is an annular groove.
ことを特徴とする請求項1又は2に記載のノズル板の製造方法。 The method for manufacturing a nozzle plate according to claim 1 or 2, wherein the annular groove is formed by dry etching using ion assist from one surface of the nozzle base material.
ことを特徴とする請求項1ないし3のいずれかに記載のノズル板の製造方法。 The method for manufacturing a nozzle plate according to any one of claims 1 to 3, wherein the concave portion is formed from the other surface of the nozzle base material by a dry etching method by a Bosch process.
前記ノズル板と、前記ノズルが通じる流路を形成した流路部材と、前記ノズルから吐出物を吐出させる圧力を発生する圧力発生手段とを組み付ける工程と、を行う
ことを特徴とする吐出ヘッドの製造方法。 A process of manufacturing the nozzle plate according to any one of claims 1 to 4.
An assembling step of assembling the nozzle plate, a flow path member forming a flow path communicating with the nozzle, and pressure generating means for generating a pressure for discharging the discharge material from the nozzle; Production method.
ことを特徴とする吐出ユニットの製造方法。 A head tank for storing the discharge material to be supplied to the discharge head, a carriage for mounting the discharge head, a supply mechanism for supplying the discharge material to the discharge head, maintenance and recovery of the discharge head A method of manufacturing a discharge unit, comprising the step of integrating with at least one of a maintenance recovery mechanism for moving the discharge head and a main scanning movement mechanism for moving the discharge head in the main scanning direction.
前記請求項6に記載の吐出ユニットの製造方法で前記吐出ユニットを製造する工程と、
前記吐出ヘッド又は前記吐出ユニットを装置本体に搭載する工程と、を行う
ことを特徴とする吐出する装置の製造方法。 A process of manufacturing a discharge head by the method of manufacturing a discharge head according to claim 5 or
A process of manufacturing the discharge unit by the method of manufacturing a discharge unit according to claim 6;
And a step of mounting the discharge head or the discharge unit on an apparatus main body.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2018007000A JP7035553B2 (en) | 2018-01-19 | 2018-01-19 | Nozzle plate manufacturing method, discharge head manufacturing method, discharge unit manufacturing method, discharge device manufacturing method |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2018007000A JP7035553B2 (en) | 2018-01-19 | 2018-01-19 | Nozzle plate manufacturing method, discharge head manufacturing method, discharge unit manufacturing method, discharge device manufacturing method |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2019123200A true JP2019123200A (en) | 2019-07-25 |
| JP7035553B2 JP7035553B2 (en) | 2022-03-15 |
Family
ID=67397463
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2018007000A Active JP7035553B2 (en) | 2018-01-19 | 2018-01-19 | Nozzle plate manufacturing method, discharge head manufacturing method, discharge unit manufacturing method, discharge device manufacturing method |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP7035553B2 (en) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE112020003204T5 (en) | 2019-07-01 | 2022-03-17 | Nidec Corporation | engine and engine unit |
Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2005178019A (en) * | 2003-12-16 | 2005-07-07 | Canon Inc | STRUCTURE HAVING FINE GROOVE, MANUFACTURING METHOD THEREOF, AND INKJET RECORDING HEAD FORMED BY USING THE SAME |
| JP2005231274A (en) * | 2004-02-23 | 2005-09-02 | Seiko Epson Corp | Inkjet head manufacturing method, inkjet head, and inkjet recording apparatus |
| JP2007253479A (en) * | 2006-03-23 | 2007-10-04 | Fujifilm Corp | Nozzle plate manufacturing method, droplet discharge head, and image forming apparatus |
| WO2008155986A1 (en) * | 2007-06-20 | 2008-12-24 | Konica Minolta Holdings, Inc. | Method for manufacturing liquid ejection head nozzle plate, liquid ejection head nozzle plate and liquid ejection head |
| JP2009119699A (en) * | 2007-11-14 | 2009-06-04 | Seiko Epson Corp | MASK SUBSTRATE, MANUFACTURING METHOD THEREOF, AND LIQUID DISCHARGE EJECTING HEAD |
| US20130068724A1 (en) * | 2010-06-02 | 2013-03-21 | Oce-Technologies B.V. | Method for manufacturing a nozzle and an associated funnel in a single plate |
| JP2015100919A (en) * | 2013-11-21 | 2015-06-04 | 株式会社リコー | Method of manufacturing droplet discharge head, droplet discharge head, and image formation device |
| JP2017052169A (en) * | 2015-09-09 | 2017-03-16 | 株式会社リコー | Substrate manufacturing method and droplet discharge head manufacturing method |
| JP2018001715A (en) * | 2016-07-08 | 2018-01-11 | 株式会社リコー | Liquid ejection device |
-
2018
- 2018-01-19 JP JP2018007000A patent/JP7035553B2/en active Active
Patent Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2005178019A (en) * | 2003-12-16 | 2005-07-07 | Canon Inc | STRUCTURE HAVING FINE GROOVE, MANUFACTURING METHOD THEREOF, AND INKJET RECORDING HEAD FORMED BY USING THE SAME |
| JP2005231274A (en) * | 2004-02-23 | 2005-09-02 | Seiko Epson Corp | Inkjet head manufacturing method, inkjet head, and inkjet recording apparatus |
| JP2007253479A (en) * | 2006-03-23 | 2007-10-04 | Fujifilm Corp | Nozzle plate manufacturing method, droplet discharge head, and image forming apparatus |
| WO2008155986A1 (en) * | 2007-06-20 | 2008-12-24 | Konica Minolta Holdings, Inc. | Method for manufacturing liquid ejection head nozzle plate, liquid ejection head nozzle plate and liquid ejection head |
| JP2009119699A (en) * | 2007-11-14 | 2009-06-04 | Seiko Epson Corp | MASK SUBSTRATE, MANUFACTURING METHOD THEREOF, AND LIQUID DISCHARGE EJECTING HEAD |
| US20130068724A1 (en) * | 2010-06-02 | 2013-03-21 | Oce-Technologies B.V. | Method for manufacturing a nozzle and an associated funnel in a single plate |
| JP2015100919A (en) * | 2013-11-21 | 2015-06-04 | 株式会社リコー | Method of manufacturing droplet discharge head, droplet discharge head, and image formation device |
| JP2017052169A (en) * | 2015-09-09 | 2017-03-16 | 株式会社リコー | Substrate manufacturing method and droplet discharge head manufacturing method |
| JP2018001715A (en) * | 2016-07-08 | 2018-01-11 | 株式会社リコー | Liquid ejection device |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE112020003204T5 (en) | 2019-07-01 | 2022-03-17 | Nidec Corporation | engine and engine unit |
Also Published As
| Publication number | Publication date |
|---|---|
| JP7035553B2 (en) | 2022-03-15 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6943040B2 (en) | Liquid discharge head, liquid discharge unit, liquid discharge device | |
| JP6999088B2 (en) | Liquid discharge head, liquid discharge unit, liquid discharge device | |
| JP7047454B2 (en) | Liquid discharge head, liquid discharge unit, liquid discharge device | |
| JP2018154082A (en) | Liquid circulation device, device for discharging liquid | |
| JP2019123115A (en) | Liquid discharge head, liquid discharge unit, device for discharging liquid | |
| JP2019130872A (en) | Liquid ejection head, liquid ejection unit, and device ejecting liquid | |
| JP2018158568A (en) | Liquid discharge head, liquid discharge unit, liquid discharging device | |
| JP7031376B2 (en) | Liquid discharge head, liquid discharge unit, liquid discharge device | |
| JP2018154085A (en) | Liquid discharge head, liquid discharge unit, and device for discharging liquid | |
| JP2019127007A (en) | Device for discharging liquid | |
| JP7021523B2 (en) | Liquid discharge head, liquid discharge unit, device that discharges liquid | |
| JP7069889B2 (en) | Liquid discharge head, liquid discharge unit, liquid discharge device | |
| JP7064160B2 (en) | Liquid discharge head, liquid discharge unit, liquid discharge device | |
| JP2019209595A (en) | Liquid discharge head, liquid discharge unit, and liquid discharge device | |
| JP2019123200A (en) | Manufacturing method for nozzle plate, manufacturing method for emission head, manufacturing method for emission unit, and manufacturing method for emission device | |
| JP7087489B2 (en) | Diaphragm member for head, liquid discharge head, liquid discharge unit, device to discharge liquid | |
| CN114193928B (en) | Liquid ejecting head, liquid ejecting unit, and apparatus for ejecting liquid | |
| JP7021514B2 (en) | Liquid discharge head, liquid discharge unit, liquid discharge device | |
| JP6690431B2 (en) | Actuator, liquid ejection head, liquid ejection unit, device for ejecting liquid | |
| JP2019142203A (en) | Liquid discharge head, liquid discharge unit, liquid discharging device | |
| JP6949312B2 (en) | Liquid discharge head, liquid discharge unit, liquid discharge device | |
| JP7056085B2 (en) | Liquid discharge head, liquid discharge unit, liquid discharge device | |
| JP2017140826A (en) | Liquid discharge head, liquid discharge unit and liquid discharge device | |
| JP7016478B2 (en) | Nozzle plate, liquid discharge head, liquid discharge unit, liquid discharge device | |
| JP2020082671A (en) | Liquid ejection head, liquid ejection unit, and device for ejecting liquid |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20200916 |
|
| RD04 | Notification of resignation of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7424 Effective date: 20210207 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20210709 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20210727 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20210915 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20220201 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20220214 |
|
| R151 | Written notification of patent or utility model registration |
Ref document number: 7035553 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R151 |