JP2019157010A - 粘着テープ - Google Patents
粘着テープ Download PDFInfo
- Publication number
- JP2019157010A JP2019157010A JP2018047135A JP2018047135A JP2019157010A JP 2019157010 A JP2019157010 A JP 2019157010A JP 2018047135 A JP2018047135 A JP 2018047135A JP 2018047135 A JP2018047135 A JP 2018047135A JP 2019157010 A JP2019157010 A JP 2019157010A
- Authority
- JP
- Japan
- Prior art keywords
- weight
- adhesive tape
- polyolefin foam
- pressure
- sensitive adhesive
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images

Landscapes
- Manufacture Of Porous Articles, And Recovery And Treatment Of Waste Products (AREA)
- Laminated Bodies (AREA)
- Adhesive Tapes (AREA)
- Adhesives Or Adhesive Processes (AREA)
Abstract
【課題】復元力がかかる状況下でも剥離しにくい一方で、被着体から剥がす際には剥離性に優れ、被着体をリワークしやすい粘着テープを提供する。【解決手段】ポリオレフィン発泡体と、前記ポリオレフィン発泡体の少なくとも一方の面に積層された粘着剤層とを有する粘着テープであって、前記ポリオレフィン発泡体は、層間強度が0.1〜2MPa、かつ、25%圧縮強度が20〜100kPaであり、前記粘着テープは、90°剥離力(a)が13N/25mm以上であり、前記90°剥離力(a)に対する、前記ポリオレフィン発泡体の破断点強度(b)の値(b/a)が0.028MPa/(N/25mm)以上である粘着テープ。【選択図】なし
Description
本発明は、粘着テープに関する。
従来から電子機器における部品固定には両面粘着テープが用いられている(例えば、特許文献1、2)。
近年、電子機器は、高機能化に伴って形状がより複雑化する傾向にあるため、段差、角、非平面部等に両面粘着テープを貼り付けて用いることがある。このような場合、両面粘着テープを変形させた状態で固定するため、元の形状に戻ろうとする力、即ち、「復元力」(「反発力」ということもできる)が働き、時間の経過とともに両面粘着テープが剥離することがあった。特に、部品を変形させた状態で固定する場合、部品自体が元の形状に戻ろうとすることで、両面粘着テープに復元力がかかり、固定が不充分であったり、両面粘着テープが剥離したりすることがあった。
近年、電子機器は、高機能化に伴って形状がより複雑化する傾向にあるため、段差、角、非平面部等に両面粘着テープを貼り付けて用いることがある。このような場合、両面粘着テープを変形させた状態で固定するため、元の形状に戻ろうとする力、即ち、「復元力」(「反発力」ということもできる)が働き、時間の経過とともに両面粘着テープが剥離することがあった。特に、部品を変形させた状態で固定する場合、部品自体が元の形状に戻ろうとすることで、両面粘着テープに復元力がかかり、固定が不充分であったり、両面粘着テープが剥離したりすることがあった。
また、近年、電子機器の部品は高価になる傾向にあるため、例えば部品固定の際に不具合が生じた場合等には、部品をリワークできることが求められている。
しかしながら、復元力がかかる状況下でも剥離しにくい両面粘着テープは、基材の柔軟性(応力緩和性)が高い一方で強度が低いため、両面粘着テープを部品から剥がす際には基材が切れやすくなり、両面粘着テープの一部が部品上に残ってしまう問題があった。基材の強度を高めようとすると柔軟性(応力緩和性)が低下するため、復元力がかかる状況下での接着信頼性と、被着体から剥がす際の剥離性とを両立することは難しかった。
しかしながら、復元力がかかる状況下でも剥離しにくい両面粘着テープは、基材の柔軟性(応力緩和性)が高い一方で強度が低いため、両面粘着テープを部品から剥がす際には基材が切れやすくなり、両面粘着テープの一部が部品上に残ってしまう問題があった。基材の強度を高めようとすると柔軟性(応力緩和性)が低下するため、復元力がかかる状況下での接着信頼性と、被着体から剥がす際の剥離性とを両立することは難しかった。
本発明は、復元力がかかる状況下でも剥離しにくい一方で、被着体から剥がす際には剥離性に優れ、被着体をリワークしやすい粘着テープを提供することを目的とする。
本発明は、ポリオレフィン発泡体と、前記ポリオレフィン発泡体の少なくとも一方の面に積層された粘着剤層とを有する粘着テープであって、前記ポリオレフィン発泡体は、層間強度が0.1〜2MPa、かつ、25%圧縮強度が20〜100kPaであり、前記粘着テープは、90°剥離力(a)が13N/25mm以上であり、前記90°剥離力(a)に対する、前記ポリオレフィン発泡体の破断点強度(b)の値(b/a)が0.028MPa/(N/25mm)以上である粘着テープである。
以下、本発明を詳述する。
以下、本発明を詳述する。
本発明者らは、基材と、基材の少なくとも一方の面に積層された粘着剤層とを有する粘着テープについて検討した。本発明者らは、基材として発泡体のなかでは比較的強度の高いポリオレフィン発泡体を用い、ポリオレフィン発泡体の層間強度、及び、25%圧縮強度を特定範囲内に調整した。本発明者らは、更に、粘着テープの90°剥離力(a)、及び、該90°剥離力(a)に対する、ポリオレフィン発泡体の破断点強度(b)の値(b/a)を特定範囲内に調整することにより、復元力がかかる状況下での粘着テープの接着信頼性と、粘着テープを被着体から剥がす際の剥離性とをいずれも向上できることを見出した。これにより、本発明を完成させるに至った。
本発明の粘着テープは、ポリオレフィン発泡体と、上記ポリオレフィン発泡体の少なくとも一方の面に積層された粘着剤層とを有する。
上記ポリオレフィン発泡体は、連続気泡構造を有していても独立気泡構造を有していてもよいが、独立気泡構造を有することが好ましい。上記ポリオレフィン発泡体が独立気泡構造を有することにより、復元力がかかる状況下での粘着テープの接着信頼性が向上する。
なお、独立気泡構造を有するとは、全気泡に対する独立気泡の割合(以下、「独立気泡率」ともいう)が70%以上であることを意味する。上記独立気泡率は、75%以上が好ましい。上記独立気泡率は、ASTM D2856(1998)に準拠し測定することで求めることができる。
上記ポリオレフィン発泡体は、連続気泡構造を有していても独立気泡構造を有していてもよいが、独立気泡構造を有することが好ましい。上記ポリオレフィン発泡体が独立気泡構造を有することにより、復元力がかかる状況下での粘着テープの接着信頼性が向上する。
なお、独立気泡構造を有するとは、全気泡に対する独立気泡の割合(以下、「独立気泡率」ともいう)が70%以上であることを意味する。上記独立気泡率は、75%以上が好ましい。上記独立気泡率は、ASTM D2856(1998)に準拠し測定することで求めることができる。
上記ポリオレフィン発泡体は、層間強度の下限が0.1MPa、上限が2MPaである。上記層間強度は、下記層間強度測定試験により測定することができる。
(層間強度測定試験)
ポリオレフィン発泡体の一方の面に、接着剤により25mm角のアルミ製治具Aを接着させ、上記治具Aの大きさに沿って上記ポリオレフィン発泡体をカットする。上記ポリオレフィン発泡体の他方の面に、接着剤により10mm角のアルミ製治具Bを接着させ、上記治具Bの大きさに沿って上記ポリオレフィン発泡体に、ポリオレフィン発泡体の厚みと同じ深さの切り込みを入れ、層間強度測定用サンプルを作製する。上記層間強度測定用サンプルを固定した後、上記治具Bを速度100mm/分で上記ポリオレフィン発泡体の面に対して垂直方向に引っ張り、上記ポリオレフィン発泡体の10mm角の範囲を層間剥離させる。このときの荷重の最大値(層間強度)を測定する。
(層間強度測定試験)
ポリオレフィン発泡体の一方の面に、接着剤により25mm角のアルミ製治具Aを接着させ、上記治具Aの大きさに沿って上記ポリオレフィン発泡体をカットする。上記ポリオレフィン発泡体の他方の面に、接着剤により10mm角のアルミ製治具Bを接着させ、上記治具Bの大きさに沿って上記ポリオレフィン発泡体に、ポリオレフィン発泡体の厚みと同じ深さの切り込みを入れ、層間強度測定用サンプルを作製する。上記層間強度測定用サンプルを固定した後、上記治具Bを速度100mm/分で上記ポリオレフィン発泡体の面に対して垂直方向に引っ張り、上記ポリオレフィン発泡体の10mm角の範囲を層間剥離させる。このときの荷重の最大値(層間強度)を測定する。
上記層間強度測定試験を詳しく説明する。
図1に、ポリオレフィン発泡体の層間強度測定試験を示す模式図を示す。まず、ポリオレフィン発泡体8の一方の面の25mm角の範囲にプライマー(図示せず)(例えば、セメダイン社製「PPXプライマー」)を塗布した後、塗布部分の中央に直径5mm分の接着剤(図示せず)(例えば、セメダイン社製「PPX」)を滴下する。その後直ちに、接着剤滴下部分に25mm角のアルミ製治具A(9)を置き、ポリオレフィン発泡体8と治具A(9)とを圧着する。治具A(9)の大きさに沿ってポリオレフィン発泡体8をカットする。ポリオレフィン発泡体8の他方の面に上記プライマー(図示せず)を塗布した後、塗布部分の中央に直径5mm分の上記接着剤(図示せず)を滴下する。その後直ちに、接着剤滴下部分に10mm角のアルミ製治具B(10)を置き、ポリオレフィン発泡体8と治具B(10)とを圧着する。治具B(10)の周辺にはみ出した上記接着剤をふき取った後、治具B(10)の大きさに沿って、ポリオレフィン発泡体8に、ポリオレフィン発泡体8の厚みと同じ深さの切り込み(図示せず)を入れ、室温で30分間放置することで上記接着剤を養生し、層間強度測定用サンプルを作製する。1kNのロードセルを設置した試験機(例えば、エー・アンド・デイ社製「テンシロン万能材料試験機」)に層間強度測定用サンプルを固定した後、治具B(10)を速度100mm/分でポリオレフィン発泡体8のシート面に対して垂直方向に引っ張り、ポリオレフィン発泡体8の10mm角の範囲を層間剥離させる。このときの荷重の最大値(層間強度)を測定する。
図1に、ポリオレフィン発泡体の層間強度測定試験を示す模式図を示す。まず、ポリオレフィン発泡体8の一方の面の25mm角の範囲にプライマー(図示せず)(例えば、セメダイン社製「PPXプライマー」)を塗布した後、塗布部分の中央に直径5mm分の接着剤(図示せず)(例えば、セメダイン社製「PPX」)を滴下する。その後直ちに、接着剤滴下部分に25mm角のアルミ製治具A(9)を置き、ポリオレフィン発泡体8と治具A(9)とを圧着する。治具A(9)の大きさに沿ってポリオレフィン発泡体8をカットする。ポリオレフィン発泡体8の他方の面に上記プライマー(図示せず)を塗布した後、塗布部分の中央に直径5mm分の上記接着剤(図示せず)を滴下する。その後直ちに、接着剤滴下部分に10mm角のアルミ製治具B(10)を置き、ポリオレフィン発泡体8と治具B(10)とを圧着する。治具B(10)の周辺にはみ出した上記接着剤をふき取った後、治具B(10)の大きさに沿って、ポリオレフィン発泡体8に、ポリオレフィン発泡体8の厚みと同じ深さの切り込み(図示せず)を入れ、室温で30分間放置することで上記接着剤を養生し、層間強度測定用サンプルを作製する。1kNのロードセルを設置した試験機(例えば、エー・アンド・デイ社製「テンシロン万能材料試験機」)に層間強度測定用サンプルを固定した後、治具B(10)を速度100mm/分でポリオレフィン発泡体8のシート面に対して垂直方向に引っ張り、ポリオレフィン発泡体8の10mm角の範囲を層間剥離させる。このときの荷重の最大値(層間強度)を測定する。
上記層間強度が0.1MPa以上であれば、復元力がかかる状況下での粘着テープの接着信頼性が向上し、かつ、粘着テープを被着体から剥がす際には上記ポリオレフィン発泡体が切れにくくなり、被着体との界面で剥離しやすくなるため、被着体をリワークしやすくなる。上記層間強度が2MPa以下であれば、上記ポリオレフィン発泡体が適度な柔軟性を有することができ、復元力がかかる状況下での粘着テープの接着信頼性が向上する。上記層間強度の好ましい下限は0.2MPa、好ましい上限は0.8MPaであり、より好ましい下限は0.4MPa、より好ましい上限は0.7MPaである。
上記ポリオレフィン発泡体は、25%圧縮強度の下限が20kPa、上限が100kPaである。
上記ポリオレフィン発泡体の25%圧縮強度が20kPa以上であれば、粘着テープを被着体から剥がす際には上記ポリオレフィン発泡体が切れにくくなり、被着体との界面で剥離しやすくなるため、被着体をリワークしやすくなる。上記ポリオレフィン発泡体の25%圧縮強度が100kPa以下であれば、上記ポリオレフィン発泡体が適度な柔軟性を有することができ、復元力がかかる状況下での粘着テープの接着信頼性が向上し、かつ、粘着テープを良好に圧着することができる。上記ポリオレフィン発泡体の25%圧縮強度の好ましい下限は30kPa、好ましい上限は70kPaであり、より好ましい下限は40kPa、より好ましい上限は60kPaである。
なお、25%圧縮強度は、JIS K 6767に準拠し測定することで求めることができる。
上記ポリオレフィン発泡体の25%圧縮強度が20kPa以上であれば、粘着テープを被着体から剥がす際には上記ポリオレフィン発泡体が切れにくくなり、被着体との界面で剥離しやすくなるため、被着体をリワークしやすくなる。上記ポリオレフィン発泡体の25%圧縮強度が100kPa以下であれば、上記ポリオレフィン発泡体が適度な柔軟性を有することができ、復元力がかかる状況下での粘着テープの接着信頼性が向上し、かつ、粘着テープを良好に圧着することができる。上記ポリオレフィン発泡体の25%圧縮強度の好ましい下限は30kPa、好ましい上限は70kPaであり、より好ましい下限は40kPa、より好ましい上限は60kPaである。
なお、25%圧縮強度は、JIS K 6767に準拠し測定することで求めることができる。
上記層間強度及び上記25%圧縮強度を上記範囲内に調整する方法は特に限定されないが、上記ポリオレフィン発泡体の組成、発泡倍率、密度、架橋度等を調整する方法が好ましい。これらの方法は単独で用いてもよいし、2種以上を併用してもよい。
上記ポリオレフィン発泡体の破断点強度(b)は、後述するb/aの値を目的とする範囲内に調整できれば特に限定されないが、好ましい下限は0.55MPa、好ましい上限は10MPaである。上記破断点強度(b)が0.55MPa以上であれば、粘着テープを被着体から剥がす際には上記ポリオレフィン発泡体が切れにくくなり、被着体との界面で剥離しやすくなるため、被着体をリワークしやすくなる。上記破断点強度(b)が10MPa以下であれば、上記ポリオレフィン発泡体が適度な柔軟性を有することができ、復元力がかかる状況下での粘着テープの接着信頼性が向上する。上記破断点強度(b)のより好ましい下限は0.70MPa、より好ましい上限は3.0MPaである。
なお、破断点強度は、JIS K 6251 4.1に規定されるダンベル状1号形にカットしたポリオレフィン発泡体を用い、測定温度23℃でJIS K 6767に準拠し測定することで求めることができる。破断点強度は、MD方向(Machine Direction、押出方向)及びTD方向(Transverse Direction、MD方向に直交し、かつ、シート面に沿った方向)の両方について測定し、いずれの方向の破断点強度も上記範囲内に調整されていることが好ましい。MD方向及びTD方向が不明の場合には、ポリオレフィン発泡体のシート面に沿った互いに直交する任意の2方向について破断点強度を測定し、いずれの方向の破断点強度も上記範囲内に調整されていることが好ましい。
なお、破断点強度は、JIS K 6251 4.1に規定されるダンベル状1号形にカットしたポリオレフィン発泡体を用い、測定温度23℃でJIS K 6767に準拠し測定することで求めることができる。破断点強度は、MD方向(Machine Direction、押出方向)及びTD方向(Transverse Direction、MD方向に直交し、かつ、シート面に沿った方向)の両方について測定し、いずれの方向の破断点強度も上記範囲内に調整されていることが好ましい。MD方向及びTD方向が不明の場合には、ポリオレフィン発泡体のシート面に沿った互いに直交する任意の2方向について破断点強度を測定し、いずれの方向の破断点強度も上記範囲内に調整されていることが好ましい。
上記ポリオレフィン発泡体の伸び率は特に限定されないが、好ましい下限は100%、好ましい上限は500%である。上記伸び率が100%以上であれば、粘着テープを被着体から剥がす際には上記ポリオレフィン発泡体が切れにくくなり、被着体との界面で剥離しやすくなるため、被着体をリワークしやすくなる。上記伸び率が500%以下であれば、取り扱い時に上記ポリオレフィン発泡体が伸びて破断することを抑止することができる。上記伸び率のより好ましい下限は200%、より好ましい上限は400%である。
なお、伸び率は、JIS K 6767に準拠し測定することで求めることができる。伸び率は、MD方向(Machine Direction、押出方向)及びTD方向(Transverse Direction、MD方向に直交し、かつ、シート面に沿った方向)の両方について測定し、いずれの方向の伸び率も上記範囲内に調整されていることが好ましい。MD方向及びTD方向が不明の場合には、ポリオレフィン発泡体のシート面に沿った互いに直交する任意の2方向について伸び率を測定し、いずれの方向の伸び率も上記範囲内に調整されていることが好ましい。
なお、伸び率は、JIS K 6767に準拠し測定することで求めることができる。伸び率は、MD方向(Machine Direction、押出方向)及びTD方向(Transverse Direction、MD方向に直交し、かつ、シート面に沿った方向)の両方について測定し、いずれの方向の伸び率も上記範囲内に調整されていることが好ましい。MD方向及びTD方向が不明の場合には、ポリオレフィン発泡体のシート面に沿った互いに直交する任意の2方向について伸び率を測定し、いずれの方向の伸び率も上記範囲内に調整されていることが好ましい。
上記ポリオレフィン発泡体の発泡倍率は特に限定されないが、好ましい下限が5cm3/g、好ましい上限が50cm3/gである。上記ポリオレフィン発泡体の発泡倍率が5cm3/g以上であれば、上記ポリオレフィン発泡体が適度な柔軟性を有することができ、復元力がかかる状況下での粘着テープの接着信頼性が向上する。上記ポリオレフィン発泡体の発泡倍率が50cm3/g以下であれば、上記ポリオレフィン発泡体の密度が上がって上記層間強度が充分に高くなり、上記ポリオレフィン発泡体の防塵性及び防水性も確保されやすい。上記ポリオレフィン発泡体の発泡倍率のより好ましい下限は10cm3/g、より好ましい上限は40cm3/gであり、更に好ましい下限は20cm3/g、更に好ましい上限は30cm3/gである。
なお、発泡倍率は、密度の逆数として算出できる。密度は、JIS K 7222に準拠して電子比重計(例えば、ミラージュ社製、「ED120T」)を使用して測定できる。
なお、発泡倍率は、密度の逆数として算出できる。密度は、JIS K 7222に準拠して電子比重計(例えば、ミラージュ社製、「ED120T」)を使用して測定できる。
上記ポリオレフィン発泡体の密度は特に限定されないが、好ましい下限は33kg/m3、好ましい上限は200kg/m3であり、より好ましい下限は40kg/m3、より好ましい上限は150kg/m3である。
上記ポリオレフィン発泡体は、架橋されていてもよく、その場合の架橋度は特に限定されないが、好ましい下限は5重量%、好ましい上限は60重量%である。上記架橋度が5重量%以上であれば、上記ポリオレフィン発泡体が充分に架橋されたものとなり、上記層間強度が充分に高くなる。上記架橋度が60重量%以下であれば、上記ポリオレフィン発泡体が適度な柔軟性を有することができ、復元力がかかる状況下での粘着テープの接着信頼性が向上する。上記架橋度のより好ましい下限は10重量%、より好ましい上限は55重量%であり、更に好ましい下限は15重量%、更に好ましい上限は50重量%であり、更により好ましい下限は20重量%、更により好ましい上限は45重量%である。
なお、ポリオレフィン発泡体の架橋度は、ポリオレフィン発泡体をW1(g)採取し、このポリオレフィン発泡体をキシレン中に105℃にて24時間浸漬して不溶解分を200メッシュの金網で濾過し、金網上の残渣を真空乾燥して乾燥残渣の重量W2(g)を測定し、下記式(1)により算出する。
架橋度(重量%)=100×W2/W1 (1)
なお、ポリオレフィン発泡体の架橋度は、ポリオレフィン発泡体をW1(g)採取し、このポリオレフィン発泡体をキシレン中に105℃にて24時間浸漬して不溶解分を200メッシュの金網で濾過し、金網上の残渣を真空乾燥して乾燥残渣の重量W2(g)を測定し、下記式(1)により算出する。
架橋度(重量%)=100×W2/W1 (1)
上記ポリオレフィン発泡体は、単層構造であっても多層構造であってもよい。
上記ポリオレフィン発泡体を構成するポリオレフィン樹脂は、上記層間強度、上記25%圧縮強度、上記破断点強度(b)等を目的とする範囲内に調整できれば特に限定されず、例えば、ポリエチレン樹脂、ポリプロピレン樹脂等が挙げられる。なかでも、ポリエチレン樹脂が好ましい。これらのポリオレフィン樹脂は単独で用いてもよいし、2種以上を併用してもよい。
上記ポリオレフィン発泡体を構成するポリオレフィン樹脂は、上記層間強度、上記25%圧縮強度、上記破断点強度(b)等を目的とする範囲内に調整できれば特に限定されず、例えば、ポリエチレン樹脂、ポリプロピレン樹脂等が挙げられる。なかでも、ポリエチレン樹脂が好ましい。これらのポリオレフィン樹脂は単独で用いてもよいし、2種以上を併用してもよい。
上記ポリエチレン樹脂は特に限定されず、例えば、直鎖状低密度ポリエチレン(LLDPE)、低密度ポリエチレン(LDPE)、中密度ポリエチレン、高密度ポリエチレン、エチレン−α−オレフィン共重合体、エチレン−酢酸ビニル共重合体等が挙げられる。なかでも、柔軟性を保ちつつ、破断点強度を高くするという観点から、直鎖状低密度ポリエチレン(LLDPE)及び/又はエチレン−酢酸ビニル共重合体が好ましく、直鎖状低密度ポリエチレン(LLDPE)がより好ましい。これらのポリエチレン樹脂は単独で用いてもよいし、2種以上を併用してもよい。
上記直鎖状低密度ポリエチレン(LLDPE)は、エチレンと少量のα−オレフィンとの共重合体である。上記直鎖状低密度ポリエチレン(LLDPE)及び上記エチレン−α−オレフィン共重合体におけるα−オレフィンとして、例えば、プロピレン、1−ブテン、1−ペンテン、4−メチル−1−ペンテン、1−ヘキセン、1−ヘプテン、1−オクテン等が挙げられる。
上記直鎖状低密度ポリエチレン(LLDPE)は、エチレンと少量のα−オレフィンとの共重合体である。上記直鎖状低密度ポリエチレン(LLDPE)及び上記エチレン−α−オレフィン共重合体におけるα−オレフィンとして、例えば、プロピレン、1−ブテン、1−ペンテン、4−メチル−1−ペンテン、1−ヘキセン、1−ヘプテン、1−オクテン等が挙げられる。
また、上記ポリエチレン樹脂は、上記ポリオレフィン発泡体の強度と柔軟性とがいずれも向上することから、重合触媒として四価の遷移金属を含むメタロセン化合物を用いて得られたポリエチレン樹脂(以下、「メタロセン重合ポリエチレン樹脂」ともいう)を含有することが好ましい。なかでも、重合触媒として四価の遷移金属を含むメタロセン化合物を用いて得られた直鎖状低密度ポリエチレン(LLDPE)が好ましい。
上記ポリオレフィン発泡体を構成するポリオレフィン樹脂における上記メタロセン重合ポリエチレン樹脂の含有量は特に限定されないが、好ましい下限は40重量%である。上記メタロセン重合ポリエチレン樹脂の含有量が40重量%以上であれば、上記ポリオレフィン発泡体の強度と柔軟性とがいずれも向上する。上記メタロセン重合ポリエチレン樹脂の含有量のより好ましい下限は50重量%、更に好ましい下限は60重量%である。上記メタロセン重合ポリエチレン樹脂の含有量の上限は特に限定されず、100重量%であってもよい。
上記ポリオレフィン発泡体を構成するポリオレフィン樹脂における上記メタロセン重合ポリエチレン樹脂の含有量は特に限定されないが、好ましい下限は40重量%である。上記メタロセン重合ポリエチレン樹脂の含有量が40重量%以上であれば、上記ポリオレフィン発泡体の強度と柔軟性とがいずれも向上する。上記メタロセン重合ポリエチレン樹脂の含有量のより好ましい下限は50重量%、更に好ましい下限は60重量%である。上記メタロセン重合ポリエチレン樹脂の含有量の上限は特に限定されず、100重量%であってもよい。
上記ポリプロピレン樹脂は特に限定されず、例えば、ポリプロピレン、プロピレン−α−オレフィン共重合体等が挙げられる。これらのポリプロピレン樹脂は単独で用いてもよいし、2種以上を併用してもよい。
上記プロピレン−α−オレフィン共重合体におけるα−オレフィンとして、例えば、エチレン、1−ブテン、1−ペンテン、4−メチル−1−ペンテン、1−ヘキセン、1−ヘプテン、1−オクテン等が挙げられる。
上記プロピレン−α−オレフィン共重合体におけるα−オレフィンとして、例えば、エチレン、1−ブテン、1−ペンテン、4−メチル−1−ペンテン、1−ヘキセン、1−ヘプテン、1−オクテン等が挙げられる。
上記ポリオレフィン発泡体の厚みは特に限定されないが、好ましい下限は0.1mm、好ましい上限は1.5mmである。上記ポリオレフィン発泡体の厚みが上記範囲内であれば、復元力がかかる状況下での粘着テープの接着信頼性と、粘着テープを被着体から剥がす際の剥離性とがいずれも向上した厚みの薄い粘着テープとすることができる。上記ポリオレフィン発泡体の厚みのより好ましい下限は0.2mm、より好ましい上限は1.3mmであり、更に好ましい下限は0.3mm、更に好ましい上限は1.1mmであり、特に好ましい上限は0.8mmである。
なお、ポリオレフィン発泡体の厚みは、ダイヤル厚み計(例えば、Mitutoyo社製、「ABSデジマチックインジケーター」)を使用して測定できる。
なお、ポリオレフィン発泡体の厚みは、ダイヤル厚み計(例えば、Mitutoyo社製、「ABSデジマチックインジケーター」)を使用して測定できる。
上記ポリオレフィン発泡体を製造する方法は特に限定されず、例えば、以下のような方法が挙げられる。
まず、ポリオレフィン樹脂、及び、必要に応じて熱分解型発泡剤等を押出機に供給して溶融混錬し、押出機からシート状に押出し、発泡性樹脂シートを製造する。得られた発泡性樹脂シートを、例えば、電離性放射線を照射したり、予め配合しておいた有機過酸化物を分解させたりして架橋し、架橋された発泡性樹脂シートを製造する。得られた架橋された発泡性樹脂シートを加熱して発泡させた後、延伸して気泡を延伸する。これにより、上記ポリオレフィン発泡体を得ることができる。このような製造方法において、例えば、発泡性樹脂シートの押出時の厚み、MD方向及びTD方向への延伸度合等を調整することにより、上記層間強度、上記25%圧縮強度、上記破断点強度(b)等を目的とする範囲内に調整することができる。
まず、ポリオレフィン樹脂、及び、必要に応じて熱分解型発泡剤等を押出機に供給して溶融混錬し、押出機からシート状に押出し、発泡性樹脂シートを製造する。得られた発泡性樹脂シートを、例えば、電離性放射線を照射したり、予め配合しておいた有機過酸化物を分解させたりして架橋し、架橋された発泡性樹脂シートを製造する。得られた架橋された発泡性樹脂シートを加熱して発泡させた後、延伸して気泡を延伸する。これにより、上記ポリオレフィン発泡体を得ることができる。このような製造方法において、例えば、発泡性樹脂シートの押出時の厚み、MD方向及びTD方向への延伸度合等を調整することにより、上記層間強度、上記25%圧縮強度、上記破断点強度(b)等を目的とする範囲内に調整することができる。
本発明の粘着テープは、更に、上記ポリオレフィン発泡体と一体化された樹脂シートを有していてもよい。上記樹脂シートを用いることで、取り扱い時に上記ポリオレフィン発泡体が伸びて破断することを抑止することができ、かつ、粘着テープにリワーク性を付与することができる。
上記樹脂シートを構成する樹脂は特に限定されず、例えば、ポリエチレンテレフタレート等のポリエステル系樹脂、ポリエチレン系樹脂、ポリプロピレン系樹脂、ポリ塩化ビニル、エポキシ樹脂、シリコーン樹脂、フェノール樹脂、アクリル樹脂、ポリイミド、ポリエステル、ポリカーボネート等が挙げられる。なかでも、柔軟性に優れていることから、ポリエチレン系樹脂、ポリプロピレン系樹脂、ポリエステル系樹脂が好ましい。ポリエステル系樹脂のなかでは、ポリエチレンテレフタレートが好ましい。
上記樹脂シートを構成する樹脂は特に限定されず、例えば、ポリエチレンテレフタレート等のポリエステル系樹脂、ポリエチレン系樹脂、ポリプロピレン系樹脂、ポリ塩化ビニル、エポキシ樹脂、シリコーン樹脂、フェノール樹脂、アクリル樹脂、ポリイミド、ポリエステル、ポリカーボネート等が挙げられる。なかでも、柔軟性に優れていることから、ポリエチレン系樹脂、ポリプロピレン系樹脂、ポリエステル系樹脂が好ましい。ポリエステル系樹脂のなかでは、ポリエチレンテレフタレートが好ましい。
上記樹脂シートの厚みは特に限定されないが、好ましい下限は10μm、好ましい上限は100μmである。上記樹脂シートの厚みが10μm以上であれば、上記樹脂シートを引っ張った際にも上記樹脂シートが破断しにくくなる。上記樹脂シートの厚みが100μm以下であれば、被着体への追従性の低下を抑制することができる。
上記樹脂シートは、着色されていてもよい。上記樹脂シートを着色することにより、粘着テープに遮光性を付与することができる。
上記樹脂シートを着色する方法は特に限定されず、例えば、上記樹脂シートを構成する樹脂にカーボンブラック、酸化チタン等の粒子又は微細な気泡を練り込む方法、上記樹脂シートの表面にインクを塗布する方法等が挙げられる。
上記樹脂シートを着色する方法は特に限定されず、例えば、上記樹脂シートを構成する樹脂にカーボンブラック、酸化チタン等の粒子又は微細な気泡を練り込む方法、上記樹脂シートの表面にインクを塗布する方法等が挙げられる。
本発明の粘着テープは、上記ポリオレフィン発泡体の少なくとも一方の面に積層された粘着剤層を有する。
上記粘着剤層は、上記ポリオレフィン発泡体の片面に積層されていてもよいし、両面に積層されていてもよい。上記ポリオレフィン発泡体の両面に積層された粘着剤層は同じ組成であってもよいし、それぞれ異なる組成であってもよい。
上記粘着剤層は、上記ポリオレフィン発泡体の片面に積層されていてもよいし、両面に積層されていてもよい。上記ポリオレフィン発泡体の両面に積層された粘着剤層は同じ組成であってもよいし、それぞれ異なる組成であってもよい。
上記粘着剤層は特に限定されず、例えば、アクリル粘着剤層、ゴム系粘着剤層、ウレタン粘着剤層、シリコーン系粘着剤層等が挙げられる。なかでも、光、熱、水分等に対し比較的安定で、被着体選択性が低いことから、アクリル粘着剤層が好ましい。
上記アクリル粘着剤層を構成するアクリル共重合体は、モノマー混合物を共重合して得られるものである。
上記モノマー混合物を共重合して上記アクリル共重合体を得るには、上記モノマー混合物を、重合開始剤の存在下にてラジカル反応させればよい。上記モノマー混合物をラジカル反応させる方法、即ち、重合方法としては、従来公知の方法が用いられ、例えば、溶液重合(沸点重合又は定温重合)、乳化重合、懸濁重合、塊状重合等が挙げられる。上記モノマー混合物をラジカル反応させる際の反応方式としては、例えば、リビングラジカル重合、フリーラジカル重合等が挙げられる。なかでも、リビングラジカル重合が好ましい。即ち、上記アクリル共重合体は、リビングラジカル重合により得られたアクリル共重合体であることが好ましい。
上記モノマー混合物を共重合して上記アクリル共重合体を得るには、上記モノマー混合物を、重合開始剤の存在下にてラジカル反応させればよい。上記モノマー混合物をラジカル反応させる方法、即ち、重合方法としては、従来公知の方法が用いられ、例えば、溶液重合(沸点重合又は定温重合)、乳化重合、懸濁重合、塊状重合等が挙げられる。上記モノマー混合物をラジカル反応させる際の反応方式としては、例えば、リビングラジカル重合、フリーラジカル重合等が挙げられる。なかでも、リビングラジカル重合が好ましい。即ち、上記アクリル共重合体は、リビングラジカル重合により得られたアクリル共重合体であることが好ましい。
リビングラジカル重合は、重合反応が停止反応又は連鎖移動反応等の副反応で妨げられることなく分子鎖が生長していく重合である。リビングラジカル重合では、生長末端ラジカルが失活することなく、また、反応中に新しくラジカル種が発生することもなく、反応が進行する。その反応途中では、全ての分子鎖が均一にモノマーと反応しながら重合し、全ての分子鎖の組成は均一に近づく。
従って、リビングラジカル重合によれば、フリーラジカル重合と比較してより均一な分子量及び組成を有する共重合体が得られ、低分子量成分等の生成を抑えることができるため、上記粘着剤層の凝集力が高くなる。これにより、復元力がかかる状況下での粘着テープの接着信頼性が向上する。
従って、リビングラジカル重合によれば、フリーラジカル重合と比較してより均一な分子量及び組成を有する共重合体が得られ、低分子量成分等の生成を抑えることができるため、上記粘着剤層の凝集力が高くなる。これにより、復元力がかかる状況下での粘着テープの接着信頼性が向上する。
一方、フリーラジカル重合では、反応中に連続的にラジカル種が発生してモノマーに付加し、重合が進行する。そのためフリーラジカル重合では、反応の途中で生長末端ラジカルが失活した分子鎖や、反応中に新しく発生したラジカル種により生長した分子鎖が生成する。
従って、フリーラジカル重合によれば、リビングラジカル重合と比較すると共重合体の組成が不均一となり、比較的低分子量の共重合体も含まれるため、リビングラジカル重合と比較すると上記粘着剤層の凝集力は低くなる傾向にある。ただし、例えば上記アクリル共重合体の組成を調整すること等によって充分な性能を有する粘着剤層とすることができれば、上記アクリル共重合体として、フリーラジカル重合により得られたアクリル共重合体を用いてもよい。
従って、フリーラジカル重合によれば、リビングラジカル重合と比較すると共重合体の組成が不均一となり、比較的低分子量の共重合体も含まれるため、リビングラジカル重合と比較すると上記粘着剤層の凝集力は低くなる傾向にある。ただし、例えば上記アクリル共重合体の組成を調整すること等によって充分な性能を有する粘着剤層とすることができれば、上記アクリル共重合体として、フリーラジカル重合により得られたアクリル共重合体を用いてもよい。
上記リビングラジカル重合により得られたアクリル共重合体は、上記粘着剤層の濡れ性(被着体との界面の接着強度)を高める観点から、2−エチルヘキシルアクリレートを含むモノマー混合物を共重合して得られたアクリル共重合体であることが好ましい。
この場合、全モノマー混合物に占める2−エチルヘキシルアクリレートの好ましい含有量は、80〜98重量%である。2−エチルヘキシルアクリレートの含有量が80重量%以上であれば、上記アクリル共重合体のガラス転移点が下がり、上記粘着剤層の濡れ性(被着体との界面の接着強度)が高くなる。2−エチルヘキシルアクリレートの含有量が98重量%以下であれば、上記粘着剤層が適度な硬さとなって凝集力が充分となる。2−エチルヘキシルアクリレートの含有量のより好ましい下限は90重量%、より好ましい上限は97重量%である。
この場合、全モノマー混合物に占める2−エチルヘキシルアクリレートの好ましい含有量は、80〜98重量%である。2−エチルヘキシルアクリレートの含有量が80重量%以上であれば、上記アクリル共重合体のガラス転移点が下がり、上記粘着剤層の濡れ性(被着体との界面の接着強度)が高くなる。2−エチルヘキシルアクリレートの含有量が98重量%以下であれば、上記粘着剤層が適度な硬さとなって凝集力が充分となる。2−エチルヘキシルアクリレートの含有量のより好ましい下限は90重量%、より好ましい上限は97重量%である。
上記フリーラジカル重合により得られたアクリル共重合体は、ブチルアクリレートと2−エチルヘキシルアクリレートとを含むモノマー混合物を共重合して得られたアクリル共重合体であることが好ましい。
この場合、全モノマー混合物に占めるブチルアクリレートの好ましい含有量は、40〜80重量%である。ブチルアクリレートの含有量が40重量%以上であれば、上記粘着剤層が適度な硬さとなって凝集力が充分となり、粘着力が高くなる。ブチルアクリレートの含有量が80重量%以下であれば、上記粘着剤層が硬くなりすぎて濡れ性(被着体との界面の接着強度)が低下することを抑制することができる。全モノマー混合物に占める2−エチルヘキシルアクリレートの好ましい含有量は、10〜40重量%である。2−エチルヘキシルアクリレートの含有量が10重量%以上であれば、上記粘着剤層の粘着力が充分となる。2−エチルヘキシルアクリレートの含有量が40重量%以下であれば、上記粘着剤層が柔らかくなりすぎて凝集力が低下することを抑制することができる。
この場合、全モノマー混合物に占めるブチルアクリレートの好ましい含有量は、40〜80重量%である。ブチルアクリレートの含有量が40重量%以上であれば、上記粘着剤層が適度な硬さとなって凝集力が充分となり、粘着力が高くなる。ブチルアクリレートの含有量が80重量%以下であれば、上記粘着剤層が硬くなりすぎて濡れ性(被着体との界面の接着強度)が低下することを抑制することができる。全モノマー混合物に占める2−エチルヘキシルアクリレートの好ましい含有量は、10〜40重量%である。2−エチルヘキシルアクリレートの含有量が10重量%以上であれば、上記粘着剤層の粘着力が充分となる。2−エチルヘキシルアクリレートの含有量が40重量%以下であれば、上記粘着剤層が柔らかくなりすぎて凝集力が低下することを抑制することができる。
上記モノマー混合物は、必要に応じてブチルアクリレート及び2−エチルヘキシルアクリレート以外の共重合可能な他の重合性モノマーを含んでいてもよい。
上記共重合可能な他の重合性モノマーとして、例えば、アルキル基の炭素数が1〜3の(メタ)アクリル酸アルキルエステル、アルキル基の炭素数が13〜18の(メタ)アクリル酸アルキルエステル、官能性モノマー等が挙げられる。
上記共重合可能な他の重合性モノマーとして、例えば、アルキル基の炭素数が1〜3の(メタ)アクリル酸アルキルエステル、アルキル基の炭素数が13〜18の(メタ)アクリル酸アルキルエステル、官能性モノマー等が挙げられる。
上記アルキル基の炭素数が1〜3の(メタ)アクリル酸アルキルエステルとして、例えば、(メタ)アクリル酸メチル、(メタ)アクリル酸エチル、(メタ)アクリル酸n−プロピル、(メタ)アクリル酸イソプロピル等が挙げられる。上記アルキル基の炭素数が13〜18の(メタ)アクリル酸アルキルエステルとして、例えば、メタクリル酸トリデシル、(メタ)アクリル酸ステアリル等が挙げられる。上記官能性モノマーとして、例えば、(メタ)アクリル酸ヒドロキシアルキル、グリセリンジメタクリレート、(メタ)アクリル酸グリシジル、2−メタクリロイルオキシエチルイソシアネート、(メタ)アクリル酸、イタコン酸、無水マレイン酸、クロトン酸、マレイン酸、フマル酸等が挙げられる。
上記重合開始剤のうち、リビングラジカル重合を開始させる重合開始剤として、有機テルル重合開始剤が好ましい。上記有機テルル重合開始剤を用いることにより、水酸基やカルボキシル基のような極性官能基を有する官能性モノマーをいずれも保護することなく、同一の開始剤で重合して均一な分子量及び組成を有する共重合体を得ることができる。
上記有機テルル重合開始剤は、リビングラジカル重合に一般的に用いられるものであれば特に限定されず、例えば、有機テルル化合物、有機テルリド化合物等が挙げられる。
上記有機テルル化合物として、例えば、(メチルテラニル−メチル)ベンゼン、(1−メチルテラニル−エチル)ベンゼン、(2−メチルテラニル−プロピル)ベンゼン、1−クロロ−4−(メチルテラニル−メチル)ベンゼン、1−ヒドロキシ−4−(メチルテラニル−メチル)ベンゼン、1−メトキシ−4−(メチルテラニル−メチル)ベンゼン、1−アミノ−4−(メチルテラニル−メチル)ベンゼン、1−ニトロ−4−(メチルテラニル−メチル)ベンゼン、1−シアノ−4−(メチルテラニル−メチル)ベンゼン、1−メチルカルボニル−4−(メチルテラニル−メチル)ベンゼン、1−フェニルカルボニル−4−(メチルテラニル−メチル)ベンゼン、1−メトキシカルボニル−4−(メチルテラニル−メチル)ベンゼン、1−フェノキシカルボニル−4−(メチルテラニル−メチル)ベンゼン、1−スルホニル−4−(メチルテラニル−メチル)ベンゼン、1−トリフルオロメチル−4−(メチルテラニル−メチル)ベンゼン、1−クロロ−4−(1−メチルテラニル−エチル)ベンゼン、1−ヒドロキシ−4−(1−メチルテラニル−エチル)ベンゼン、1−メトキシ−4−(1−メチルテラニル−エチル)ベンゼン、1−アミノ−4−(1−メチルテラニル−エチル)ベンゼン、1−ニトロ−4−(1−メチルテラニル−エチル)ベンゼン、1−シアノ−4−(1−メチルテラニル−エチル)ベンゼン、1−メチルカルボニル−4−(1−メチルテラニル−エチル)ベンゼン、1−フェニルカルボニル−4−(1−メチルテラニル−エチル)ベンゼン、1−メトキシカルボニル−4−(1−メチルテラニル−エチル)ベンゼン、1−フェノキシカルボニル−4−(1−メチルテラニル−エチル)ベンゼン、1−スルホニル−4−(1−メチルテラニル−エチル)ベンゼン、1−トリフルオロメチル−4−(1−メチルテラニル−エチル)ベンゼン、1−クロロ−4−(2−メチルテラニル−プロピル)ベンゼン、1−ヒドロキシ−4−(2−メチルテラニル−プロピル)ベンゼン、1−メトキシ−4−(2−メチルテラニル−プロピル)ベンゼン、1−アミノ−4−(2−メチルテラニル−プロピル)ベンゼン、1−ニトロ−4−(2−メチルテラニル−プロピル)ベンゼン、1−シアノ−4−(2−メチルテラニル−プロピル)ベンゼン、1−メチルカルボニル−4−(2−メチルテラニル−プロピル)ベンゼン、1−フェニルカルボニル−4−(2−メチルテラニル−プロピル)ベンゼン、1−メトキシカルボニル−4−(2−メチルテラニル−プロピル)ベンゼン、1−フェノキシカルボニル−4−(2−メチルテラニル−プロピル)ベンゼン、1−スルホニル−4−(2−メチルテラニル−プロピル)ベンゼン、1−トリフルオロメチル−4−(2−メチルテラニル−プロピル)ベンゼン、2−(メチルテラニル−メチル)ピリジン、2−(1−メチルテラニル−エチル)ピリジン、2−(2−メチルテラニル−プロピル)ピリジン、2−メチルテラニル−エタン酸メチル、2−メチルテラニル−プロピオン酸メチル、2−メチルテラニル−2−メチルプロピオン酸メチル、2−メチルテラニル−エタン酸エチル、2−メチルテラニル−プロピオン酸エチル、2−メチルテラニル−2−メチルプロピオン酸エチル、2−メチルテラニルアセトニトリル、2−メチルテラニルプロピオニトリル、2−メチル−2−メチルテラニルプロピオニトリル等が挙げられる。これらの有機テルル化合物中のメチルテラニル基は、エチルテラニル基、n−プロピルテラニル基、イソプロピルテラニル基、n−ブチルテラニル基、イソブチルテラニル基、t−ブチルテラニル基、フェニルテラニル基等であってもよく、また、これらの有機テルル化合物は単独で用いてもよいし、2種以上を併用してもよい。
上記有機テルル重合開始剤は、リビングラジカル重合に一般的に用いられるものであれば特に限定されず、例えば、有機テルル化合物、有機テルリド化合物等が挙げられる。
上記有機テルル化合物として、例えば、(メチルテラニル−メチル)ベンゼン、(1−メチルテラニル−エチル)ベンゼン、(2−メチルテラニル−プロピル)ベンゼン、1−クロロ−4−(メチルテラニル−メチル)ベンゼン、1−ヒドロキシ−4−(メチルテラニル−メチル)ベンゼン、1−メトキシ−4−(メチルテラニル−メチル)ベンゼン、1−アミノ−4−(メチルテラニル−メチル)ベンゼン、1−ニトロ−4−(メチルテラニル−メチル)ベンゼン、1−シアノ−4−(メチルテラニル−メチル)ベンゼン、1−メチルカルボニル−4−(メチルテラニル−メチル)ベンゼン、1−フェニルカルボニル−4−(メチルテラニル−メチル)ベンゼン、1−メトキシカルボニル−4−(メチルテラニル−メチル)ベンゼン、1−フェノキシカルボニル−4−(メチルテラニル−メチル)ベンゼン、1−スルホニル−4−(メチルテラニル−メチル)ベンゼン、1−トリフルオロメチル−4−(メチルテラニル−メチル)ベンゼン、1−クロロ−4−(1−メチルテラニル−エチル)ベンゼン、1−ヒドロキシ−4−(1−メチルテラニル−エチル)ベンゼン、1−メトキシ−4−(1−メチルテラニル−エチル)ベンゼン、1−アミノ−4−(1−メチルテラニル−エチル)ベンゼン、1−ニトロ−4−(1−メチルテラニル−エチル)ベンゼン、1−シアノ−4−(1−メチルテラニル−エチル)ベンゼン、1−メチルカルボニル−4−(1−メチルテラニル−エチル)ベンゼン、1−フェニルカルボニル−4−(1−メチルテラニル−エチル)ベンゼン、1−メトキシカルボニル−4−(1−メチルテラニル−エチル)ベンゼン、1−フェノキシカルボニル−4−(1−メチルテラニル−エチル)ベンゼン、1−スルホニル−4−(1−メチルテラニル−エチル)ベンゼン、1−トリフルオロメチル−4−(1−メチルテラニル−エチル)ベンゼン、1−クロロ−4−(2−メチルテラニル−プロピル)ベンゼン、1−ヒドロキシ−4−(2−メチルテラニル−プロピル)ベンゼン、1−メトキシ−4−(2−メチルテラニル−プロピル)ベンゼン、1−アミノ−4−(2−メチルテラニル−プロピル)ベンゼン、1−ニトロ−4−(2−メチルテラニル−プロピル)ベンゼン、1−シアノ−4−(2−メチルテラニル−プロピル)ベンゼン、1−メチルカルボニル−4−(2−メチルテラニル−プロピル)ベンゼン、1−フェニルカルボニル−4−(2−メチルテラニル−プロピル)ベンゼン、1−メトキシカルボニル−4−(2−メチルテラニル−プロピル)ベンゼン、1−フェノキシカルボニル−4−(2−メチルテラニル−プロピル)ベンゼン、1−スルホニル−4−(2−メチルテラニル−プロピル)ベンゼン、1−トリフルオロメチル−4−(2−メチルテラニル−プロピル)ベンゼン、2−(メチルテラニル−メチル)ピリジン、2−(1−メチルテラニル−エチル)ピリジン、2−(2−メチルテラニル−プロピル)ピリジン、2−メチルテラニル−エタン酸メチル、2−メチルテラニル−プロピオン酸メチル、2−メチルテラニル−2−メチルプロピオン酸メチル、2−メチルテラニル−エタン酸エチル、2−メチルテラニル−プロピオン酸エチル、2−メチルテラニル−2−メチルプロピオン酸エチル、2−メチルテラニルアセトニトリル、2−メチルテラニルプロピオニトリル、2−メチル−2−メチルテラニルプロピオニトリル等が挙げられる。これらの有機テルル化合物中のメチルテラニル基は、エチルテラニル基、n−プロピルテラニル基、イソプロピルテラニル基、n−ブチルテラニル基、イソブチルテラニル基、t−ブチルテラニル基、フェニルテラニル基等であってもよく、また、これらの有機テルル化合物は単独で用いてもよいし、2種以上を併用してもよい。
上記有機テルリド化合物として、例えば、ジメチルジテルリド、ジエチルジテルリド、ジ−n−プロピルジテルリド、ジイソプロピルジテルリド、ジシクロプロピルジテルリド、ジ−n−ブチルジテルリド、ジ−sec−ブチルジテルリド、ジ−tert−ブチルジテルリド、ジシクロブチルジテルリド、ジフェニルジテルリド、ビス−(p−メトキシフェニル)ジテルリド、ビス−(p−アミノフェニル)ジテルリド、ビス−(p−ニトロフェニル)ジテルリド、ビス−(p−シアノフェニル)ジテルリド、ビス−(p−スルホニルフェニル)ジテルリド、ジナフチルジテルリド、ジピリジルジテルリド等が挙げられる。これらの有機テルリド化合物は単独で用いてもよいし、2種以上を併用してもよい。なかでも、ジメチルジテルリド、ジエチルジテルリド、ジ−n−プロピルジテルリド、ジ−n−ブチルジテルリド、ジフェニルジテルリドが好ましい。
上記重合開始剤として、例えば、有機過酸化物、アゾ化合物等も挙げられる。なお、リビングラジカル重合においても、本発明の効果を損なわない範囲内で、上記有機テルル重合開始剤に加えて、重合速度の促進を目的として重合開始剤としてアゾ化合物を用いてもよい。
上記有機過酸化物として、例えば、1,1−ビス(t−ヘキシルパーオキシ)−3,3,5−トリメチルシクロヘキサン、t−ヘキシルパーオキシピバレート、t−ブチルパーオキシピバレート、2,5−ジメチル−2,5−ビス(2−エチルヘキサノイルパーオキシ)ヘキサン、t−ヘキシルパーオキシ−2−エチルヘキサノエート、t−ブチルパーオキシ−2−エチルヘキサノエート、t−ブチルパーオキシイソブチレート、t−ブチルパーオキシ−3,5,5−トリメチルヘキサノエート、t−ブチルパーオキシラウレート等が挙げられる。
上記アゾ化合物は、ラジカル重合に一般的に用いられるものであれば特に限定されない。上記アゾ化合物として、例えば、2,2’−アゾビス(イソブチロニトリル)、2,2’−アゾビス(2−メチルブチロニトリル)、2,2’−アゾビス(2,4−ジメチルバレロニトリル)、2,2’−アゾビス(4−メトキシ−2,4−ジメチルバレロニトリル)、1,1−アゾビス(シクロヘキサン−1−カルボニトリル)、1−[(1−シアノ−1−メチルエチル)アゾ]ホルムアミド、4,4’−アゾビス(4−シアノバレリアン酸)、ジメチル−2,2’−アゾビス(2−メチルプロピオネート)、ジメチル−1,1’−アゾビス(1−シクロヘキサンカルボキシレート)、2,2’−アゾビス{2−メチル−N−[1,1’−ビス(ヒドロキシメチル)−2−ヒドロキシエチル]プロピオンアミド}、2,2’−アゾビス[2−メチル−N−(2−ヒドロキシエチル)プロピオンアミド]、2,2’−アゾビス[N−(2−プロペニル)−2−メチルプロピオンアミド]、2,2’−アゾビス(N−ブチル−2−メチルプロピオンアミド)、2,2’−アゾビス(N−シクロヘキシル−2−メチルプロピオンアミド)、2,2’−アゾビス[2−(2−イミダゾリン−2−イル)プロパン]二塩酸塩、2,2’−アゾビス{2−[1−(2−ヒドロキシエチル)−2−イミダゾリン−2−イル]プロパン}二塩酸塩、2,2’−アゾビス[2−(2−イミダゾリン−2−イル)プロパン]、2,2’−アゾビス(2−アミジノプロパン)二塩酸塩、2,2’−アゾビス[N−(2−カルボキシエチル)−2−メチルプロピオンアミジン]四水和物、2,2’−アゾビス(1−イミノ−1−ピロリジノ−2−メチルプロパン)二塩酸塩、2,2’−アゾビス(2,4,4−トリメチルペンタン)等が挙げられる。
これらの重合開始剤は単独で用いてもよいし、2種以上を併用してもよい。
上記アゾ化合物は、ラジカル重合に一般的に用いられるものであれば特に限定されない。上記アゾ化合物として、例えば、2,2’−アゾビス(イソブチロニトリル)、2,2’−アゾビス(2−メチルブチロニトリル)、2,2’−アゾビス(2,4−ジメチルバレロニトリル)、2,2’−アゾビス(4−メトキシ−2,4−ジメチルバレロニトリル)、1,1−アゾビス(シクロヘキサン−1−カルボニトリル)、1−[(1−シアノ−1−メチルエチル)アゾ]ホルムアミド、4,4’−アゾビス(4−シアノバレリアン酸)、ジメチル−2,2’−アゾビス(2−メチルプロピオネート)、ジメチル−1,1’−アゾビス(1−シクロヘキサンカルボキシレート)、2,2’−アゾビス{2−メチル−N−[1,1’−ビス(ヒドロキシメチル)−2−ヒドロキシエチル]プロピオンアミド}、2,2’−アゾビス[2−メチル−N−(2−ヒドロキシエチル)プロピオンアミド]、2,2’−アゾビス[N−(2−プロペニル)−2−メチルプロピオンアミド]、2,2’−アゾビス(N−ブチル−2−メチルプロピオンアミド)、2,2’−アゾビス(N−シクロヘキシル−2−メチルプロピオンアミド)、2,2’−アゾビス[2−(2−イミダゾリン−2−イル)プロパン]二塩酸塩、2,2’−アゾビス{2−[1−(2−ヒドロキシエチル)−2−イミダゾリン−2−イル]プロパン}二塩酸塩、2,2’−アゾビス[2−(2−イミダゾリン−2−イル)プロパン]、2,2’−アゾビス(2−アミジノプロパン)二塩酸塩、2,2’−アゾビス[N−(2−カルボキシエチル)−2−メチルプロピオンアミジン]四水和物、2,2’−アゾビス(1−イミノ−1−ピロリジノ−2−メチルプロパン)二塩酸塩、2,2’−アゾビス(2,4,4−トリメチルペンタン)等が挙げられる。
これらの重合開始剤は単独で用いてもよいし、2種以上を併用してもよい。
上記モノマー混合物をラジカル反応させる際には、分散安定剤を用いてもよい。上記分散安定剤として、例えば、ポリビニルピロリドン、ポリビニルアルコール、メチルセルロース、エチルセルロース、ポリ(メタ)アクリル酸、ポリ(メタ)アクリル酸エステル、ポリエチレングリコール等が挙げられる。
上記モノマー混合物をラジカル反応させる際に重合溶媒を用いる場合、該重合溶媒は特に限定されない。上記重合溶媒として、例えば、ヘキサン、シクロヘキサン、オクタン、トルエン、キシレン等の非極性溶媒を用いることができる。また、上記重合溶媒として、例えば、水、メタノール、エタノール、プロパノール、ブタノール、アセトン、メチルエチルケトン、メチルイソブチルケトン、テトラヒドロフラン、ジオキサン、N,N−ジメチルホルムアミド等の高極性溶媒を用いることができる。これらの重合溶媒は単独で用いてもよいし、2種以上を併用してもよい。重合温度は、重合速度の観点から0〜110℃が好ましい。
上記アクリル共重合体の重量平均分子量(Mw)は、好ましい下限が40万、好ましい上限が150万である。重量平均分子量が40万以上であれば、上記粘着剤層が適度な硬さとなって凝集力が充分となり、粘着力が高くなる。重量平均分子量が150万以下であれば、上記粘着剤層の粘着力が充分となる。重量平均分子量のより好ましい下限は50万、より好ましい上限は140万である。重量平均分子量を上記範囲に調整するためには、重合開始剤、重合温度等の重合条件を調整すればよい。
上記アクリル共重合体の数平均分子量(Mn)に対する重量平均分子量(Mw)の比(分子量分布、Mw/Mn)は、好ましい上限が10である。Mw/Mnが10以下であれば、低分子量成分等の含有量が少なくなるため、上記粘着剤層の凝集力及び濡れ性(被着体との界面の接着強度)が高くなり、復元力がかかる状況下での粘着テープの接着信頼性が向上する。Mw/Mnのより好ましい上限は8、更に好ましい上限は5、特に好ましい上限は3である。Mw/Mnを上記範囲に調整するためには、ラジカル反応の反応方式を選択したり、重合開始剤、重合温度等の重合条件を調整したりすればよい。
なお、数平均分子量(Mn)及び重量平均分子量(Mw)とは、GPC(Gel Permeation Chromatography:ゲルパーミエーションクロマトグラフィ)による標準ポリスチレン換算の重量平均分子量である。GPCでは、例えば、2690 Separations Model(Waters社製)等を使用できる。
なお、数平均分子量(Mn)及び重量平均分子量(Mw)とは、GPC(Gel Permeation Chromatography:ゲルパーミエーションクロマトグラフィ)による標準ポリスチレン換算の重量平均分子量である。GPCでは、例えば、2690 Separations Model(Waters社製)等を使用できる。
上記粘着剤層は、粘着付与樹脂を含有してもよい。
上記粘着付与樹脂として、例えば、ロジンエステル系樹脂、水添ロジン系樹脂、テルペン系樹脂、テルペンフェノール系樹脂、クマロンインデン系樹脂、脂環族飽和炭化水素系樹脂、C5系石油樹脂、C9系石油樹脂、C5−C9共重合系石油樹脂等が挙げられる。これらの粘着付与樹脂は単独で用いてもよいし、2種以上を併用してもよい。
上記粘着付与樹脂として、例えば、ロジンエステル系樹脂、水添ロジン系樹脂、テルペン系樹脂、テルペンフェノール系樹脂、クマロンインデン系樹脂、脂環族飽和炭化水素系樹脂、C5系石油樹脂、C9系石油樹脂、C5−C9共重合系石油樹脂等が挙げられる。これらの粘着付与樹脂は単独で用いてもよいし、2種以上を併用してもよい。
上記粘着付与樹脂の含有量は特に限定されないが、上記アクリル共重合体100重量部に対する好ましい下限は10重量部、好ましい上限は60重量部である。上記粘着付与樹脂の含有量が10重量部以上であれば、上記粘着剤層の粘着力が高くなる。上記粘着付与樹脂の含有量が60重量部以下であれば、上記粘着剤層が硬くなりすぎて粘着力又は濡れ性(被着体との界面の接着強度)が低下することを抑制することができる。
上記粘着剤層は、架橋剤が添加されることにより上記粘着剤層を構成する樹脂(例えば、上記アクリル共重合体、上記粘着付与樹脂等)の主鎖間に架橋構造が形成されていることが好ましい。
上記架橋剤は特に限定されず、例えば、イソシアネート系架橋剤、アジリジン系架橋剤、エポキシ系架橋剤、金属キレート型架橋剤等が挙げられる。なかでも、イソシアネート系架橋剤が好ましい。上記粘着剤層にイソシアネート系架橋剤が添加されることで、イソシアネート系架橋剤のイソシアネート基と上記粘着剤層を構成する樹脂(例えば、上記アクリル共重合体、上記粘着付与樹脂等)中のアルコール性水酸基とが反応して、上記粘着剤層の架橋が緩くなる。従って、上記粘着剤層は、断続的に加わる剥離応力を分散させることができ、粘着テープの粘着力がより向上する。
上記架橋剤の添加量は、上記アクリル共重合体100重量部に対して0.01〜10重量部が好ましく、0.1〜7重量部がより好ましい。
上記架橋剤は特に限定されず、例えば、イソシアネート系架橋剤、アジリジン系架橋剤、エポキシ系架橋剤、金属キレート型架橋剤等が挙げられる。なかでも、イソシアネート系架橋剤が好ましい。上記粘着剤層にイソシアネート系架橋剤が添加されることで、イソシアネート系架橋剤のイソシアネート基と上記粘着剤層を構成する樹脂(例えば、上記アクリル共重合体、上記粘着付与樹脂等)中のアルコール性水酸基とが反応して、上記粘着剤層の架橋が緩くなる。従って、上記粘着剤層は、断続的に加わる剥離応力を分散させることができ、粘着テープの粘着力がより向上する。
上記架橋剤の添加量は、上記アクリル共重合体100重量部に対して0.01〜10重量部が好ましく、0.1〜7重量部がより好ましい。
上記粘着剤層の架橋度は、高すぎても低すぎても、大きな応力が加わると被着体から剥離しやすくなることがあるので、5〜60重量%が好ましく、10〜55重量%がより好ましく、15〜50重量%が特に好ましい。
なお、粘着剤層の架橋度は、粘着剤層をW3(g)採取し、この粘着剤層を酢酸エチル中に23℃にて24時間浸漬して不溶解分を200メッシュの金網で濾過し、金網上の残渣を真空乾燥して乾燥残渣の重量W4(g)を測定し、下記式(2)により算出する。
架橋度(重量%)=100×W4/W3 (2)
なお、粘着剤層の架橋度は、粘着剤層をW3(g)採取し、この粘着剤層を酢酸エチル中に23℃にて24時間浸漬して不溶解分を200メッシュの金網で濾過し、金網上の残渣を真空乾燥して乾燥残渣の重量W4(g)を測定し、下記式(2)により算出する。
架橋度(重量%)=100×W4/W3 (2)
上記粘着剤層は、粘着力を向上させる目的で、シランカップリング剤を含有してもよい。上記シランカップリング剤は特に限定されず、例えば、エポキシシラン類、アクリルシラン類、メタクリルシラン類、アミノシラン類、イソシアネートシラン類等が挙げられる。
上記粘着剤層は、遮光性を付与する目的で、着色材を含有してもよい。上記着色材は特に限定されず、例えば、カーボンブラック、アニリンブラック、酸化チタン等が挙げられる。なかでも、比較的安価で化学的に安定であることから、カーボンブラックが好ましい。
上記粘着剤層の厚みは特に限定されないが、片面の粘着剤層の厚みの好ましい下限は20μm、好ましい上限は100μmである。上記粘着剤層の厚みが20μm以上であれば、上記粘着剤層の粘着力が充分となる。上記粘着剤層の厚みが100μm以下であれば、上記ポリオレフィン発泡体の柔軟性(応力緩和性)が粘着テープ全体としての柔軟性(応力緩和性)にも充分に寄与することができる。上記粘着剤層の厚みのより好ましい下限は30μm、より好ましい上限は80μmである。
なお、粘着剤層の厚みは、ダイヤル厚み計(例えば、Mitutoyo社製、「ABSデジマチックインジケーター」)を使用して測定できる。
なお、粘着剤層の厚みは、ダイヤル厚み計(例えば、Mitutoyo社製、「ABSデジマチックインジケーター」)を使用して測定できる。
本発明の粘着テープは、90°剥離力(a)の下限が13N/25mmである。
上記90°剥離力(a)が13N/25mm以上であれば、粘着テープの粘着力が充分となり、復元力がかかる状況下での粘着テープの接着信頼性が向上する。上記90°剥離力(a)の好ましい下限は15N/25mm、より好ましい下限は17N/25mmである。
上記90°剥離力(a)の上限は特に限定されないが、好ましい上限は30N/25mmである。上記90°剥離力(a)が30N/25mm以下であれば、粘着テープの粘着力が高くなりすぎることを防ぐことができ、粘着テープを被着体から剥がす際の剥離性が向上する。上記90°剥離力(a)のより好ましい上限は25N/25mmである。
なお、90°剥離力(a)は、JIS Z 0237に準拠して、90°ピール試験を行うことにより測定することができる。
上記90°剥離力(a)が13N/25mm以上であれば、粘着テープの粘着力が充分となり、復元力がかかる状況下での粘着テープの接着信頼性が向上する。上記90°剥離力(a)の好ましい下限は15N/25mm、より好ましい下限は17N/25mmである。
上記90°剥離力(a)の上限は特に限定されないが、好ましい上限は30N/25mmである。上記90°剥離力(a)が30N/25mm以下であれば、粘着テープの粘着力が高くなりすぎることを防ぐことができ、粘着テープを被着体から剥がす際の剥離性が向上する。上記90°剥離力(a)のより好ましい上限は25N/25mmである。
なお、90°剥離力(a)は、JIS Z 0237に準拠して、90°ピール試験を行うことにより測定することができる。
本発明の粘着テープにおいては、上記90°剥離力(a)(N/25mm)に対する、上記ポリオレフィン発泡体の破断点強度(b)(MPa)の値(b/a)が0.028MPa/(N/25mm)以上である。
上記b/aの値が0.028MPa/(N/25mm)以上であれば、粘着テープの粘着力が高くなりすぎることを防ぐことができ、かつ、上記ポリオレフィン発泡体の強度が向上する。これにより、粘着テープを被着体から剥がす際には上記ポリオレフィン発泡体が切れにくくなり、被着体との界面で剥離しやすくなるため、被着体をリワークしやすくなる。上記b/aの値は0.032MPa/(N/25mm)以上が好ましく、0.035MPa/(N/25mm)以上がより好ましい。
上記b/aの値の上限は特に限定されないが、高すぎると復元力がかかる状況下での粘着テープの接着信頼性が低下することから、好ましい上限は0.200MPa/(N/25mm)、より好ましい上限は0.150MPa/(N/25mm)である。
なお、b/aの値を算出する際の破断点強度としては、MD方向及びTD方向のうち低いほうの破断点強度を用いる。
上記b/aの値が0.028MPa/(N/25mm)以上であれば、粘着テープの粘着力が高くなりすぎることを防ぐことができ、かつ、上記ポリオレフィン発泡体の強度が向上する。これにより、粘着テープを被着体から剥がす際には上記ポリオレフィン発泡体が切れにくくなり、被着体との界面で剥離しやすくなるため、被着体をリワークしやすくなる。上記b/aの値は0.032MPa/(N/25mm)以上が好ましく、0.035MPa/(N/25mm)以上がより好ましい。
上記b/aの値の上限は特に限定されないが、高すぎると復元力がかかる状況下での粘着テープの接着信頼性が低下することから、好ましい上限は0.200MPa/(N/25mm)、より好ましい上限は0.150MPa/(N/25mm)である。
なお、b/aの値を算出する際の破断点強度としては、MD方向及びTD方向のうち低いほうの破断点強度を用いる。
上記90°剥離力(a)及び上記b/aの値を上記範囲内に調整する方法は特に限定されないが、上記粘着剤層に上記アクリル共重合体を用い、上記アクリル共重合体の組成、低分子量成分の含有量、分子量分布(Mw/Mn)等を調整する方法が好ましい。また、上記ポリオレフィン発泡体の組成、発泡倍率、密度、架橋度等を調整する方法も好ましい。これらの方法は単独で用いてもよいし、2種以上を併用してもよい。
本発明の粘着テープの厚みは特に限定されないが、好ましい下限は0.3mm、好ましい上限は2mmである。上記厚みが0.3mm以上であれば、粘着テープの粘着力が充分となり、復元力がかかる状況下での粘着テープの接着信頼性が向上する。上記厚みが2mm以下であれば、粘着テープによる充分な接着及び固定を実現することができる。上記厚みのより好ましい下限は0.5mm、より好ましい上限は0.9mmである。
本発明の粘着テープの製造方法として、例えば、以下のような方法が挙げられる。
まず、アクリル共重合体、必要に応じて粘着付与樹脂、架橋剤等に溶剤を加えて粘着剤Aの溶液を作製して、この粘着剤Aの溶液をポリオレフィン発泡体の表面に塗布し、溶液中の溶剤を完全に乾燥除去して粘着剤層Aを形成する。次に、形成された粘着剤層Aの上に離型フィルムをその離型処理面が粘着剤層Aに対向した状態に重ね合わせる。
次いで、上記離型フィルムとは別の離型フィルムを用意し、この離型フィルムの離型処理面に粘着剤Bの溶液を塗布し、溶液中の溶剤を完全に乾燥除去することにより、離型フィルムの表面に粘着剤層Bが形成された積層フィルムを作製する。得られた積層フィルムを粘着剤層Aが形成されたポリオレフィン発泡体の裏面に、粘着剤層Bがポリオレフィン発泡体の裏面に対向した状態に重ね合わせて積層体を作製する。そして、上記積層体をゴムローラ等によって加圧する。これにより、ポリオレフィン発泡体の両面に粘着剤層を有し、かつ、粘着剤層の表面が離型フィルムで覆われた粘着テープを得ることができる。
まず、アクリル共重合体、必要に応じて粘着付与樹脂、架橋剤等に溶剤を加えて粘着剤Aの溶液を作製して、この粘着剤Aの溶液をポリオレフィン発泡体の表面に塗布し、溶液中の溶剤を完全に乾燥除去して粘着剤層Aを形成する。次に、形成された粘着剤層Aの上に離型フィルムをその離型処理面が粘着剤層Aに対向した状態に重ね合わせる。
次いで、上記離型フィルムとは別の離型フィルムを用意し、この離型フィルムの離型処理面に粘着剤Bの溶液を塗布し、溶液中の溶剤を完全に乾燥除去することにより、離型フィルムの表面に粘着剤層Bが形成された積層フィルムを作製する。得られた積層フィルムを粘着剤層Aが形成されたポリオレフィン発泡体の裏面に、粘着剤層Bがポリオレフィン発泡体の裏面に対向した状態に重ね合わせて積層体を作製する。そして、上記積層体をゴムローラ等によって加圧する。これにより、ポリオレフィン発泡体の両面に粘着剤層を有し、かつ、粘着剤層の表面が離型フィルムで覆われた粘着テープを得ることができる。
また、同様の要領で積層フィルムを2組作製し、これらの積層フィルムをポリオレフィン発泡体の両面のそれぞれに、積層フィルムの粘着剤層をポリオレフィン発泡体に対向させた状態に重ね合わせて積層体を作製し、この積層体をゴムローラ等によって加圧してもよい。これにより、ポリオレフィン発泡体の両面に粘着剤層を有し、かつ、粘着剤層の表面が離型フィルムで覆われた粘着テープを得ることができる。
本発明の粘着テープの用途は特に限定されず、例えば、電子機器における部品固定に用いられる。上記電子機器は特に限定されず、例えば、テレビ、モニター、携帯電子機器、車載用電子機器等が挙げられる。より具体的には例えば、テレビ、モニター、携帯電子機器、車載用電子機器等に使用されるフラットパネルディスプレイ、携帯電子機器のカメラモジュール、携帯電子機器の内部部材等が挙げられる。
また、本発明の粘着テープは、車輌用内装、家電(例えば、TV、エアコン、冷蔵庫等)の内外装等に用いられてもよい。
本発明の粘着テープは、復元力がかかる状況下でも剥離しにくいことから、段差、角、非平面部等に貼り付けられたり、部品を変形させた状態で固定するために用いられたりすることが好ましい。これらの用途における本発明の粘着テープの形状は特に限定されないが、長方形、額縁状、円形、楕円形、ドーナツ型等が挙げられる。
また、本発明の粘着テープは、車輌用内装、家電(例えば、TV、エアコン、冷蔵庫等)の内外装等に用いられてもよい。
本発明の粘着テープは、復元力がかかる状況下でも剥離しにくいことから、段差、角、非平面部等に貼り付けられたり、部品を変形させた状態で固定するために用いられたりすることが好ましい。これらの用途における本発明の粘着テープの形状は特に限定されないが、長方形、額縁状、円形、楕円形、ドーナツ型等が挙げられる。
本発明によれば、復元力がかかる状況下でも剥離しにくい一方で、被着体から剥がす際には剥離性に優れ、被着体をリワークしやすい粘着テープを提供することができる。
以下に実施例を掲げて本発明を更に詳しく説明するが、本発明はこれら実施例のみに限定されない。
(ポリエチレン発泡体1(PE1)の製造)
ポリオレフィン樹脂として直鎖状低密度ポリエチレン(エクソンケミカル社製「Exact3027」、密度0.900g/cm3)100重量部、熱分解型発泡剤としてアゾジカルボンアミド15重量部、酸化亜鉛(分解温度調整剤)1重量部及び2,6−ジ−t−ブチル−p−クレゾール(酸化防止剤)0.5重量部を押出機に供給した。130℃で溶融混錬し、押出機からシート状に押出し、厚み約0.2mmの発泡性樹脂シートを得た。得られた発泡性樹脂シートの両面に電子線(加速電圧500kV、4.5Mrad)を照射して架橋した後、得られた架橋された発泡性樹脂シートを熱風及び赤外線ヒーターにより250℃に保持された発泡炉内に送り込んで加熱し、発泡させた。発泡させながら延伸(MD方向に2.5倍、TD方向に2.5倍)し、ポリエチレン発泡体を得た。
得られたポリエチレン発泡体の厚み、密度、発泡倍率、破断点強度、伸び率、層間強度、及び、25%圧縮強度を求めた。
ポリオレフィン樹脂として直鎖状低密度ポリエチレン(エクソンケミカル社製「Exact3027」、密度0.900g/cm3)100重量部、熱分解型発泡剤としてアゾジカルボンアミド15重量部、酸化亜鉛(分解温度調整剤)1重量部及び2,6−ジ−t−ブチル−p−クレゾール(酸化防止剤)0.5重量部を押出機に供給した。130℃で溶融混錬し、押出機からシート状に押出し、厚み約0.2mmの発泡性樹脂シートを得た。得られた発泡性樹脂シートの両面に電子線(加速電圧500kV、4.5Mrad)を照射して架橋した後、得られた架橋された発泡性樹脂シートを熱風及び赤外線ヒーターにより250℃に保持された発泡炉内に送り込んで加熱し、発泡させた。発泡させながら延伸(MD方向に2.5倍、TD方向に2.5倍)し、ポリエチレン発泡体を得た。
得られたポリエチレン発泡体の厚み、密度、発泡倍率、破断点強度、伸び率、層間強度、及び、25%圧縮強度を求めた。
(ポリエチレン発泡体2(PE2)の製造)
熱分解型発泡剤の量を13重量部に変更し、MD延伸倍率を2.3倍、TD延伸倍率を2.3倍に変更したこと以外はポリエチレン発泡体1(PE1)と同様にして、ポリエチレン発泡体を得た。
熱分解型発泡剤の量を13重量部に変更し、MD延伸倍率を2.3倍、TD延伸倍率を2.3倍に変更したこと以外はポリエチレン発泡体1(PE1)と同様にして、ポリエチレン発泡体を得た。
(ポリエチレン発泡体3(PE3)の製造)
熱分解型発泡剤の量を10重量部に変更したこと以外はポリエチレン発泡体1(PE1)と同様にして、ポリエチレン発泡体を得た。
熱分解型発泡剤の量を10重量部に変更したこと以外はポリエチレン発泡体1(PE1)と同様にして、ポリエチレン発泡体を得た。
(ポリエチレン発泡体4(PE4)の製造)
熱分解型発泡剤の量を6重量部に変更し、MD延伸倍率を3.0倍、TD延伸倍率を3.0倍に変更したこと以外はポリエチレン発泡体1(PE1)と同様にして、ポリエチレン発泡体を得た。
熱分解型発泡剤の量を6重量部に変更し、MD延伸倍率を3.0倍、TD延伸倍率を3.0倍に変更したこと以外はポリエチレン発泡体1(PE1)と同様にして、ポリエチレン発泡体を得た。
(ポリエチレン発泡体5(PE5)の製造)
ポリオレフィン樹脂として、直鎖状低密度ポリエチレン(エクソンケミカル社製「Exact3027」、密度:0.900g/cm3)70重量部、及び、直鎖状低密度ポリエチレン(ダウケミカル社製「アフィニティーKC8852」、密度0.875g/cm3、融点(DSC法)Tm:66℃)30重量部を用いた。なお、ダウケミカル社製「アフィニティーKC8852」は、メタロセン化合物の重合触媒を用いて得られたエチレン−1−オクテン共重合体である。更に、熱分解型発泡剤の量を7重量部に変更し、MD延伸倍率を2.0倍、TD延伸倍率を2.0倍に変更したこと以外はポリエチレン発泡体1(PE1)と同様にして、ポリエチレン発泡体を得た。
ポリオレフィン樹脂として、直鎖状低密度ポリエチレン(エクソンケミカル社製「Exact3027」、密度:0.900g/cm3)70重量部、及び、直鎖状低密度ポリエチレン(ダウケミカル社製「アフィニティーKC8852」、密度0.875g/cm3、融点(DSC法)Tm:66℃)30重量部を用いた。なお、ダウケミカル社製「アフィニティーKC8852」は、メタロセン化合物の重合触媒を用いて得られたエチレン−1−オクテン共重合体である。更に、熱分解型発泡剤の量を7重量部に変更し、MD延伸倍率を2.0倍、TD延伸倍率を2.0倍に変更したこと以外はポリエチレン発泡体1(PE1)と同様にして、ポリエチレン発泡体を得た。
(ポリエチレン発泡体6(PE6)の製造)
ポリオレフィン樹脂として、直鎖状低密度ポリエチレン(宇部丸善ポリエチレン社製「UBEポリエチレンF420」、密度:0.920g/cm3)100重量部を用いた。更に、熱分解型発泡剤の量を7重量部に変更したこと以外はポリエチレン発泡体2(PE2)と同様にして、ポリエチレン発泡体を得た。
ポリオレフィン樹脂として、直鎖状低密度ポリエチレン(宇部丸善ポリエチレン社製「UBEポリエチレンF420」、密度:0.920g/cm3)100重量部を用いた。更に、熱分解型発泡剤の量を7重量部に変更したこと以外はポリエチレン発泡体2(PE2)と同様にして、ポリエチレン発泡体を得た。
(ポリエチレン発泡体7(PE7)の製造)
熱分解型発泡剤の量を3.5重量部に変更し、MD延伸倍率を2.0倍、TD延伸倍率を2.0倍に変更したこと以外はポリエチレン発泡体1(PE1)と同様にして、ポリエチレン発泡体を得た。
熱分解型発泡剤の量を3.5重量部に変更し、MD延伸倍率を2.0倍、TD延伸倍率を2.0倍に変更したこと以外はポリエチレン発泡体1(PE1)と同様にして、ポリエチレン発泡体を得た。
(ポリエチレン発泡体8(PE8)の製造)
熱分解型発泡剤の量を2.5重量部に変更し、MD延伸倍率を2.0倍、TD延伸倍率を2.0倍に変更したこと以外はポリエチレン発泡体1(PE1)と同様にして、ポリエチレン発泡体を得た。
熱分解型発泡剤の量を2.5重量部に変更し、MD延伸倍率を2.0倍、TD延伸倍率を2.0倍に変更したこと以外はポリエチレン発泡体1(PE1)と同様にして、ポリエチレン発泡体を得た。
(ポリウレタン発泡体1(PU1)の製造)
ポリオールとして、ポリオール成分であるポリプロピレングリコール(PPG)と、酸成分であるε−カプロラクタムとからなるポリエステルポリオール(ポリオール成分/酸成分配合比率(重量比)=8:1)を用いた。
ポリオールの合計100重量部にアミン触媒(ダブコLV33、三共エアープロダクト社製)を0.7重量部、整泡剤(SZ5740M、東レ・ダウコーニング社製)を1重量部添加し、攪拌した。そこへポリイソシアネート(ポリメリックMDI、東ソー社製)をイソシアネートインデックス85になるよう調整し投入した。その後、0.2g/cm3になるように窒素ガスと混合攪拌し、微細な気泡が混入した溶液を得た。その溶液を厚み50μmのPETセパレーター(ニッパ製、V−2)上にアプリケーターを使用して所定の厚みに塗布し、発泡体原料を反応させ、ポリウレタン発泡体を得た。
得られたポリウレタン発泡体の厚み、密度、発泡倍率、破断点強度、伸び率、層間強度、及び、25%圧縮強度を求めた。
ポリオールとして、ポリオール成分であるポリプロピレングリコール(PPG)と、酸成分であるε−カプロラクタムとからなるポリエステルポリオール(ポリオール成分/酸成分配合比率(重量比)=8:1)を用いた。
ポリオールの合計100重量部にアミン触媒(ダブコLV33、三共エアープロダクト社製)を0.7重量部、整泡剤(SZ5740M、東レ・ダウコーニング社製)を1重量部添加し、攪拌した。そこへポリイソシアネート(ポリメリックMDI、東ソー社製)をイソシアネートインデックス85になるよう調整し投入した。その後、0.2g/cm3になるように窒素ガスと混合攪拌し、微細な気泡が混入した溶液を得た。その溶液を厚み50μmのPETセパレーター(ニッパ製、V−2)上にアプリケーターを使用して所定の厚みに塗布し、発泡体原料を反応させ、ポリウレタン発泡体を得た。
得られたポリウレタン発泡体の厚み、密度、発泡倍率、破断点強度、伸び率、層間強度、及び、25%圧縮強度を求めた。
(ポリウレタン発泡体2(PU2)の製造)
イソシアネートインデックスを80に変更したこと以外はポリウレタン発泡体1(PU1)と同様にして、ポリウレタン発泡体を得た。
イソシアネートインデックスを80に変更したこと以外はポリウレタン発泡体1(PU1)と同様にして、ポリウレタン発泡体を得た。
(ポリウレタン発泡体3(PU3)の製造)
ポリオールとして、ポリプロピレングリコール(PPG)(重量平均分子量1000)90重量部及びネオペンチルグリコール(分子量1000)10重量部と、酸成分であるε−カプロラクタムとからなるポリエステルポリオール(ポリオール成分/酸成分配合比率(重量比)=8:1を用いた。更に、イソシアネートインデックスを100に変更したこと以外はポリウレタン発泡体1(PU1)と同様にして、ポリウレタン発泡体を得た。
ポリオールとして、ポリプロピレングリコール(PPG)(重量平均分子量1000)90重量部及びネオペンチルグリコール(分子量1000)10重量部と、酸成分であるε−カプロラクタムとからなるポリエステルポリオール(ポリオール成分/酸成分配合比率(重量比)=8:1を用いた。更に、イソシアネートインデックスを100に変更したこと以外はポリウレタン発泡体1(PU1)と同様にして、ポリウレタン発泡体を得た。
(粘着剤Aの製造(リビングラジカル重合))
Tellurium(40メッシュ、金属テルル、アルドリッチ社製)6.38g(50mmol)をテトラヒドロフラン(THF)50mLに懸濁させ、これに1.6mol/Lのn−ブチルリチウム/ヘキサン溶液(アルドリッチ社製)34.4mL(55mmol)を、室温でゆっくり滴下した。この反応溶液を金属テルルが完全に消失するまで攪拌した。この反応溶液に、エチル−2−ブロモーイソブチレート10.7g(55mmol)を室温で加え、2時間攪拌した。反応終了後、減圧下で溶媒を濃縮し、続いて減圧蒸留して、黄色油状物の2−メチル−2−n−ブチルテラニル−プロピオン酸エチルを得た。
Tellurium(40メッシュ、金属テルル、アルドリッチ社製)6.38g(50mmol)をテトラヒドロフラン(THF)50mLに懸濁させ、これに1.6mol/Lのn−ブチルリチウム/ヘキサン溶液(アルドリッチ社製)34.4mL(55mmol)を、室温でゆっくり滴下した。この反応溶液を金属テルルが完全に消失するまで攪拌した。この反応溶液に、エチル−2−ブロモーイソブチレート10.7g(55mmol)を室温で加え、2時間攪拌した。反応終了後、減圧下で溶媒を濃縮し、続いて減圧蒸留して、黄色油状物の2−メチル−2−n−ブチルテラニル−プロピオン酸エチルを得た。
アルゴン置換したグローブボックス内で、反応容器中に、製造した2−メチル−2−n−ブチルテラニル−プロピオン酸エチル19μL、V−60(2,2’−アゾビスイソブチロニトリル、和光純薬工業社製)1.4mg、酢酸エチル1mLを投入した後、反応容器を密閉し、反応容器をグローブボックスから取り出した。続いて、反応容器にアルゴンガスを流入しながら、反応容器内に、モノマー混合物の合計100g、重合溶媒として酢酸エチル66.5gを投入し、60℃で20時間重合反応を行い、アクリル共重合体含有溶液を得た。モノマー混合物としては、アクリル酸2−エチルへキシル(2EHA)97重量部、アクリル酸(AAc)3重量部、及び、アクリル酸2−ヒドロキシエチル(2HEA)0.1重量部を用いた。
得られたアクリル共重合体含有溶液をテトラヒドロフラン(THF)によって50倍希釈して得られた希釈液をフィルター(材質:ポリテトラフルオロエチレン、ポア径:0.2μm)で濾過した。得られた濾液をゲルパミエーションクロマトグラフ(Waters社製、2690 Separations Model)に供給して、サンプル流量1ミリリットル/min、カラム温度40℃の条件でGPC測定を行い、アクリル共重合体のポリスチレン換算分子量を測定して、分子量分布(Mw/Mn)を求めた。分子量分布(Mw/Mn)は2.1であった。カラムとしてはGPC KF−806L(昭和電工社製)を用い、検出器としては示差屈折計を用いた。
得られたアクリル共重合体含有溶液をテトラヒドロフラン(THF)によって50倍希釈して得られた希釈液をフィルター(材質:ポリテトラフルオロエチレン、ポア径:0.2μm)で濾過した。得られた濾液をゲルパミエーションクロマトグラフ(Waters社製、2690 Separations Model)に供給して、サンプル流量1ミリリットル/min、カラム温度40℃の条件でGPC測定を行い、アクリル共重合体のポリスチレン換算分子量を測定して、分子量分布(Mw/Mn)を求めた。分子量分布(Mw/Mn)は2.1であった。カラムとしてはGPC KF−806L(昭和電工社製)を用い、検出器としては示差屈折計を用いた。
得られたアクリル共重合体含有溶液の不揮発分100重量部に対して酢酸エチルを加えて攪拌し、粘着付与樹脂を合計30重量部添加して攪拌し、不揮発分30重量%の粘着剤を得た。粘着付与樹脂としては、水添ロジン系樹脂10重量部、ロジンエステル系樹脂10重量部、テルペンフェノール樹脂10重量部を用いた。
(粘着剤Bの製造(フリーラジカル重合))
温度計、攪拌機、冷却管を備えた反応器に酢酸エチル52重量部を入れて、窒素置換した後、反応器を加熱して還流を開始した。酢酸エチルが沸騰してから、30分後に重合開始剤としてアゾビスイソブチロニトリル0.08重量部を投入した。ここにモノマー混合物を1時間30分かけて、均等かつ徐々に滴下し反応させた。モノマー混合物としては、アクリル酸ブチル(BA)60重量部、アクリル酸2−エチルへキシル(2EHA)36.9重量部、アクリル酸(AAc)3重量部、及び、アクリル酸2−ヒドロキシエチル(2HEA)0.1重量部を用いた。滴下終了30分後にアゾビスイソブチロニトリル0.1重量部を添加し、更に5時間重合反応させ、反応器内に酢酸エチルを加えて希釈しながら冷却することにより、アクリル共重合体含有溶液を得た。
上記と同様にしてアクリル共重合体の分子量分布(Mw/Mn)を求めた。分子量分布(Mw/Mn)は10であった。
温度計、攪拌機、冷却管を備えた反応器に酢酸エチル52重量部を入れて、窒素置換した後、反応器を加熱して還流を開始した。酢酸エチルが沸騰してから、30分後に重合開始剤としてアゾビスイソブチロニトリル0.08重量部を投入した。ここにモノマー混合物を1時間30分かけて、均等かつ徐々に滴下し反応させた。モノマー混合物としては、アクリル酸ブチル(BA)60重量部、アクリル酸2−エチルへキシル(2EHA)36.9重量部、アクリル酸(AAc)3重量部、及び、アクリル酸2−ヒドロキシエチル(2HEA)0.1重量部を用いた。滴下終了30分後にアゾビスイソブチロニトリル0.1重量部を添加し、更に5時間重合反応させ、反応器内に酢酸エチルを加えて希釈しながら冷却することにより、アクリル共重合体含有溶液を得た。
上記と同様にしてアクリル共重合体の分子量分布(Mw/Mn)を求めた。分子量分布(Mw/Mn)は10であった。
得られたアクリル共重合体含有溶液の不揮発分100重量部に対して酢酸エチルを加えて攪拌し、粘着付与樹脂を合計30重量部添加して攪拌し、不揮発分30重量%の粘着剤を得た。粘着付与樹脂としては、水添ロジン系樹脂10重量部、ロジンエステル系樹脂10重量部、テルペンフェノール樹脂10重量部を用いた。
(粘着剤Cの製造(フリーラジカル重合))
モノマー混合物として、アクリル酸2−エチルへキシル(2EHA)97重量部、アクリル酸(AAc)3重量部、及び、アクリル酸2−ヒドロキシエチル(2HEA)0.1重量部)を用いたこと以外は粘着剤Bの製造と同様にして、アクリル共重合体含有溶液を得た。
上記と同様にしてアクリル共重合体の分子量分布(Mw/Mn)を求めた。分子量分布(Mw/Mn)は18であった。
モノマー混合物として、アクリル酸2−エチルへキシル(2EHA)97重量部、アクリル酸(AAc)3重量部、及び、アクリル酸2−ヒドロキシエチル(2HEA)0.1重量部)を用いたこと以外は粘着剤Bの製造と同様にして、アクリル共重合体含有溶液を得た。
上記と同様にしてアクリル共重合体の分子量分布(Mw/Mn)を求めた。分子量分布(Mw/Mn)は18であった。
得られたアクリル共重合体含有溶液の不揮発分100重量部に対して酢酸エチルを加えて攪拌し、粘着付与樹脂を合計30重量部添加して攪拌し、不揮発分30重量%の粘着剤を得た。粘着付与樹脂としては、水添ロジン系樹脂10重量部、ロジンエステル系樹脂10重量部、テルペンフェノール樹脂10重量部を用いた。
(実施例1)
厚み150μmの離型紙を用意し、この離型紙の離型処理面に粘着剤Aを塗布し、100℃で5分間乾燥させることにより、厚み0.05mmの粘着剤層を形成した。この粘着剤層を、ポリエチレン発泡体1(PE1)の表面と貼り合わせた。次いで、同様の要領で、このポリエチレン発泡体1(PE1)の反対の表面にも、PETセパレーターを剥がした後で上記と同じ粘着剤層を貼り合わせた。その後40℃で48時間加熱することで養生を行った。これにより、厚み150μmの離型紙で覆われた粘着テープを得た。
得られた粘着テープについて、JIS Z 0237に準拠して90°ピール試験を行い、剥離力(a)を求めた。また、剥離力(a)に対する、ポリエチレン発泡体1(PE1)のJIS K 6767に準拠して測定した破断点強度(b)の値(b/a)を算出した。
厚み150μmの離型紙を用意し、この離型紙の離型処理面に粘着剤Aを塗布し、100℃で5分間乾燥させることにより、厚み0.05mmの粘着剤層を形成した。この粘着剤層を、ポリエチレン発泡体1(PE1)の表面と貼り合わせた。次いで、同様の要領で、このポリエチレン発泡体1(PE1)の反対の表面にも、PETセパレーターを剥がした後で上記と同じ粘着剤層を貼り合わせた。その後40℃で48時間加熱することで養生を行った。これにより、厚み150μmの離型紙で覆われた粘着テープを得た。
得られた粘着テープについて、JIS Z 0237に準拠して90°ピール試験を行い、剥離力(a)を求めた。また、剥離力(a)に対する、ポリエチレン発泡体1(PE1)のJIS K 6767に準拠して測定した破断点強度(b)の値(b/a)を算出した。
(実施例2〜5、比較例1〜6)
表1に示すように基材及び/又は粘着剤層を変更したこと以外は実施例1と同様にして、粘着テープを得た。
表1に示すように基材及び/又は粘着剤層を変更したこと以外は実施例1と同様にして、粘着テープを得た。
<評価>
実施例、比較例で得られた粘着テープについて以下の評価を行った。結果を表1に示した。
実施例、比較例で得られた粘着テープについて以下の評価を行った。結果を表1に示した。
(1)剥離性試験
JIS Z 0237に準拠して90°ピール試験を行った。粘着テープが被着体との界面で剥離した場合を○、基材の層間剥離(層間破壊)が生じた場合を×とした。
基材の層間剥離(層間破壊)が生じた場合については、被着体上に残った層間剥離(層間破壊)後の粘着テープについて再度上記と同じ試験を行った。層間剥離(層間破壊)後の粘着テープが被着体との界面で剥離した場合を○、再度基材の層間剥離(層間破壊)が生じた場合を×とした。
JIS Z 0237に準拠して90°ピール試験を行った。粘着テープが被着体との界面で剥離した場合を○、基材の層間剥離(層間破壊)が生じた場合を×とした。
基材の層間剥離(層間破壊)が生じた場合については、被着体上に残った層間剥離(層間破壊)後の粘着テープについて再度上記と同じ試験を行った。層間剥離(層間破壊)後の粘着テープが被着体との界面で剥離した場合を○、再度基材の層間剥離(層間破壊)が生じた場合を×とした。
(2)耐復元力試験
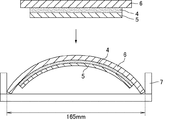
図2に、粘着テープの耐復元力試験を示す模式図を示す。
図2に示すように、長さ150mm×幅3mmにカットした粘着テープ4を用いて、第1の耐復元力試験用ポリカーボネート板(長さ150mm×幅30mm×厚み1mm)5と第2の耐復元力試験用ポリカーボネート板(長さ200mm×幅30mm×厚み1mm)6とを積層した。この積層体を2kgの条件でローラーを用いて圧着した後、24時間静置し、粘着テープ4を介して2枚のポリカーボネート板が貼り合わされた耐復元力試験用サンプルを作製した。85℃、湿度90%の条件下、この耐復元力試験用サンプルを第2の耐復元力試験用ポリカーボネート板6を上にした状態で治具7に挟み込み、治具7の幅を165mmにまで狭めて耐復元力試験用サンプルを弓状に反らせた。このときの耐復元力試験用サンプルの曲率は0.181mであった。
耐復元力試験用サンプルにおける粘着テープ4の剥離の発生を観察し、弓状に反らせてから6時間以内に剥離が発生した場合を×、6時間を超えて24時間以内に剥離が発生した場合を△、24時間を超えても剥離が発生しなかった場合を○とした。
図2に、粘着テープの耐復元力試験を示す模式図を示す。
図2に示すように、長さ150mm×幅3mmにカットした粘着テープ4を用いて、第1の耐復元力試験用ポリカーボネート板(長さ150mm×幅30mm×厚み1mm)5と第2の耐復元力試験用ポリカーボネート板(長さ200mm×幅30mm×厚み1mm)6とを積層した。この積層体を2kgの条件でローラーを用いて圧着した後、24時間静置し、粘着テープ4を介して2枚のポリカーボネート板が貼り合わされた耐復元力試験用サンプルを作製した。85℃、湿度90%の条件下、この耐復元力試験用サンプルを第2の耐復元力試験用ポリカーボネート板6を上にした状態で治具7に挟み込み、治具7の幅を165mmにまで狭めて耐復元力試験用サンプルを弓状に反らせた。このときの耐復元力試験用サンプルの曲率は0.181mであった。
耐復元力試験用サンプルにおける粘着テープ4の剥離の発生を観察し、弓状に反らせてから6時間以内に剥離が発生した場合を×、6時間を超えて24時間以内に剥離が発生した場合を△、24時間を超えても剥離が発生しなかった場合を○とした。

本発明によれば、復元力がかかる状況下でも剥離しにくい一方で、被着体から剥がす際には剥離性に優れ、被着体をリワークしやすい粘着テープを提供することができる。
4 長さ150mm×幅3mmにカットした粘着テープ
5 第1の耐復元力試験用ポリカーボネート板(長さ150mm×幅30mm×厚み1mm)
6 第2の耐復元力試験用ポリカーボネート板(長さ200mm×幅30mm×厚み1mm)
7 治具
8 ポリオレフィン発泡体
9 アルミ製治具A(25mm角)
10 アルミ製治具B(10mm角)
5 第1の耐復元力試験用ポリカーボネート板(長さ150mm×幅30mm×厚み1mm)
6 第2の耐復元力試験用ポリカーボネート板(長さ200mm×幅30mm×厚み1mm)
7 治具
8 ポリオレフィン発泡体
9 アルミ製治具A(25mm角)
10 アルミ製治具B(10mm角)
Claims (3)
- ポリオレフィン発泡体と、前記ポリオレフィン発泡体の少なくとも一方の面に積層された粘着剤層とを有する粘着テープであって、
前記ポリオレフィン発泡体は、層間強度が0.1〜2MPa、かつ、25%圧縮強度が20〜100kPaであり、
前記粘着テープは、90°剥離力(a)が13N/25mm以上であり、
前記90°剥離力(a)に対する、前記ポリオレフィン発泡体の破断点強度(b)の値(b/a)が0.028MPa/(N/25mm)以上である
ことを特徴とする粘着テープ。 - ポリオレフィン発泡体を構成するポリオレフィン樹脂は、直鎖状低密度ポリエチレン(LLDPE)を含有することを特徴とする請求項1記載の粘着テープ。
- ポリオレフィン発泡体は、発泡倍率が5〜50cm3/gであることを特徴とする請求項1又は2記載の粘着テープ。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2018047135A JP2019157010A (ja) | 2018-03-14 | 2018-03-14 | 粘着テープ |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2018047135A JP2019157010A (ja) | 2018-03-14 | 2018-03-14 | 粘着テープ |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2019157010A true JP2019157010A (ja) | 2019-09-19 |
Family
ID=67995704
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2018047135A Pending JP2019157010A (ja) | 2018-03-14 | 2018-03-14 | 粘着テープ |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2019157010A (ja) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2023040386A1 (zh) * | 2021-09-15 | 2023-03-23 | 苏州德佑新材料科技股份有限公司 | 一种重工胶带及其剥离方法 |
| WO2024204824A1 (ja) * | 2023-03-31 | 2024-10-03 | 積水化学工業株式会社 | 発泡体シート及び粘着テープ |
| WO2024204827A1 (ja) * | 2023-03-31 | 2024-10-03 | 積水化学工業株式会社 | 発泡体シート、粘着テープ |
-
2018
- 2018-03-14 JP JP2018047135A patent/JP2019157010A/ja active Pending
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2023040386A1 (zh) * | 2021-09-15 | 2023-03-23 | 苏州德佑新材料科技股份有限公司 | 一种重工胶带及其剥离方法 |
| WO2024204824A1 (ja) * | 2023-03-31 | 2024-10-03 | 積水化学工業株式会社 | 発泡体シート及び粘着テープ |
| WO2024204827A1 (ja) * | 2023-03-31 | 2024-10-03 | 積水化学工業株式会社 | 発泡体シート、粘着テープ |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6424034B2 (ja) | 電子機器用粘着シート | |
| JP7377210B2 (ja) | 両面粘着テープ | |
| CN110023439A (zh) | 双面粘合带 | |
| KR102645230B1 (ko) | 양면 점착 테이프 | |
| JP7323360B2 (ja) | 両面粘着テープ | |
| CN105378016B (zh) | 便携电子设备用双面粘合带 | |
| JP2015098554A (ja) | 防水テープ | |
| JP7260999B2 (ja) | 両面粘着テープ | |
| WO2018116844A1 (ja) | 粘着テープ | |
| JP2019157010A (ja) | 粘着テープ | |
| JP7431590B2 (ja) | 粘着テープ及び表示部材の固定・接合方法 | |
| JP2019157011A (ja) | 両面粘着テープ | |
| CN107075319B (zh) | 粘合片和电子设备 | |
| TWI891908B (zh) | 雙面黏著帶 | |
| JP7107026B2 (ja) | 粘着テープ | |
| JP2019007027A (ja) | 電子機器用粘着シート | |
| JP7020984B2 (ja) | 粘着テープ | |
| CN107709495A (zh) | 双面粘合带 | |
| JP2019044181A (ja) | 粘着テープ | |
| JP7265379B2 (ja) | 積層体及び粘着テープ | |
| JP7579081B2 (ja) | 両面粘着テープ | |
| JP7652707B2 (ja) | 両面粘着テープ | |
| JP2025153749A (ja) | 両面粘着テープ | |
| WO2025013892A1 (ja) | 両面粘着テープ | |
| JP7044878B2 (ja) | 両面粘着テープ、電子機器部品及び電子機器 |