JP2019146143A - 表面弾性波素子用複合基板とその製造方法 - Google Patents
表面弾性波素子用複合基板とその製造方法 Download PDFInfo
- Publication number
- JP2019146143A JP2019146143A JP2018171809A JP2018171809A JP2019146143A JP 2019146143 A JP2019146143 A JP 2019146143A JP 2018171809 A JP2018171809 A JP 2018171809A JP 2018171809 A JP2018171809 A JP 2018171809A JP 2019146143 A JP2019146143 A JP 2019146143A
- Authority
- JP
- Japan
- Prior art keywords
- substrate
- piezoelectric
- thin film
- acoustic wave
- polycrystalline diamond
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images



Landscapes
- Crystals, And After-Treatments Of Crystals (AREA)
- Surface Acoustic Wave Elements And Circuit Networks Thereof (AREA)
Abstract
【課題】表面弾性波素子の高周波数化が図れ、周波数特性が温度変化により変動する課題も改善できる表面弾性波素子用複合基板とその製造方法を提供する。【解決手段】圧電薄基板1と、圧電薄基板よりも小さい熱膨張係数を持つ支持基板2と、支持基板の一方の主面上に形成された多結晶ダイヤモンド薄膜層3を具備する表面弾性波素子用複合基板であって、多結晶ダイヤモンド薄膜層と圧電薄基板(バルク結晶)1が直接接合されかつイオン注入法による圧電薄基板形成用圧電基板の薄膜化により厚さ100nm〜1000nm未満の圧電薄基板1が得られることを特徴とする。複合基板を用いて製造された表面弾性波素子は、多結晶ダイヤモンド薄膜層3を表面弾性波が伝搬するため高い伝搬速度が得られ、小さい熱膨張係数を持つ支持基板2の作用で熱膨張が抑制できるため良好な周波数温度特性が実現される。【選択図】図3
Description
本発明は、帯域フィルタや共振子等に適用される表面弾性波素子に係り、特に、表面弾性波素子の高周波数化が図れると共に、周波数特性が温度変化によりシフト(変動)する課題も改善できる表面弾性波素子用複合基板とその製造方法に関する。
近年、携帯電話等の通信機器では高周波化や小型化が進展しつつあるため、RF回路部の高性能化や小型化が要求されるようになってきている。この中で、通信機器の送受信部に用いられる高周波フィルタや発振器に用いられる共振子等の電子素子として、表面弾性波素子[Surface Acoustic Wave Device](以下、SAWデバイスと略記する場合がある)がある。SAWデバイスとは、圧電材料を利用し、高周波信号を表面弾性波に変換し、再度高周波信号に変換する過程で特定の周波数が選び出される現象を利用した素子である。
従来、高周波帯域で使用されてきた誘電体フィルタやセラミックフィルタ等に較べて周波数特性の急峻さや波形設計が可能なこと、表面実装が容易なこと、小型・軽量という特性を活かし、携帯電話、スマートフォンに代表される移動体通信機器や、その他、各種センサ、タッチパネル等の通信機器に急速に採用されてきている。特に、近年携帯電話等の小型・高周波機器の爆発的進展に伴って、その需要が大幅に拡大しつつある。
この表面弾性波素子としては、基板上に、表面弾性波の伝搬媒体としての圧電体層と、一対の櫛歯状電極[IDT:Interdigital Transducer](以下、IDT、IDT電極、若しくは電極と呼ぶ場合がある)を順次積層して構成されたものが知られている。通常、上記IDT電極は、圧電体層上に金属材料層を形成した後、該金属材料層に対しエッチングを施すことにより形成される。
この表面弾性波素子においては、入力用のIDTに電気信号(交流電力)が供給されると、これによる電場により圧電体層に歪が生じる。そして、上記電極が櫛歯型形状であるため、圧電体層に密度の差が生じて表面弾性波が発生する。この表面弾性波は出力用IDTに伝搬され、この表面弾性波のエネルギーは出力用IDTによって電気的エネルギーに変換されて出力される。
上記表面弾性波素子が有する透過帯域の中心周波数f0は、櫛歯状電極の間隔λ0 と圧電体層表面上の弾性波の伝搬速度Vとから、
f0 =V/λ0
で与えられる。
f0 =V/λ0
で与えられる。
しかし、2.5GHz以上で良好に動作する表面弾性波素子を作製することは困難である。透過帯域の中心周波数f0を上昇させるためには、上記関係式から明らかなように櫛歯状電極の間隔λ0を小さくするか、表面弾性波の伝搬速度Vを増加させるかのいずれかを行えばよいが、λ0はフォトリソグラフィ等の加工技術により著しく制限を受ける。現在の量産レベルでは櫛歯状電極の幅は0.4μm程度で、櫛歯状電極の間隔λ0は1.6μm程度となり、最近SAWデバイスによく使用されるタンタル酸リチウム基板(LTと略記する場合がある)の伝搬速度3800m/sでは2400MHzが限度である。従って、高周波数帯域で動作する表面弾性波素子を得るには、弾性波の伝搬速度Vを大きくすることが必要となる。
尚、高周波用のデバイスとして、圧電材料に例えばAlNを用いた圧電薄膜共振子FBAR(Film Bulk Acoustic Resonator)が検討されている。しかし、圧電薄膜共振子FBARは製造工程が複雑で高価なため、一部の機器にしか利用されていない。
そこで、高周波数帯域で動作する表面弾性波素子の検討が重ねられている。例えば、ダイヤモンド結晶が18000m/sと非常に大きい音速を有しているため、この高音速特性を利用した表面弾性波素子の研究開発(特許文献1〜2参照)が進められている。そして、非特許文献1においては、シリコン基板上に多結晶ダイヤモンド結晶を形成した後、櫛歯状電極および酸化亜鉛層を形成した表面弾性波素子の製造が紹介されている。非特許文献1においては、製造された表面弾性波素子が10000m/s以上の音速と十分に高い励振効率を有していると開示している。
一方、高周波数帯域で動作することが求められる表面弾性波素子においては、温度変化により圧電基板(圧電体層)が伸縮するため周波数特性がシフト(変動)するという別な課題も存在している。この温度特性を改善するため、IDT電極が形成された圧電基板と、該圧電基板よりも熱膨張係数が小さくかつ圧電基板よりも厚みが大きい補助基板を直接接合させた複合基板が提案されている(例えば特許文献3参照)。ガラスやシリコン等から成る上記補助基板が圧電基板に直接接合されることで、補助基板により圧電基板の伸縮が抑制されるため温度特性を改善できる。そして、圧電基板と補助基板の熱膨張係数の差を大きくする程、温度特性の改善効果は大きい。しかし、熱膨張係数が異なる圧電基板と補助基板を直接接合させた複合基板(ウェハ)は、表面弾性波素子製造工程中の熱処理等の温度変化により反ってしまったり、直接接合された基板同士が剥がれたりすることがあるため、プロセス温度を経る表面弾性波素子の製造過程でパターニングの精度が悪化し、自動ハンドリングが困難となる問題があった。この事態は、圧電基板と補助基板の熱膨張係数の差が大きい程、また、複合基板(ウェハ)サイズが大きい程、ウェハの反りが大きくなり、直接接合させた基板同士が剥がれ易くなって顕著になることが分かっている。そして、複合基板(ウェハ)の反りが許容値を超えたり、直接接合させた基板同士が剥がれたりした場合、複合基板(ウェハ)を製造工程に流すことができなくなるという問題を有していた。
そこで、特許文献4では、圧電基板と該圧電基板よりも熱膨張係数が小さい支持基板(特許文献3の補助基板に対応する)を貼り合わせた複合基板であって、該支持基板は、同じ材料で作られた第1基板と第2基板とがブレードで剥離可能な強度で直接接合により接合され、第1基板のうち上記2基板との接合面とは反対側の面で上記圧電基板と貼り合わされた複合基板を開示している。この複合基板においては、プロセス温度変化に応じて発生する複合基板の反りが小さく抑えられると共に、表面弾性波素子を作製した後は、ブレードで第1基板から第2基板を剥がして除去すれば支持基板の厚さを簡単に薄くでき、デバイスの薄型化要請に対応できる利点を有している。但し、デバイスの薄型化要請には対応できる反面、支持基板が薄くなる分、表面弾性波素子の温度特性は低下する。
このように周波数特性が温度変化によりシフト(変動)する問題は、特許文献3〜4の方法を採用することで解決の可能性は見えてきた。しかし、高周波数帯域で動作する表面弾性波素子を得るため、信号伝搬速度を向上させると共に周波数特性の温度変化も抑制可能な表面弾性波素子は未だ見出されていない。
第6回ダイヤモンドシンポジウム(平成4年11月26〜27日)講演予稿集の90〜91ページ:P21「ZnO/多結晶ダイヤモンド構造の表面弾性波と高周波フィルターヘの応用」
通信機器の分野では、利用周波数帯資源の枯渇により、より一層の高周波数化が指向されてきており、表面弾性波素子においても更なる高周波数化の技術が求められている。表面弾性波素子を高周波数化するため、これまでは主に電極寸法を微小化する方法が行われてきたが、周波数を決定する電極間隔の微小化は、現在のリソグラフィ技術では上述したように限界に近づきつつある。また、電極寸法の微小化によって周波数を上昇できても、電極の細線化や電極間隔の微細化は素子構造自体を壊れ易くしパワー特性を得ることができないという問題を生じさせている。
そこで、表面弾性波を高速に伝達する素子として、特許文献1においては、シリコン基板上にマイクロ波プラズマCVD法によりダイヤモンド薄膜を成膜し、該ダイヤモンド薄膜表面を研磨して平坦化し、かつ、平坦化されたダイヤモンド薄膜表面にスパッタリング法により圧電体(ZnO)膜を堆積させた後、該圧電体膜上に櫛歯状電極(金属アルミニウム)を形成した表面弾性波素子が開示され、また、特許文献2においては、シリコン基板上に酸素−アセチレン炎バーナーによる燃焼炎法によりダイヤモンド膜を形成し、該ダイヤモンド膜上に櫛歯状電極(金属アルミニウム)を形成した後、高周波マグネトロンスパッタリング法により圧電体(ZnO)層を成膜した表面弾性波素子が開示されている。
しかし、CVD法やスパッタリング法等の成膜法によりダイヤモンド薄膜上に形成された圧電体(ZnO)層の膜質は良好でなく、十分な電気機械結合係数が得られないという問題が指摘されている(特許文献5の段落0017参照)。
この問題を解決するため、特許文献5では、圧電体層(圧電体バルク単結晶)の第1の主面上に形成された電気−機械変換電極と、圧電体層の第2の主面上に形成されたダイヤモンド層と、該ダイヤモンド層と接着材を介して接着された支持基板を具備する表面弾性波素子を提案している。
しかし、特許文献5の段落0031に記載されているように、圧電体バルク単結晶基板(圧電体層)上にマイクロ波プラズマCVD法を用いて多結晶ダイヤモンド層を形成するとき、基板(圧電体バルク単結晶基板)温度を850℃にして成膜がなされており、基板温度が急上昇や急降下すれば、圧電体バルク単結晶基板(圧電体層)の焦電性により圧電体バルク単結晶基板が破壊されてしまったり、マイクロ波パワーや基板加熱により圧電体バルク単結晶基板が変質して圧電体特性が低下してしまう別の問題を有していた。例えば、タンタル酸リチウム基板を用いた場合、キュリー温度が650℃であるため、タンタル酸リチウム基板上に多結晶ダイヤモンド層を成膜した後に圧電性がなくなり、SAWデバイスとしての機能を得られなくなってしまう問題が存在した。更に、特許文献5においては、上記ダイヤモンド層と支持基板(シリコン基板、ガラス基板、セラミック基板等)とを接着材(エポキシ型樹脂接着剤、半田合金等)を用いて接合(接着)させているため、接着材が熱で軟化し、応力で動いたりし、冷熱サイクル試験では一部に剥離が見られる等信頼性に欠けるという問題も有していた。
このような技術的背景の下、本発明者は、表面弾性波の伝搬速度を大きくして表面弾性波素子の高周波数化を実現し、周波数特性が温度変化によりシフト(変動)する課題を改善すると共に、バルク結晶で構成された圧電基板を具備する表面弾性波素子用複合基板とその製造方法を既に提案している(特許文献6参照)。
すなわち、この表面弾性波素子用複合基板は、バルク結晶で構成された圧電基板と、該圧電基板よりも小さい熱膨張係数を持つ支持基板の一方の主面上に形成された多結晶ダイヤモンド薄膜層とを常温接合法により直接接合し、多結晶ダイヤモンド薄膜層と直接接合された圧電基板の非接合面を研磨して薄膜化することで得られるものであった。
そして、提案した表面弾性波素子用複合基板を用いた表面弾性波素子においては、圧電基板よりも小さい熱膨張係数を持つ支持基板の一方の主面上に形成された多結晶ダイヤモンド薄膜層を表面弾性波が伝搬することになるため、極めて高い伝搬速度を実現することが可能となり、かつ、圧電基板よりも小さい熱膨張係数を持つ支持基板が適用されているため、温度変化により周波数特性がシフト(変動)する課題も改善され、更に、バルク結晶で構成された圧電基板はダイヤモンド薄膜上にCVDやスパッタリング等で成膜した特許文献1〜2の圧電体層に較べて膜質が良好で、かつ、圧電基板と多結晶ダイヤモンド薄膜層は常温接合されることから特許文献5に記載されている圧電基板の破壊や圧電体特性の劣化が起こらない顕著な効果を有するものであった。
但し、本発明者が提案した表面弾性波素子用複合基板においては、バルク結晶で構成された圧電基板の非接合面を研磨法で薄膜化しているため、若干、生産性に劣り、かつ、生産コストを考慮した場合、研磨法で薄膜化する圧電基板の厚さは12μm〜25μm(特許文献6の実施例1〜2参照)程度となっている。このため、研磨法による圧電基板の薄膜化には生産コストと技術的な限界が存在し、表面弾性波素子の伝搬速度と周波数温度特性を向上させるためには更なる改善の余地を有していた。
本発明はこのような問題点に着目してなされたもので、その課題とするところは、表面弾性波素子の伝搬速度と周波数温度特性を更に改善できる表面弾性波素子用複合基板とその製造方法を提供することにある。
上記課題を解決するため、本発明者は、従前の研磨法を用いた圧電基板の薄膜化に代えて特許文献7〜8に記載された「イオン注入法」の採用を試みた。
すなわち、特許文献7には、分子結合剤(SiO2等)層を介し接合されたキャリア基板(ガラス、サファイア、シリコン等)と圧電材料の薄層とで構成される表面弾性波デバイスとその製造方法が開示され、「イオン注入法」により圧電材料の薄層(厚さ約1μm〜30μm)を形成して表面弾性波デバイスが製造されている。具体的に説明すると、特許文献7に記載された製造方法は、圧電材料の一主面から水素イオンを注入して圧電材料内にイオン注入層を形成する工程と、圧電材料の一主面上に分子結合剤(SiO2等)層をスパッタリングにより堆積させる工程と、該分子結合剤(SiO2等)層を介し圧電材料とキャリア基板(シリコン等)を接合する工程と、圧電材料とキャリア基板との接合体を熱処理し、該接合体から圧電材料を部分的に剥離させて圧電材料の薄層を形成する工程を具備することを特徴とし、また、「イオン注入法」を採用した特許文献8に記載された圧電デバイスの製造方法は、上記圧電材料とキャリア基板との接合体を「減圧雰囲気下」で熱処理して大気圧雰囲気下で加熱する場合よりも低温で剥離を行い、圧電材料の薄層を形成するものであった。
そこで、本発明者が提案した表面弾性波素子用複合基板の製造方法において、多結晶ダイヤモンド薄膜層と直接接合された圧電基板を従前の研磨法に代えて「イオン注入法」により薄膜化したところ、生産コストを大きく上昇させることなく多結晶ダイヤモンド薄膜層と直接接合された圧電基板の厚さを1μm(1000nm)未満に設定でき、かつ、上記圧電基板の薄膜化(1000nm未満)に伴い表面弾性波素子の伝搬速度と周波数温度特性が大きく改善されることを見出すに至った。本発明はこのような技術的発見により完成されている。
すなわち、本発明に係る第1の発明は、
圧電薄基板と、
該圧電薄基板よりも小さい熱膨張係数を持つ支持基板と、
該支持基板の一方の主面上に形成された多結晶ダイヤモンド薄膜層を具備する表面弾性波素子用複合基板において、
上記多結晶ダイヤモンド薄膜層と圧電薄基板が直接接合され、かつ、該圧電薄基板の厚さが100nm以上1000nm未満であることを特徴とし、
第2の発明は、
圧電薄基板と、
該圧電薄基板よりも小さい熱膨張係数を持つ支持基板と、
該支持基板の一方の主面上に形成された多結晶ダイヤモンド薄膜層を具備する表面弾性波素子用複合基板において、
上記多結晶ダイヤモンド薄膜層と圧電薄基板が金属薄膜を介し直接接合され、かつ、該圧電薄基板の厚さが100nm以上1000nm未満であることを特徴とするものである。
圧電薄基板と、
該圧電薄基板よりも小さい熱膨張係数を持つ支持基板と、
該支持基板の一方の主面上に形成された多結晶ダイヤモンド薄膜層を具備する表面弾性波素子用複合基板において、
上記多結晶ダイヤモンド薄膜層と圧電薄基板が直接接合され、かつ、該圧電薄基板の厚さが100nm以上1000nm未満であることを特徴とし、
第2の発明は、
圧電薄基板と、
該圧電薄基板よりも小さい熱膨張係数を持つ支持基板と、
該支持基板の一方の主面上に形成された多結晶ダイヤモンド薄膜層を具備する表面弾性波素子用複合基板において、
上記多結晶ダイヤモンド薄膜層と圧電薄基板が金属薄膜を介し直接接合され、かつ、該圧電薄基板の厚さが100nm以上1000nm未満であることを特徴とするものである。
また、本発明に係る第3の発明は、
第2の発明に記載の表面弾性波素子用複合基板において、
上記金属薄膜がチタン膜またはクロム膜であることを特徴とし、
第4の発明は、
第1の発明〜第3の発明のいずれかに記載の表面弾性波素子用複合基板において、
上記支持基板が、シリコン、サファイア、窒化アルミニウム、窒化ケイ素、窒化タンタル、窒化チタン、窒化ジルコニウム、窒化バナジウム、酸化アルミニウム、酸化ジルコニウム、酸化ケイ素、酸化チタン、酸化ハフニウム、炭化ケイ素、炭化ホウ素、炭化タンタル、炭化チタン、炭化タングステン、炭化ジルコニウム、炭化バナジウム、ホウ化チタン、ホウ化ハフニウム、ホウ化ランタン、ホウ化ジルコニウム、ホウ化バナジウム、ホウ珪酸ガラス、石英ガラスから選択される1種で構成されることを特徴とし、
第5の発明は、
第1の発明〜第3の発明のいずれかに記載の表面弾性波素子用複合基板において、
圧電薄基板が、タンタル酸リチウム、ニオブ酸リチウム、ニオブ酸リチウム−タンタル酸リチウム固溶体単結晶、水晶、ホウ酸リチウム、酸化亜鉛、窒化アルミニウム、ランガサイト、ランガテイトから選択される1種以上のバルク結晶で構成されることを特徴とするものである。
第2の発明に記載の表面弾性波素子用複合基板において、
上記金属薄膜がチタン膜またはクロム膜であることを特徴とし、
第4の発明は、
第1の発明〜第3の発明のいずれかに記載の表面弾性波素子用複合基板において、
上記支持基板が、シリコン、サファイア、窒化アルミニウム、窒化ケイ素、窒化タンタル、窒化チタン、窒化ジルコニウム、窒化バナジウム、酸化アルミニウム、酸化ジルコニウム、酸化ケイ素、酸化チタン、酸化ハフニウム、炭化ケイ素、炭化ホウ素、炭化タンタル、炭化チタン、炭化タングステン、炭化ジルコニウム、炭化バナジウム、ホウ化チタン、ホウ化ハフニウム、ホウ化ランタン、ホウ化ジルコニウム、ホウ化バナジウム、ホウ珪酸ガラス、石英ガラスから選択される1種で構成されることを特徴とし、
第5の発明は、
第1の発明〜第3の発明のいずれかに記載の表面弾性波素子用複合基板において、
圧電薄基板が、タンタル酸リチウム、ニオブ酸リチウム、ニオブ酸リチウム−タンタル酸リチウム固溶体単結晶、水晶、ホウ酸リチウム、酸化亜鉛、窒化アルミニウム、ランガサイト、ランガテイトから選択される1種以上のバルク結晶で構成されることを特徴とするものである。
次に、本発明に係る第6の発明は、
圧電薄基板と、
該圧電薄基板よりも小さい熱膨張係数を持つ支持基板と、
該支持基板の一方の主面上に形成された多結晶ダイヤモンド薄膜層を具備する表面弾性波素子用複合基板の製造方法において、
上記圧電薄基板形成用の圧電基板における一方の主面から該圧電基板内に水素イオンを注入して、該圧電基板における水素イオンが注入された側の上記主面から所定深さの領域にイオン注入層を形成する工程と、
上記支持基板の一方の主面上に多結晶ダイヤモンド薄膜層を形成する工程と、
支持基板上に形成された上記多結晶ダイヤモンド薄膜層と、上記圧電基板における水素イオンが注入された側の主面を表面活性化常温接合法により直接接合して接合体を形成する工程と、
上記接合体を熱処理し、上記圧電基板のイオン注入層を剥離面にして上記接合体から圧電基板本体を剥離し、厚さが100nm以上1000nm未満の上記圧電薄基板を形成する工程と、
上記圧電基板本体が剥離された接合体における圧電薄基板の表面を研磨する工程、
を具備することを特徴とし、
第7の発明は、
第6の発明に記載の表面弾性波素子用複合基板の製造方法であって、
上記支持基板上に形成された多結晶ダイヤモンド薄膜層と上記圧電基板における水素イオンが注入された側の主面を表面活性化常温接合法により直接接合して接合体を形成する工程において、
金属薄膜を介して、上記多結晶ダイヤモンド薄膜層と上記圧電基板における水素イオンが注入された側の主面を直接接合することを特徴とし、
第8の発明は、
第6の発明に記載の表面弾性波素子用複合基板の製造方法であって、
上記支持基板の一方の主面上に多結晶ダイヤモンド薄膜層を形成する工程において、
上記多結晶ダイヤモンド薄膜層をマイクロ波プラズマCVD法により成膜することを特徴とし、
第9の発明は、
第6の発明または第8の発明に記載の表面弾性波素子用複合基板の製造方法において、
上記支持基板の一方の主面上に形成された多結晶ダイヤモンド薄膜層表面を研磨することを特徴とし、
第10の発明は、
第6の発明に記載の表面弾性波素子用複合基板の製造方法であって、
上記圧電基板本体が剥離された接合体における圧電薄基板の表面を研磨する工程において、
研磨前の圧電薄基板より薄くなるまで、および/または、研磨前の圧電薄基板より表面が平坦になるまで研磨することを特徴とするものである。
圧電薄基板と、
該圧電薄基板よりも小さい熱膨張係数を持つ支持基板と、
該支持基板の一方の主面上に形成された多結晶ダイヤモンド薄膜層を具備する表面弾性波素子用複合基板の製造方法において、
上記圧電薄基板形成用の圧電基板における一方の主面から該圧電基板内に水素イオンを注入して、該圧電基板における水素イオンが注入された側の上記主面から所定深さの領域にイオン注入層を形成する工程と、
上記支持基板の一方の主面上に多結晶ダイヤモンド薄膜層を形成する工程と、
支持基板上に形成された上記多結晶ダイヤモンド薄膜層と、上記圧電基板における水素イオンが注入された側の主面を表面活性化常温接合法により直接接合して接合体を形成する工程と、
上記接合体を熱処理し、上記圧電基板のイオン注入層を剥離面にして上記接合体から圧電基板本体を剥離し、厚さが100nm以上1000nm未満の上記圧電薄基板を形成する工程と、
上記圧電基板本体が剥離された接合体における圧電薄基板の表面を研磨する工程、
を具備することを特徴とし、
第7の発明は、
第6の発明に記載の表面弾性波素子用複合基板の製造方法であって、
上記支持基板上に形成された多結晶ダイヤモンド薄膜層と上記圧電基板における水素イオンが注入された側の主面を表面活性化常温接合法により直接接合して接合体を形成する工程において、
金属薄膜を介して、上記多結晶ダイヤモンド薄膜層と上記圧電基板における水素イオンが注入された側の主面を直接接合することを特徴とし、
第8の発明は、
第6の発明に記載の表面弾性波素子用複合基板の製造方法であって、
上記支持基板の一方の主面上に多結晶ダイヤモンド薄膜層を形成する工程において、
上記多結晶ダイヤモンド薄膜層をマイクロ波プラズマCVD法により成膜することを特徴とし、
第9の発明は、
第6の発明または第8の発明に記載の表面弾性波素子用複合基板の製造方法において、
上記支持基板の一方の主面上に形成された多結晶ダイヤモンド薄膜層表面を研磨することを特徴とし、
第10の発明は、
第6の発明に記載の表面弾性波素子用複合基板の製造方法であって、
上記圧電基板本体が剥離された接合体における圧電薄基板の表面を研磨する工程において、
研磨前の圧電薄基板より薄くなるまで、および/または、研磨前の圧電薄基板より表面が平坦になるまで研磨することを特徴とするものである。
また、第11の発明は、
第6の発明に記載の表面弾性波素子用複合基板の製造方法であって、
上記支持基板上に形成された多結晶ダイヤモンド薄膜層と上記圧電基板における水素イオンが注入された側の主面を表面活性化常温接合法により直接接合して接合体を形成する工程において、
接合前の上記多結晶ダイヤモンド薄膜層と圧電基板の各接合面を洗浄し、各接合面へイオンビームを照射して残留不純物を除去し活性化した後、真空中、常温で直接接合することを特徴とし、
第12の発明は、
第7の発明に記載の表面弾性波素子用複合基板の製造方法であって、
上記金属薄膜を介して、多結晶ダイヤモンド薄膜層と圧電基板における水素イオンが注入された側の主面を直接接合する工程において、
接合前の上記多結晶ダイヤモンド薄膜層と圧電基板の各接合面を洗浄し、各接合面へイオンビームを照射して残留不純物を除去し、かつ、多結晶ダイヤモンド薄膜層と圧電基板の少なくとも一方の接合面上に金属薄膜を成膜した後、真空中、常温で直接接合することを特徴とし、
第13の発明は、
第12の発明に記載の表面弾性波素子用複合基板の製造方法において、
上記金属薄膜が、膜厚5〜10nmのチタン膜またはクロム膜であることを特徴とするものである。
第6の発明に記載の表面弾性波素子用複合基板の製造方法であって、
上記支持基板上に形成された多結晶ダイヤモンド薄膜層と上記圧電基板における水素イオンが注入された側の主面を表面活性化常温接合法により直接接合して接合体を形成する工程において、
接合前の上記多結晶ダイヤモンド薄膜層と圧電基板の各接合面を洗浄し、各接合面へイオンビームを照射して残留不純物を除去し活性化した後、真空中、常温で直接接合することを特徴とし、
第12の発明は、
第7の発明に記載の表面弾性波素子用複合基板の製造方法であって、
上記金属薄膜を介して、多結晶ダイヤモンド薄膜層と圧電基板における水素イオンが注入された側の主面を直接接合する工程において、
接合前の上記多結晶ダイヤモンド薄膜層と圧電基板の各接合面を洗浄し、各接合面へイオンビームを照射して残留不純物を除去し、かつ、多結晶ダイヤモンド薄膜層と圧電基板の少なくとも一方の接合面上に金属薄膜を成膜した後、真空中、常温で直接接合することを特徴とし、
第13の発明は、
第12の発明に記載の表面弾性波素子用複合基板の製造方法において、
上記金属薄膜が、膜厚5〜10nmのチタン膜またはクロム膜であることを特徴とするものである。
本発明に係る表面弾性波素子用複合基板は、
圧電薄基板と、該圧電薄基板よりも小さい熱膨張係数を持つ支持基板と、該支持基板の一方の主面上に形成された多結晶ダイヤモンド薄膜層を具備し、
上記多結晶ダイヤモンド薄膜層と圧電薄基板が直接接合され、かつ、該圧電薄基板の厚さが100nm以上1000nm未満であることを特徴とする。
圧電薄基板と、該圧電薄基板よりも小さい熱膨張係数を持つ支持基板と、該支持基板の一方の主面上に形成された多結晶ダイヤモンド薄膜層を具備し、
上記多結晶ダイヤモンド薄膜層と圧電薄基板が直接接合され、かつ、該圧電薄基板の厚さが100nm以上1000nm未満であることを特徴とする。
そして、本発明に係る表面弾性波素子用複合基板を用いた表面弾性波素子においては、圧電薄基板よりも小さい熱膨張係数を持つ支持基板の一方の主面上に形成された多結晶ダイヤモンド薄膜層と直接接合された圧電薄基板の厚さが100nm以上1000nm未満と極めて薄いため、該圧電薄基板が多結晶ダイヤモンド薄膜層の影響を顕著に受けて多結晶ダイヤモンド薄膜層の硬度に限りなく近づき、かつ、多結晶ダイヤモンド薄膜層を表面弾性波が伝搬することになるため従前より高い伝搬速度を実現することが可能となる。
また、本発明に係る表面弾性波素子用複合基板を用いた表面弾性波素子においては、圧電薄基板よりも小さい熱膨張係数を持つ支持基板が適用され、該支持基板の一方の主面上に形成された多結晶ダイヤモンド薄膜層と直接接合された上記圧電薄基板が多結晶ダイヤモンド薄膜層の影響を顕著に受けて多結晶ダイヤモンド薄膜層の硬度に限りなく近づくため、温度変化により周波数特性がシフト(変動)することがなく、従前より良好な周波数温度特性を具備させることが可能となる。
更に、本発明に係る表面弾性波素子用複合基板は、
バルク結晶で構成された圧電薄基板形成用の圧電基板と、該圧電基板よりも小さい熱膨張係数を持つ支持基板の一方の主面上に形成された多結晶ダイヤモンド薄膜層とを常温接合し、かつ、上記圧電基板を「イオン注入法」により薄膜化して圧電薄基板とし得られている。
バルク結晶で構成された圧電薄基板形成用の圧電基板と、該圧電基板よりも小さい熱膨張係数を持つ支持基板の一方の主面上に形成された多結晶ダイヤモンド薄膜層とを常温接合し、かつ、上記圧電基板を「イオン注入法」により薄膜化して圧電薄基板とし得られている。
そして、バルク結晶で構成された圧電薄基板はダイヤモンド薄膜上にCVDやスパッタリング等で成膜した特許文献1〜2の圧電体層に較べ膜質が良好で、かつ、圧電薄基板と多結晶ダイヤモンド薄膜層は常温接合されることから特許文献5に記載されている圧電基板の破壊や圧電体特性の劣化が起こることもない。
以下、本発明の第一実施形態および第二実施形態に係る表面弾性波素子用複合基板とその製造方法について詳細に説明する。
1.表面弾性波素子用複合基板
(A)本発明の第一実施形態に係る表面弾性波素子用複合基板
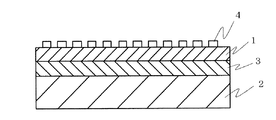
本発明の第一実施形態に係る表面弾性波素子用複合基板は、図1に示すように、圧電薄基板1と、該圧電薄基板1よりも小さい熱膨張係数を持つ支持基板2と、該支持基板2の一方の主面上に形成された多結晶ダイヤモンド薄膜層3を具備し、上記多結晶ダイヤモンド薄膜層3と圧電薄基板1が直接接合され、かつ、該圧電薄基板1の厚さが100nm以上1000nm未満であることを特徴とし、また、第一実施形態に係る表面弾性波素子用複合基板を用いて構成される表面弾性波素子は、上記圧電薄基板1の非接合面に櫛歯状電極4が形成されて成るものである。
(A)本発明の第一実施形態に係る表面弾性波素子用複合基板
本発明の第一実施形態に係る表面弾性波素子用複合基板は、図1に示すように、圧電薄基板1と、該圧電薄基板1よりも小さい熱膨張係数を持つ支持基板2と、該支持基板2の一方の主面上に形成された多結晶ダイヤモンド薄膜層3を具備し、上記多結晶ダイヤモンド薄膜層3と圧電薄基板1が直接接合され、かつ、該圧電薄基板1の厚さが100nm以上1000nm未満であることを特徴とし、また、第一実施形態に係る表面弾性波素子用複合基板を用いて構成される表面弾性波素子は、上記圧電薄基板1の非接合面に櫛歯状電極4が形成されて成るものである。
(B)本発明の第二実施形態に係る表面弾性波素子用複合基板
本発明の第二実施形態に係る表面弾性波素子用複合基板は、図2に示すように、圧電薄基板1と、該圧電薄基板1よりも小さい熱膨張係数を持つ支持基板2と、該支持基板2の一方の主面上に形成された多結晶ダイヤモンド薄膜層3を具備し、上記多結晶ダイヤモンド薄膜層3と圧電薄基板1が金属薄膜5を介し直接接合され、かつ、該圧電薄基板1の厚さが100nm以上1000nm未満であることを特徴とし、また、第二実施形態に係る表面弾性波素子用複合基板を用いて構成される表面弾性波素子は、上記圧電薄基板1の非接合面に櫛歯状電極4が形成されて成るものである。
本発明の第二実施形態に係る表面弾性波素子用複合基板は、図2に示すように、圧電薄基板1と、該圧電薄基板1よりも小さい熱膨張係数を持つ支持基板2と、該支持基板2の一方の主面上に形成された多結晶ダイヤモンド薄膜層3を具備し、上記多結晶ダイヤモンド薄膜層3と圧電薄基板1が金属薄膜5を介し直接接合され、かつ、該圧電薄基板1の厚さが100nm以上1000nm未満であることを特徴とし、また、第二実施形態に係る表面弾性波素子用複合基板を用いて構成される表面弾性波素子は、上記圧電薄基板1の非接合面に櫛歯状電極4が形成されて成るものである。
以下、(1)圧電薄基板、(2)支持基板、(3)多結晶ダイヤモンド薄膜層、(4)金属薄膜、および、(5)表面弾性波素子用複合基板、(6)表面弾性波素子の順に説明する。
(1)圧電薄基板
本発明に係る圧電薄基板は弾性波が伝搬可能な基板であり、本発明に係る表面弾性波素子用複合基板に用いられる圧電薄基板としては、タンタル酸リチウム、ニオブ酸リチウム、ニオブ酸リチウム−タンタル酸リチウム固溶体単結晶、水晶、ホウ酸リチウム、酸化亜鉛、窒化アルミニウム、ランガサイト、ランガテイトから選択される1種以上のバルク結晶であることが好ましく、タンタル酸リチウムまたはニオブ酸リチウムがより好ましい。タンタル酸リチウムやニオブ酸リチウムは表面弾性波の伝搬速度が速く、電気機械結合係数が大きいため高周波数かつ広帯域周波数の表面弾性波デバイス用として適しているからである。圧電薄基板1は、支持基板2の一方の主面上に形成された多結晶ダイヤモンド薄膜層3と直接接合されて第一実施形態に係る表面弾性波素子用複合基板を構成する。
本発明に係る圧電薄基板は弾性波が伝搬可能な基板であり、本発明に係る表面弾性波素子用複合基板に用いられる圧電薄基板としては、タンタル酸リチウム、ニオブ酸リチウム、ニオブ酸リチウム−タンタル酸リチウム固溶体単結晶、水晶、ホウ酸リチウム、酸化亜鉛、窒化アルミニウム、ランガサイト、ランガテイトから選択される1種以上のバルク結晶であることが好ましく、タンタル酸リチウムまたはニオブ酸リチウムがより好ましい。タンタル酸リチウムやニオブ酸リチウムは表面弾性波の伝搬速度が速く、電気機械結合係数が大きいため高周波数かつ広帯域周波数の表面弾性波デバイス用として適しているからである。圧電薄基板1は、支持基板2の一方の主面上に形成された多結晶ダイヤモンド薄膜層3と直接接合されて第一実施形態に係る表面弾性波素子用複合基板を構成する。
ところで、上記圧電薄基板1は、圧電薄基板形成用の圧電基板を「イオン注入法」により薄膜化して厚さが100nm以上1000nm未満の薄膜として形成される。
すなわち、圧電薄基板形成用の圧電基板における一方の主面から該圧電基板内に水素イオンを注入して該圧電基板の水素イオンが注入された側の上記主面から所定深さの領域にイオン注入層を形成し、該圧電基板の水素イオンが注入された側の主面と支持基板上に形成された多結晶ダイヤモンド薄膜層とを表面活性化常温接合法により直接接合して接合体を形成し、次いで、該接合体を熱処理し、上記圧電基板のイオン注入層を剥離面にして接合体から圧電基板本体を剥離することにより、厚さ100nm以上1000nm未満に薄膜化された圧電薄基板1が形成される。
上記圧電薄基板形成用圧電基板の大きさは特に限定されないが、直径50〜200mm程度の圧電基板が例示される。また、圧電薄基板形成用圧電基板の厚さは、該圧電基板の水素イオンが注入された側の主面を、支持基板上に形成された多結晶ダイヤモンド薄膜層と直接接合する際の作業性を考慮して適宜設定される。尚、上記接合体から剥離された圧電薄基板形成用圧電基板本体の再利用を考慮して圧電薄基板形成用圧電基板の厚さを設定してもよい。
(2)支持基板
本発明に係る表面弾性波素子用複合基板に用いられる支持基板2としては、圧電薄基板1よりも熱膨張係数が小さい材料で構成されることを要する。支持基板2として圧電薄基板1よりも熱膨張係数が小さい材料を用い、支持基板2と、該支持基板2の一方の主面上に形成された多結晶ダイヤモンド薄膜層3と、圧電薄基板1を備えた複合基板とすることで、温度変化したときの圧電薄基板1の伸縮が抑制されるため、複合基板をSAWデバイスとして用いた場合、周波数特性が温度変化によりシフト(変動)する課題を解消することが可能となる。
本発明に係る表面弾性波素子用複合基板に用いられる支持基板2としては、圧電薄基板1よりも熱膨張係数が小さい材料で構成されることを要する。支持基板2として圧電薄基板1よりも熱膨張係数が小さい材料を用い、支持基板2と、該支持基板2の一方の主面上に形成された多結晶ダイヤモンド薄膜層3と、圧電薄基板1を備えた複合基板とすることで、温度変化したときの圧電薄基板1の伸縮が抑制されるため、複合基板をSAWデバイスとして用いた場合、周波数特性が温度変化によりシフト(変動)する課題を解消することが可能となる。
支持基板2の材質として、シリコン、サファイア、窒化アルミニウム、窒化ケイ素、窒化タンタル、窒化チタン、窒化ジルコニウム、窒化バナジウム、酸化アルミニウム、酸化ジルコニウム、酸化ケイ素、酸化チタン、酸化ハフニウム、炭化ケイ素、炭化ホウ素、炭化タンタル、炭化チタン、炭化タングステン、炭化ジルコニウム、炭化バナジウム、ホウ化チタン、ホウ化ハフニウム、ホウ化ランタン、ホウ化ジルコニウム、ホウ化バナジウム、ホウ珪酸ガラス、および、石英ガラスから選択される1種であることが好ましい。硬度で見ると、安価で汎用的なソーダガラス基板は、ビッカース硬度が500〜600、シリコン基板は1040程度、サファイア基板は2300であり、サファイア基板の方が好ましい。しかし、ガラス基板やシリコン基板は安価で大量に生産されており、コスト的にも安価であるため、総合的に見ると、支持基板2としてシリコン基板が好ましい。
また、窒化アルミニウム、窒化ケイ素、窒化タンタル、窒化チタン、窒化ジルコニウム、窒化バナジウム、酸化アルミニウム、酸化ジルコニウム、酸化ケイ素、酸化チタン、酸化ハフニウム、炭化ケイ素、炭化ホウ素、炭化タンタル、炭化チタン、炭化タングステン、炭化ジルコニウム、炭化バナジウム、ホウ化チタン、ホウ化ハフニウム、ホウ化ランタン、ホウ化ジルコニウム、ホウ化バナジウムといった材料であれば、例えば、放電プラズマ焼結法(SPS:Spark Plasma Sintering)といった焼結法や化学気相蒸着法(CVD:Chemical Vapor Deposition)により多結晶基板を得ることができる。上記多結晶基板は、単結晶基板に較べて安価で大量に生産することが可能であり、硬度で見ても炭化ケイ素(SiC)は2500、炭化ホウ素(B4C)は2750と硬く、多結晶炭化ケイ素基板、多結晶炭化ホウ素基板も好ましい材料である。
支持基板2上には多結晶ダイヤモンド薄膜層3を形成するため、接合を考えると格子定数が近い方が望ましい。格子定数はダイヤモンドが0.357nm、シリコンが0.543nm、炭化ケイ素が0.436nmであり、ダイヤモンドと接合させるには炭化ケイ素の方が好ましい。
そこで、安価なシリコン基板、多結晶炭化ケイ素基板、多結晶炭化ホウ素基板を使用し、この支持基板上に高い硬度を有する多結晶ダイヤモンド薄膜層を成膜することで支持基板の硬度を高め、多結晶ダイヤモンド薄膜層3と圧電薄基板1とを直接接合することで、得られる複合基板は、圧電薄基板単独よりも速い伝搬速度が得られる。更に、熱膨張係数は、シリコン基板が3.9×10-6/K、多結晶炭化ケイ素基板が3.7×10-6/K、多結晶炭化ホウ素基板が2.3×10-6/Kとタンタル酸リチウム等の圧電薄基板に較べて大変小さく、SAWデバイスの周波数特性の温度変化を抑制することが可能となる。
支持基板2の大きさは、例えば、直径が50〜200mm、厚さが200〜1200μmのものが好適に用いられる。
(3)多結晶ダイヤモンド薄膜層
本発明に係る表面弾性波素子用複合基板においては、上記支持基板2の一方の主面上に多結晶ダイヤモンド薄膜層3が形成される。更に、イオン注入層が形成された圧電薄基板形成用圧電基板と上記多結晶ダイヤモンド薄膜層3を表面活性化常温接合法により直接接合して接合体を形成し、この接合体を熱処理し、圧電薄基板形成用圧電基板内に形成されたイオン注入層を剥離面にして上記接合体から圧電薄基板形成用圧電基板の本体を剥離し、厚さ100nm以上1000nm未満に薄膜化された圧電薄基板1が形成される。その後、上記圧電薄基板1に形成された一対の櫛歯状電極4を用いて電圧を印加することにより、表面弾性波が励起され、この表面弾性波は多結晶ダイヤモンド薄膜層3を伝搬され、別の一対の櫛歯状電極で再び圧電薄基板1によって電気信号に変換される。ダイヤモンド層は物質中最高の音の伝搬速度を有する材料であり、圧電薄基板を接合して一体化されても伝搬速度10000m/s以上を実現させることができ、本発明に係る複合基板は高周波表面弾性波素子に使用することができる。
本発明に係る表面弾性波素子用複合基板においては、上記支持基板2の一方の主面上に多結晶ダイヤモンド薄膜層3が形成される。更に、イオン注入層が形成された圧電薄基板形成用圧電基板と上記多結晶ダイヤモンド薄膜層3を表面活性化常温接合法により直接接合して接合体を形成し、この接合体を熱処理し、圧電薄基板形成用圧電基板内に形成されたイオン注入層を剥離面にして上記接合体から圧電薄基板形成用圧電基板の本体を剥離し、厚さ100nm以上1000nm未満に薄膜化された圧電薄基板1が形成される。その後、上記圧電薄基板1に形成された一対の櫛歯状電極4を用いて電圧を印加することにより、表面弾性波が励起され、この表面弾性波は多結晶ダイヤモンド薄膜層3を伝搬され、別の一対の櫛歯状電極で再び圧電薄基板1によって電気信号に変換される。ダイヤモンド層は物質中最高の音の伝搬速度を有する材料であり、圧電薄基板を接合して一体化されても伝搬速度10000m/s以上を実現させることができ、本発明に係る複合基板は高周波表面弾性波素子に使用することができる。
上記多結晶ダイヤモンド薄膜層3の形成には、マイクロ波プラズマCVD法を用いて支持基板2上に成膜することが好ましい。ダイヤモンド層は、炭化水素等を原料ガスとする気相合成法、例えば、電子放射材を加熱して原料ガスを活性化する方法、プラズマにより原料ガスを励起する方法、光によりガスを分解励起する方法、イオン衝撃により原料ガスから多結晶ダイヤモンドを成長させる方法等により形成できるが、本発明に係る多結晶ダイヤモンド薄膜層3は、上記成膜方法の中でもマイクロ波プラズマCVD法を用いて成膜することが好ましい。マイクロ波プラズマCVD法は、マイクロ波(通常は2.45GHzの周波数が使用される)を使用した無電極放電による合成法である。マイクロ波プラズマCVD法は、1.3〜8.0kPa程度の圧力範囲でマイクロ波だけによるプラズマを使用した成膜方法である。マイクロ波プラズマCVD法は、プラズマにより原料ガスを励起する方法で、熱CVD法等と比較して低い温度でより緻密な薄膜を形成することができ、エネルギーが高いので他のCVD法より成膜速度が速く、熱によるダメージを抑制でき、積層膜間での相互拡散を抑制できる等の利点を有している。
尚、マイクロ波プラズマCVD法の1種である有磁場マイクロ波CVD法は、プラズマと磁場の相互作用を利用して圧力が低くても安定した高密度プラズマを作ることを可能とし、マイクロ波プラズマCVD法よりも更に低圧力(1.3〜133Pa)領域で電子のサイクロトロン共鳴(ECR:Electron Cyclotron Resonance)による強いプラズマ状態を用いたものである。そして、低圧力プラズマであることから、均一な多結晶ダイヤモンド薄膜を大面積で成膜することができ、本発明に係る多結晶ダイヤモンド薄膜層を成膜するのに好適である。
多結晶ダイヤモンド薄膜層3の膜厚は、支持基板2上に約5μm程度とすることが好ましい。この理由は、成膜された多結晶ダイヤモンド薄膜層3表面には凹凸が存在しており、圧電薄基板形成用の圧電基板と直接接合する前に、接合面を研磨して平滑化する必要があるからである。接合面に凹凸が存在していると、原子レベルで完全に接合されずに浮きを生ずる可能性があるためである。例えば、上記膜厚(約5μm程度)であれば、約3μm程度まで研磨し、表面粗さRa0.5nm以下、好ましくは0.3nm以下、より好ましくは0.2nm〜0.3nmにすることが望ましい。
(4)金属薄膜
本発明の第一実施形態に係る表面弾性波素子用複合基板においては、支持基板2の一方の主面上に形成された多結晶ダイヤモンド薄膜層3と圧電薄基板1が直接接合されている。イオン注入層が形成された圧電薄基板形成用の圧電基板と上記多結晶ダイヤモンド薄膜層3を直接接合するには、接合前の多結晶ダイヤモンド薄膜層3と圧電薄基板形成用の圧電基板の各接合面を洗浄し、洗浄した多結晶ダイヤモンド薄膜層3と該圧電基板を真空容器内に配置し、超高真空中で各接合面へイオンビームを照射して残留不純物を除去すると共に各接合面を活性化し、その後、適度な荷重を加えて接合させることにより接合界面は原子拡散が進み、アモルファス化し、原子レベルで直接接合させることができる。上記接合は常温・無電圧で行うことが好ましい。
本発明の第一実施形態に係る表面弾性波素子用複合基板においては、支持基板2の一方の主面上に形成された多結晶ダイヤモンド薄膜層3と圧電薄基板1が直接接合されている。イオン注入層が形成された圧電薄基板形成用の圧電基板と上記多結晶ダイヤモンド薄膜層3を直接接合するには、接合前の多結晶ダイヤモンド薄膜層3と圧電薄基板形成用の圧電基板の各接合面を洗浄し、洗浄した多結晶ダイヤモンド薄膜層3と該圧電基板を真空容器内に配置し、超高真空中で各接合面へイオンビームを照射して残留不純物を除去すると共に各接合面を活性化し、その後、適度な荷重を加えて接合させることにより接合界面は原子拡散が進み、アモルファス化し、原子レベルで直接接合させることができる。上記接合は常温・無電圧で行うことが好ましい。
本発明の第二実施形態に係る表面弾性波素子用複合基板においては、支持基板2の一方の主面上に形成された多結晶ダイヤモンド薄膜層3と圧電薄基板1が金属薄膜5を介し直接接合されている。
イオン注入層を形成した圧電薄基板形成用の圧電基板と上記多結晶ダイヤモンド薄膜層3が金属薄膜5を介し直接接合されるには、接合前の多結晶ダイヤモンド薄膜層3と圧電薄基板形成用の圧電基板の各接合面を洗浄し、洗浄した多結晶ダイヤモンド薄膜層3と該圧電基板を真空容器内に配置し、超高真空中で各接合面へイオンビームを照射して残留不純物を除去すると共に各接合面を活性化し、その後、スパッタリング等の成膜法で多結晶ダイヤモンド薄膜層3と該圧電基板の少なくとも一方の接合面に金属薄膜5を成膜し、該金属薄膜の大きな原子拡散を利用して、常温・無加圧・無電圧で直接接合させることが可能となる。上記多結晶ダイヤモンド薄膜層3と圧電薄基板形成用圧電基板の界面に金属薄膜5が存在し、金属薄膜5の原子拡散により接合させることができる。
上記金属薄膜5としては、クロムやチタン等酸素と結合する力が強くかつ拡散係数が高い薄膜が好ましい。また、金属薄膜5の膜厚は5〜10nmが好ましい。膜厚が5nm未満と薄過ぎる場合、不連続な膜となり拡散が不連続となる。一方、膜厚が10nmを超えて厚過ぎる場合、拡散する前に連続膜が形成され多結晶ダイヤモンド薄膜層3と圧電薄基板形成用圧電基板との間に膜として介在し、拡散層として機能しなくなる可能性がある。上記金属薄膜5が存在することで、両接合面における表面粗さは、金属薄膜5が介在しないときよりも粗くてよく、研磨コストを低下させるメリットがある。
(5)表面弾性波素子用複合基板
支持基板2の一方の主面上に形成された多結晶ダイヤモンド薄膜層3と圧電薄基板1が直接接合された第一実施形態に係る表面弾性波素子用複合基板、および、支持基板2の一方の主面上に形成された多結晶ダイヤモンド薄膜層3と圧電薄基板1が金属薄膜5を介し直接接合された第二実施形態に係る表面弾性波素子用複合基板において、各複合基板の圧電薄基板1は、圧電薄基板形成用の圧電基板を「イオン注入法」により薄膜化して厚さが100nm以上1000nm未満の薄膜として形成されている。すなわち、圧電薄基板形成用の圧電基板における一方の主面から該圧電基板内に水素イオンを注入して該圧電基板の水素イオンが注入された側の上記主面から所定深さの領域にイオン注入層を形成し、該圧電基板の水素イオンが注入された側の主面と支持基板上に形成された多結晶ダイヤモンド薄膜層とを直接接合して接合体を形成した後、該接合体を熱処理し、上記圧電基板のイオン注入層を剥離面にして接合体から圧電基板本体を剥離することで厚さ100nm以上1000nm未満に薄膜化された圧電薄基板1が形成されている。
支持基板2の一方の主面上に形成された多結晶ダイヤモンド薄膜層3と圧電薄基板1が直接接合された第一実施形態に係る表面弾性波素子用複合基板、および、支持基板2の一方の主面上に形成された多結晶ダイヤモンド薄膜層3と圧電薄基板1が金属薄膜5を介し直接接合された第二実施形態に係る表面弾性波素子用複合基板において、各複合基板の圧電薄基板1は、圧電薄基板形成用の圧電基板を「イオン注入法」により薄膜化して厚さが100nm以上1000nm未満の薄膜として形成されている。すなわち、圧電薄基板形成用の圧電基板における一方の主面から該圧電基板内に水素イオンを注入して該圧電基板の水素イオンが注入された側の上記主面から所定深さの領域にイオン注入層を形成し、該圧電基板の水素イオンが注入された側の主面と支持基板上に形成された多結晶ダイヤモンド薄膜層とを直接接合して接合体を形成した後、該接合体を熱処理し、上記圧電基板のイオン注入層を剥離面にして接合体から圧電基板本体を剥離することで厚さ100nm以上1000nm未満に薄膜化された圧電薄基板1が形成されている。
尚、圧電薄基板形成用の圧電基板本体を剥離したとき、該圧電薄基板1表面には多少の凹凸や粗さが存在する。このため、「イオン注入法」で薄膜化された圧電薄基板1の非接合面について、研磨前の当該圧電薄基板より薄くなるまで、および/または、研磨前の当該圧電薄基板より表面が平坦になるまで研磨することができる。
また、多結晶ダイヤモンド薄膜層3が形成された支持基板2の合計厚(多結晶ダイヤモンド薄膜層厚さ+支持基板厚さ)よりも圧電薄基板1の厚さを十分に薄くすることで、多結晶ダイヤモンド薄膜層3が形成された支持基板2と圧電薄基板1の熱膨張係数の違いに起因する複合基板の反る力が減少して複合基板は平行を保てると共に、複合基板として多結晶ダイヤモンド薄膜層3の硬度に限りなく近づいた状態が得られる。
そして、多結晶ダイヤモンド薄膜層3が形成された支持基板2の合計厚(多結晶ダイヤモンド薄膜層厚さ+支持基板厚さ)と圧電薄基板1の厚さの比率については、(多結晶ダイヤモンド薄膜層厚さ+支持基板厚さ)に対し圧電薄基板1の厚さが1/10以下であることが好ましく、更に好ましくは1/20以下がよい。上記膜厚の違いがあれば、周囲温度が120℃程度になっても熱膨張の違いに起因する複合基板の反りは抑制される。
表面弾性波素子用複合基板において、上記「イオン注入法」で薄膜化された圧電薄基板1の厚さは100nm以上1000nm未満であることを要する。圧電薄基板1の厚さが厚くなると圧電薄基板(例えばタンタル酸リチウム)の特性が出てしまうため、表面弾性波素子を構成した場合、圧電薄基板の熱膨張が優勢になって表面弾性波素子用電極の伸縮が大きくなり、表面弾性波素子の周波数温度特性が低下すると共に、複合基板としての硬度が低下して伝搬速度も低下するからである。
(6)表面弾性波素子
本発明に係る表面弾性波素子用複合基板を用いた表面弾性波素子は、図1〜2に示すように複合基板における圧電薄基板1の表面に表面弾性波素子用電極(櫛歯状電極)4が形成されて成るものである。上記圧電薄基板1の表面は、多数の表面弾性波デバイスが形成されるように区画されており、各表面弾性波デバイスに対応する位置に弾性波デバイス用の一対の櫛歯状電極(IDT電極)がフォトリソグラフィ技術を利用して形成される。
本発明に係る表面弾性波素子用複合基板を用いた表面弾性波素子は、図1〜2に示すように複合基板における圧電薄基板1の表面に表面弾性波素子用電極(櫛歯状電極)4が形成されて成るものである。上記圧電薄基板1の表面は、多数の表面弾性波デバイスが形成されるように区画されており、各表面弾性波デバイスに対応する位置に弾性波デバイス用の一対の櫛歯状電極(IDT電極)がフォトリソグラフィ技術を利用して形成される。
最後に、区画に沿ってダイシングすることにより、多数のSAWデバイスを得ることができる。得られたSAWデバイスは、入力側のIDT電極に高周波信号を印加すると、電極間に電界が発生し、表面弾性波が励振されて圧電基板上を伝搬していく。そして、伝搬方向に設けられた出力側のIDT電極から、伝搬された表面弾性波を電気信号として取り出すことができる。
2.表面弾性波素子用複合基板の製造方法
(1)本発明の第一実施形態に係る表面弾性波素子用複合基板の製造方法
圧電薄基板1と、該圧電薄基板1よりも小さい熱膨張係数を持つ支持基板2と、該支持基板2の一方の主面上に形成された多結晶ダイヤモンド薄膜層3を具備し、多結晶ダイヤモンド薄膜層3と圧電薄基板1が直接接合されている第一実施形態に係る表面弾性波素子用複合基板の製造方法は、
上記圧電薄基板1形成用の圧電基板における一方の主面から該圧電基板内に水素イオンを注入して、該圧電基板における水素イオンが注入された側の上記主面から所定深さの領域にイオン注入層を形成する工程と、
上記支持基板2の一方の主面上に多結晶ダイヤモンド薄膜層3を形成する工程と、
支持基板2上に形成された上記多結晶ダイヤモンド薄膜層3と、上記圧電基板における水素イオンが注入された側の主面を表面活性化常温接合法により直接接合して接合体を形成する工程と、
上記接合体を熱処理し、上記圧電基板のイオン注入層を剥離面にして上記接合体から圧電基板本体を剥離し、厚さが100nm以上1000nm未満の上記圧電薄基板1を形成する工程と、
上記圧電基板本体が剥離された接合体における圧電薄基板1の表面を研磨する工程、
を具備することを特徴としている。
(1)本発明の第一実施形態に係る表面弾性波素子用複合基板の製造方法
圧電薄基板1と、該圧電薄基板1よりも小さい熱膨張係数を持つ支持基板2と、該支持基板2の一方の主面上に形成された多結晶ダイヤモンド薄膜層3を具備し、多結晶ダイヤモンド薄膜層3と圧電薄基板1が直接接合されている第一実施形態に係る表面弾性波素子用複合基板の製造方法は、
上記圧電薄基板1形成用の圧電基板における一方の主面から該圧電基板内に水素イオンを注入して、該圧電基板における水素イオンが注入された側の上記主面から所定深さの領域にイオン注入層を形成する工程と、
上記支持基板2の一方の主面上に多結晶ダイヤモンド薄膜層3を形成する工程と、
支持基板2上に形成された上記多結晶ダイヤモンド薄膜層3と、上記圧電基板における水素イオンが注入された側の主面を表面活性化常温接合法により直接接合して接合体を形成する工程と、
上記接合体を熱処理し、上記圧電基板のイオン注入層を剥離面にして上記接合体から圧電基板本体を剥離し、厚さが100nm以上1000nm未満の上記圧電薄基板1を形成する工程と、
上記圧電基板本体が剥離された接合体における圧電薄基板1の表面を研磨する工程、
を具備することを特徴としている。
以下、各工程について説明する。
<a>圧電薄基板1形成用の圧電基板内にイオン注入層を形成する工程
多結晶ダイヤモンド薄膜層3と圧電薄基板1形成用の圧電基板を常温接合法により直接接合する前に、図3(A)に示すように、圧電薄基板形成用の圧電基板20における一方の主面から上記圧電基板20内に水素イオンを注入して、該圧電基板20における水素イオンが注入された側の上記主面から所定深さdの領域にイオン注入層21を形成する。
多結晶ダイヤモンド薄膜層3と圧電薄基板1形成用の圧電基板を常温接合法により直接接合する前に、図3(A)に示すように、圧電薄基板形成用の圧電基板20における一方の主面から上記圧電基板20内に水素イオンを注入して、該圧電基板20における水素イオンが注入された側の上記主面から所定深さdの領域にイオン注入層21を形成する。
次いで、図3(B)に示すように上記圧電基板20における水素イオンが注入された側の主面と、支持基板2の一方の主面上に形成された多結晶ダイヤモンド薄膜層3とを直接接合して圧電基板20と多結晶ダイヤモンド薄膜層3の接合体30を形成した後、該圧電基板20と多結晶ダイヤモンド薄膜層3の接合体30を熱処理し、圧電基板20のイオン注入層21を剥離面にして接合体30から圧電基板20本体を剥離することにより、図3(C)に示すように厚さ100nm以上1000nm未満の圧電薄基板1が形成されると共に、この圧電薄基板1と多結晶ダイヤモンド薄膜層3が直接接合された複合基板が得られる。
尚、圧電薄基板形成用圧電基板20の大きさは特に限定されないが、直径50〜200mm程度の圧電基板が例示される。また、圧電薄基板形成用圧電基板20の厚さについては、該圧電基板20の水素イオンが注入された側の主面を多結晶ダイヤモンド薄膜層3と直接接合する際の作業性、および、接合体30から剥離された圧電薄基板形成用圧電基板20本体の再利用性等を考慮して適宜設定される。
以下、イオン注入層の形成法について具体的に説明する。
水素イオンの注入条件としては、例えば、圧電薄基板形成用圧電基板としてLT基板を用いる場合、加速エネルギー150keV、1.0×1017atom/cm2程度のドーズ量により水素イオンの注入を行うことで、LT基板表面から深さ約1μmの位置に水素イオンが注入され、イオン注入層が形成される。尚、LT基板以外の圧電基板を用いてもよく、それぞれの基板に応じた条件でイオン注入を行うことができる。
水素イオンが注入される深さ(イオン注入層が形成される深さ)dは、イオン注入装置の加速エネルギーにより変わり、通常、10〜500keVでイオンが加速される。加速が10keV未満の場合、イオンが効率よく圧電薄基板形成用の圧電基板内に入り込めなくなる。また、加速が500keVを超えた場合、上記圧電基板が損傷される可能性があることと、注入イオンの深さ方向の分布が広がってイオン注入層を剥離面にして圧電基板本体が接合体からきれいに剥離されない可能性があり好ましくない。そして、水素イオンが注入される深さ(イオン注入層が形成される深さ)dは、下記理由から、100nm〜1000nmが望ましい。すなわち、圧電薄基板形成用圧電基板と多結晶ダイヤモンド薄膜層の接合体から上記圧電基板の本体を剥離して圧電薄基板を形成した後、該圧電薄基板の表面を研磨するが、研磨後の厚さを100nm未満とする場合、研磨コストが上昇することと、多結晶ダイヤモンド薄膜層/支持基板における表面平滑度の影響から圧電薄基板としての厚さが保持できなくなり、圧電薄基板の厚さを不連続にする可能性があるため好ましくない。他方、研磨後の厚さにおいても1000nmを超えた場合、複合基板の反りが増加し、周波数温度特性と伝搬速度が低下してしまうため好ましくない。従って、水素イオンが注入される深さdは100nm〜1000nmが望ましい。
<b>支持基板2の一方の主面上に多結晶ダイヤモンド薄膜層3を形成する工程
第一実施形態に係る表面弾性波素子用複合基板の製造方法は、前1.(2)に記載した圧電薄基板よりも小さい熱膨張係数を持つ支持基板2の一方の主面上に、前1.(3)に記載した多結晶ダイヤモンド薄膜層3を形成する。
第一実施形態に係る表面弾性波素子用複合基板の製造方法は、前1.(2)に記載した圧電薄基板よりも小さい熱膨張係数を持つ支持基板2の一方の主面上に、前1.(3)に記載した多結晶ダイヤモンド薄膜層3を形成する。
支持基板2としては、選択された圧電薄基板1と比較し、当該圧電薄基板1よりも小さい熱膨張係数を有していることが必要である。具体的には、支持基板2の材質として、シリコン、サファイア、窒化アルミニウム、窒化ケイ素、窒化タンタル、窒化チタン、窒化ジルコニウム、窒化バナジウム、酸化アルミニウム、酸化ジルコニウム、酸化ケイ素、酸化チタン、酸化ハフニウム、炭化ケイ素、炭化ホウ素、炭化タンタル、炭化チタン、炭化タングステン、炭化ジルコニウム、炭化バナジウム、ホウ化チタン、ホウ化ハフニウム、ホウ化ランタン、ホウ化ジルコニウム、ホウ化バナジウム、ホウ珪酸ガラス、石英ガラスから選択される1種であることが好ましい。更に、硬度や材料コストを加味すると、シリコン基板がより好ましい。シリコン基板を使用し、該シリコン基板上に高い硬度を有する多結晶ダイヤモンド薄膜層を成膜することで、支持基板としての硬度が高められ、多結晶ダイヤモンド薄膜層と圧電薄基板を直接接合することで、得られる表面弾性波素子用複合基板は圧電薄基板単独よりも速い伝搬速度が得られる。
上記多結晶ダイヤモンド薄膜層の成膜には、マイクロ波プラズマCVD法を用いることが好ましい。マイクロ波プラズマCVD法は、マイクロ波(通常は2.45GHzの周波数が使用される)を使用した無電極放電による合成法である。マイクロ波プラズマCVD法は、1.3〜8.0kPa程度の圧力範囲でマイクロ波だけによるプラズマを使用した成膜方法である。マイクロ波プラズマCVD法は、プラズマにより原料ガスを励起する方法で、熱CVD法等に比較して低い温度でより緻密な薄膜を形成することができ、他のCVD法より成膜速度が速く、熱によるダメージを抑制でき、積層膜間での相互拡散を抑制できる等の利点を有している。
尚、マイクロ波プラズマCVD法の1種である有磁場マイクロ波CVD法は、プラズマと磁場の相互作用を利用して圧力が低くても安定した高密度プラズマを作ることを可能とし、マイクロ波プラズマCVD法よりも更に低圧力(1.3〜133Pa)領域で電子のサイクロトロン共鳴(ECR)による強いプラズマ状態を用いたものである。そして、低圧力プラズマであることから、均一な多結晶ダイヤモンド薄膜を大面積で成膜することができ、本発明に係る多結晶ダイヤモンド薄膜層を成膜するのに好適である。
図4に、上記マイクロ波プラズマCVD装置の概略構成を示す。
マイクロ波プラズマCVD装置は、マグネトロン6、矩形導波管7、整合器8、プランジャー9、反応管10、サセプタ(基板ホルダー)11、排気用ポンプ12、パワーモニタ13等から構成されている。尚、図4中、符号14は反応ガスを示す。
マイクロ波プラズマCVD装置の反応管10内のサセプタ(基板ホルダー)11に本発明で用いる支持基板2を配置し、所定の反応ガスを導入して圧力を調整する。マグネトロン6で発生させたマイクロ波は矩形導波管7内を伝わりプランジャー9に達する。上記プランジャー9は矩形導波管7の長さを変える働きをし、この調整により反応管10に強い電界が設定されるように所定波を発生させ、反応管10内にプラズマPを発生させる。基板加熱は、一般に基板ホルダー11のマイクロ波による誘電加熱を利用する。反応管10には、マイクロ波の吸収が少なく、耐熱性が高い透明石英が用いられる。整合器8は反射波をゼロにして効率よくマイクロ波を反応管に送るためのものである。
成膜条件としては、反応圧力が1.3〜8.0kPa、反応ガスとしてはメタンガス(CH4)を用い、キャリアガスとしては水素ガス(H2)を用いるのが一般的であるが、CO/H2等他の種類のガスも使用することができる。H2ガスの割合は80%以上が好適であり、H2ガスの割合が低くなると、得られる多結晶ダイヤモンド薄膜層の非ダイヤモンド成分が増大して膜質が低下してしまう。
マイクロ波プラズマはエネルギーが高いので、他のCVD法に較べて成膜速度が速い。また、マイクロ波プラズマPが支持基板2付近に存在して高温になるため、基板ホルダー11の直接加熱等は必要としない。成膜時の基板温度は700〜800℃に調整することが好ましい。基板温度が低温であると、成膜される薄膜においてsp3C−C結合の比率が低下してしまい、ダイヤモンド構造が低下し硬度が低下してしまう。基板温度が高くなり過ぎると、基板への影響が大きくなり基板が変形する等の虞がある。
上記した成膜条件を調整して多結晶ダイヤモンド薄膜層3を支持基板2上に成膜する。上記多結晶ダイヤモンド薄膜層3の膜厚は支持基板2上に約5μm程度とすることが好ましい。この理由は、成膜された多結晶ダイヤモンド薄膜層3表面には凹凸が存在しており、圧電薄基板1形成用の圧電基板と直接接合する前に、接合面を研磨することが好ましいからである。凹凸が存在していると、原子レベルで完全に接合されず浮きを生ずる可能性がある。例えば、多結晶ダイヤモンド薄膜層3の膜厚が約5μm程度であれば、約3μm程度まで研磨して、表面粗さRa0.5nm以下、好ましくは0.3nm以下、より好ましくは0.2nm〜0.3nmにすることが望ましい。
多結晶ダイヤモンド薄膜層3表面を研磨する方法としては、例えば、ダイヤモンド電着ホイール若しくはダイヤモンド砥粒による直接研磨、または、高温で加熱した鉄若しくはニッケル等の金属による研磨(熱化学反応を用いた研磨)等が利用できる。
次工程で、支持基板2上に形成された多結晶ダイヤモンド薄膜層3と、イオン注入層が形成された圧電薄基板1形成用の圧電基板を表面活性化常温接合法により直接接合するため、上記圧電基板の接合面も凹凸が存在しないことが好ましく、表面粗さはRa0.5nm以下、好ましくは0.3nm以下、より好ましくは0.2nm〜0.3nmになっていることが望ましい。表面粗さを小さくする理由は、次工程で、上記多結晶ダイヤモンド薄膜層3とイオン注入層が形成された圧電薄基板1形成用の圧電基板を直接接合するには平滑性が重要なためだからである。凹凸があると原子レベルで完全に接合せず浮きが発生する可能性がある。
<c>支持基板2上に形成された多結晶ダイヤモンド薄膜層3と圧電薄基板1形成用の圧電基板を表面活性化常温接合法により直接接合して接合体を形成する工程
次に、上記支持基板2上に形成された多結晶ダイヤモンド薄膜層3と、イオン注入層が形成された圧電薄基板1形成用の圧電基板を表面活性化常温接合法により直接接合して接合体を形成する。
次に、上記支持基板2上に形成された多結晶ダイヤモンド薄膜層3と、イオン注入層が形成された圧電薄基板1形成用の圧電基板を表面活性化常温接合法により直接接合して接合体を形成する。
通常、多結晶ダイヤモンド薄膜層3と圧電薄基板1形成用の圧電基板とを接合するには、有機接着剤や無機接着剤、UV接着剤、熱拡散接合等が用いられる。しかし、各種接着剤は温度上昇に伴い軟化するため、複合基板をSAWデバイスに用いたときに圧電薄基板1上に形成されている櫛歯状電極4も圧電薄基板1と同時に動き、共振周波数が変化する可能性が高い。また、熱拡散で多結晶ダイヤモンド薄膜層3と圧電薄基板1形成用の圧電基板の接合を行うには1000℃以上の加熱が必要で、圧電基板のキュリー温度を超えるため圧電性が低下する問題がある。
この問題点を回避するには、常温で接合でき、原子レベルで接合する常温接合が望ましい。常温接合するには、支持基板2上に形成された多結晶ダイヤモンド薄膜層3の接合面と、イオン注入層が形成された圧電薄基板1形成用圧電基板の接合面を十分に洗浄し、洗浄した多結晶ダイヤモンド薄膜層3と圧電薄基板1形成用圧電基板を真空容器内に配置し、超高真空中で各接合面へイオン(アルゴン)ビームを照射して残留不純物を除去すると共に各接合面を活性化し、常温・無加圧・無電圧で接合する。多結晶ダイヤモンド薄膜層3の接合面と圧電薄基板1形成用圧電基板の接合面を洗浄した後、更に、当該各接合面にUV照射を行うことも好ましい。
<d>多結晶ダイヤモンド薄膜層3と圧電薄基板1形成用圧電基板との接合体を熱処理し、該接合体から上記圧電基板本体を剥離して厚さ100nm〜1000nm未満の圧電薄基板1を形成する工程
次に、支持基板2上に形成された多結晶ダイヤモンド薄膜層3とイオン注入層が形成された圧電薄基板1形成用圧電基板との接合体を熱処理し、上記圧電基板のイオン注入層を剥離面にして接合体から該圧電基板本体を剥離する。この処理により、多結晶ダイヤモンド薄膜層3と直接接合された圧電基板が薄膜化されて、厚さ100nm以上1000nm未満の圧電薄基板1が形成される。
次に、支持基板2上に形成された多結晶ダイヤモンド薄膜層3とイオン注入層が形成された圧電薄基板1形成用圧電基板との接合体を熱処理し、上記圧電基板のイオン注入層を剥離面にして接合体から該圧電基板本体を剥離する。この処理により、多結晶ダイヤモンド薄膜層3と直接接合された圧電基板が薄膜化されて、厚さ100nm以上1000nm未満の圧電薄基板1が形成される。
このとき、上記接合体を熱処理する温度は300〜500℃が望ましい。熱処理温度が300℃未満の場合、圧電薄基板1形成用圧電基板に形成されたイオン注入層の水素イオンの膨張が少ないため自然に剥離するのが難しくなる。また、熱処理温度が500℃を超えた場合、熱処理炉の加熱、冷却時間が延びてしまうことと、直接接合された多結晶ダイヤモンド薄膜層3と圧電薄基板1形成用圧電基板の熱膨張率の違いから反りが発生してしまう可能性がある。尚、特許文献8に記載された「減圧雰囲気下」の熱処理が採用された場合、大気圧下よりも低い温度での熱処理が可能となる。例えば、大気圧下では剥離可能温度が450℃付近であるのに対して、約5000Paまで減圧することにより剥離可能温度を350℃まで低下させることができる。更に、約0.1Paまで減圧することにより剥離可能温度を250℃まで低下させることができる。
「減圧雰囲気下」で剥離可能温度が低下する原因は下記理由が考えられる。
(d-1)「減圧雰囲気下」では、大気圧下に較べてイオン注入層の水素イオンが低温でガス化され易く、イオン注入層の圧力と圧電薄基板1形成用圧電基板外部の圧力との差が低温で大きくなり易いことにより、クラックの進展、剥離が助長されること。
(d-2)イオン注入層の水素イオンのガス化時に発生する応力に起因して、圧電薄基板1形成用圧電基板の焦電性によりイオン注入層近傍で電荷分布による放電が発生し、この放電の発生は大気圧下よりも減圧雰囲気下の方が起こり易いため、該放電によりイオン注入層近傍での結晶構造の破断が助長されること。
(d-1)「減圧雰囲気下」では、大気圧下に較べてイオン注入層の水素イオンが低温でガス化され易く、イオン注入層の圧力と圧電薄基板1形成用圧電基板外部の圧力との差が低温で大きくなり易いことにより、クラックの進展、剥離が助長されること。
(d-2)イオン注入層の水素イオンのガス化時に発生する応力に起因して、圧電薄基板1形成用圧電基板の焦電性によりイオン注入層近傍で電荷分布による放電が発生し、この放電の発生は大気圧下よりも減圧雰囲気下の方が起こり易いため、該放電によりイオン注入層近傍での結晶構造の破断が助長されること。
そして、熱処理条件を選択すれば、例えば、剥離可能温度を350℃まで低下させることが可能となり、圧電薄基板1形成用のLT単結晶基板やLN単結晶基板に対しては熱処理温度がキュリー温度以下となり、圧電基板の圧電性劣化を防止することができる。
また、熱処理温度が低くなることで、支持基板2、圧電薄基板1形成用圧電基板等の熱膨張係数が異なっていても加熱により発生する応力を抑制できるため、該応力による割れを防止できる。これにより、温度特性と耐電力性に優れているにも拘わらず、従前、利用できなかった熱膨張率を有する支持基板であっても利用することが可能となるため、支持基板の選択幅を広げられると共に、より安価なものを選択することもできる。
また、上記熱処理工程は、通常、急激な昇降温を行わず、徐々に昇温および降温を行なうことが望ましいが、「減圧雰囲気下」による低温処理を採用することにより、熱処理工程のスループットを速くすることが可能となる。この場合、減圧条件下で行う必要があるが、加熱の昇降温時間に較べ、減圧昇圧時間の方が短くなるため、結果的に従来よりも熱処理工程のスループットを速くすることが可能となり、生産性が向上する。
<e>圧電基板本体が剥離された接合体における圧電薄基板の表面を研磨する工程
圧電薄基板1形成用の圧電基板本体を剥離したとき、接合体側の該圧電薄基板1の剥離面には多少の凹凸や粗さが存在するため、「イオン注入法」で薄膜化された当該圧電薄基板1の剥離面(非接合面)について、研磨前の当該圧電薄基板より薄くなるまで、および/または、研磨前の当該圧電薄基板より表面が平坦になるまで研磨することが好ましい。圧電薄基板1の非接合面を研磨する際、片面鏡面研磨は、コロイダルシリカを用いたメカノケミカルポリッシュで鏡面粗度を数nmにすることができる。
圧電薄基板1形成用の圧電基板本体を剥離したとき、接合体側の該圧電薄基板1の剥離面には多少の凹凸や粗さが存在するため、「イオン注入法」で薄膜化された当該圧電薄基板1の剥離面(非接合面)について、研磨前の当該圧電薄基板より薄くなるまで、および/または、研磨前の当該圧電薄基板より表面が平坦になるまで研磨することが好ましい。圧電薄基板1の非接合面を研磨する際、片面鏡面研磨は、コロイダルシリカを用いたメカノケミカルポリッシュで鏡面粗度を数nmにすることができる。
そして、上記圧電薄基板1の厚さは100nm〜1000nm未満と極めて薄く、下地の多結晶ダイヤモンド薄膜層3とほぼ同じ硬さと見做せるため、表面を伝わる伝搬速度が向上する。また、圧電薄基板1/多結晶ダイヤモンド薄膜層3が支持基板(例えばシリコン基板)2に接合されているため熱膨張率も小さく、これにより温度変化による支持基板の伸縮がないため共振周波数の変化もごくわずかになる。
上記<a>〜<e>工程により、高周波数化と周波数温度特性が改善された第一実施形態に係る表面弾性波素子用複合基板を得ることができる。
(2)本発明の第二実施形態に係る表面弾性波素子用複合基板の製造方法
圧電薄基板1と、該圧電薄基板1よりも小さい熱膨張係数を持つ支持基板2と、該支持基板2の一方の主面上に形成された多結晶ダイヤモンド薄膜層3を具備し、多結晶ダイヤモンド薄膜層3と圧電薄基板1が金属薄膜5を介し直接接合されている第二実施形態に係る表面弾性波素子用複合基板の製造方法は、
上記圧電薄基板1形成用の圧電基板における一方の主面から該圧電基板内に水素イオンを注入して、該圧電基板における水素イオンが注入された側の上記主面から所定深さの領域にイオン注入層を形成する工程と、
上記支持基板2の一方の主面上に多結晶ダイヤモンド薄膜層3を形成する工程と、
金属薄膜5を介し、支持基板2上に形成された上記多結晶ダイヤモンド薄膜層3と、上記圧電基板における水素イオンが注入された側の主面を表面活性化常温接合法により直接接合して接合体を形成する工程と、
上記接合体を熱処理し、上記圧電基板のイオン注入層を剥離面にして上記接合体から圧電基板本体を剥離し、厚さが100nm以上1000nm未満の上記圧電薄基板1を形成する工程と、
上記圧電基板本体が剥離された接合体における圧電薄基板1の表面を研磨する工程、
を具備し、かつ、
上記多結晶ダイヤモンド薄膜層3と圧電薄基板1形成用の圧電基板における水素イオンが注入された側の主面を直接接合する工程において、接合前の多結晶ダイヤモンド薄膜層3と上記圧電基板の各接合面を洗浄し、各接合面へイオンビームを照射して残留不純物を除去し、かつ、多結晶ダイヤモンド薄膜層3と上記圧電基板の少なくとも一方の接合面上に金属薄膜5を成膜した後、真空中、常温で直接接合することを特徴としている。
圧電薄基板1と、該圧電薄基板1よりも小さい熱膨張係数を持つ支持基板2と、該支持基板2の一方の主面上に形成された多結晶ダイヤモンド薄膜層3を具備し、多結晶ダイヤモンド薄膜層3と圧電薄基板1が金属薄膜5を介し直接接合されている第二実施形態に係る表面弾性波素子用複合基板の製造方法は、
上記圧電薄基板1形成用の圧電基板における一方の主面から該圧電基板内に水素イオンを注入して、該圧電基板における水素イオンが注入された側の上記主面から所定深さの領域にイオン注入層を形成する工程と、
上記支持基板2の一方の主面上に多結晶ダイヤモンド薄膜層3を形成する工程と、
金属薄膜5を介し、支持基板2上に形成された上記多結晶ダイヤモンド薄膜層3と、上記圧電基板における水素イオンが注入された側の主面を表面活性化常温接合法により直接接合して接合体を形成する工程と、
上記接合体を熱処理し、上記圧電基板のイオン注入層を剥離面にして上記接合体から圧電基板本体を剥離し、厚さが100nm以上1000nm未満の上記圧電薄基板1を形成する工程と、
上記圧電基板本体が剥離された接合体における圧電薄基板1の表面を研磨する工程、
を具備し、かつ、
上記多結晶ダイヤモンド薄膜層3と圧電薄基板1形成用の圧電基板における水素イオンが注入された側の主面を直接接合する工程において、接合前の多結晶ダイヤモンド薄膜層3と上記圧電基板の各接合面を洗浄し、各接合面へイオンビームを照射して残留不純物を除去し、かつ、多結晶ダイヤモンド薄膜層3と上記圧電基板の少なくとも一方の接合面上に金属薄膜5を成膜した後、真空中、常温で直接接合することを特徴としている。
上記製造工程の内、
<a>圧電薄基板1形成用の圧電基板内にイオン注入層を形成する工程
<b>支持基板2の一方の主面上に多結晶ダイヤモンド薄膜層3を形成する工程
<d>多結晶ダイヤモンド薄膜層3と圧電薄基板1形成用圧電基板との接合体を熱処理し、該接合体から上記圧電基板本体を剥離して厚さ100nm〜1000nm未満の圧電薄基板1を形成する工程
<e>圧電基板本体が剥離された接合体における圧電薄基板の表面を研磨する工程
の各工程については、第一実施形態に係る表面弾性波素子用複合基板の製造方法における<a>工程、<b>工程、<d>工程、<e>工程と同様で、
第二実施形態に係る表面弾性波素子用複合基板の製造方法における<c>工程、すなわち、金属薄膜5を介し、支持基板2上に形成された多結晶ダイヤモンド薄膜層3と、圧電薄基板1形成用圧電基板における水素イオンが注入された側の主面を表面活性化常温接合法により直接接合して接合体を形成する工程、が相違している。
<a>圧電薄基板1形成用の圧電基板内にイオン注入層を形成する工程
<b>支持基板2の一方の主面上に多結晶ダイヤモンド薄膜層3を形成する工程
<d>多結晶ダイヤモンド薄膜層3と圧電薄基板1形成用圧電基板との接合体を熱処理し、該接合体から上記圧電基板本体を剥離して厚さ100nm〜1000nm未満の圧電薄基板1を形成する工程
<e>圧電基板本体が剥離された接合体における圧電薄基板の表面を研磨する工程
の各工程については、第一実施形態に係る表面弾性波素子用複合基板の製造方法における<a>工程、<b>工程、<d>工程、<e>工程と同様で、
第二実施形態に係る表面弾性波素子用複合基板の製造方法における<c>工程、すなわち、金属薄膜5を介し、支持基板2上に形成された多結晶ダイヤモンド薄膜層3と、圧電薄基板1形成用圧電基板における水素イオンが注入された側の主面を表面活性化常温接合法により直接接合して接合体を形成する工程、が相違している。
このため、第二実施形態に係る表面弾性波素子用複合基板の製造方法における<c>工程について、以下、説明する。
<c>金属薄膜5を介し、支持基板2上に形成された多結晶ダイヤモンド薄膜層3と圧電薄基板1形成用圧電基板における水素イオンが注入された側の主面を表面活性化常温接合法により直接接合して接合体を形成する工程
第一実施形態に係る表面弾性波素子用複合基板の製造方法における<a>工程により、イオン注入層を有する圧電薄基板1形成用の圧電基板が得られる。また、<b>工程により、表面研磨された多結晶ダイヤモンド薄膜層3を有する支持基板2が得られる。
第一実施形態に係る表面弾性波素子用複合基板の製造方法における<a>工程により、イオン注入層を有する圧電薄基板1形成用の圧電基板が得られる。また、<b>工程により、表面研磨された多結晶ダイヤモンド薄膜層3を有する支持基板2が得られる。
次に、金属薄膜5を介し、多結晶ダイヤモンド薄膜層3とイオン注入層を有する圧電薄基板1形成用の圧電基板を表面活性化常温接合法により直接接合し、多結晶ダイヤモンド薄膜層3と圧電薄基板1形成用の圧電基板との接合体を形成する。
金属薄膜5を介し、多結晶ダイヤモンド薄膜層3とイオン注入層を有する圧電薄基板1形成用の圧電基板を直接接合するには、接合前の多結晶ダイヤモンド薄膜層3の接合面と上記圧電基板におけるイオン注入がなされた側の主面を洗浄し、洗浄した多結晶ダイヤモンド薄膜層3と圧電薄基板1形成用の圧電基板の接合面をイオンビーム照射できるように真空容器内に配置し、超高真空中で各接合面へイオンビームを照射して残留不純物を除去すると共に各接合面を活性化させる。
次に、多結晶ダイヤモンド薄膜層3と圧電薄基板1形成用圧電基板の少なくとも一方の接合面にスパッタリング法により金属薄膜5を成膜する。金属薄膜5としてはクロム膜、チタン膜等酸素と結合する力が強く拡散係数が高い膜が好ましく、特にチタン膜が好ましい。多結晶ダイヤモンド薄膜層3と圧電薄基板1形成用圧電基板の少なくとも一方の接合面に成膜される金属薄膜5の膜厚は5〜10nmであることが好ましい。膜厚が5nm未満と薄過ぎる場合、不連続な膜となり、成膜された接合面への拡散が不連続となる。一方、膜厚が10nmを超えて厚過ぎる場合、拡散する前に連続膜が形成され、多結晶ダイヤモンド薄膜層3と圧電薄基板1形成用圧電基板との間に膜として介在し、拡散層として機能しなくなる可能性がある。
上記金属薄膜5を成膜した後、金属薄膜5の大きな原子拡散を利用して、常温・無加圧・無電圧で多結晶ダイヤモンド薄膜層3と圧電薄基板1形成用圧電基板のイオン注入がなされた主面を接合する。これ等接合面には金属薄膜5が存在し、金属薄膜5の原子拡散により接合することができる。これにより、多結晶ダイヤモンド薄膜層3と圧電薄基板1形成用圧電基板が金属薄膜5を介して直接接合され、多結晶ダイヤモンド薄膜層3と圧電薄基板1形成用圧電基板との接合体が得られる。上記金属薄膜5が介在することで、多結晶ダイヤモンド薄膜層3と上記圧電基板の両接合面における表面粗さは金属薄膜5がないときに較べ粗くてもよくなり、接合前における研磨コストを低下させるメリットがある。
次いで、第一実施形態に係る表面弾性波素子用複合基板の製造方法における<d>工程、すなわち、多結晶ダイヤモンド薄膜層3と圧電薄基板1形成用圧電基板との接合体を熱処理し、該接合体から上記圧電基板本体を剥離して、厚さ100nm〜1000nm未満の圧電薄基板1を形成する。
更に、第一実施形態に係る表面弾性波素子用複合基板の製造方法における<e>工程、すなわち、圧電基板本体が剥離された後の接合体における圧電薄基板の表面を研磨することで、支持基板2上に形成された多結晶ダイヤモンド薄膜層3と圧電薄基板1が金属薄膜5を介して直接接合され、高周波数化と周波数温度特性が改善された第二実施形態に係る表面弾性波素子用複合基板を得ることができる。
3.表面弾性波素子の製造方法
上述した方法で製造された第一実施形態に係る表面弾性波素子用複合基板、および、第二実施形態に係る表面弾性波素子用複合基板における圧電薄基板1の非接合面上に上述した機能を有する表面弾性波素子用電極(IDT電極)4を形成して表面弾性波素子が作製される。尚、表面弾性波素子を共振子として使用する場合は、圧電薄基板上にIDT電極と該IDT電極の両側部に一対の反射器を配置する。
上述した方法で製造された第一実施形態に係る表面弾性波素子用複合基板、および、第二実施形態に係る表面弾性波素子用複合基板における圧電薄基板1の非接合面上に上述した機能を有する表面弾性波素子用電極(IDT電極)4を形成して表面弾性波素子が作製される。尚、表面弾性波素子を共振子として使用する場合は、圧電薄基板上にIDT電極と該IDT電極の両側部に一対の反射器を配置する。
以下、表面弾性波素子の製造方法について具体的に説明する。
まず、上記表面弾性波素子用複合基板における圧電薄基板1の非接合面に電極用導電性材料層を形成した後、この導電性材料層上に、フォトリソグラフィ法によりIDT電極および反射器に対応した形状のレジスト層を形成する。
そして、レジスト層をマスクとして使用し、反応性イオンエッチング(RIE)等のドライエッチング法により上記レジスト層が形成されていない部分の導電性材料層を除去することで、所定パターンのIDT電極と反射器が形成される。
IDT電極を形成する場合、上記エッチング法によらず、リフトオフ法によりパターニングしてもよい。また、上記反射器の本数は、必要とする挿入損失、チップサイズ等を勘案して適宜調節する。
上記電極用導電性材料としては、質量が小さく、電気抵抗値が低くかつ耐電力性が要請される理由から、アルミニウム若しくはアルミニウムに微量の異種金属(例えば、Cu、Si、Ti、HfB2等が挙げられる)が添加されたアルミニウム系合金(必ずしも固溶体でなくてもよい)が好ましい。例えば、表面弾性波素子の寿命に影響を及ぼすIDT電極の耐電力性の観点から、半導体装置の分野でマイグレーションに強いことで定評のあるスパッタリング成膜による微量の銅が添加されたアルミニウム系合金を用いることが好ましい。但し、上記アルミニウム系合金に限定されず、Cu、Au、Pt、Agおよびこれ等金属の内の1つを主成分とする合金から選ばれる1種を用いることもできる。
第一実施形態および第二実施形態に係る表面弾性波素子用複合基板を用いて製造された表面弾性波素子は、表面を伝搬する表面弾性波の伝搬速度が速くなって共振周波数が高くなり、かつ、周波数特性が温度変化によりシフト(変動)する課題も改善されると共に、良好な膜質の圧電体層を具備する長所を有する。
以下、本発明の実施例について比較例も挙げて具体的に説明する。
[実施例1]
(1)圧電薄基板形成用圧電基板内におけるイオン注入層の形成
直径2インチ、厚さ350μmの圧電薄基板形成用タンタル酸リチウム基板[住友金属鉱山(株)社製]における一方の主面から、加速エネルギー100keVで、1.0×1017atom/cm2程度のドーズ量により水素イオン注入を行い、上記圧電薄基板形成用タンタル酸リチウム基板の水素イオンが注入された側主面から深さ500nmの領域にイオン注入層を形成した。
(1)圧電薄基板形成用圧電基板内におけるイオン注入層の形成
直径2インチ、厚さ350μmの圧電薄基板形成用タンタル酸リチウム基板[住友金属鉱山(株)社製]における一方の主面から、加速エネルギー100keVで、1.0×1017atom/cm2程度のドーズ量により水素イオン注入を行い、上記圧電薄基板形成用タンタル酸リチウム基板の水素イオンが注入された側主面から深さ500nmの領域にイオン注入層を形成した。
(2)圧電薄基板形成用圧電基板の研磨
イオン注入層が形成された圧電薄基板形成用タンタル酸リチウム基板における水素イオンが注入された側の主面表面を、ダイヤモンドナノ研磨器[(株)アビコ技研研究所製]を用いて研磨した。研磨後の圧電薄基板形成用タンタル酸リチウム基板表面の表面粗さを3次元光学プロファイラーNexview装置(キャノン社製)で測定し、表面粗さRa0.3nmとなるまで研磨した。
イオン注入層が形成された圧電薄基板形成用タンタル酸リチウム基板における水素イオンが注入された側の主面表面を、ダイヤモンドナノ研磨器[(株)アビコ技研研究所製]を用いて研磨した。研磨後の圧電薄基板形成用タンタル酸リチウム基板表面の表面粗さを3次元光学プロファイラーNexview装置(キャノン社製)で測定し、表面粗さRa0.3nmとなるまで研磨した。
(3)支持基板(シリコン基板)上への多結晶ダイヤモンド薄膜層の形成
支持基板として2インチ径単結晶シリコン基板(直径2インチ×厚さ200μm)を準備し、該シリコン基板を、アセトンを用いて超音波洗浄した。
支持基板として2インチ径単結晶シリコン基板(直径2インチ×厚さ200μm)を準備し、該シリコン基板を、アセトンを用いて超音波洗浄した。
次に、洗浄後の当該シリコン基板上に、マイクロ波プラズマCVD装置を用いて、下記成膜条件により多結晶ダイヤモンド薄膜層を5.0μm成膜した。
<多結晶ダイヤモンド薄膜層の成膜条件>
・前処理:Arボンバード(10分)
・使用反応ガス/キャリアガス:メタン(CH4)/水素、(メタン濃度3%)
・ガス流量:100sccm
・電源マイクロ波周波数;2.45GHz
・マイクロ波出力:600W
・成膜時圧力:1.3kPa
・成膜時の基板温度:700℃
・成膜時間:180分
<多結晶ダイヤモンド薄膜層の成膜条件>
・前処理:Arボンバード(10分)
・使用反応ガス/キャリアガス:メタン(CH4)/水素、(メタン濃度3%)
・ガス流量:100sccm
・電源マイクロ波周波数;2.45GHz
・マイクロ波出力:600W
・成膜時圧力:1.3kPa
・成膜時の基板温度:700℃
・成膜時間:180分
得られた薄膜のラマンスペクトルについて、ラマン分光光度計を用いて測定した結果、1333cm-1に高いピークが確認された。この測定結果から、ダイヤモンド膜であることが確認された。
(4)多結晶ダイヤモンド薄膜層の研磨
次に、支持基板(シリコン基板)上に成膜した多結晶ダイヤモンド薄膜層をダイヤモンドナノ研磨器[(株)アビコ技研研究所製]を用いて研磨した。研磨後の多結晶ダイヤモンド薄膜層の表面粗さを3次元光学プロファイラーNexview装置(キャノン社製)で測定し、表面粗さRa0.3nmとなるまで研磨した。
次に、支持基板(シリコン基板)上に成膜した多結晶ダイヤモンド薄膜層をダイヤモンドナノ研磨器[(株)アビコ技研研究所製]を用いて研磨した。研磨後の多結晶ダイヤモンド薄膜層の表面粗さを3次元光学プロファイラーNexview装置(キャノン社製)で測定し、表面粗さRa0.3nmとなるまで研磨した。
(5)多結晶ダイヤモンド薄膜層と圧電薄基板形成用圧電基板との常温接合
表面研磨した多結晶ダイヤモンド薄膜層/支持基板(シリコン基板)と、イオン注入層が形成されかつ主面表面が研磨された圧電薄基板形成用タンタル酸リチウム基板を、アセトン液中で超音波洗浄し、更に、両基板の研磨がなされた表面にUV照射を60秒行った。
表面研磨した多結晶ダイヤモンド薄膜層/支持基板(シリコン基板)と、イオン注入層が形成されかつ主面表面が研磨された圧電薄基板形成用タンタル酸リチウム基板を、アセトン液中で超音波洗浄し、更に、両基板の研磨がなされた表面にUV照射を60秒行った。
次に、表面活性化接合タイプ常温接合装置[(株)ムサシノエンジニアリング社製]に洗浄およびUV照射を終えた上記両基板を配置し、超高真空2×10-6Paまで真空引きし、両基板の研磨がなされた表面にArビーム照射し(照射条件:加速電圧50kV、ビーム径1.2mm、照射量2×1014ions/cm2)、該表面を活性化した後、両基板の研磨がなされた表面を対向させ、熱、圧力等を加えずに両表面を常温接合して、多結晶ダイヤモンド薄膜層と圧電薄基板形成用タンタル酸リチウム基板の接合体を得た。
(6)接合体の熱処理と該接合体からタンタル酸リチウム基板本体の剥離
次に、多結晶ダイヤモンド薄膜層と圧電薄基板形成用タンタル酸リチウム基板の接合体を加熱炉に配置し、350℃、10分の熱処理を行った。
次に、多結晶ダイヤモンド薄膜層と圧電薄基板形成用タンタル酸リチウム基板の接合体を加熱炉に配置し、350℃、10分の熱処理を行った。
熱処理により、圧電薄基板形成用タンタル酸リチウム基板内に形成されたイオン注入層を剥離面にして上記接合体からタンタル酸リチウム基板本体が自然剥離され、多結晶ダイヤモンド薄膜層と直接接合された厚さが500nmの圧電薄基板(タンタル酸リチウム薄基板)が形成された。
(7)圧電薄基板(タンタル酸リチウム薄基板)における非接合面の研磨
タンタル酸リチウム薄基板/(直接接合)/多結晶ダイヤモンド薄膜層/支持基板(シリコン基板)の構成を有する複合基板における上記タンタル酸リチウム薄基板の非接合面を、コロイダルシリカを用いたメカノケミカルポリッシュによりタンタル酸リチウム薄基板の厚さが450nmになるまで鏡面研磨し、上記非接合面の表面粗さRa4nmとした。
タンタル酸リチウム薄基板/(直接接合)/多結晶ダイヤモンド薄膜層/支持基板(シリコン基板)の構成を有する複合基板における上記タンタル酸リチウム薄基板の非接合面を、コロイダルシリカを用いたメカノケミカルポリッシュによりタンタル酸リチウム薄基板の厚さが450nmになるまで鏡面研磨し、上記非接合面の表面粗さRa4nmとした。
(8)表面弾性波素子の作製
研磨処理がなされた実施例1に係る表面弾性波素子用複合基板におけるタンタル酸リチウム薄基板の非接合面に、真空蒸着法により、先に厚さ5nmのCrを成膜し、次いで厚さ0.15μmのCu膜を成膜した。
研磨処理がなされた実施例1に係る表面弾性波素子用複合基板におけるタンタル酸リチウム薄基板の非接合面に、真空蒸着法により、先に厚さ5nmのCrを成膜し、次いで厚さ0.15μmのCu膜を成膜した。
次に、上記Cu膜上に、フォトリソグラフィ法によりIDT電極に対応した形状のレジスト層を形成し、該レジスト層をマスクとして用い、反応性イオンエッチング(RIE)のドライエッチング法によりレジスト層が形成されていない部分のCu膜およびCr膜を除去した。これにより、所定パターンのIDT電極を形成し、実施例1に係る表面弾性波素子(SAWフィルタ)を作製した。
得られたSAWデバイスの特性は、伝搬速度は11,000m/s、周波数温度特性は−8.8ppm/℃、電気機械結合係数は7.2%であった。
これ等の評価結果から、タンタル酸リチウム基板を用いた従来のSAWデバイスを上回る伝搬速度と周波数温度特性が得られていることが確認された。
また、IDT電極の幅を0.4μm(表面弾性波の波長λは0.4×4=1.6μmとなる)とすることにより、共振周波数6875MHzのSAWデバイスを得ることができた。得られたSAWデバイスの特性を表2に示す。
[実施例2]
実施例1の(1)工程において、圧電薄基板形成用タンタル酸リチウム基板の水素イオンが注入された側主面から深さ300nmの領域にイオン注入層を形成した点を除き、実施例1の(2)〜(8)工程については実施例1と同様に行い、実施例2に係る表面弾性波素子用複合基板と表面弾性波素子(SAWフィルタ)を作製した。尚、表面弾性波素子用複合基板であるタンタル酸リチウム薄基板の厚さは250nm、非接合面の表面粗さはRa4nmである。
実施例1の(1)工程において、圧電薄基板形成用タンタル酸リチウム基板の水素イオンが注入された側主面から深さ300nmの領域にイオン注入層を形成した点を除き、実施例1の(2)〜(8)工程については実施例1と同様に行い、実施例2に係る表面弾性波素子用複合基板と表面弾性波素子(SAWフィルタ)を作製した。尚、表面弾性波素子用複合基板であるタンタル酸リチウム薄基板の厚さは250nm、非接合面の表面粗さはRa4nmである。
得られたSAWフィルタの特性は、伝搬速度は10,500m/s、周波数温度特性は−9.2ppm/℃、電気機械結合係数は7.4%であった。これ等の評価結果から、タンタル酸リチウム基板を用いた従来のSAWデバイスを上回る伝搬速度と周波数温度特性が得られていることが確認された。
また、IDT電極の幅を0.4μm(表面弾性波の波長λは0.4×4=1.6μmとなる)とすることにより、共振周波数6562MHzのSAWデバイスを得ることができた。得られたSAWデバイスの特性を表2に示す。
[比較例1]
実施例1の(1)〜(6)工程については行わず、厚さ350μmのタンタル酸リチウム基板を用い、タンタル酸リチウム基板のIDT電極を形成する側の表面研磨を行い、実施例1の(8)「表面弾性波素子の作製」工程に従って比較例1に係る表面弾性波素子(SAWフィルタ)を作製した。
実施例1の(1)〜(6)工程については行わず、厚さ350μmのタンタル酸リチウム基板を用い、タンタル酸リチウム基板のIDT電極を形成する側の表面研磨を行い、実施例1の(8)「表面弾性波素子の作製」工程に従って比較例1に係る表面弾性波素子(SAWフィルタ)を作製した。
得られたSAWフィルタの特性は、伝搬速度は3900m/s、周波数温度特性は−38.2ppm/℃、電気機械結合係数は8.0%であった。これ等の評価結果は、従前同様の伝搬速度、周波数温度特性であった。
また、IDT電極の幅を0.4μm(表面弾性波の波長λは0.4×4=1.6μmとなる)とすることにより、共振周波数2438MHzのSAWデバイスが得られた。
上記伝搬速度(3900m/s)であり、SAWデバイスの高周波数化は実現できなかった。得られたSAWデバイスの特性を表2に示す。
[比較例2]
実施例1の(1)(6)工程(水素イオン注入と接合体の熱処理)については行わず、厚さ350μmのタンタル酸リチウム基板を用いて実施例1の(2)工程(研磨)を行い、かつ、支持基板として2インチ径単結晶シリコン基板(直径2インチ×厚さ350μm)を用いて実施例1の(3)(4)工程(多結晶ダイヤモンド薄膜層の形成と研磨)を行うと共に、実施例1の(5)(7)(8)工程(多結晶ダイヤモンド薄膜層とタンタル酸リチウム基板の常温接合、タンタル酸リチウム基板における非接合面の研磨、表面弾性波素子の作製)について実施例1と同様に行って、比較例2に係る表面弾性波素子用複合基板と表面弾性波素子(SAWフィルタ)を作製した。
実施例1の(1)(6)工程(水素イオン注入と接合体の熱処理)については行わず、厚さ350μmのタンタル酸リチウム基板を用いて実施例1の(2)工程(研磨)を行い、かつ、支持基板として2インチ径単結晶シリコン基板(直径2インチ×厚さ350μm)を用いて実施例1の(3)(4)工程(多結晶ダイヤモンド薄膜層の形成と研磨)を行うと共に、実施例1の(5)(7)(8)工程(多結晶ダイヤモンド薄膜層とタンタル酸リチウム基板の常温接合、タンタル酸リチウム基板における非接合面の研磨、表面弾性波素子の作製)について実施例1と同様に行って、比較例2に係る表面弾性波素子用複合基板と表面弾性波素子(SAWフィルタ)を作製した。
得られたSAWフィルタの特性は、伝搬速度は4100m/s、周波数温度特性は−17.8ppm/℃、電気機械結合係数は7.3%であった。
比較例2においては、支持基板(シリコン基板)とタンタル酸リチウム基板を直接接合させた複合基板の構造が採られており、支持基板(シリコン基板)の方がタンタル酸リチウム基板より熱膨張が小さいためタンタル酸リチウム基板の伸びが抑制され、電極間隔も広がらず共振周波数の変化は少なかった。しかし、伝搬速度の向上は得られなかった。
また、IDT電極の幅を0.4μm(表面弾性波の波長λは0.4×4=1.6μmとなる)とすることにより、共振周波数2563MHzのSAWデバイスが得られた。
上記伝搬速度(4100m/s)であり、SAWデバイスの高周波数化は実現できなかった。得られたSAWデバイスの特性を表2に示す。
[実施例3]
[多結晶SiC基板の製造]
「(株)シンターランド社製LABOX-600」を用いて、放電プラズマ焼結法(SPS:Spark Plasma Sintering)により多結晶炭化ケイ素(SiC)基板を製造した。
[多結晶SiC基板の製造]
「(株)シンターランド社製LABOX-600」を用いて、放電プラズマ焼結法(SPS:Spark Plasma Sintering)により多結晶炭化ケイ素(SiC)基板を製造した。
すなわち、高純度化学社製の「粒子径2〜3μmのβ型SiC粒子」をボールミルで粒子径0.28μmに粉砕した材料を用い、超硬材料で構成された型(2インチ径、厚さ700μm)に上記材料を充填し、加圧力30MPa、SPS昇温速度373K/分、1900℃の温度にして10分保持した。その際、最大パルス電流1500Aを印加した。
製造されたSiC焼結体のビッカース硬度は2450、最大室温曲げ強度は720MPaであった。また、XRD測定を行い、3C構造の(111)が観察されたが多結晶であった。
得られた多結晶炭化ケイ素(SiC)を、ダイヤモンドナノ研磨器「(株)アビコ技術研究所製」を用いて表面粗さRa0.3nmまで研磨し、かつ、基板形状に加工して2インチ径の多結晶炭化ケイ素(SiC)基板(直径2インチ径×厚さ200μm)を製造した。
そして、得られた多結晶炭化ケイ素(SiC)基板(直径2インチ径×厚さ200μm)を支持基板とし、下記「(5)金属薄膜を介した多結晶ダイヤモンド薄膜層と圧電薄基板形成用圧電基板との常温接合」工程以外は実施例1の「(1)圧電薄基板形成用圧電基板内におけるイオン注入層の形成」工程〜「(7)圧電薄基板(タンタル酸リチウム薄基板)における非接合面の研磨」工程と同様に行って実施例3に係る表面弾性波素子用複合基板(複合基板)を製造し、更に、実施例1の「(8)表面弾性波素子の作製」工程も同様に行って実施例3に係る表面弾性波素子(SAWフィルタ)を作製した。
(5)金属薄膜を介した多結晶ダイヤモンド薄膜層と圧電薄基板形成用圧電基板との常温接合
(5-1)表面研磨した多結晶ダイヤモンド薄膜層/支持基板(SiC基板)と、イオン注入層が形成されかつ主面表面が研磨された圧電薄基板形成用タンタル酸リチウム基板を、アセトン液中で超音波洗浄し、更に、両基板の研磨がなされた表面にUV照射を60秒行った。
(5-1)表面研磨した多結晶ダイヤモンド薄膜層/支持基板(SiC基板)と、イオン注入層が形成されかつ主面表面が研磨された圧電薄基板形成用タンタル酸リチウム基板を、アセトン液中で超音波洗浄し、更に、両基板の研磨がなされた表面にUV照射を60秒行った。
(5-2)次に、表面活性化接合タイプ常温接合装置[(株)ムサシノエンジニアリング社製]に洗浄およびUV照射を終えた上記両基板を配置し、超高真空2×10-6Paまで真空引きし、両基板の研磨がなされた表面にArビーム照射し(照射条件:加速電圧50kV、ビーム径1.2mm、照射量2×1014ions/cm2)、該表面を活性化した後、同一チャンバー内で、SiC基板上に形成された多結晶ダイヤモンド薄膜層表面にスパッタリング法を用いてチタン(Ti)膜を7nm成膜した。
(5-3)次いで、上記圧電薄基板形成用タンタル酸リチウム基板とチタン膜が成膜された多結晶ダイヤモンド薄膜層表面を対向させ、熱、圧力等を加えずに両表面を常温接合して、圧電薄基板形成用タンタル酸リチウム基板/(直接接合:Ti膜)/多結晶ダイヤモンド薄膜層/SiC基板の構成を有する接合体を得た。
得られたSAWデバイスの特性は、伝搬速度は12000m/s、周波数温度特性は−8.8ppm/℃、電気機械結合係数は7.2%であった。
これ等評価結果から、実施例1と同様、タンタル酸リチウム基板を用いた従来のSAWデバイスを上回る伝搬速度と周波数温度特性が得られていることが確認された。
また、櫛歯状電極の幅を0.4μm(表面弾性波の波長λは0.4×4=1.6μmとなる)とすることより、7500MHzのSAWデバイスを得ることができた。
複合基板の製造条件を表1に示し、SAWデバイスの特性を表2に示す。
[実施例4]
[多結晶B4C基板の製造]
実施例3と同様、「(株)シンターランド社製LABOX-600」を用いて、放電プラズマ焼結法(SPS:Spark Plasma Sintering)により多結晶炭化ホウ素(B4C)基板を製造した。
[多結晶B4C基板の製造]
実施例3と同様、「(株)シンターランド社製LABOX-600」を用いて、放電プラズマ焼結法(SPS:Spark Plasma Sintering)により多結晶炭化ホウ素(B4C)基板を製造した。
すなわち、高純度化学社製の「粒子径2〜3μmのB4C粒子」をボールミルで粒子径0.20μmに粉砕した材料を用い、超硬材料で構成された型(2インチ径、厚さ700μm)に上記材料を充填し、加圧力30MPa、SPS昇温速度373K/分、2000℃の温度にして20分保持した。その際、最大パルス電流1600Aを印加した。
製造されたB4C焼結体のビッカース硬度は2700、最大室温曲げ強度は730MPaであった。
得られた多結晶炭化ホウ素(B4C)を、ダイヤモンドナノ研磨器「(株)アビコ技術研究所製」を用いて表面粗さRa0.3nmまで研磨し、かつ、基板形状に加工して2インチ径の多結晶炭化ホウ素(B4C)基板(直径2インチ径×厚さ200μm)を製造した。
そして、得られた多結晶炭化ホウ素(B4C)基板(直径2インチ径×厚さ200μm)を支持基板とし、実施例3の上記「(5)金属薄膜を介した多結晶ダイヤモンド薄膜層と圧電薄基板形成用圧電基板との常温接合」工程を採用した以外は実施例1の「(1)圧電薄基板形成用圧電基板内におけるイオン注入層の形成」工程〜「(7)圧電薄基板(タンタル酸リチウム薄基板)における非接合面の研磨」工程と同様に行って実施例4に係る表面弾性波素子用複合基板(複合基板)を製造し、更に、実施例1の「(8)表面弾性波素子の作製」工程も同様に行って実施例4に係る表面弾性波素子(SAWフィルタ)を作製した。
得られたSAWデバイスの特性は、伝搬速度は12800m/s、周波数温度特性は−7.6ppm/℃、電気機械結合係数は7.4%であった。
これ等評価結果から、実施例1と同様、タンタル酸リチウム基板を用いた従来のSAWデバイスを上回る伝搬速度と周波数温度特性が得られていることが確認された。
また、櫛歯状電極の幅を0.4μm(表面弾性波の波長λは0.4×4=1.6μmとなる)とすることより、8000MHzのSAWデバイスを得ることができた。
複合基板の製造条件を表1に示し、SAWデバイスの特性を表2に示す。

本発明の表面弾性波素子用複合基板を用いた表面弾性波素子は、その高周波数化が図れると共に周波数特性が温度変化によりシフト(変動)する課題も改善できるため、表面弾性波素子用基板として使用される産業上の利用可能性を有している。
P プラズマ
1 圧電基板
2 支持基板
3 多結晶ダイヤモンド薄膜層
4 櫛歯状電極(IDT電極)
5 金属薄膜
6 マグネトロン
7 矩形導波管
8 整合器
9 プランジャー
10 反応管
11 サセプタ(基板ホルダー)
12 排気用ポンプ
13 パワーモニタ
14 反応ガス
20 圧電基板
21 イオン注入層
30 接合体
1 圧電基板
2 支持基板
3 多結晶ダイヤモンド薄膜層
4 櫛歯状電極(IDT電極)
5 金属薄膜
6 マグネトロン
7 矩形導波管
8 整合器
9 プランジャー
10 反応管
11 サセプタ(基板ホルダー)
12 排気用ポンプ
13 パワーモニタ
14 反応ガス
20 圧電基板
21 イオン注入層
30 接合体
Claims (13)
- 圧電薄基板と、
該圧電薄基板よりも小さい熱膨張係数を持つ支持基板と、
該支持基板の一方の主面上に形成された多結晶ダイヤモンド薄膜層を具備する表面弾性波素子用複合基板において、
上記多結晶ダイヤモンド薄膜層と圧電薄基板が直接接合され、かつ、該圧電薄基板の厚さが100nm以上1000nm未満であることを特徴とする表面弾性波素子用複合基板。 - 圧電薄基板と、
該圧電薄基板よりも小さい熱膨張係数を持つ支持基板と、
該支持基板の一方の主面上に形成された多結晶ダイヤモンド薄膜層を具備する表面弾性波素子用複合基板において、
上記多結晶ダイヤモンド薄膜層と圧電薄基板が金属薄膜を介し直接接合され、かつ、該圧電薄基板の厚さが100nm以上1000nm未満であることを特徴とする表面弾性波素子用複合基板。 - 上記金属薄膜がチタン膜またはクロム膜であることを特徴とする請求項2に記載の表面弾性波素子用複合基板。
- 上記支持基板が、シリコン、サファイア、窒化アルミニウム、窒化ケイ素、窒化タンタル、窒化チタン、窒化ジルコニウム、窒化バナジウム、酸化アルミニウム、酸化ジルコニウム、酸化ケイ素、酸化チタン、酸化ハフニウム、炭化ケイ素、炭化ホウ素、炭化タンタル、炭化チタン、炭化タングステン、炭化ジルコニウム、炭化バナジウム、ホウ化チタン、ホウ化ハフニウム、ホウ化ランタン、ホウ化ジルコニウム、ホウ化バナジウム、ホウ珪酸ガラス、石英ガラスから選択される1種で構成されることを特徴とする請求項1〜3のいずれかに記載の表面弾性波素子用複合基板。
- 圧電薄基板が、タンタル酸リチウム、ニオブ酸リチウム、ニオブ酸リチウム−タンタル酸リチウム固溶体単結晶、水晶、ホウ酸リチウム、酸化亜鉛、窒化アルミニウム、ランガサイト、ランガテイトから選択される1種以上のバルク結晶で構成されることを特徴とする請求項1〜3のいずれかに記載の表面弾性波素子用複合基板。
- 圧電薄基板と、
該圧電薄基板よりも小さい熱膨張係数を持つ支持基板と、
該支持基板の一方の主面上に形成された多結晶ダイヤモンド薄膜層を具備する表面弾性波素子用複合基板の製造方法において、
上記圧電薄基板形成用の圧電基板における一方の主面から該圧電基板内に水素イオンを注入して、該圧電基板における水素イオンが注入された側の上記主面から所定深さの領域にイオン注入層を形成する工程と、
上記支持基板の一方の主面上に多結晶ダイヤモンド薄膜層を形成する工程と、
支持基板上に形成された上記多結晶ダイヤモンド薄膜層と、上記圧電基板における水素イオンが注入された側の主面を表面活性化常温接合法により直接接合して接合体を形成する工程と、
上記接合体を熱処理し、上記圧電基板のイオン注入層を剥離面にして上記接合体から圧電基板本体を剥離し、厚さが100nm以上1000nm未満の上記圧電薄基板を形成する工程と、
上記圧電基板本体が剥離された接合体における圧電薄基板の表面を研磨する工程、
を具備することを特徴とする表面弾性波素子用複合基板の製造方法。 - 上記支持基板上に形成された多結晶ダイヤモンド薄膜層と上記圧電基板における水素イオンが注入された側の主面を表面活性化常温接合法により直接接合して接合体を形成する工程において、
金属薄膜を介して、上記多結晶ダイヤモンド薄膜層と上記圧電基板における水素イオンが注入された側の主面を直接接合することを特徴とする請求項6に記載の表面弾性波素子用複合基板の製造方法。 - 上記支持基板の一方の主面上に多結晶ダイヤモンド薄膜層を形成する工程において、
上記多結晶ダイヤモンド薄膜層をマイクロ波プラズマCVD法により成膜することを特徴とする請求項6に記載の表面弾性波素子用複合基板の製造方法。 - 上記支持基板の一方の主面上に形成された多結晶ダイヤモンド薄膜層表面を研磨することを特徴とする請求項6または8に記載の表面弾性波素子用複合基板の製造方法。
- 上記圧電基板本体が剥離された接合体における圧電薄基板の表面を研磨する工程において、
研磨前の圧電薄基板より薄くなるまで、および/または、研磨前の圧電薄基板より表面が平坦になるまで研磨することを特徴とする請求項6に記載の表面弾性波素子用複合基板の製造方法。 - 上記支持基板上に形成された多結晶ダイヤモンド薄膜層と上記圧電基板における水素イオンが注入された側の主面を表面活性化常温接合法により直接接合して接合体を形成する工程において、
接合前の上記多結晶ダイヤモンド薄膜層と圧電基板の各接合面を洗浄し、各接合面へイオンビームを照射して残留不純物を除去し活性化した後、真空中、常温で直接接合することを特徴とする請求項6に記載の表面弾性波素子用複合基板の製造方法。 - 上記金属薄膜を介して、多結晶ダイヤモンド薄膜層と圧電基板における水素イオンが注入された側の主面を直接接合する工程において、
接合前の上記多結晶ダイヤモンド薄膜層と圧電基板の各接合面を洗浄し、各接合面へイオンビームを照射して残留不純物を除去し、かつ、多結晶ダイヤモンド薄膜層と圧電基板の少なくとも一方の接合面上に金属薄膜を成膜した後、真空中、常温で直接接合することを特徴とする請求項7に記載の表面弾性波素子用複合基板の製造方法。 - 上記金属薄膜が、膜厚5〜10nmのチタン膜またはクロム膜であることを特徴とする請求項12に記載の表面弾性波素子用複合基板の製造方法。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2018028752 | 2018-02-21 | ||
| JP2018028752 | 2018-02-21 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2019146143A true JP2019146143A (ja) | 2019-08-29 |
Family
ID=67772835
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2018171809A Pending JP2019146143A (ja) | 2018-02-21 | 2018-09-13 | 表面弾性波素子用複合基板とその製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2019146143A (ja) |
Cited By (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN112259678A (zh) * | 2020-10-19 | 2021-01-22 | 济南晶正电子科技有限公司 | 一种用于改善薄膜层炸裂的方法及薄膜材料 |
| WO2021090861A1 (ja) * | 2019-11-06 | 2021-05-14 | 株式会社村田製作所 | 弾性波装置 |
| WO2021199426A1 (ja) * | 2020-04-03 | 2021-10-07 | 三菱電機株式会社 | 研磨方法、半導体基板の製造方法 |
| CN113904645A (zh) * | 2021-10-26 | 2022-01-07 | 中国科学院上海微系统与信息技术研究所 | 一种氮化铝/碳化硅复合声波谐振器的制备方法及谐振器 |
| JP2022101009A (ja) * | 2020-12-24 | 2022-07-06 | 株式会社Sumco | 多結晶ダイヤモンド自立基板及びその製造方法 |
| CN115552568A (zh) * | 2020-05-08 | 2022-12-30 | 信越化学工业株式会社 | 压电复合基底及其制造方法 |
| FR3125383A1 (fr) * | 2021-07-19 | 2023-01-20 | Soitec | Procédé d'implantation d'espèces atomiques dans un substrat piézoélectrique |
| CN117750868A (zh) * | 2024-02-20 | 2024-03-22 | 北京青禾晶元半导体科技有限责任公司 | 一种复合压电衬底及其制备方法 |
| TWI915566B (zh) | 2021-07-19 | 2026-02-21 | 法商索泰克公司 | 用於將原子物種植入壓電底材之方法 |
-
2018
- 2018-09-13 JP JP2018171809A patent/JP2019146143A/ja active Pending
Cited By (16)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP7380703B2 (ja) | 2019-11-06 | 2023-11-15 | 株式会社村田製作所 | 弾性波装置 |
| WO2021090861A1 (ja) * | 2019-11-06 | 2021-05-14 | 株式会社村田製作所 | 弾性波装置 |
| JPWO2021090861A1 (ja) * | 2019-11-06 | 2021-05-14 | ||
| US12587162B2 (en) | 2019-11-06 | 2026-03-24 | Murata Manufacturing Co., Ltd. | Acoustic wave device |
| WO2021199426A1 (ja) * | 2020-04-03 | 2021-10-07 | 三菱電機株式会社 | 研磨方法、半導体基板の製造方法 |
| CN115552568A (zh) * | 2020-05-08 | 2022-12-30 | 信越化学工业株式会社 | 压电复合基底及其制造方法 |
| CN112259678B (zh) * | 2020-10-19 | 2022-07-19 | 济南晶正电子科技有限公司 | 一种用于改善薄膜层炸裂的方法及薄膜材料 |
| CN112259678A (zh) * | 2020-10-19 | 2021-01-22 | 济南晶正电子科技有限公司 | 一种用于改善薄膜层炸裂的方法及薄膜材料 |
| JP2022101009A (ja) * | 2020-12-24 | 2022-07-06 | 株式会社Sumco | 多結晶ダイヤモンド自立基板及びその製造方法 |
| JP7480699B2 (ja) | 2020-12-24 | 2024-05-10 | 株式会社Sumco | 多結晶ダイヤモンド自立基板を用いた積層基板及びその製造方法 |
| FR3125383A1 (fr) * | 2021-07-19 | 2023-01-20 | Soitec | Procédé d'implantation d'espèces atomiques dans un substrat piézoélectrique |
| WO2023001827A1 (en) * | 2021-07-19 | 2023-01-26 | Soitec | Method of implanting atomic species into a piezoelectric substrate |
| TWI915566B (zh) | 2021-07-19 | 2026-02-21 | 法商索泰克公司 | 用於將原子物種植入壓電底材之方法 |
| CN113904645A (zh) * | 2021-10-26 | 2022-01-07 | 中国科学院上海微系统与信息技术研究所 | 一种氮化铝/碳化硅复合声波谐振器的制备方法及谐振器 |
| CN117750868A (zh) * | 2024-02-20 | 2024-03-22 | 北京青禾晶元半导体科技有限责任公司 | 一种复合压电衬底及其制备方法 |
| CN117750868B (zh) * | 2024-02-20 | 2024-05-10 | 北京青禾晶元半导体科技有限责任公司 | 一种复合压电衬底及其制备方法 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2019146143A (ja) | 表面弾性波素子用複合基板とその製造方法 | |
| KR101972728B1 (ko) | 접합체 및 탄성파 소자 | |
| JP2019193242A (ja) | 表面弾性波素子用複合基板とその製造方法 | |
| JP7133031B2 (ja) | 接合体および弾性波素子 | |
| KR102639041B1 (ko) | 접합체 및 탄성파 소자 | |
| CN111066243B (zh) | 弹性波元件及其制造方法 | |
| JP2019161634A (ja) | 表面弾性波素子用複合基板とその製造方法 | |
| WO2018203430A1 (ja) | 弾性波素子およびその製造方法 | |
| JP2020061684A (ja) | 表面弾性波素子用複合基板とその製造方法 | |
| TWI804550B (zh) | 壓電性材料基板與支持基板的接合體及其製造方法 | |
| CN109964405B (zh) | 接合体 | |
| JP2019097145A (ja) | 表面弾性波素子用複合基板とその製造方法 | |
| JP6605184B1 (ja) | 接合体および弾性波素子 | |
| JP2020057850A (ja) | 表面弾性波素子用複合基板とその製造方法 | |
| JP6612002B1 (ja) | 接合体および弾性波素子 | |
| JPWO2018203430A1 (ja) | 弾性波素子およびその製造方法 | |
| JP2019165425A (ja) | 表面弾性波素子用複合基板とその製造方法 | |
| JP2020057849A (ja) | 表面弾性波素子用複合基板とその製造方法 | |
| JP2020022049A (ja) | 表面弾性波素子用複合基板とその製造方法 | |
| JP2020057851A (ja) | 表面弾性波素子用複合基板とその製造方法 | |
| JP2020022050A (ja) | 表面弾性波素子用複合基板とその製造方法 | |
| CN119341510A (zh) | 具有改进的q性能的表面声波器件及其制造方法 | |
| JPWO2021002047A1 (ja) | 接合体および弾性波素子 |