JP2019128363A - 光ファイバユニットの製造方法、光ファイバユニットの製造装置及び光ファイバユニット - Google Patents
光ファイバユニットの製造方法、光ファイバユニットの製造装置及び光ファイバユニット Download PDFInfo
- Publication number
- JP2019128363A JP2019128363A JP2018007567A JP2018007567A JP2019128363A JP 2019128363 A JP2019128363 A JP 2019128363A JP 2018007567 A JP2018007567 A JP 2018007567A JP 2018007567 A JP2018007567 A JP 2018007567A JP 2019128363 A JP2019128363 A JP 2019128363A
- Authority
- JP
- Japan
- Prior art keywords
- bundle
- optical fiber
- sub
- bundle material
- manufacturing
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images







Abstract
【課題】光ファイバの取り出し易い光ファイバユニットを提供する。
【解決手段】光ファイバユニット1の製造方法は、複数の光ファイバの束の外周に巻き付けた少なくとも2本のサブバンドル材12を第1加熱部で融着してサブユニットを製造すること、及び、複数の前記サブユニットの束の外周に巻き付けた少なくとも2本のバンドル材を第2加熱部で融着して光ファイバユニットを製造することを行う。バンドル材11と前記サブバンドル材との接合強度が、バンドル材同士の接合強度及びサブバンドル材同士の接合強度よりも弱くなるように、第2加熱部によってバンドル材同士を融着する。
【選択図】図2
【解決手段】光ファイバユニット1の製造方法は、複数の光ファイバの束の外周に巻き付けた少なくとも2本のサブバンドル材12を第1加熱部で融着してサブユニットを製造すること、及び、複数の前記サブユニットの束の外周に巻き付けた少なくとも2本のバンドル材を第2加熱部で融着して光ファイバユニットを製造することを行う。バンドル材11と前記サブバンドル材との接合強度が、バンドル材同士の接合強度及びサブバンドル材同士の接合強度よりも弱くなるように、第2加熱部によってバンドル材同士を融着する。
【選択図】図2
Description
本発明は、光ファイバユニットの製造方法、光ファイバユニットの製造装置及び光ファイバユニットに関する。
複数本の光ファイバを束ねた光ファイバの集合体を光ファイバユニットとして、光ファイバケーブルを構成する技術が知られている。その際、光ファイバの束に粗巻き糸(バンドル材)を巻きつけることにより、光ファイバの束がばらばらになることを抑制しつつ、バンドル材の色によって光ファイバユニットを識別する方法が一般的である。
特許文献1には、光ファイバの束の周囲に2本のバンドル材をSZ状に巻き付けて光ファイバユニットを製造する技術が開示されている。また、特許文献2には、光ファイバの束にバンドル材を巻き付けてサブユニットを構成するとともに、複数のサブユニットにバンドル材を巻き付けて光ファイバユニットを構成することが開示されている(特許文献2の図6参照)。
特許文献2に記載のように複数のサブユニットをバンドル材で束ねて光ファイバユニットを構成する場合、サブユニットの光ファイバを束ねるバンドル材(サブバンドル材)と、サブユニットを束ねるバンドル材とが接合していると、光ファイバを取り出しにくくなってしまう。しかし、サブユニットを製造する際にサブバンドル材同士を融着するとともに、複数のサブユニットを束ねて光ファイバユニットを製造する際にバンドル材同士を融着するような場合、バンドル材同士を融着するときにバンドル材とサブバンドル材とが融着してしまい、この結果、光ファイバを取り出し難い構造になってしまう。
本発明は、光ファイバの取り出し易い光ファイバユニットを提供することを目的とする。
上記目的を達成するための主たる発明は、複数の光ファイバの束の外周に巻き付けた少なくとも2本のサブバンドル材を第1加熱部で融着してサブユニットを製造すること、及び、複数の前記サブユニットの束の外周に巻き付けた少なくとも2本のバンドル材を第2加熱部で融着して光ファイバユニットを製造することを行う光ファイバユニットの製造方法であって、前記バンドル材と前記サブバンドル材との接合強度が、前記バンドル材同士の接合強度及び前記サブバンドル材同士の接合強度よりも弱くなるように、前記第2加熱部によってバンドル材同士を融着することを特徴とする光ファイバユニットの製造方法である。
本発明の他の特徴については、後述する明細書及び図面の記載により明らかにする。
本発明によれば、光ファイバユニットから光ファイバを取り出し易くなる。
後述する明細書及び図面の記載から、少なくとも以下の事項が明らかとなる。
複数の光ファイバの束の外周に巻き付けた少なくとも2本のサブバンドル材を第1加熱部で融着してサブユニットを製造すること、及び、複数の前記サブユニットの束の外周に巻き付けた少なくとも2本のバンドル材を第2加熱部で融着して光ファイバユニットを製造することを行う光ファイバユニットの製造方法であって、前記バンドル材と前記サブバンドル材との接合強度が、前記バンドル材同士の接合強度及び前記サブバンドル材同士の接合強度よりも弱くなるように、前記第2加熱部によってバンドル材同士を融着することを特徴とする光ファイバユニットの製造方法が明らかとなる。このような光ファイバユニットの製造方法によれば、光ファイバユニットから光ファイバを取り出し易くなる。
前記バンドル材は、前記サブバンドル材よりも融着し易い部材で構成されていることが望ましい。これにより、バンドル材同士を融着しつつ、バンドル材とサブバンドル材との融着を抑制できる。
前記バンドル材の融点は、前記サブバンドル材の融点よりも低いことが望ましい。これにより、バンドル材がサブバンドル材よりも融着し易くなるため、バンドル材同士を融着しつつ、バンドル材とサブバンドル材との融着を抑制できる。
前記バンドル材の熱容量は、前記サブバンドル材の熱容量よりも小さいことが望ましい。これにより、バンドル材を融着するときにバンドル材がサブバンドル材よりも温度が高くなるため、バンドル材同士を融着しつつ、バンドル材とサブバンドル材との融着を抑制できる。
前記バンドル材の断面積は、前記サブバンドル材の断面積よりも小さいことが望ましい。これにより、バンドル材を融着するときにバンドル材がサブバンドル材よりも温度が高くなるため、バンドル材同士を融着しつつ、バンドル材とサブバンドル材との融着を抑制できる。
前記バンドル材の幅は、前記サブバンドル材の幅よりも広いことが望ましい。これにより、バンドル材がサブバンドル材よりも加熱され易くなるため、バンドル材同士を融着しつつ、バンドル材とサブバンドル材との融着を抑制できる。
前記バンドル材の厚さは、前記サブバンドル材の厚さよりも薄いことが望ましい。これにより、バンドル材がサブバンドル材よりも加熱され易くなるため、バンドル材同士を融着しつつ、バンドル材とサブバンドル材との融着を抑制できる。
前記第2加熱部の温度は、前記第1加熱部の温度よりも低いことが望ましい。これにより、バンドル材とサブバンドル材との融着を抑制できる。
前記バンドル材が前記第2加熱部を通過する時間は、前記サブバンドル材が前記第1加熱部を通過する時間よりも短いことが望ましい。これにより、バンドル材とサブバンドル材との融着を抑制できる。
前記第2加熱部に前記バンドル材を送り込む前に、前記バンドル材をプレヒートすることが望ましい。これにより、バンドル材同士を融着しつつ、バンドル材とサブバンドル材との融着を抑制できる。
前記第2加熱部の上流側に、前記サブユニットの束を通過させるパイプと、前記パイプの外周に配置され、前記サブユニットの束の外周に前記バンドル材を巻き付ける回転体とが配置されており、前記回転体は、前記バンドル材をプレヒートするためのプレヒーターを有することが望ましい。これにより、第2加熱部にバンドル材を送り込む直前にバンドル材をプレヒートすることができる。
複数の光ファイバの束の外周に巻き付けた少なくとも2本のサブバンドル材を第1加熱部で融着してサブユニットを製造する第1製造装置と、複数の前記サブユニットの束の外周に巻き付けた少なくとも2本のバンドル材を第2加熱部で融着して光ファイバユニットを製造する第2製造装置とを備え、前記バンドル材と前記サブバンドル材との接合強度が、前記バンドル材同士の接合強度及び前記サブバンドル材同士の接合強度よりも弱くなるように、前記第2加熱部によってバンドル材同士を融着することを特徴とする光ファイバユニットの製造装置が明らかとなる。このような光ファイバユニットの製造装置によれば、光ファイバを取り出し易い光ファイバユニットを製造できる。
複数のサブユニットと、複数の前記サブユニットの束の外周に巻き付けられて互いに融着された少なくとも2本のバンドル材とを備え、前記サブユニットは、複数の光ファイバの束と、前記光ファイバの束の外周に巻き付けられて互いに融着された少なくとも2本のサブバンドル材とを有しており、前記バンドル材は、前記サブバンドル材よりも融着し易い部材で構成されていることを特徴とする光ファイバユニットが明らかとなる。このような光ファイバユニットによれば、光ファイバを取り出し易い構造になる。
===第1実施形態===
<構成について>
図1は、光ケーブル100の断面図である。光ケーブル100は、複数の光ファイバユニット1と、外被7とを有する。光ファイバユニット1は、複数の光ファイバ4をバンドル材11で束ねた構造である。光ファイバユニット1の詳しい構造については、後述する。ここでは、光ケーブル100は、6本の光ファイバユニット1を有する。6本の光ファイバユニット1は押え巻きテープ8によって覆われており、その外側を外被7で被覆されている。外被7には、テンションメンバ9Aやリップコード9Bが埋設されている。
<構成について>
図1は、光ケーブル100の断面図である。光ケーブル100は、複数の光ファイバユニット1と、外被7とを有する。光ファイバユニット1は、複数の光ファイバ4をバンドル材11で束ねた構造である。光ファイバユニット1の詳しい構造については、後述する。ここでは、光ケーブル100は、6本の光ファイバユニット1を有する。6本の光ファイバユニット1は押え巻きテープ8によって覆われており、その外側を外被7で被覆されている。外被7には、テンションメンバ9Aやリップコード9Bが埋設されている。
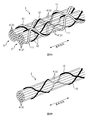
図2Aは、光ファイバユニット1の斜視図である。図2Bは、サブユニット2の斜視図である。
光ファイバユニット1は、複数のサブユニット2と、バンドル材11とを備え、複数のサブユニット2をバンドル材11で束ねて構成されている。バンドル材11は、複数のサブユニット2の束の外周上に巻き付けられており、これによりサブユニット2が束ねられてバラバラにならないようになっている。ここでは、光ファイバユニット1は、2本のバンドル材11を有する。2本のバンドル材11は、融着によって接合されており、接合点(融着点)でサブユニット2の束に対する巻き付け方向が反転している。バンドル材11がSZ状に巻き付けられているため、接合点を外すだけでサブユニット2(若しくは光ファイバ4)を取り出すことができる。なお、バンドル材11が一方向に螺旋状に巻き付けられていても良い。この場合、2本のバンドル材11は、互いに逆方向に螺旋状にサブユニット2の束の外周上に巻き付けられて、交点で融着によって接合されることになる。
それぞれのサブユニット2は、複数の光ファイバ4の束をサブバンドル材12で束ねて構成されている。サブバンドル材12は、複数の光ファイバ4の束の外周上に巻き付けられており、これにより光ファイバ4が束ねられてバラバラにならないようになっている。ここでは、サブユニット2は、2本のサブバンドル材12を有する。2本のサブバンドル材12は、融着によって接合されており、接合点(融着点)で光ファイバ4の束に対する巻き付け方向が反転している。サブバンドル材12がSZ状に巻き付けられているため、接合点を外すだけで光ファイバ4を取り出すことができる。なお、サブバンドル材12が一方向に螺旋状に巻き付けられていても良い。この場合、2本のサブバンドル材12は、互いに逆方向に螺旋状に光ファイバ4の束の外周上に巻き付けられて、交点で融着によって接合されることになる。
バンドル材11(及びサブバンドル材12)は所定の色で着色されており、識別部材として機能する。各光ファイバユニット1のバンドル材11は、それぞれ異なる色に着色されており、識別可能である。光ファイバユニット1の2本のバンドル材11の色の組み合わせによって、各光ファイバユニット1を識別することも可能である。また、バンドル材11を着色する代わりに、バンドル材11の表面に識別マークを印刷しても良い。サブユニット2の識別よりも先に光ファイバユニット1の識別が行われることが通常なので、バンドル材11の幅(図3のW1に相当)は、サブユニット2の幅(図3のW2に相当)よりも広い方が望ましい。
図3は、バンドル材11及びサブバンドル材12の断面構造の説明図である。バンドル材11及びサブバンドル材12は、いずれも、コア部と被覆部とを有している。コア部は、細長い繊維状の部材である。被覆部は、コア部を被覆する部材であり、コア部の融点よりも低い融点の部材である。後述するように、バンドル材11が加熱されることによって、融点の低い被覆部の一部が溶融し、2本のバンドル材11が融着されることになる。同様に、サブバンドル材12が加熱されることによって、融点の低い被覆部の一部が溶融し、2本のサブバンドル材12が融着されることになる。
本実施形態では、バンドル材11は、サブバンドル材12よりも融着し易い部材で構成されている(言い換えると、サブバンドル材12は、バンドル材11よりも融着し難い材料で構成されている)。これにより、バンドル材11同士を融着するときに(後述)、バンドル材11とサブバンドル材12との融着を抑制できる。なお、仮にバンドル材11とサブバンドル材12とが強固に融着されてしまうと、バンドル材11同士の接合点(融着点)を外しても、バンドル材11の内側のサブバンドル材12を取り出しにくくなってしまう。これに対し、本実施形態では、バンドル材11とサブバンドル材12との融着が抑制されているため、バンドル材11同士の接合点(融着点)を外せば、バンドル材11の内側からサブバンドル材12を取り出し易い構成になっている。なお、バンドル材11とサブバンドル材12との間は、必ずしも完全に分離している必要はなく、軽微な融着は許容される。言い換えると、バンドル材11とサブバンドル材12との接合強度が、バンドル材11同士の接合強度や、サブバンドル材12同士の接合強度よりも、弱ければ良い。
本実施形態では、バンドル材11がサブバンドル材12よりも融着し易い部材で構成するために、バンドル材11とサブバンドル材12の材質を異ならせ、バンドル材11の融点がサブバンドル材12の融点よりも低く構成している。具体的には、本実施形態では、バンドル材11の被覆部の融点が、サブバンドル材12の被覆部の融点よりも低い材料で構成されている。これにより、バンドル材11を融着するときに(後述)、バンドル材11とサブバンドル材12との融着を抑制できる。
バンドル材11とサブバンドル材12の融点を異ならせなくても、バンドル材11をサブバンドル材12よりも融着し易い部材に構成することが可能である。例えば、バンドル材11の熱容量をサブバンドル材12の熱容量よりも小さく構成しても良い。これにより、バンドル材11及びサブバンドル材12に同じ熱量が加わったときに、バンドル材11がサブバンドル材12よりも温度が高くなるため、バンドル材11がサブバンドル材12よりも融着し易くなる。バンドル材11の熱容量をサブバンドル材12の熱容量よりも小さくするために、バンドル材11とサブバンドル材12の材質を異ならせても良いし、バンドル材11とサブバンドル材12の形状を異ならせても良い。例えば、本実施形態では、バンドル材11の断面積S1がサブバンドル材12の断面積S2よりも小さくなるように(S1<S2)、バンドル材11及びサブバンドル材12を構成している。これにより、仮にバンドル材11とサブバンドル材12が同じ材質だとしても、バンドル材11の熱容量がサブバンドル材12の熱容量よりも小さくなり、バンドル材11がサブバンドル材12よりも融着し易い部材になる。
また、バンドル材11がサブバンドル材12よりも加熱され易い形状にすることによって、バンドル材11をサブバンドル材12よりも融着し易い部材に構成することが可能である。例えば、バンドル材11の幅W1をサブバンドル材12の幅W2よりも広くすることによって(W1>W2)、加熱部(後述)から熱を受ける面積を広げて、加熱部から熱量を受け易くしても良い。また、バンドル材11の厚さT1をサブバンドル材12の厚さT2よりも薄くすることによって(T1<T2)、バンドル材11がサブバンドル材12よりも加熱され易くしても良い。また、バンドル材11の断面積S1に対する幅W1が、サブバンドル材12の断面積S2に対する幅W2よりも広くしても良い(W1/S1>W2/S2)。これらの場合、仮にバンドル材11とサブバンドル材12の融点が同じだとしても、若しくは、仮にバンドル材11とサブバンドル材12の熱容量が同じだとしても、バンドル材11がサブバンドル材12よりも融着し易い形状になる。
なお、後述するように、バンドル材11をプレヒートして光ファイバユニット1を製造する場合には、バンドル材11とサブバンドル材12が同じ部材(同じ形状、同じ材質)であっても、バンドル材11がサブバンドル材12よりも融着し易い状態になる。このため、バンドル材11をプレヒートして光ファイバユニット1を製造する場合には、バンドル材11とサブバンドル材12が同じ部材であっても、バンドル材11とサブバンドル材12との融着を抑制できる。
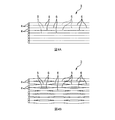
サブユニット2を構成する複数の光ファイバ4は、複数枚の間欠連結型の光ファイバテープ3で構成されている。図4A及び図4Bは、間欠連結型の光ファイバテープ3の説明図である。
間欠連結型の光ファイバテープ3は、複数の光ファイバ4を並列させて間欠的に連結した光ファイバテープ3である。隣接する2心の光ファイバ4は、連結部5によって連結されている。隣接する2心の光ファイバ4を連結する複数の連結部5は、長手方向に間欠的に配置されている。また、光ファイバテープ3の複数の連結部5は、長手方向及び幅方向に2次元的に間欠的に配置されている。連結部5は、接着剤となる紫外線硬化樹脂を塗布した後に紫外線を照射して固化することによって、形成されている。なお、連結部5を熱可塑性樹脂で構成することも可能である。隣接する2心の光ファイバ4間の連結部5以外の領域は、非連結部6(分離部)になっている。非連結部6では、隣接する2心の光ファイバ4同士は拘束されていない。連結部5の形成された位置の幅方向に非連結部6が配置されている。これにより、光ファイバテープ3を丸めて束状にすることが可能になり、多数の光ファイバ4を高密度に収容することが可能になる。なお、非連結部6において、隣接する2心の光ファイバ4が接触していても良いし、離間していても良い。
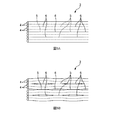
図5A及び図5Bは、別の間欠連結型の光ファイバテープ3の説明図である。この間欠連結型の光ファイバテープ3は、長手方向にわたって連結された2心の光ファイバ4の対(ファイバ対)を複数(ここでは4つ)備えており、隣接するファイバ対の間が間欠的に連結部5で連結されている。この間欠連結型の光ファイバテープ3においても、連結部5の形成された位置の幅方向に非連結部6が配置されている。これにより、ファイバ対を丸めて束状にすることが可能である。
なお、間欠連結型光ファイバテープ3は、図に示したものに限られるものではない。例えば、連結部5の配置を変更しても良いし、光ファイバ4の数を変更しても良い。また、サブユニット2を構成する複数の光ファイバ4は、間欠連結型の光ファイバテープ3で構成されていなくても良く、例えば複数の単心光ファイバ4を束ねて構成されていても良い。
<サブユニット2の製造方法>
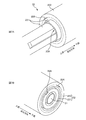
図6は、サブユニット製造装置20の概略説明図である。図7A及び図7Bは、第1回転体22の斜視図である。以下の説明では、光ファイバ4を送り出す方向を「送出方向」と呼ぶ。図中の左から右に向かう方向が送出方向である。
図6は、サブユニット製造装置20の概略説明図である。図7A及び図7Bは、第1回転体22の斜視図である。以下の説明では、光ファイバ4を送り出す方向を「送出方向」と呼ぶ。図中の左から右に向かう方向が送出方向である。
サブユニット製造装置20は、複数の光ファイバ4の束の外周上にサブバンドル材12を巻き付けてサブユニット2を製造する装置(第1製造装置)である。サブユニット製造装置20は、第1パイプ21と、第1回転体22と、第1加熱部23とを有する。
第1パイプ21は、光ファイバ4の束を送出方向に送り出すための筒状の部材(ファイバ通過部材)である。第1パイプ21の下流側には第1加熱部23が配置されており、第1パイプ21を通過した光ファイバ4の束は、すぐに第1加熱部23に送り込まれることになる。
第1回転体22は、第1パイプ21の外周に配置され、送出方向を軸として揺動しながらサブバンドル材12を送り出す部材である。第1回転体22には第1通過部22Aが設けられており、サブバンドル材12は、第1通過部22Aを通過して、第1加熱部23に送り出されることになる。第1回転体22が送出方向を軸として回転すると、第1通過部22Aが、送出方向を軸として光ファイバ4の束の外周で円弧を描くように移動(回転)する。
ここでは、第1回転体22は、第1内側部材221と、第1外側部材222とを有する。第1回転体22は2重筒状に構成されており、内側の筒状の部材が第1内側部材221であり、外側の筒状の部材が第1外側部材222である。第1内側部材221は、第1パイプ21の外周に配置された円筒状の部材であり、第1パイプ21に対して回転可能に設けられている。第1外側部材222は、第1内側部材221の外周に配置された円筒状の部材であり、第1内側部材221に対して回転可能に設けられている。第1内側部材221及び第1外側部材222には、サブバンドル材12を通過させるための第1通過部22Aがそれぞれ設けられている。
なお、本実施形態では、第1回転体22(第1内側部材221と第1外側部材222)が円筒状(パイプ状)の部材で構成されているが、例えば円環状の部材で構成しても良い。
図8A〜図8Cは、第1回転体22の動作説明図である。図8Aは、第1内側部材221及び第1外側部材222が中間位置を示す図である。図8B及び図8Cは、第1内側部材221及び第1外側部材222の移動範囲を示す図である。
第1内側部材221及び第1外側部材222は、互いに逆方向に向かって揺動する。ここで、「揺動」とは、送出方向を軸とする往復回転運動を意味する。第1内側部材221及び第1外側部材222は、それぞれ、中間位置(図8A参照)から時計方向に120度、反時計方向に120度の範囲で揺動する。第1内側部材221及び第1外側部材222が互いに逆方向に揺動することによって、揺動する毎に2つの第1通過部22Aがすれ違い、第1回転体22の送出方向下流端において、光ファイバ4の束の外周上に2本のサブバンドル材12の交点が形成されることになる。
第1内側部材221及び第1外側部材222は、互いに逆方向に向かって揺動する。ここで、「揺動」とは、送出方向を軸とする往復回転運動を意味する。第1内側部材221及び第1外側部材222は、それぞれ、中間位置(図8A参照)から時計方向に120度、反時計方向に120度の範囲で揺動する。第1内側部材221及び第1外側部材222が互いに逆方向に揺動することによって、揺動する毎に2つの第1通過部22Aがすれ違い、第1回転体22の送出方向下流端において、光ファイバ4の束の外周上に2本のサブバンドル材12の交点が形成されることになる。
第1加熱部23は、サブバンドル材12を加熱してサブバンドル材12同士を交点で融着する部材(ヒーター)である。第1加熱部23は、第1パイプ21及び第1回転体22よりも送出方向下流側に配置されている。第1加熱部23は、貫通穴を有する筒状の部材である。サブユニット2を構成する光ファイバ4の束とサブバンドル材12が第1加熱部23(詳しくは貫通穴)を通過するとき、第1加熱部23の内壁面でサブバンドル材12が加熱されることによって、サブバンドル材12が融着することになる。
図9A及び図9Bは、第1加熱部23における断面図である。第1内側部材221が時計方向(又は反時計方向)に回転し、第1外側部材222が反時計方向(又は時計方向)に回転し、2つの第1通過部22Aがすれ違うことによって、光ファイバ4の束の外周上で交点が形成され、その交点が、図9Aに示すように、第1加熱部23で加熱されて、光ファイバ4の束の外周上で融着することになる。その後、第1内側部材221及び第1外側部材222の回転方向が反転し、2つの第1通過部22Aがすれ違うことによって、光ファイバ4の束の逆側の外周上で交点が形成され、その交点が、図9Bに示すように、第1加熱部23で加熱されて、光ファイバ4の束の外周上で融着することになる。これにより、2本のサブバンドル材12は、接合点(融着点)で巻き付け方向が反転するように、光ファイバ4の束の外周上にSZ状に巻き付けられることになる。
なお、サブバンドル材12は、最終的には光ファイバ4の束の外周の半周分(180度分)に巻き付けられるのに対し、サブバンドル材12を送り出す第1回転体22(第1内側部材221及び第1外側部材222)は、この最終的なサブバンドル材12の巻き付き角度(180度)よりも大きい角度(240度)で回転する。これは、第1回転体22からサブバンドル材12を送り出した後、加熱部にてバンドル材11が接合されるまでの間に、サブバンドル材12がほどけてサブバンドル材12の巻き付き角度が小さくなっていき、2本のサブバンドル材12の交点が消滅することを回避するためである。
<光ファイバユニット1の製造方法>
図10は、ユニット製造装置40の概略説明図である。
図10は、ユニット製造装置40の概略説明図である。
ユニット製造装置40は、複数のサブユニット2の束の外周上にバンドル材11を巻き付けて光ファイバユニット1を製造する装置(第2製造装置)である。ユニット製造装置40は、第2パイプ41と、第2回転体42と、第2加熱部43とを有する。
第2パイプ41は、サブユニット2の束を送出方向に送り出すための筒状の部材(サブユニット2通過部材)である。第2パイプ41の下流側には第2加熱部43が配置されており、第2パイプ41を通過したサブユニット2の束は、すぐに第2加熱部43に送り込まれることになる。
第2回転体42は、第2パイプ41の外周に配置され、送出方向を軸として揺動しながらバンドル材11を送り出す部材である。第2回転体42には第2通過部(不図示)が設けられており、バンドル材11は、第2通過部を通過して、第2加熱部43に送り出されることになる。第2回転体42が送出方向を軸として回転すると、第2通過部が、送出方向を軸としてサブユニット2の束の外周で円弧を描くように移動(回転)する。
第2回転体42は、第2内側部材421と、第2外側部材422とを有する。第2回転体42は、2重筒状に構成されており、内側の筒状の部材が第2内側部材421であり、外側の筒状の部材が第2外側部材422である。第2内側部材421は、第2パイプ41の外周に配置された円筒状の部材であり、第2パイプ41に対して回転可能に設けられている。第2外側部材422は、第2内側部材421の外周に配置された円筒状の部材であり、第2内側部材421に対して回転可能に設けられている。第2内側部材421及び第2外側部材422には、バンドル材11を通過させるための第2通過部(不図示)がそれぞれ設けられている。このように、第2回転体42は、第1回転体22とほぼ同様の構造である。なお、本実施形態では、第2回転体42(第2内側部材421と第2外側部材422)が円筒状(パイプ状)の部材で構成されているが、例えば円環状の部材で構成しても良い。
第2加熱部43は、バンドル材11を加熱してバンドル材11同士を交点で融着する部材(ヒーター)である。第2加熱部43は、第2パイプ41及び第2回転体42よりも送出方向下流側に配置されている。第2加熱部43は、貫通穴を有する筒状の部材である。光ファイバユニット1を構成するサブユニット2の束とバンドル材11が第2加熱部43(詳しくは貫通穴)を通過するとき、第2加熱部43の内壁面でバンドル材11が加熱されることによって、バンドル材11が融着することになる。このように、第2加熱部43は、第1加熱部23とほぼ同様の構造である。
図11A(及び図11B)は、第2加熱部43における断面図である。第2内側部材421が時計方向(又は反時計方向)に回転し、第2外側部材422が反時計方向(又は時計方向)に回転し、2つの第2通過部(不図示)がすれ違うことによって、サブユニット2の束の外周上で交点が形成され、その交点が、図11Aに示すように、第2加熱部43で加熱されて、サブユニット2の束の外周上で融着することになる。その後、第2内側部材421及び第2外側部材422の回転方向が反転し、2つの第2通過部がすれ違うことによって、サブユニット2の束の逆側の外周上で交点が形成され、その交点が、第2加熱部43で加熱されて、サブユニット2の束の外周上で融着することになる。これにより、2本のバンドル材11は、接合点(融着点)で巻き付け方向が反転するように、サブユニット2の束の外周上にSZ状に巻き付けられることになる。このように、光ファイバユニット1のバンドル材11の巻付方法や融着方法は、サブユニット2のサブバンドル材12の巻付方法や融着方法とほぼ同様である。
図11Bは、バンドル材11とサブバンドル材12との交点での加熱の説明図である。本実施形態のように、複数のサブユニット2をサブバンドル材12で束ねて光ファイバユニット1を構成する場合、サブユニット2の光ファイバ4を束ねるサブバンドル材12と、サブユニット2を束ねるバンドル材11との交点(バンドル材11とサブバンドル材12とが重なる点)が形成され、その交点が第2加熱部43によって融着するおそれがある。仮にバンドル材11とサブバンドル材12とが第2加熱部43によって強固に融着されてしまうと、光ファイバユニット1からサブバンドル材12を取り出しにくくなってしまう。このため、本実施形態では、バンドル材11とサブバンドル材12との融着を抑制しつつ、バンドル材11同士を融着している。言い換えると、本実施形態では、バンドル材11とサブバンドル材12との接合強度が、バンドル材11同士の接合強度や、サブバンドル材12同士の接合強度よりも、弱くなるように、第2加熱部43によってバンドル材11同士を融着している。
本実施形態では、バンドル材11がサブバンドル材12よりも融着し易い部材で構成されている(言い換えると、サブバンドル材12は、バンドル材11よりも融着し難い材料で構成されている)。これにより、第2加熱部43の貫通穴内部の同じ環境条件下において、バンドル材11とサブバンドル材12との融着を抑制しつつ、バンドル材11同士を融着することができる。
具体的には、本実施形態では、バンドル材11の融点がサブバンドル材12の融点よりも低くなるように、バンドル材11及びサブバンドル材12の材質を異ならせている。なお、既に説明したように、バンドル材11をサブバンドル材12よりも融着し易い部材に構成するためには、バンドル材11とサブバンドル材12の融点を異ならせなくても良く、例えば、バンドル材11とサブバンドル材12の材質や形状を異ならせて熱容量を異ならせても良いし、バンドル材11をサブバンドル材12よりも第2加熱部43から加熱され易い形状にしても良い。
更に、本実施形態では、バンドル材11がサブバンドル材12よりも融着し易い部材で構成されている状況下で、第2加熱部43が、第1加熱部23の設定温度よりも低い温度に設定されている。これにより、第2加熱部43によってバンドル材11同士を融着するときに、バンドル材11とサブバンドル材12との融着を更に抑制できる。
なお、第2加熱部43の設定温度が第1加熱部23の設定温度よりも低くなくても、バンドル材11とサブバンドル材12との融着を抑制することが可能である。例えば、バンドル材11が第2加熱部43を通過する時間が、サブバンドル材12が第1加熱部23を通過する時間よりも長ければ、仮に第2加熱部43の設定温度が第1加熱部23の設定温度と同じだとしても、第2加熱部43によってバンドル材11同士を融着しつつ、バンドル材11とサブバンドル材12との融着を抑制できる。バンドル材11が第2加熱部43を通過する時間が、サブバンドル材12が第1加熱部23を通過する時間よりも長くなる方法として、光ファイバユニット1の製造時の送出速度を遅くしても良いし、第2加熱部43(貫通穴)の送出方向の寸法を長くしても良い。この場合、バンドル材11とサブバンドル材12が同じ部材でも良いが、バンドル材11がサブバンドル材12よりも融着し易い部材で構成されていれば、更にバンドル材11とサブバンドル材12との融着を更に抑制できる。
また、バンドル材11を第2加熱部43に送り込む前にプレヒートすることによって、第2加熱部43でバンドル材11がサブバンドル材12よりも融着しやすい状態にしても良い。これにより、仮にバンドル材11とサブバンドル材12が同じ部材(同じ形状、同じ材質)であっても、第2加熱部43によってバンドル材11同士を融着するときに、バンドル材11とサブバンドル材12との融着を抑制できる。なお、バンドル材11とサブバンドル材12が同じ部材でも良いが、バンドル材11がサブバンドル材12よりも融着し易い部材で構成されていれば、更にバンドル材11とサブバンドル材12との融着を更に抑制できる。
また、バンドル材11を第2加熱部43に送り込む前にプレヒートする場合、第2加熱部43にバンドル材11を送り込む直前にバンドル材11をプレヒートしておくことが望ましいため、第2回転体42が予熱部(プレヒーター)を有することが望ましい。なお、第2回転体42とサブバンドル材12との間には第2パイプ41が介在するため、第2回転体42に設けられた予熱部の熱がサブバンドル材12に伝わることを抑制できる。第2回転体42に予熱部を設けることによって、第2加熱部43に送り込まれたときのバンドル材11の温度が、サブバンドル材12の温度よりも高くなり、第2加熱部43でバンドル材11がサブバンドル材12よりも融着しやすい状態にできる。
===第2実施形態===
前述の実施形態では、サブユニット2を構成する複数の光ファイバ4は、直線状(ストレート)に配置されていた。但し、複数の光ファイバ4を撚ってサブユニット2を構成しても良い。複数の光ファイバ4を撚る場合、一方向に螺旋状に撚ると、サブユニット2の形状を維持し易くなる。但し、複数の光ファイバ4をSZ状に撚っても良い。また、サブユニット2を構成する光ファイバ4の束を複数の光ファイバテープ3で構成する場合には、一方向又はSZ状に撚られた光ファイバテープ3同士を更に一方向又はSZ状に撚り合わせることによって、サブユニット2を構成しても良い。
前述の実施形態では、サブユニット2を構成する複数の光ファイバ4は、直線状(ストレート)に配置されていた。但し、複数の光ファイバ4を撚ってサブユニット2を構成しても良い。複数の光ファイバ4を撚る場合、一方向に螺旋状に撚ると、サブユニット2の形状を維持し易くなる。但し、複数の光ファイバ4をSZ状に撚っても良い。また、サブユニット2を構成する光ファイバ4の束を複数の光ファイバテープ3で構成する場合には、一方向又はSZ状に撚られた光ファイバテープ3同士を更に一方向又はSZ状に撚り合わせることによって、サブユニット2を構成しても良い。
また、前述の実施形態では、光ファイバユニット1を構成する複数のサブユニット2は、直線状に配置されていた。但し、複数のサブユニット2を撚って、光ファイバユニット1を構成しても良い。複数のサブユニット2を撚る場合、一方向に螺旋状に撚ると、光ファイバユニット1の形状を維持し易くなる。但し、複数のサブユニット2をSZ状に撚っても良い。
光ケーブル100を構成する複数の光ファイバユニット1は、直線状に配置しても良いが、伝送損失を抑制するために、撚ることが望ましい。複数の光ファイバユニット1を撚る場合、SZ状に撚ると、光ケーブル100から光ファイバユニット1を取り出し易くなるという利点がある。但し、複数の光ファイバユニット1を螺旋状に一方向に撚っても良い。
なお、光ケーブル100から特定の光ファイバ4(又は光ファイバテープ3)を取り出すとき、作業者は、まず、バンドル材11によって光ファイバユニット1を識別しながら所望の光ファイバユニット1を光ケーブル100から取り出し、その後、サブバンドル材12によってサブユニット2を識別しながら所望のサブバンドル材12を取り出すことになる。このような作業を想定すると、光ケーブル100から光ファイバユニット1を取り出し易くするために複数の光ファイバユニット1はSZ状に撚られていることが望ましい。また、光ファイバユニット1を取り出すときに多数の光ファイバ4がバラバラにならないように、光ファイバユニット1を構成する複数のサブユニット2や、サブユニット2を構成する複数の光ファイバ4の少なくとも一方は、一方向に撚られていることが望ましい。
<実施例>
実施例1〜3として、144心のサブユニット2を12本実装した光ケーブル100を作成し、伝送損失を測定した。
実施例1では、12本のサブユニット2を集合機でSZ状に撚り、1本の光ファイバユニット1を形成して光ケーブル100を作成した。
実施例2では、2本のサブユニット2で光ファイバユニット1を形成し、6本の光ファイバユニット1を束ねて光ケーブル100を作成した。実施例2では、光ファイバユニット1を構成する2本のサブユニット2は撚らず、6本の光ファイバユニット1は集合機でSZ状に撚って、光ケーブル100を作成した。
実施例3では、実施例2と同様に、2本のサブユニット2で光ファイバユニット1を形成し、6本の光ファイバユニット1を束ねて光ケーブル100を作成した。実施例3では、光ファイバユニット1を構成する2本のサブユニット2をSZ状に撚るとともに、6本の光ファイバユニット1を集合機でSZ状に撚って、光ケーブル100を作成した。
実施例1〜3として、144心のサブユニット2を12本実装した光ケーブル100を作成し、伝送損失を測定した。
実施例1では、12本のサブユニット2を集合機でSZ状に撚り、1本の光ファイバユニット1を形成して光ケーブル100を作成した。
実施例2では、2本のサブユニット2で光ファイバユニット1を形成し、6本の光ファイバユニット1を束ねて光ケーブル100を作成した。実施例2では、光ファイバユニット1を構成する2本のサブユニット2は撚らず、6本の光ファイバユニット1は集合機でSZ状に撚って、光ケーブル100を作成した。
実施例3では、実施例2と同様に、2本のサブユニット2で光ファイバユニット1を形成し、6本の光ファイバユニット1を束ねて光ケーブル100を作成した。実施例3では、光ファイバユニット1を構成する2本のサブユニット2をSZ状に撚るとともに、6本の光ファイバユニット1を集合機でSZ状に撚って、光ケーブル100を作成した。
実施例1〜3のそれぞれの光ケーブル100の構成と、伝送損失の測定結果は、次の表に示す通りである。

実施例1において12本のサブユニット2をSZ状に撚るときと、実施例2及び実施例3において6本の光ファイバユニット1をSZ状に撚るとき、集合機に同じ撚り角度(700度)を設定した。但し、実際の撚り角度は、実施例1ではSZ状のサブユニット2の撚り角度が240度になり、実施例2及び実施例3ではSZ状の光ファイバユニット1の撚り角度が300度になった。この結果から、実施例2及び実施例3の構成は、実施例1の構成よりも、集合機でSZ状に撚りやすい構成であることが理解できる。つまり、多数のサブユニット2をまとめて撚るよりも、少数(ここでは2本)のサブユニット2を撚って構成した複数(ここでは6本)の光ファイバユニット1を更に撚った方が、撚り易い構成であることが理解できる。
また、実施例3では、実施例2よりも伝送損失が良好であった。この結果から、光ファイバユニット1を構成する複数のサブユニット2を撚った方が望ましいことが理解できる。
===別の実施形態===
<バンドル材11等の本数について>
前述の実施形態では、サブユニット2のサブバンドル材12が2本であったが、これに限られるものではない。例えば、光ファイバ4の束の外周に巻き付けるサブバンドル材12の数を4本にするなど、サブユニット2のサブバンドル材12の本数を適宜変更しても良い。
<バンドル材11等の本数について>
前述の実施形態では、サブユニット2のサブバンドル材12が2本であったが、これに限られるものではない。例えば、光ファイバ4の束の外周に巻き付けるサブバンドル材12の数を4本にするなど、サブユニット2のサブバンドル材12の本数を適宜変更しても良い。
同様に、前述の実施形態では、光ファイバユニット1のバンドル材11が2本であったが、これに限られるものではない。例えば、サブバンドル材12の束の外周に巻き付けるバンドル材11の数を4本にするなど、光ファイバユニット1のバンドル材11の本数を適宜変更しても良い。
<バンドル材11の巻き付け方について>
前述の実施形態では、サブバンドル材12は、光ファイバ4の束の外周にSZ状に巻き付けられていた。但し、サブバンドル材12の巻き付け方法は、これに限られるものではない。例えば、光ファイバ4の束の外周に一方向に螺旋状にサブバンドル材12を巻き付けても良い。この場合、2本のサブバンドル材12の巻き付け方向を逆方向にして、2本のサブバンドル材12の交点でサブバンドル材12同士を融着すると良い。
前述の実施形態では、サブバンドル材12は、光ファイバ4の束の外周にSZ状に巻き付けられていた。但し、サブバンドル材12の巻き付け方法は、これに限られるものではない。例えば、光ファイバ4の束の外周に一方向に螺旋状にサブバンドル材12を巻き付けても良い。この場合、2本のサブバンドル材12の巻き付け方向を逆方向にして、2本のサブバンドル材12の交点でサブバンドル材12同士を融着すると良い。
また、一方のサブバンドル材12を光ファイバ4の束と平行に縦添えさせて配置し、他方のサブバンドル材12を融着点で巻き付け方向を反転させるように光ファイバ4の束の外周にSZ状に巻き付けても良い。この場合、第1回転体22は、前述のように2重筒状に構成する必要はなく、1つの回転部材で構成することが可能である。
同様に、前述の実施形態では、バンドル材11は、サブユニット2の束の外周にSZ状に巻き付けられていた。但し、バンドル材11の巻き付け方法は、これに限られるものではない。例えば、サブユニット2の束の外周に一方向に螺旋状にバンドル材11を巻き付けても良い。この場合、2本のバンドル材11の巻き付け方向を逆方向にして、2本のバンドル材11の交点でバンドル材11同士を融着すると良い。
また、一方のバンドル材11を光ファイバ4の束と平行に縦添えさせて配置し、他方のバンドル材11を融着点で巻き付け方向を反転させるようにサブユニット2の束の外周にSZ状に巻き付けても良い。この場合、第2回転体42は、前述のように2重筒状に構成する必要はなく、1つの回転部材で構成することが可能である。
<押え巻きテープ8について>
前述の実施形態では、6本の光ファイバユニット1が押え巻きテープ8に覆われていた(図1参照)。但し、押え巻きテープ8の代わりに、6本の光ファイバユニット1をバンドル材で束ねても良い。この場合、複数の光ファイバユニット1を束ねるバンドル材と光ファイバユニット1を束ねるバンドル材11との接合強度が、複数の光ファイバユニットを束ねるバンドル材同士の接合強度や、各光ファイバユニット1を束ねるバンドル材11同士の接合強度よりも弱くすることが望ましい。この場合、6本の光ファイバユニット1を束ねるバンドル材(押え巻きテープ8の代わりのバンドル材)と、各光ファイバユニット1を束ねるバンドル材11との関係(材質や形状などによる融着し易さ)を、前述の実施形態のバンドル材11とサブバンドル材12との関係と同様にしても良い。これにより、光ケーブル100から光ファイバユニット1を取り出し易くなる。
前述の実施形態では、6本の光ファイバユニット1が押え巻きテープ8に覆われていた(図1参照)。但し、押え巻きテープ8の代わりに、6本の光ファイバユニット1をバンドル材で束ねても良い。この場合、複数の光ファイバユニット1を束ねるバンドル材と光ファイバユニット1を束ねるバンドル材11との接合強度が、複数の光ファイバユニットを束ねるバンドル材同士の接合強度や、各光ファイバユニット1を束ねるバンドル材11同士の接合強度よりも弱くすることが望ましい。この場合、6本の光ファイバユニット1を束ねるバンドル材(押え巻きテープ8の代わりのバンドル材)と、各光ファイバユニット1を束ねるバンドル材11との関係(材質や形状などによる融着し易さ)を、前述の実施形態のバンドル材11とサブバンドル材12との関係と同様にしても良い。これにより、光ケーブル100から光ファイバユニット1を取り出し易くなる。
===その他===
上述の実施形態は、本発明の理解を容易にするためのものであり、本発明を限定して解釈するためのものではない。本発明は、その趣旨を逸脱することなく、変更・改良され得ると共に、本発明には、その等価物が含まれることは言うまでもない。
上述の実施形態は、本発明の理解を容易にするためのものであり、本発明を限定して解釈するためのものではない。本発明は、その趣旨を逸脱することなく、変更・改良され得ると共に、本発明には、その等価物が含まれることは言うまでもない。
1 光ファイバユニット、2 サブユニット、
3 光ファイバテープ、4 光ファイバ、
5 連結部、6 非連結部、
7 外被、8 押え巻きテープ、
9A テンションメンバ、9B リップコード、
11 バンドル材、12 サブバンドル材、
20 サブユニット製造装置、21 第1パイプ、
22 第1回転体、22A 第1通過部、
221 第1内側部材、222 第1外側部材、
23 第1加熱部、
40 ユニット製造装置、41 第2パイプ、42 第2回転体、
421 第2内側部材、422 第2外側部材、
43 第2加熱部、100 光ケーブル
3 光ファイバテープ、4 光ファイバ、
5 連結部、6 非連結部、
7 外被、8 押え巻きテープ、
9A テンションメンバ、9B リップコード、
11 バンドル材、12 サブバンドル材、
20 サブユニット製造装置、21 第1パイプ、
22 第1回転体、22A 第1通過部、
221 第1内側部材、222 第1外側部材、
23 第1加熱部、
40 ユニット製造装置、41 第2パイプ、42 第2回転体、
421 第2内側部材、422 第2外側部材、
43 第2加熱部、100 光ケーブル
Claims (13)
- 複数の光ファイバの束の外周に巻き付けた少なくとも2本のサブバンドル材を第1加熱部で融着してサブユニットを製造すること、及び
複数の前記サブユニットの束の外周に巻き付けた少なくとも2本のバンドル材を第2加熱部で融着して光ファイバユニットを製造すること
を行う光ファイバユニットの製造方法であって、
前記バンドル材と前記サブバンドル材との接合強度が、前記バンドル材同士の接合強度及び前記サブバンドル材同士の接合強度よりも弱くなるように、前記第2加熱部によってバンドル材同士を融着することを特徴とする光ファイバユニットの製造方法。 - 請求項1に記載の光ファイバユニットの製造方法であって、
前記バンドル材は、前記サブバンドル材よりも融着し易い部材で構成されていることを特徴とする光ファイバユニットの製造方法。 - 請求項2に記載の光ファイバユニットの製造方法であって、
前記バンドル材の融点は、前記サブバンドル材の融点よりも低いことを特徴とする光ファイバユニットの製造方法。 - 請求項2に記載の光ファイバユニットの製造方法であって、
前記バンドル材の熱容量は、前記サブバンドル材の熱容量よりも小さいことを特徴とする光ファイバユニットの製造方法。 - 請求項4に記載の光ファイバユニットの製造方法であって、
前記バンドル材の断面積は、前記サブバンドル材の断面積よりも小さいことを特徴とする光ファイバユニットの製造方法。 - 請求項2に記載の光ファイバユニットの製造方法であって、
前記バンドル材の幅は、前記サブバンドル材の幅よりも広いことを特徴とする光ファイバユニットの製造方法。 - 請求項2に記載の光ファイバユニットの製造方法であって、
前記バンドル材の厚さは、前記サブバンドル材の厚さよりも薄いことを特徴とする光ファイバユニットの製造方法。 - 請求項2〜7のいずれかに記載の光ファイバユニットの製造方法であって、
前記第2加熱部の温度は、前記第1加熱部の温度よりも低いことを特徴とする光ファイバユニットの製造方法。 - 請求項1〜7のいずれかに記載の光ファイバユニットの製造方法であって、
前記バンドル材が前記第2加熱部を通過する時間は、前記サブバンドル材が前記第1加熱部を通過する時間よりも短いことを特徴とする光ファイバユニットの製造方法。 - 請求項1〜9のいずれかに記載の光ファイバユニットの製造方法であって、
前記第2加熱部に前記バンドル材を送り込む前に、前記バンドル材をプレヒートすることを特徴とする光ファイバユニットの製造方法。 - 請求項10に記載の光ファイバユニットの製造方法であって、
前記第2加熱部の上流側に、
前記サブユニットの束を通過させるパイプと、
前記パイプの外周に配置され、前記サブユニットの束の外周に前記バンドル材を巻き付ける回転体と
が配置されており、
前記回転体は、前記バンドル材をプレヒートするためのプレヒーターを有することを特徴とする光ファイバユニットの製造方法。 - 複数の光ファイバの束の外周に巻き付けた少なくとも2本のサブバンドル材を第1加熱部で融着してサブユニットを製造する第1製造装置と、
複数の前記サブユニットの束の外周に巻き付けた少なくとも2本のバンドル材を第2加熱部で融着して光ファイバユニットを製造する第2製造装置と
を備え、
前記バンドル材と前記サブバンドル材との接合強度が、前記バンドル材同士の接合強度及び前記サブバンドル材同士の接合強度よりも弱くなるように、前記第2加熱部によってバンドル材同士を融着することを特徴とする光ファイバユニットの製造装置。 - 複数のサブユニットと、
複数の前記サブユニットの束の外周に巻き付けられて互いに融着された少なくとも2本のバンドル材と
を備え、
前記サブユニットは、複数の光ファイバの束と、前記光ファイバの束の外周に巻き付けられて互いに融着された少なくとも2本のサブバンドル材とを有しており、
前記バンドル材は、前記サブバンドル材よりも融着し易い部材で構成されている
ことを特徴とする光ファイバユニット。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2018007567A JP2019128363A (ja) | 2018-01-19 | 2018-01-19 | 光ファイバユニットの製造方法、光ファイバユニットの製造装置及び光ファイバユニット |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2018007567A JP2019128363A (ja) | 2018-01-19 | 2018-01-19 | 光ファイバユニットの製造方法、光ファイバユニットの製造装置及び光ファイバユニット |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2019128363A true JP2019128363A (ja) | 2019-08-01 |
Family
ID=67472205
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2018007567A Pending JP2019128363A (ja) | 2018-01-19 | 2018-01-19 | 光ファイバユニットの製造方法、光ファイバユニットの製造装置及び光ファイバユニット |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2019128363A (ja) |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPWO2022050116A1 (ja) * | 2020-09-02 | 2022-03-10 | ||
| JPWO2022074816A1 (ja) * | 2020-10-09 | 2022-04-14 | ||
| JPWO2023007881A1 (ja) * | 2021-07-29 | 2023-02-02 | ||
| JP2023028559A (ja) * | 2021-08-19 | 2023-03-03 | 古河電気工業株式会社 | 間欠接着型光ファイバテープ心線、光ファイバケーブル |
| WO2026048905A1 (ja) * | 2024-08-28 | 2026-03-05 | 住友電気工業株式会社 | 光ファイバリボンおよび光ファイバリボンの製造方法 |
-
2018
- 2018-01-19 JP JP2018007567A patent/JP2019128363A/ja active Pending
Cited By (17)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN116075760A (zh) * | 2020-09-02 | 2023-05-05 | 株式会社藤仓 | 光缆以及光缆制造方法 |
| WO2022050116A1 (ja) * | 2020-09-02 | 2022-03-10 | 株式会社フジクラ | 光ケーブル及び光ケーブル製造方法 |
| EP4209812A4 (en) * | 2020-09-02 | 2024-12-18 | Fujikura Ltd. | Optical cable and optical cable manufacturing method |
| JPWO2022050116A1 (ja) * | 2020-09-02 | 2022-03-10 | ||
| JP7457821B2 (ja) | 2020-09-02 | 2024-03-28 | 株式会社フジクラ | 光ケーブル及び光ケーブル製造方法 |
| AU2021336246B2 (en) * | 2020-09-02 | 2024-03-28 | Fujikura Ltd. | Optical cable and optical cable manufacturing method |
| US11921341B2 (en) | 2020-09-02 | 2024-03-05 | Fujikura Ltd. | Optical cable and optical cable manufacturing method |
| TWI799973B (zh) * | 2020-09-02 | 2023-04-21 | 日商藤倉股份有限公司 | 光纜及光纜製造方法 |
| JP7533603B2 (ja) | 2020-10-09 | 2024-08-14 | 日本電信電話株式会社 | 光ケーブル |
| WO2022074816A1 (ja) * | 2020-10-09 | 2022-04-14 | 日本電信電話株式会社 | 光ケーブル |
| JPWO2022074816A1 (ja) * | 2020-10-09 | 2022-04-14 | ||
| WO2023007881A1 (ja) * | 2021-07-29 | 2023-02-02 | 株式会社フジクラ | 光ケーブル及び光ケーブル製造方法 |
| JPWO2023007881A1 (ja) * | 2021-07-29 | 2023-02-02 | ||
| JP7636555B2 (ja) | 2021-07-29 | 2025-02-26 | 株式会社フジクラ | 光ケーブル及び光ケーブルの製造方法 |
| JP2023028559A (ja) * | 2021-08-19 | 2023-03-03 | 古河電気工業株式会社 | 間欠接着型光ファイバテープ心線、光ファイバケーブル |
| JP7732801B2 (ja) | 2021-08-19 | 2025-09-02 | 古河電気工業株式会社 | 間欠接着型光ファイバテープ心線、光ファイバケーブル |
| WO2026048905A1 (ja) * | 2024-08-28 | 2026-03-05 | 住友電気工業株式会社 | 光ファイバリボンおよび光ファイバリボンの製造方法 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2019128363A (ja) | 光ファイバユニットの製造方法、光ファイバユニットの製造装置及び光ファイバユニット | |
| TWI591393B (zh) | Method of manufacturing optical fiber unit and manufacturing apparatus | |
| JP6078586B2 (ja) | 光ファイバユニット及び光ファイバケーブル | |
| WO2015053146A1 (ja) | 光ファイバユニット、光ファイバ分岐方法、及び、光ファイバケーブル | |
| JP7585327B2 (ja) | 光ケーブル及び光ケーブルの製造方法 | |
| WO2020145129A1 (ja) | 光ファイバケーブル、ケーブルコアの製造方法 | |
| JP5872614B2 (ja) | 複層繊維ロープ及び複層繊維ロープの製造方法 | |
| JP2020106734A (ja) | 光ファイバユニットの製造方法及び光ファイバユニット製造装置 | |
| JP6492979B2 (ja) | ガラス繊維集束体およびその製造方法 | |
| JP5798957B2 (ja) | 光ファイバユニットの製造方法 | |
| JPWO2019139018A1 (ja) | 光ファイバケーブルおよび光ファイバケーブルの製造方法 | |
| JP6310522B2 (ja) | 光ファイバユニットおよび光ファイバケーブル | |
| JP6409813B2 (ja) | 光ファイバユニット、光ファイバケーブルおよび光ファイバユニットの製造方法 | |
| JP6163516B2 (ja) | 光ファイバユニットの製造方法 | |
| JP5735399B2 (ja) | 光ファイバケーブル及びその製造方法 | |
| JP4829865B2 (ja) | 長繊維強化熱可塑性樹脂ペレットの製造方法 | |
| JP7382005B2 (ja) | ガラス繊維連結体の製造方法 | |
| JP2004020615A (ja) | 光ファイバケーブルの製造方法及びその装置 | |
| JP2019108229A (ja) | ガラス繊維集束体 | |
| JP2014035531A (ja) | 光ファイバケーブル |