JP2019175697A - Manufacturing method for positive electrode active material for non-aqueous electrolyte secondary battery, molded body, and manufacturing method for non-aqueous electrolyte secondary battery - Google Patents
Manufacturing method for positive electrode active material for non-aqueous electrolyte secondary battery, molded body, and manufacturing method for non-aqueous electrolyte secondary battery Download PDFInfo
- Publication number
- JP2019175697A JP2019175697A JP2018062861A JP2018062861A JP2019175697A JP 2019175697 A JP2019175697 A JP 2019175697A JP 2018062861 A JP2018062861 A JP 2018062861A JP 2018062861 A JP2018062861 A JP 2018062861A JP 2019175697 A JP2019175697 A JP 2019175697A
- Authority
- JP
- Japan
- Prior art keywords
- lithium
- positive electrode
- nickel composite
- active material
- electrode active
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images







Classifications
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02E—REDUCTION OF GREENHOUSE GAS [GHG] EMISSIONS, RELATED TO ENERGY GENERATION, TRANSMISSION OR DISTRIBUTION
- Y02E60/00—Enabling technologies; Technologies with a potential or indirect contribution to GHG emissions mitigation
- Y02E60/10—Energy storage using batteries
Landscapes
- Inorganic Compounds Of Heavy Metals (AREA)
- Battery Electrode And Active Subsutance (AREA)
Abstract
【課題】より生産性高く、高い結晶性を有する正極活物質の簡便な製造方法などを提供する。
【解決手段】ニッケル複合水酸化物、及び、ニッケル複合酸化物の少なくとも一方と、リチウム化合物と、を含むリチウム混合物を成形して、厚さが10mm以上、厚さ方向に対して垂直な断面の長径が30mm以上であり、密度が1.6g/cm3以上である成形体を得ることS20と、成形体を、酸化性雰囲気下、730℃以上930℃以下、10時間未満で焼成して、リチウムニッケル複合酸化物を得ることS30と、を備える。
【選択図】図1A simple method for producing a positive electrode active material having higher productivity and higher crystallinity is provided.
A lithium mixture containing at least one of nickel composite hydroxide and nickel composite oxide and a lithium compound is molded, and has a thickness of 10 mm or more and a cross section perpendicular to the thickness direction. S20 to obtain a molded body having a major axis of 30 mm or more and a density of 1.6 g / cm 3 or more, and firing the molded body in an oxidizing atmosphere at 730 ° C. or more and 930 ° C. or less for less than 10 hours, Obtaining a lithium nickel composite oxide S30.
[Selection] Figure 1
Description
本発明は、非水系電解質二次電池用正極活物質の製造方法、成形体、及び、非水系電解質二次電池の製造方法に関する。 The present invention relates to a method for producing a positive electrode active material for a non-aqueous electrolyte secondary battery, a molded body, and a method for producing a non-aqueous electrolyte secondary battery.
近年、携帯電話やノート型パソコンなどの携帯電子機器の普及に伴い、高いエネルギー密度を有する小型で軽量な非水系電解質二次電池の開発が強く望まれている。また、ハイブリット自動車を始めとする電気自動車用の電池として出力特性と充放電サイクル特性が優れた二次電池の開発が強く望まれている。 In recent years, with the widespread use of portable electronic devices such as mobile phones and laptop computers, development of small and lightweight non-aqueous electrolyte secondary batteries having high energy density is strongly desired. In addition, development of secondary batteries having excellent output characteristics and charge / discharge cycle characteristics is strongly desired as batteries for electric vehicles including hybrid cars.
このような要求を満たす二次電池として、非水系電解質二次電池用正極活物質があり、代表的な二次電池としてリチウムイオン二次電池がある。このリチウムイオン二次電池は、負極および正極と電解液等で構成され、負極および正極の活物質は、リチウムを脱離および挿入することの可能な材料が用いられている。 As a secondary battery satisfying such requirements, there is a positive electrode active material for a non-aqueous electrolyte secondary battery, and a lithium ion secondary battery is a typical secondary battery. This lithium ion secondary battery is composed of a negative electrode, a positive electrode, an electrolyte, and the like, and a material capable of desorbing and inserting lithium is used as the active material of the negative electrode and the positive electrode.
このようなリチウムイオン二次電池は、現在、研究開発が盛んに行われているところであるが、中でも、層状またはスピネル型のリチウム金属複合酸化物を正極材料に用いたリチウムイオン二次電池は、4V級の高い電圧が得られるため、高いエネルギー密度を有する電池として実用化が進んでいる。 Such a lithium ion secondary battery is currently being actively researched and developed. Among them, a lithium ion secondary battery using a layered or spinel type lithium metal composite oxide as a positive electrode material, Since a high voltage of 4V class can be obtained, practical use is progressing as a battery having a high energy density.
これまで主に提案されている材料としては、合成が比較的容易なリチウムコバルト複合酸化物(LiCoO2)や、リチウムニッケル複合酸化物(LiNiO2)、リチウムニッケルコバルトマンガン複合酸化物(LiNi1/3Co1/3Mn1/3O2)、マンガンを用いたリチウムマンガン複合酸化物(LiMn2O4)などを挙げることができる。 As materials mainly proposed so far, lithium cobalt composite oxide (LiCoO 2 ), lithium nickel composite oxide (LiNiO 2 ), lithium nickel cobalt manganese composite oxide (LiNi 1 / 3 Co 1/3 Mn 1/3 O 2 ), lithium manganese composite oxide using manganese (LiMn 2 O 4 ), and the like.
これらの中でも、リチウムニッケル複合酸化物(LiNiO2)は、コバルトよりも安価なニッケルが用いられ、かつ、二次電池の正極に用いられた場合、より高い放電容量を有するといった観点から注目されている。 Among these, lithium nickel composite oxide (LiNiO 2 ) is attracting attention from the viewpoint of having a higher discharge capacity when nickel cheaper than cobalt is used and when used for a positive electrode of a secondary battery. Yes.
リチウムニッケル複合酸化物は、ニッケルを含む化合物(前駆体)、リチウムを含む化合物(リチウム化合物)などの原料を混合してリチウム混合物を調製した後、リチウム混合物を焼成することで得ることができる。リチウム混合物の焼成は、通常、700℃以上900℃以下程度の温度で、10時間以上で行われる。そして、焼成の際に、リチウム化合物と前駆体とが反応して、高い結晶性を有するリチウムニッケル複合酸化物が得られる。 The lithium nickel composite oxide can be obtained by mixing a raw material such as a nickel-containing compound (precursor) and a lithium-containing compound (lithium compound) to prepare a lithium mixture, and then firing the lithium mixture. Firing of the lithium mixture is usually performed at a temperature of about 700 ° C. to 900 ° C. for 10 hours or longer. And in the case of baking, a lithium compound and a precursor react and the lithium nickel complex oxide which has high crystallinity is obtained.
近年のリチウムイオン二次電池の需要のさらなる増加に伴い、高い結晶性を有するリチウムニッケル複合酸化物を、低コスト、かつ、生産性高く製造することが要求されている。 With a further increase in demand for lithium ion secondary batteries in recent years, it is required to produce a lithium nickel composite oxide having high crystallinity at a low cost and with high productivity.
リチウム混合物の焼成工程では、一般的に、リチウム混合物の粉末を、匣鉢等の容器に入れて、焼成炉で焼成する。また、リチウム混合物を造粒して成形体を形成した後、焼成してリチウムニッケル複合酸化物を得る方法がいくつか開示されている。 In the firing step of the lithium mixture, the powder of the lithium mixture is generally placed in a container such as a mortar and fired in a firing furnace. In addition, some methods for obtaining a lithium nickel composite oxide by granulating a lithium mixture to form a compact and then firing it are disclosed.
例えば、下記の特許文献1には、少なくともニッケル塩とリチウム塩とを所定量混合して原料混合物とし、該原料混合物を焼成してLiNiO2を合成するに際して、前記原料混合物を造粒し得られた造粒物を焼成することを特徴とするLiNiO2系層状複合酸化物の製造方法が記載されている。特許文献1によれば、上記製造方法により、所望の結晶構造を有する合成物を、作業面を含めて生産性よく製造できるとしている。また、特許文献1の実施例には、具体的には、造粒物の大きさとして、約0.5mmの造粒物をアルミナ容器に入れて700℃まで昇温して、24時間保持して焼成することが記載されている。
For example, in
下記の特許文献2には、リチウム原料を含む原料混合物を造粒形成等の工程を経て成形体とした後、酸化性雰囲気下で700℃〜1000℃の温度で2〜15時間保持してリチウム複合酸化物を合成することが記載されている。また、特許文献2の実施例には、Ni主成分原料粉末とLi原料とを混合し、金型プレスにより2t/cm2の圧力で形成してペレットにし、このペレットを800℃で10時間、純酸素雰囲気で焼成したことが記載されている。
In
下記の特許文献3には、LiCoO2あるいはLiCoO2を主成分とする組成物を合成する際に、混合粉末を100kg/cm2から1000kg/cm2の圧力でプレス成形するとともに、プレス成形体の厚みを2〜10mmとし、かつプレス成形体の間隙を1mm以上として積層し、焼成することが記載されている。また、特許文献3の実施例には、原料を混合した混合粉末を直径50mm、厚さ5mmの成形体にプレス圧500kg/cm2でプレス成形し、厚さ1mmのアルミナスペーサーの破片をプレス成形体の適当な所に挟み込み、740℃で10時間、820℃で20時間保持して焼成することが記載されている。 In Patent Document 3 below, when a composition containing LiCoO 2 or LiCoO 2 as a main component is synthesized, the mixed powder is press-molded at a pressure of 100 kg / cm 2 to 1000 kg / cm 2 , It is described that the thickness is set to 2 to 10 mm and the gap between the press-molded bodies is set to 1 mm or more and fired. Moreover, in the Example of patent document 3, the mixed powder which mixed the raw material is press-molded by the press pressure of 500 kg / cm < 2 > to the molded object of diameter 50mm and thickness 5mm, and the piece of the alumina spacer of thickness 1mm is press-molded. It is described that it is sandwiched in an appropriate place on the body and fired at 740 ° C. for 10 hours and at 820 ° C. for 20 hours.
下記の特許文献4には、リチウム化合物を含む原料をスラリー化して、噴霧又は凍結乾燥して得た乾燥品をプレス成形後焼成することが記載されている。特許文献4によれば、プレス成形は、分子間移動距離が短くなり、焼成時の結晶成長を促進するという点で極めて有用であるとしている。また、特許文献4の実施例には、乾燥ゲルを静的圧縮機を用いて2t/cm2圧で形成しφ14、厚み2mmのペレット状とし、アルミナ製ボートに入れ、管状炉にて酸素雰囲気中で750℃で48時間焼成したことが記載されている。 The following Patent Document 4 describes that a raw material containing a lithium compound is slurried, and a dried product obtained by spraying or freeze-drying is fired after press molding. According to Patent Document 4, press molding is extremely useful in that the intermolecular movement distance is shortened and the crystal growth during firing is promoted. In the example of Patent Document 4, a dry gel is formed at a pressure of 2 t / cm 2 using a static compressor and is formed into a pellet shape having a diameter of 14 mm and a thickness of 2 mm. Among them, it is described that baking was performed at 750 ° C. for 48 hours.
しかしながら、従来のように、リチウム混合物の粉末を容器に入れて焼成した場合、熱伝導が悪く、高い結晶性を有するリチウムニッケル複合酸化物を製造するためには、長時間の焼成時間が必要となる。また、焼成効率を上げるため、焼成炉内の雰囲気ガスの流量を大きくした場合、容器から粉末が舞い上がり、排気ダクトに吸収されて収率が低下することがある。 However, when the powder of the lithium mixture is baked in a container as in the prior art, a long baking time is required to produce a lithium nickel composite oxide having poor thermal conductivity and high crystallinity. Become. In addition, when the flow rate of the atmospheric gas in the firing furnace is increased in order to increase the firing efficiency, the powder may rise from the container and may be absorbed by the exhaust duct to lower the yield.
また、上記特許文献1〜4では、造粒物又は成形体を形成して焼成を行っており、焼成効率がある程度向上すると考えられる。しかしながら、上記特許文献1〜4の実施例として具体的に開示される焼成条件は、10時間以上の焼成を必要としており、高い結晶性を有するリチウムニッケル複合酸化物を、より高い生産性で製造する方法が求められている。
Moreover, in the said patent documents 1-4, since the granulated material or the molded object is formed and baked, it is thought that baking efficiency improves to some extent. However, the firing conditions specifically disclosed as examples in
なお、特許文献1では、容器に造粒物を詰めて焼成するため、熱伝導が悪く、例えば、焼成効率を上げるため、焼成炉内の雰囲気ガス流量を大きくした場合、粒径が1mm以下の造粒物では、上述した粉末の場合と同様に、容器から舞い上がり、収率が低下することがある。一方、特許文献3では、スペーサを用いて、プレス成形体間に間隙を設けることが記載されているが、焼成工程においては、二段階の焼成を必要としており、実施例では、合計30時間の焼成を行っている。
In
本発明は、上述の問題に鑑みて、高い結晶性を有する正極活物質を、より生産性高く製造する方法、及び、その製造方法に好適に用いることができる成形体等を提供することを目的とする。 In view of the above-mentioned problems, the present invention aims to provide a method for producing a positive electrode active material having high crystallinity with higher productivity, and a molded body that can be suitably used for the production method. And
本発明の第1の態様では、リチウム(Li)とニッケル(Ni)とコバルト(Co)と任意に他の金属(M)とを含み、各金属元素のモル比が、Li:Ni:Co:M=s:(1−x−y):x:y(ただし、0.95≦s≦1.30、0≦x≦0.40、0≦y≦0.40、かつ、0.55≦(1−x−y)≦1.0であり、Mは、Mn、V、Mo、Nb、Ti、Zr、W、及びAlから選ばれる少なくとも1種の元素である。)で表されるリチウムニッケル複合酸化物を含む非水系電解質二次電池用正極活物質の製造方法であって、
ニッケル複合水酸化物、及び、ニッケル複合酸化物の少なくとも一方と、リチウム化合物と、を含むリチウム混合物を成形して、厚さが10mm以上、厚さ方向に対して垂直な断面の長径が30mm以上であり、密度が1.6g/cm3以上である成形体を得ることと、成形体を、酸化性雰囲気下、730℃以上930℃以下、10時間未満で焼成して、リチウムニッケル複合酸化物を得ることと、を備える、非水系電解質二次電池用正極活物質の製造方法が提供される。
In the first aspect of the present invention, lithium (Li), nickel (Ni), cobalt (Co), and optionally other metals (M) are included, and the molar ratio of each metal element is Li: Ni: Co: M = s: (1-xy): x: y (where 0.95 ≦ s ≦ 1.30, 0 ≦ x ≦ 0.40, 0 ≦ y ≦ 0.40, and 0.55 ≦ (1-xy) ≦ 1.0, and M is at least one element selected from Mn, V, Mo, Nb, Ti, Zr, W, and Al. A method for producing a positive electrode active material for a non-aqueous electrolyte secondary battery containing a nickel composite oxide,
A lithium mixture containing nickel composite hydroxide and at least one of nickel composite oxide and a lithium compound is molded, and the thickness is 10 mm or more and the major axis of the cross section perpendicular to the thickness direction is 30 mm or more A compact having a density of 1.6 g / cm 3 or more and firing the compact in an oxidizing atmosphere at 730 ° C. or more and 930 ° C. or less for less than 10 hours to obtain a lithium nickel composite oxide And a method for producing a positive electrode active material for a non-aqueous electrolyte secondary battery.
また、成形体の密度が、1.8g/cm3以上であることが好ましい。また、成形体を、焼成炉内に配置した板状部材の上に載置して、焼成することが好ましい。また、成形体が、ニッケル複合水酸化物、及び、ニッケル複合酸化物の少なくとも一方と、水酸化リチウムとを含み、バインダーを含まないことが好ましい。また、水酸化リチウムが水分率5%以下の無水水酸化リチウムであることが好ましい。また、成形体が、ニッケル複合水酸化物、及び、ニッケル複合酸化物の少なくとも一方と、炭酸リチウムと、バインダーとを含むことが好ましい。また、バインダーが、ポリビニルアルコール、ポリアクリルアミド、及び、カルボキシメチルセルロースから選択される1種以上であることが好ましい。また、リチウム混合物を、酸化性雰囲気下、200℃以上800℃以下、かつ、焼成温度よりも低い温度で仮焼すること、を備えることが好ましい。また、焼成して得られたリチウムニッケル複合酸化物を解砕すること、を備えることが好ましい。また、リチウムニッケル複合酸化物は、X線回折パターンのリートベルト解析から得られるリチウム主体層のリチウム席占有率が94.0%以上であることが好ましい。また、リチウムニッケル複合酸化物5gを100mlの純水に分散させ、10分間静置後の上澄み液に溶出したリチウム量が、リチウムニッケル複合酸化物全量に対して0.15質量%以下であることが好ましい。 Moreover, it is preferable that the density of a molded object is 1.8 g / cm < 3 > or more. Moreover, it is preferable that the compact is placed on a plate-like member disposed in a firing furnace and fired. Moreover, it is preferable that a molded object contains at least one of nickel composite hydroxide and nickel composite oxide, and lithium hydroxide, and does not contain a binder. Moreover, it is preferable that lithium hydroxide is anhydrous lithium hydroxide with a moisture content of 5% or less. Moreover, it is preferable that a molded object contains at least one of nickel composite hydroxide and nickel composite oxide, lithium carbonate, and a binder. Moreover, it is preferable that a binder is 1 or more types selected from polyvinyl alcohol, polyacrylamide, and carboxymethylcellulose. In addition, it is preferable that the lithium mixture is calcined in an oxidizing atmosphere at a temperature of 200 ° C. or higher and 800 ° C. or lower and lower than the firing temperature. Moreover, it is preferable to crush the lithium nickel composite oxide obtained by firing. Further, in the lithium nickel composite oxide, it is preferable that the lithium seat occupation ratio of the lithium main layer obtained from the Rietveld analysis of the X-ray diffraction pattern is 94.0% or more. Further, 5 g of lithium nickel composite oxide is dispersed in 100 ml of pure water, and the amount of lithium eluted in the supernatant after standing for 10 minutes is 0.15% by mass or less based on the total amount of lithium nickel composite oxide. Is preferred.
本発明の第2の態様では、ニッケル(Ni)と、コバルト(Co)と、任意に他の金属(M)とを含み、各元素のモル比が、Ni:Co:M=(1−x−y):x:y(ただし、0≦x≦0.40、0≦y≦0.40、かつ、0.55≦(1−x−y)≦1.0であり、Mは、Mn、V、Mo、Nb、Ti、Zr、W、及びAlから選ばれる少なくとも1種の元素である。)で表されるニッケル複合水酸化物、及び、ニッケル複合水酸化物を酸化して得られるニッケル複合酸化物の少なくとも一方と、水酸化リチウムとを含む成形体であって、バインダーを含まず、厚さ10mm以上、厚さ方向に対して垂直な断面の長径が30mm以上、密度1.6g/cm3以上であり、非水系電解質二次電池用正極活物質の製造に用いられる、成形体が提供される。 In the second aspect of the present invention, nickel (Ni), cobalt (Co), and optionally other metals (M) are included, and the molar ratio of each element is Ni: Co: M = (1-x -Y): x: y (where 0 ≦ x ≦ 0.40, 0 ≦ y ≦ 0.40, and 0.55 ≦ (1-xy) ≦ 1.0, and M is Mn And at least one element selected from V, Mo, Nb, Ti, Zr, W, and Al.) And obtained by oxidizing a nickel composite hydroxide and a nickel composite hydroxide. A molded body containing at least one of nickel composite oxide and lithium hydroxide, does not contain a binder, has a thickness of 10 mm or more, a major axis of a cross section perpendicular to the thickness direction of 30 mm or more, and a density of 1.6 g. / Cm 3 or more, and a molded article used for producing a positive electrode active material for a nonaqueous electrolyte secondary battery is Provided.
本発明の第3の態様では、正極と負極と非水電解質とを備える非水系電解質二次電池の製造方法であって、上記の製造方法で得られた非水系電解質二次電池用正極活物質を用いて、正極を製造すること、を備える、非水系電解質二次電池の製造方法が提供される。 In the third aspect of the present invention, a non-aqueous electrolyte secondary battery manufacturing method comprising a positive electrode, a negative electrode, and a non-aqueous electrolyte, the positive electrode active material for a non-aqueous electrolyte secondary battery obtained by the above manufacturing method. The manufacturing method of a nonaqueous electrolyte secondary battery provided with manufacturing a positive electrode using is provided.
本発明によれば、高い結晶性を有する正極活物質を生産性高く、簡便に製造する方法、及び、その製造方法に好適に用いることができる成形体を提供することができる。 According to the present invention, it is possible to provide a method for easily producing a positive electrode active material having high crystallinity with high productivity, and a molded body that can be suitably used for the production method.
以下、本発明の実施形態について図面を参照しながら説明する。ただし、本発明は以下説明する実施形態に限定されるものではない。図面においては、適宜、模式的に表現することや、縮尺を変更して表現することがある。 Hereinafter, embodiments of the present invention will be described with reference to the drawings. However, the present invention is not limited to the embodiments described below. In the drawings, they may be schematically expressed as appropriate, or may be expressed by changing the scale.
1.非水系電解質二次電池用正極活物質の製造方法
本実施形態は、リチウムニッケル複合酸化物を含む非水系電解質二次電池用正極活物質(以下、「正極活物質」ともいう。)の製造方法である。リチウムニッケル複合酸化物(以下、単に「複合酸化物」ともいう。)は、リチウム(Li)とニッケル(Ni)とコバルト(Co)と任意に他の金属(M)とを含み、各金属元素のモル比が、Li:Ni:Co:M=s:(1−x−y):x:y(ただし、0.95≦s≦1.30、0≦x≦0.40、0≦y≦0.40、かつ、0.55≦(1−x−y)≦1.0であり、Mは、Mn、V、Mo、Nb、Ti、Zr、W、及びAlから選ばれる少なくとも1種の元素である。)で表される。また、リチウムニッケル金属複合酸化物は、層状構造を有する六方晶系の結晶構造を有してもよく、複数の一次粒子が凝集した二次粒子を含んでもよい。
1. The manufacturing method of the positive electrode active material for nonaqueous electrolyte secondary batteries This embodiment is a manufacturing method of the positive electrode active material (henceforth "positive electrode active material") for nonaqueous electrolyte secondary batteries containing lithium nickel complex oxide. It is. Lithium-nickel composite oxide (hereinafter also simply referred to as “composite oxide”) includes lithium (Li), nickel (Ni), cobalt (Co), and optionally other metals (M). The molar ratio of Li: Ni: Co: M = s: (1-xy): x: y (where 0.95 ≦ s ≦ 1.30, 0 ≦ x ≦ 0.40, 0 ≦ y) ≦ 0.40 and 0.55 ≦ (1-xy) ≦ 1.0, and M is at least one selected from Mn, V, Mo, Nb, Ti, Zr, W, and Al. Element). The lithium nickel metal composite oxide may have a hexagonal crystal structure having a layered structure, and may include secondary particles in which a plurality of primary particles are aggregated.
図1〜図5は、本実施形態に係る正極活物質の製造方法の一例を示す図である。図1等に示されるように、正極活物質の製造方法は、例えば、ニッケル複合水酸化物と、リチウム化合物と、を含むリチウム混合物を得ること(ステップS10)と、リチウム混合物を成形して、成形体を得ること(ステップS20)と、成形体を焼成して、リチウムニッケル複合酸化物を得ること(ステップS30)と、を備える。以下、各工程について説明する。 1-5 is a figure which shows an example of the manufacturing method of the positive electrode active material which concerns on this embodiment. As shown in FIG. 1 and the like, the method for producing a positive electrode active material includes, for example, obtaining a lithium mixture containing a nickel composite hydroxide and a lithium compound (step S10), forming the lithium mixture, Obtaining a formed body (step S20) and firing the formed body to obtain a lithium nickel composite oxide (step S30). Hereinafter, each step will be described.
[リチウム混合物を得る工程(ステップS10)]
リチウム混合物は、ニッケル複合水酸化物およびニッケル複合酸化物の少なくとも一方と、リチウム化合物と、を混合して得られる(ステップS10)。なお、リチウム混合物は、後述するように、粒子同士を決着するバインダーを含んでもよい(図3参照)。リチウム混合物がバインダーを含む場合、得られる成形体の強度を向上できる。なお、本明細書において、リチウム混合物に含まれるニッケル複合水酸化物及び/又はニッケル複合酸化物を、まとめて「前駆体」ともいう。
[Step of obtaining lithium mixture (step S10)]
The lithium mixture is obtained by mixing at least one of nickel composite hydroxide and nickel composite oxide and a lithium compound (step S10). In addition, the lithium mixture may contain a binder that settles particles as described later (see FIG. 3). When a lithium mixture contains a binder, the intensity | strength of the molded object obtained can be improved. In the present specification, the nickel composite hydroxide and / or nickel composite oxide contained in the lithium mixture is also collectively referred to as “precursor”.
(ニッケル複合水酸化物)
本実施形態で用いられるニッケル複合水酸化物は、特に限定されず、公知のニッケル複合水酸化物を用いることができ、例えば、晶析法によって得られたニッケル複合水酸化物(前駆体)を用いることができる。晶析法によって得られるニッケル複合水酸化物は、粒子全体で組成が均一となる。晶析法によって得られたニッケル複合水酸化物とリチウム化合物とを含む成形体は、非常に短時間の焼成で、高い結晶性を有するリチウムニッケル複合酸化物を製造することができる。
(Nickel composite hydroxide)
The nickel composite hydroxide used in the present embodiment is not particularly limited, and a known nickel composite hydroxide can be used. For example, a nickel composite hydroxide (precursor) obtained by a crystallization method is used. Can be used. The nickel composite hydroxide obtained by the crystallization method has a uniform composition throughout the particles. A compact containing a nickel composite hydroxide and a lithium compound obtained by a crystallization method can produce a lithium nickel composite oxide having high crystallinity by firing for a very short time.
ニッケル複合水酸化物は、例えば、ニッケル(Ni)、コバルト(Co)、及び、任意に金属Mを含む水溶液を攪拌しながら、アンモニウムイオン供給体などの錯化剤の存在下、アルカリ水溶液を用いて中和する、晶析反応を行うことで製造することができる。なお、Ni、Co及び金属元素Mのそれぞれの、上記水溶液を調整する際に用いる金属塩としては、例えば、硫酸塩、硝酸塩、塩化物などを用いることができる。 The nickel composite hydroxide uses, for example, an alkaline aqueous solution in the presence of a complexing agent such as an ammonium ion supplier while stirring an aqueous solution containing nickel (Ni), cobalt (Co), and optionally a metal M. It can manufacture by performing the crystallization reaction which neutralizes. In addition, as a metal salt used when preparing the said aqueous solution of each of Ni, Co, and the metallic element M, a sulfate, nitrate, a chloride etc. can be used, for example.
晶析法により得られたニッケル複合水酸化物は、一次粒子が凝集した二次粒子で構成され、このニッケル複合水酸化物粒子を前駆体として用いて得られる正極活物質も一次粒子が凝集した二次粒子で構成されたものとなる。なお、ニッケル複合水酸化物は、二次粒子以外に、単独の一次粒子を少量含んでもよい。 The nickel composite hydroxide obtained by the crystallization method is composed of secondary particles in which primary particles are aggregated, and the positive particles are also aggregated in the positive electrode active material obtained by using the nickel composite hydroxide particles as a precursor. It is composed of secondary particles. The nickel composite hydroxide may contain a small amount of single primary particles in addition to the secondary particles.
また、ニッケル複合水酸化物が金属元素Mを含む場合、例えば、晶析反応において、Ni及びCoと共に晶析させ、ニッケル複合水酸化物中に均一に分散させてもよいし、また、例えば、ニッケル複合水酸化物を晶析により形成した後、金属元素Mを含む化合物を、得られたニッケル複合酸化物粒子の表面に被覆したり、リチウム化合物の添加と同時に添加して混合したりしてもよい。 Further, when the nickel composite hydroxide contains the metal element M, for example, in the crystallization reaction, it may be crystallized together with Ni and Co, and may be uniformly dispersed in the nickel composite hydroxide. After forming the nickel composite hydroxide by crystallization, the compound containing the metal element M is coated on the surface of the obtained nickel composite oxide particles, or added and mixed simultaneously with the addition of the lithium compound. Also good.
ニッケル複合水酸化物は、例えば、ニッケル(Ni)と、コバルト(Co)と、任意に他の金属(M)とを含むことができ、各元素のモル比が、Ni:Co:W=(1−x−y):x:y(ただし、0≦x≦0.40、0≦y≦0.40、かつ、0.55≦(1−x−y)≦1.0であり、Mは、Mn、V、Mo、Nb、Ti、Zr、W、及びAlから選ばれる少なくとも1種の元素である。)で表されてもよい。また、ニッケル複合水酸化物は、上記以外の他の金属元素を少量含んでもよい。 The nickel composite hydroxide can include, for example, nickel (Ni), cobalt (Co), and optionally another metal (M), and the molar ratio of each element is Ni: Co: W = ( 1-xy): x: y (where 0 ≦ x ≦ 0.40, 0 ≦ y ≦ 0.40, and 0.55 ≦ (1-xy) ≦ 1.0, M Is at least one element selected from Mn, V, Mo, Nb, Ti, Zr, W, and Al. Further, the nickel composite hydroxide may contain a small amount of metal elements other than those described above.
ニッケル複合水酸化物は、例えば、一般式(2):Ni1−xーyCoxMy(OH)2+β(式(2)中、0≦x≦0.40、0≦y≦0.40、0.55≦(1−x−y)≦1.0であり、かつ、−0.2≦β≦0.2であり、Mは、Mn、V、Mo、Nb、Ti、Zr、W、及びAlから選ばれる少なくとも1種の元素である。)で表されてもよい。 Nickel composite hydroxide, for example, the general formula (2): Ni 1-x over y Co x M in y (OH) 2 + β (Equation (2), 0 ≦ x ≦ 0.40,0 ≦ y ≦ 0. 40, 0.55 ≦ (1-xy) ≦ 1.0, and −0.2 ≦ β ≦ 0.2, and M is Mn, V, Mo, Nb, Ti, Zr, And at least one element selected from W and Al.
ニッケル複合水酸化物に含まれる各金属元素の比率は、成形体、及び、リチウムニッケル複合酸化物まで継承される。よって、ニッケル複合水酸化物全体の組成は、得ようとするリチウムニッケル複合酸化物のリチウム以外の金属の組成と同様とすることができる。 The ratio of each metal element contained in the nickel composite hydroxide is inherited to the compact and the lithium nickel composite oxide. Therefore, the composition of the entire nickel composite hydroxide can be the same as the composition of the metal other than lithium in the lithium nickel composite oxide to be obtained.
なお、晶析方法としては、特に限定されず、例えば、連続晶析法、バッチ法などを用いることができる。例えば、連続晶析法は、反応容器からオーバーフローしたニッケル複合水酸化物を連続的に回収する方法であり、組成が等しいニッケル複合水酸化物を大量にかつ簡便に作製できる。また、連続晶析法で得られたニッケル複合酸化物は、広い粒度分布を有するため、これを用いて得られる成形体の充填密度を向上させることができる。 In addition, it does not specifically limit as a crystallization method, For example, a continuous crystallization method, a batch method, etc. can be used. For example, the continuous crystallization method is a method of continuously collecting nickel composite hydroxide overflowed from the reaction vessel, and can easily produce a large amount of nickel composite hydroxide having the same composition. Moreover, since the nickel composite oxide obtained by the continuous crystallization method has a wide particle size distribution, it is possible to improve the packing density of a molded product obtained using the nickel composite oxide.
例えば、バッチ法は、より均一な粒径を有し、粒度分布の狭いニッケル複合水酸物を得ることができる。バッチ法で得られたニッケル複合水酸化物を用いて得られる成形体は、焼成の際、より均一にリチウム化合物と反応することができる。また、バッチ法で得られたニッケル複合水酸化物は、二次電池に用いられた際にサイクル特性や出力特性を低下させる原因の一つとなる微粉の混入を減少させることができる。なお、ニッケル複合水酸物の平均粒径(D50)は、例えば、5μm以上30μm以下である。 For example, the batch method can obtain nickel composite hydroxide having a more uniform particle size and a narrow particle size distribution. The molded body obtained using the nickel composite hydroxide obtained by the batch method can more uniformly react with the lithium compound during firing. Moreover, the nickel composite hydroxide obtained by the batch method can reduce the mixing of fine powder, which is one of the causes of reducing the cycle characteristics and output characteristics when used in a secondary battery. In addition, the average particle diameter (D50) of nickel composite hydroxide is, for example, 5 μm or more and 30 μm or less.
(ニッケル複合酸化物)
本実施形態で用いられるニッケル複合酸化物は、特に限定されず、公知のニッケル複合酸化物を用いることができる。図2は、ニッケル複合酸化物を用いた場合の製造方法の一例を示す図である。ニッケル複合酸化物は、図2に示すように、上記のニッケル複合水酸化物を酸化焙焼(熱処理)(ステップS1)することにより得てもよい。なお、ニッケル複合酸化物に含まれる金属元素の種類及び各金属元素のモル比は、それぞれ、上記したニッケル複合水酸化物と同様である。
(Nickel composite oxide)
The nickel composite oxide used in the present embodiment is not particularly limited, and a known nickel composite oxide can be used. FIG. 2 is a diagram showing an example of a manufacturing method when nickel composite oxide is used. As shown in FIG. 2, the nickel composite oxide may be obtained by subjecting the nickel composite hydroxide to oxidation roasting (heat treatment) (step S1). The kind of metal element contained in the nickel composite oxide and the molar ratio of each metal element are the same as those of the nickel composite hydroxide described above.
酸化焙焼(ステップS1)は、例えば、350℃以上800℃以下、2時間以上8時間以下で行うことが好ましく、600℃以上800℃以下、6時間以上8時間以下で行ってもよい。酸化焙焼の温度が350℃未満の場合、得られる前駆体(主にニッケル複合酸化物)に多くの水分が残留する場合がある。一方、酸化焙焼の温度が800℃超の場合、前駆体中の水分は除去されるが、コスト、処理時間等の観点から、工業的に適当でないだけでなく、ニッケル複合酸化物自身の結晶成長が進み、リチウム化合物との反応性が低下してしまうことがある。 Oxidation roasting (step S1) is preferably performed, for example, at 350 ° C. to 800 ° C. for 2 hours to 8 hours, and may be performed at 600 ° C. to 800 ° C. for 6 hours to 8 hours. When the oxidation roasting temperature is less than 350 ° C., a large amount of moisture may remain in the obtained precursor (mainly nickel composite oxide). On the other hand, when the temperature of oxidation roasting exceeds 800 ° C., moisture in the precursor is removed, but not only is not industrially suitable from the viewpoint of cost, processing time, etc., but also the crystal of the nickel composite oxide itself. Growth may progress and reactivity with the lithium compound may decrease.
ニッケル複合酸化物と、リチウム化合物とを混合(ステップS10)して、成形(ステップS20)した後、焼成(ステップS30)した場合、より短時間の焼成(例えば、1時間以上10時間未満)で結晶子径が十分に大きく、高い結晶性を有するリチウムニッケル複合酸化物を得ることができる。なお、本実施形態の製造方法では、酸化焙焼を行わなくても、後述するように、成形体の組成、焼成炉内の雰囲気ガス流量や成形体の配置等を適宜調整することにより、10時間未満の焼成で、リチウムニッケル複合酸化物を得ることができる。 When the nickel composite oxide and the lithium compound are mixed (step S10), molded (step S20), and then fired (step S30), the firing is performed in a shorter time (for example, 1 hour to less than 10 hours). A lithium nickel composite oxide having a sufficiently large crystallite diameter and high crystallinity can be obtained. In the manufacturing method of the present embodiment, as described later, the composition of the molded body, the flow rate of the atmospheric gas in the firing furnace, the arrangement of the molded body, and the like are appropriately adjusted without performing oxidation roasting, as described later. Lithium nickel composite oxide can be obtained by firing for less than an hour.
(リチウム化合物)
リチウム化合物としては、特に限定されず、公知のリチウム化合物を用いることができ、例えば、水酸化リチウム、硝酸リチウム、炭酸リチウム、酢酸リチウム、これらの2種以上を含む混合物などを用いることができる。これらの中でも、水酸化リチウム、又は、炭酸リチウムを用いることが好ましい。
(Lithium compound)
It does not specifically limit as a lithium compound, A well-known lithium compound can be used, For example, lithium hydroxide, lithium nitrate, lithium carbonate, lithium acetate, the mixture containing these 2 or more types, etc. can be used. Among these, it is preferable to use lithium hydroxide or lithium carbonate.
リチウム化合物として水酸化リチウムを用いた場合、後述するように、バインダーを用いなくても、十分な強度を有する成形体を得ることができ、正極活物質への不純物の混入をより抑制することができる(図4参照)。また、水酸化リチウムは反応性が高いため、これを用いて得られた成形体は、より早期に焼結し(より短時間で焼結でき)、焼成時間をより短くすることができる。 When lithium hydroxide is used as the lithium compound, as will be described later, a molded body having sufficient strength can be obtained without using a binder, and contamination of impurities into the positive electrode active material can be further suppressed. Yes (see FIG. 4). Moreover, since lithium hydroxide has high reactivity, the molded object obtained using this can be sintered earlier (sintered in a shorter time), and the firing time can be shortened.
また、水酸化リチウムは、水酸化リチウム一水和物(LiOH・H2O)などの水酸化リチウム水和物であってよく、無水水酸化リチウム(LiOH)であってもよい。無水水酸化リチウムは、例えば、水酸化リチウム水和物を熱処理して得ることができる。無水水酸化リチウムを用いた場合、焼成工程における水分の発生をより抑制することができ、よりリチウムニッケル複合酸化物の合成反応が促進されるだけでなく、成形体中の金属成分が水分の減少分だけ増加することによる生産性の増加も見込まれる。無水水酸化リチウムとしては、水分率5%以下の水酸化リチウムを用いるのが好ましい。 The lithium hydroxide may be a lithium hydroxide hydrate such as lithium hydroxide monohydrate (LiOH.H 2 O), or may be anhydrous lithium hydroxide (LiOH). Anhydrous lithium hydroxide can be obtained, for example, by heat-treating lithium hydroxide hydrate. When anhydrous lithium hydroxide is used, the generation of moisture in the firing process can be further suppressed, and not only the synthesis reaction of the lithium-nickel composite oxide is promoted, but also the metal component in the molded body reduces moisture. Productivity is also expected to increase due to the increase. As anhydrous lithium hydroxide, lithium hydroxide having a moisture content of 5% or less is preferably used.
リチウム化合物として炭酸リチウムを用いた場合、炭酸リチウムは水酸化リチウムよりも安価であるため、コストの観点からより優れる。なお、リチウムニッケル複合酸化物の高結晶化に必要な温度は760℃程度以上とされており、炭酸リチウム(融点:723℃)の溶融温度と近い。このため、リチウム化合物として炭酸リチウムを用いた場合、リチウムニッケル複合酸化物の高結晶化は、水酸化リチウム(融点:462℃)を用いた場合と比較して難しい。さらに、リチウムニッケル複合酸化物の高結晶化の困難性は、前駆体(ニッケル複合水酸化物/ニッケル複合酸化物)中に含まれるNi比率が高くなるほどより顕著になる。しかしながら、本実施形態の製造方法においては、成形体を、後述するような適切な条件で焼成することにより、従来の製造方法よりもリチウム化合物の反応性を高めることができるため、リチウム化合物として炭酸リチウムを用いた場合においても、短時間の焼成で、高い結晶性を有するリチウムニッケル複合酸化物を製造することができる。 When lithium carbonate is used as the lithium compound, since lithium carbonate is cheaper than lithium hydroxide, it is more excellent from the viewpoint of cost. The temperature required for high crystallization of the lithium nickel composite oxide is about 760 ° C. or higher, which is close to the melting temperature of lithium carbonate (melting point: 723 ° C.). For this reason, when lithium carbonate is used as the lithium compound, high crystallization of the lithium nickel composite oxide is difficult as compared with the case where lithium hydroxide (melting point: 462 ° C.) is used. Furthermore, the difficulty of high crystallization of the lithium nickel composite oxide becomes more remarkable as the Ni ratio contained in the precursor (nickel composite hydroxide / nickel composite oxide) increases. However, in the manufacturing method of the present embodiment, the reactivity of the lithium compound can be increased as compared with the conventional manufacturing method by firing the molded body under appropriate conditions as described later. Even when lithium is used, a lithium-nickel composite oxide having high crystallinity can be produced by short-time firing.
(リチウム混合物)
前駆体(ニッケル複合水酸化物/ニッケル複合酸化物)とリチウム化合物とは、前駆体中のニッケル、コバルト及びMの原子数の和(Me)とリチウムの原子数(Li)との比(Li/Me比)が、0.95以上1.30以下、好ましくは1.00以上1.10以下、より好ましくは1.00を超え1.05以下の範囲となるように混合されて、リチウム混合物となる。Li/Meは、後述する焼成(ステップS30)前後でほぼ変化しないので、リチウム混合物中のLi/Me比がリチウムニッケル複合酸化物中でもほぼ維持される。よって、前駆体とリチウム化合物との混合は、得ようとするリチウムニッケル複合酸化物粒子中のLi/Me比と同じになるように、混合することができる。Li/Me比が0.95未満である場合、一部のニッケル複合酸化物が反応せずに残存して十分な電池性能が得られないことがある。またLi/Me比が1.30超である場合、焼結が促進され、正極活物質の粒径や結晶子径が大きくなり十分な電池性能が得られないことがある。
(Lithium mixture)
The precursor (nickel composite hydroxide / nickel composite oxide) and the lithium compound are the ratio of the sum of the number of atoms of nickel, cobalt and M in the precursor (Me) to the number of lithium atoms (Li) (Li / Me ratio) is 0.95 or more and 1.30 or less, preferably 1.00 or more and 1.10 or less, more preferably more than 1.00 and 1.05 or less. It becomes. Since Li / Me does not substantially change before and after firing (step S30) described later, the Li / Me ratio in the lithium mixture is substantially maintained even in the lithium nickel composite oxide. Therefore, the precursor and the lithium compound can be mixed so that the Li / Me ratio in the lithium nickel composite oxide particles to be obtained is the same. When the Li / Me ratio is less than 0.95, part of the nickel composite oxide may remain unreacted and sufficient battery performance may not be obtained. On the other hand, when the Li / Me ratio is more than 1.30, sintering is promoted, and the particle size and crystallite size of the positive electrode active material are increased, so that sufficient battery performance may not be obtained.
なお、リチウム混合物は、焼成前に十分に混合しておくことが好ましい。混合が十分でない場合には、個々の粒子間でLi/Me比がばらつき、十分な電池特性が得られない等の問題が生じる可能性がある。混合には、一般的な混合機(混合装置)を使用することができ、例えば、シェーカーミキサ、レーディゲミキサ、ジュリアミキサ、Vブレンダなどの混合機を用いることができる。また、この混合は、前駆体の形骸が破壊されない程度で、十分に混合されればよい。 The lithium mixture is preferably mixed well before firing. If the mixing is not sufficient, the Li / Me ratio varies among individual particles, which may cause problems such as insufficient battery characteristics. For mixing, a general mixer (mixing device) can be used. For example, a mixer such as a shaker mixer, a Laedige mixer, a Julia mixer, or a V blender can be used. Moreover, this mixing should just fully mix so that the shape of a precursor may not be destroyed.
(バインダー)
リチウム混合物は、バインダーを含んでもよい。バインダーを含む場合、リチウム混合物の成形性が向上し、容易に種々の形状の成形体を形成することができる。図3に示すように、例えば、リチウム化合物として炭酸リチウムを用いる場合、リチウム混合物は、バインダーを含むことが好ましい。なお、図3に示すように、リチウム混合物にバインダーを含有させる場合のニッケル複合酸化物は、図2に示すステップS1の酸化焙焼により得られたニッケル複合酸化物でもよい。バインダーを含むリチウム混合物を成形することにより、十分な強度を有する成形体を容易に得ることができる。バインダーとしては、公知のバインダーを用いることができ、例えば、ポリビニルアルコール(PVA)、ポリアクリルアミド(PAM)、カルボキシメチルセルロース(CMC)などを用いることができ、これらの中から選択される1種以上であってもよく、これらの中でもカルボキシメチルセルロースを用いることが好ましい。
(binder)
The lithium mixture may include a binder. When the binder is included, the moldability of the lithium mixture is improved, and molded bodies having various shapes can be easily formed. As shown in FIG. 3, for example, when lithium carbonate is used as the lithium compound, the lithium mixture preferably includes a binder. In addition, as shown in FIG. 3, the nickel composite oxide in the case of making a lithium mixture contain a binder may be the nickel composite oxide obtained by the oxidation roasting of step S1 shown in FIG. By molding a lithium mixture containing a binder, a molded body having sufficient strength can be easily obtained. As the binder, a known binder can be used, for example, polyvinyl alcohol (PVA), polyacrylamide (PAM), carboxymethyl cellulose (CMC), etc., and one or more selected from these can be used. Among these, it is preferable to use carboxymethylcellulose.
リチウム混合物におけるバインダーの含有量は、リチウム混合物全体(全質量)に対して、例えば、0.05質量%以上2.0質量%以下、好ましくは0.08質量%以上1.0質量%以下である。バインダーの含有量が上記範囲である場合、適度な強度を有する成形体を製造することができる。バインダーの含有量が多すぎる場合、成形体を構成するそれぞれの粒子の接着強度が強くなりすぎて、リチウムとニッケル複合酸化物との反応により生じる生成ガスの排出効率が低下したり、バインダーが分解して生じる炭酸ガス量が増加して、成形体内部で生成ガスが排出できずに、成形体の内圧が上昇して、成形体が破砕したりすることがある。 The content of the binder in the lithium mixture is, for example, 0.05% by mass or more and 2.0% by mass or less, preferably 0.08% by mass or more and 1.0% by mass or less, with respect to the entire lithium mixture (total mass). is there. When content of a binder is the said range, the molded object which has moderate intensity | strength can be manufactured. If the binder content is too high, the adhesive strength of each particle constituting the compact becomes too strong, resulting in a decrease in the efficiency of discharging the product gas generated by the reaction between lithium and the nickel composite oxide, or the binder being decomposed. As a result, the amount of carbon dioxide generated increases, and the generated gas cannot be discharged inside the molded body, so that the internal pressure of the molded body increases and the molded body may be crushed.
なお、リチウム混合物は、バインダーを含まなくてもよい。図4に示すように、例えば、リチウム化合物として、水酸化リチウムを用いた場合、バインダーを用いずに、前駆体及び水酸化リチウムのみで成形体を形成することができる。特に、リチウム化合物として水分率5%以下の無水水酸化リチウムを用いた場合、リチウム混合物は、バインダーを含なくとも、良好な強度を有する成形体を得ることができる。バインダーを用いない場合、得られるリチウムニッケル複合酸化物中の不純物(例えば、炭素など)の含有量を低減することができる。 The lithium mixture may not contain a binder. As shown in FIG. 4, for example, when lithium hydroxide is used as the lithium compound, a molded body can be formed only from the precursor and lithium hydroxide without using a binder. In particular, when anhydrous lithium hydroxide having a moisture content of 5% or less is used as the lithium compound, the lithium mixture can obtain a molded article having good strength without including a binder. When a binder is not used, the content of impurities (for example, carbon and the like) in the obtained lithium nickel composite oxide can be reduced.
[仮焼(ステップS15)]
リチウム混合物は、図5に示すように、焼成前に、大気雰囲気下(酸化性雰囲気下)、200℃以上800℃以下、かつ、後述する焼成温度よりも低い温度で仮焼してもよい(ステップS15)。例えば、仮焼は、リチウム混合物を成形する前(ステップS20の前)に、実施する。なお、仮焼は、図5に示すようなリチウム混合物がバインダーを含有しない場合に実施してもよいし、図3に示すようなリチウム混合物がバインダーを含有する場合に実施してもよい。例えば、図3に示すようなリチウム混合物がバインダーを含有する場合、リチウム化合物とニッケル複合水酸化物とを混合した後に仮焼し、仮焼の後にバインダーを混合してリチウム混合物とし、そのリチウム混合物を成形(ステップS20)を行うようにしてもよい。すなわち、仮焼は、リチウム混合物がバインダーを含有する場合、リチウム混合物の調整の過程で実施してもよい。仮焼は、250℃以上800℃以下、好ましくは300℃以上600℃以下の温度で、1時間以上8時間以下程度、好ましくは2時間以上6時間以下、保持して行うことが好ましい。なお、酸化性雰囲気とは、大気雰囲気又は大気中より高い酸素濃度を有する雰囲気をいい、コストの観点から大気雰囲気が好ましい。
[Calcination (Step S15)]
As shown in FIG. 5, the lithium mixture may be calcined at 200 ° C. or more and 800 ° C. or less and lower than the firing temperature described later before firing (under an oxidizing atmosphere) ( Step S15). For example, the calcination is performed before the lithium mixture is formed (before step S20). The calcination may be performed when the lithium mixture as shown in FIG. 5 does not contain a binder, or may be carried out when the lithium mixture as shown in FIG. 3 contains a binder. For example, when the lithium mixture as shown in FIG. 3 contains a binder, the lithium compound and the nickel composite hydroxide are mixed and calcined, and after calcining, the binder is mixed to form a lithium mixture, and the lithium mixture May be formed (step S20). That is, calcination may be carried out in the process of adjusting the lithium mixture when the lithium mixture contains a binder. The calcination is preferably performed at a temperature of 250 ° C. or higher and 800 ° C. or lower, preferably 300 ° C. or higher and 600 ° C. or lower for 1 hour to 8 hours, preferably 2 hours to 6 hours. Note that the oxidizing atmosphere refers to an air atmosphere or an atmosphere having a higher oxygen concentration than the air, and an air atmosphere is preferable from the viewpoint of cost.
焼成前に仮焼した場合、リチウムの拡散が十分に行われ、より均一なリチウムニッケル複合酸化物を得ることができる。なお、本実施形態の製造方法では、仮焼を行わなくても、後述するように、成形体の組成、焼成炉内の雰囲気ガス流量や成形体の配置等を適宜調整することにより、10時間未満の焼成で、リチウムニッケル複合酸化物を得ることができる。 When calcined before firing, lithium is sufficiently diffused, and a more uniform lithium nickel composite oxide can be obtained. In addition, in the manufacturing method of this embodiment, it is 10 hours by adjusting suitably the composition of a molded object, the atmospheric gas flow rate in a kiln, arrangement | positioning of a molded object, etc. so that it may mention later, without performing calcination. Lithium nickel composite oxide can be obtained by firing less than
[成形体の成形(ステップS20)]
次いで、リチウム混合物を成形して、成形体を得る(ステップS20)。例えば、リチウム混合物を加圧成形して、成形体を得る。図6(A)は、成形体20の一例を示す図である。成形体20は、厚さtが10mm以上、厚さ方向に垂直な断面の長径lが30mm以上、密度1.6g/cm3以上である。成形体20は、従来のリチウム混合物の粉末10(図6(B)参照)と比較して、高い密度を有する。よって、成形体20を焼成した場合、熱伝達率が増加することにより、非常に短時間の焼成で、リチウムニッケル複合酸化物を得ることができる。
[Molding of Molded Body (Step S20)]
Subsequently, a lithium mixture is shape | molded and a molded object is obtained (step S20). For example, a lithium mixture is pressure-molded to obtain a molded body. FIG. 6A is a diagram illustrating an example of the molded
また、成形体20は、バインダーを用いずに成形する場合、ニッケル(Ni)と、コバルト(Co)と、任意に他の金属(M)とを含み、各元素のモル比が、Ni:Co:M=(1−x−y):x:y(ただし、0≦x≦0.40、0≦y≦0.40、かつ、0.55≦(1−x−y)≦1.0であり、Mは、Mn、V、Mo、Nb、Ti、Zr、W、及びAlから選ばれる少なくとも1種の元素である。)で表されるニッケル複合水酸化物、及び、ニッケル複合酸化物の少なくとも一方と、水酸化リチウムとを含み、バインダーを含まず、厚さ10mm以上、長径30mm以上、密度1.6g/cm3以上であることが好ましい。
Further, when the molded
また、成形体20は、バインダーを用いて成形する場合、ニッケル(Ni)と、コバルト(Co)と、任意に他の金属(M)とを含み、各元素のモル比が、Ni:Co:M=(1−x−y):x:y(ただし、0≦x≦0.40、0≦y≦0.40、かつ、0.55≦(1−x−y)≦1.0であり、Mは、Mn、V、Mo、Nb、Ti、Zr、W、及びAlから選ばれる少なくとも1種の元素である。)で表されるニッケル複合水酸化物、及び、ニッケル複合酸化物の少なくとも一方と、炭酸リチウムとを含み、厚さ10mm以上、長径30mm以上、密度1.6g/cm3以上であることが好ましい。
Further, when the molded
(成形体の厚さ)
成形体20の厚さtは、10mm以上であり、生産性の観点から、好ましくは10mm以上200mm以下であり、より好ましくは10mm以上100mm以下であり、より好ましくは10mm以上50mm以下であり、さらに好ましくは20mm以上40mm以下である。成形体20の厚さtが上記範囲である場合、高い結晶性を有する正極活物質を容易に、生産性高く製造することができる。なお、本実施形態において、成形体20の厚さtは、加圧方向の厚さの最大とする。例えば、成形体20の厚さtが一定でない形状の場合は、最も大きな厚さを、成形体20の厚さtとする。なお、加圧方向が一方向に定まらない場合や、不明である場合などは、焼成の際の載置面に対して、垂直な方向の厚さの最大としてもよい。
(Thickness of molded body)
The thickness t of the molded
(成形体の長径)
成形体20の長径lは、30mm以上であり、生産性の観点から、好ましくは70mm以上であり、より好ましくは140mm以上である。また、成形体20の長径lの上限は、焼成炉の炉内の大きさ等により適宜調整することができ、好ましくは400mm以下であり、より好ましくは300mm以下であり、200mm以下であってもよい。長径が30mm以上である場合、焼成工程において、大量のリチウム混合物を処理することができる。
(Long diameter of molded body)
The
なお、成形体20の「長径」は、厚さ方向に対して垂直な断面(通常は加圧面)において、任意の2点間の距離が最大となる長さを意味し、成形体20が特殊な形状を有する場合、厚さ方向に垂直な断面の外縁に外接する円の直径の最大値をいう。また、厚さ方向に対して垂直な断面の形状が一定でない場合は、最も大きな断面の外縁に外接する円の直径をいう。なお、厚さ方向に対して垂直な断面の形状は、特に限定されず、円形、楕円形、矩形、多角形、及び、その他の形状(例、不定形)であってもよい。
In addition, the “major axis” of the molded
(成形体のl/t比)
また、成形体20の厚さtに対する長径lの比率(l/t比)は、好ましくは1.5以上20以下であり、より好ましくは2以上15以下であり、より好ましくは3以上11以下である。
(L / t ratio of molded product)
The ratio of the major axis l to the thickness t of the molded body 20 (l / t ratio) is preferably 1.5 or more and 20 or less, more preferably 2 or more and 15 or less, and more preferably 3 or more and 11 or less. It is.
(成形体の形状)
また、成形体20の形状は、上記大きさ(長径、厚さ)の範囲を満たすものであれば特に限定されず、板状、円柱状等の形状を用いることができ、成形の容易さ、生産性の観点から、図6(A)に示すように、板状の形状が好ましい。また、成形体20の形状が矩形板状の形状の場合、焼成時における炉への充填密度を高くすることができる。
(Shape of molded body)
Further, the shape of the molded
(成形体の密度)
成形体20の密度は、1.6g/cm3以上であり、好ましくは1.8g/cm3以上であり、より好ましくは1.8g/cm3以上2.6g/cm3以下であり、より好ましくは1.8g/cm3以上2.3g/cm3以下であり、さらに好ましくは2.0g/cm3以上2.2g/cm3以下である。成形体20の密度が上記範囲である場合、高い結晶性を有する正極活物質を、生産性高く製造することができる。一方、成形体20の密度が1.6g/cm3未満である場合、成形体の強度が低下し、成形体のハンドリング時や焼成中に成形体が崩壊し、熱伝達率の低下や収率の悪化を招くことがある。また、成形体20の密度が2.6g/cm3を超える場合、焼成時の焼結が進行しすぎ、後述する解砕工程において収率が大幅に悪化することがある。なお、成形体20の内部の密度や、複数の成形体20間の密度は、全体的に均一であることが好ましい。成形体の内部及び成形体間の密度が均一である場合、密度差による熱伝達率の差によって生じるいわゆる焼きむらの発生が抑制され、品質のバラツキを抑制することができる。
(Molded body density)
The density of the molded
(圧力)
成形体20は、例えば、リチウム混合物を加圧成形して製造される。成形体を製造する際の圧力(面圧)は、特に限定されず、狙いとする密度になるように面圧を制御すればよい。面圧は、好ましくは300kgf/cm2(29.4MPa)以上1000kgf/cm2(98.1MPa)以下であり、より好ましくは500kgf/cm2(49.0MPa)以上800kgf/cm2(78.5MPa)以下である。面圧が上記範囲である場合、前駆体の粒子が形状を保持しつつ、かつ、上記密度を有する成形体を容易に成形することができる。なお、面圧が300kgf/cm2(29.4MPa)未満である場合、リチウム混合物が成形されないことがある。一方、面圧が1000kgf/cm2(98.1MPa)を超える場合、成形体20は形成できるが、前駆体の粒子が破壊されることで、得られる正極活物質の品質が低下することがある。
(pressure)
The molded
(摺切り)
成形体20は、例えば、所定の型枠(型)にリチウム混合物を投入した後、加圧成形して製造される。この場合、型枠に原料(リチウム混合物)を投入した後、加圧成形前に、摺切りを行ってもよいし、摺切りした後、型枠を振動させてもよい。これにより、リチウム混合物を型枠内に、より均一に安定して充填することができ、その結果、成形体20内部の密度が全体的により均一となる。また、複数の成形体20を製造する際、リチウム混合物の型枠への投入量を計量してもよい。これにより、型枠へのリチウム混合物の投入量が均一となり、成形体20間の密度のバラツキを抑制することができる。
(Slicing)
The molded
(成形体の製造装置)
成形体20を製造する装置としては、特に限定されず、リチウム混合物を加圧(加圧成形)できるものであればよく、例えば、粉体成形プレス機、タブレットマシン(打錠機)、ブリケットマシン、ローラコンパクター、油圧プレス等の装置等を用いることができ、油圧プレスを用いることが好ましい。また、成形体20を製造する際、ステアリン酸等の滑沢剤を併用することで、成形体20を製造する型枠への原料の付着を防止でき大量生産にも対応可能である。
(Molded product manufacturing equipment)
The apparatus for producing the molded
[焼成(ステップS30)]
次いで、得られた成形体を酸化性雰囲気中、730℃以上930℃以下で焼成する(ステップS30)。成形体20を焼成することにより、前駆体とリチウム化合物と反応し、リチウムニッケル複合酸化物が生成される。焼成温度が730℃未満である場合、リチウムの拡散が十分に行われなくなり、未反応のリチウム化合物の粒子が残ったり、リチウムニッケル複合酸化物の結晶構造が十分整わなくなったりして、得られた正極活物質を用いた二次電池が十分な電池特性を有さないことがある。一方、焼成温度が930℃超である場合、リチウムニッケル複合酸化物粒子間で激しく焼結が生じるとともに異常粒成長を生じて、比表面積が低下することがある。また、正極活物質の比表面積の低下により、正極の抵抗が上昇して電池容量が低下することがある。
[Baking (Step S30)]
Next, the obtained molded body is fired at 730 ° C. or higher and 930 ° C. or lower in an oxidizing atmosphere (step S30). By firing the molded
焼成の際、温度は室温から徐々に上げ、730℃以上930℃以下の温度範囲で10時間未満保持する。なお、焼成温度は、前駆体の組成、リチウム化合物の種類、成形体の形状等により、730℃以上930℃以下の範囲内で適宜調整することができ、例えば、750℃以上900℃以下であってもよく、800℃以上900℃以下であってもよい。また、焼成炉の昇温速度は、特に限定されず、例えば、3℃/分以上であり、好ましくは5℃/分以上、より好ましくは8℃/分以上である。また、焼成炉の昇温速度の上限は、15℃/分以下であり、好ましくは10℃/分以下である。焼成炉の昇温速度が上記範囲である場合、より焼成効率に優れる。焼成炉の昇温速度が、15℃/分を超える場合、成形体内の温度のばらつきが大きくなり、局所的な焼結が発生するおそれがある。なお、焼成の温度及び焼成炉の昇温速度は、一定でなくてもよく、例えば、段階的に変化させてもよい。 During firing, the temperature is gradually increased from room temperature, and is maintained in a temperature range of 730 ° C. to 930 ° C. for less than 10 hours. The firing temperature can be appropriately adjusted within a range of 730 ° C. or higher and 930 ° C. or lower depending on the composition of the precursor, the type of lithium compound, the shape of the molded body, and the like. It may be 800 degreeC or more and 900 degreeC or less. Moreover, the temperature increase rate of a baking furnace is not specifically limited, For example, it is 3 degree-C / min or more, Preferably it is 5 degree-C / min or more, More preferably, it is 8 degree-C / min or more. Moreover, the upper limit of the temperature increase rate of a baking furnace is 15 degrees C / min or less, Preferably it is 10 degrees C / min or less. When the heating rate of the firing furnace is in the above range, the firing efficiency is more excellent. When the heating rate of the firing furnace exceeds 15 ° C./min, the temperature variation in the molded body becomes large, and local sintering may occur. Note that the firing temperature and the heating rate of the firing furnace may not be constant, and may be changed stepwise, for example.
焼成時間は、10時間未満であり、好ましくは8時間以下であり、より好ましくは7.5時間以下であり、さらに好ましくは6時間以下であり、2.2時間以下であってもよい。なお、本明細書において、焼成時間とは、上記の焼成温度で保持する時間をいう。従来、上記のリチウム混合物を焼成する際には、大気雰囲気又は酸化性雰囲気中、15〜20時間程度で焼成を行っていたところ、本実施形態の製造方法では、上述の成形体20を焼成することにより、非常に短時間(例えば、従来の焼成時間の半分以下の時間)で、高い結晶性を有するリチウムニッケル複合酸化物を得ることができる。なお、焼成時間の下限は、前駆体とリチウム化合物との反応が十分に行われる範囲であればよいが、例えば、例えば、1時間以上であってもよく、2時間以上であってもよい。
The firing time is less than 10 hours, preferably 8 hours or less, more preferably 7.5 hours or less, still more preferably 6 hours or less, and may be 2.2 hours or less. Note that in this specification, the firing time means a time for holding at the firing temperature. Conventionally, when the above lithium mixture is fired, the firing is performed in an air atmosphere or an oxidizing atmosphere for about 15 to 20 hours. In the manufacturing method of the present embodiment, the above-described molded
焼成時の雰囲気は、酸化性雰囲気であり、大気雰囲気(空気気流)よりも高い酸素濃度を有することが好ましい。本実施形態では、得られるリチウム金属複合酸化物であるニッケル(Ni)の割合が55原子%以上であり、ニッケルの割合が比較的高い。ニッケルの割合が高くなるにつれ、Ni価数が高くなり、Liとの層状化合物を生成するために、より多くの酸素が必要となり、成形体20の内部まで酸素を浸透させて反応させる必要がある。
The atmosphere during firing is an oxidizing atmosphere, and preferably has a higher oxygen concentration than the air atmosphere (air stream). In this embodiment, the proportion of nickel (Ni) that is the obtained lithium metal composite oxide is 55 atomic% or more, and the proportion of nickel is relatively high. As the proportion of nickel increases, the Ni valency increases and more oxygen is required to produce a layered compound with Li, and it is necessary to infiltrate oxygen into the interior of the molded
焼成時の雰囲気は、酸素濃度が25容量%以上を有することがより好ましく、酸素濃度が30容量%以上100容量%の雰囲気とすることがより好ましく、酸素濃度が100容量%であることがさらに好ましい。焼成時の雰囲気が上記範囲の酸素濃度である場合、成形体20の内部まで酸素を十分に浸透させて、層状の結晶構造を有するリチウムニッケル複合酸化物をより確実に形成することができる。 The atmosphere during firing preferably has an oxygen concentration of 25% by volume or more, more preferably an atmosphere having an oxygen concentration of 30% by volume or more and 100% by volume, and further has an oxygen concentration of 100% by volume. preferable. When the firing atmosphere has an oxygen concentration in the above range, the lithium nickel composite oxide having a layered crystal structure can be more reliably formed by sufficiently infiltrating oxygen into the compact 20.
雰囲気ガスの流量は、特に限定されず、コストの観点から、例えば、20L/分未満であってもよく、10L/分未満であってもよい。雰囲気ガスの流量が上記範囲であっても、リチウム化合物と前駆体とを反応させることができる。なお、雰囲気ガスの流量は、20L/分を超えてもよい。例えば、バッチ式の焼成炉の場合、上記範囲の雰囲気ガスの流量を好適に用いることができる。雰囲気ガスの流量の下限は、焼成炉内の大きさや、成形体20の形状などにより適宜調整することができるが、例えば、2L/分以上である。
The flow rate of the atmospheric gas is not particularly limited, and may be, for example, less than 20 L / min or less than 10 L / min from the viewpoint of cost. Even if the flow rate of the atmospheric gas is within the above range, the lithium compound and the precursor can be reacted. Note that the flow rate of the atmospheric gas may exceed 20 L / min. For example, in the case of a batch-type firing furnace, an atmospheric gas flow rate in the above range can be suitably used. The lower limit of the flow rate of the atmospheric gas can be appropriately adjusted depending on the size in the firing furnace, the shape of the molded
焼成に用いられる炉は、特に限定されるものでなく、酸素気流中で加熱できるものであればよく、縦型炉を用いてもよく、横型炉などを用いてもよい。これらの中でも、ガスの発生がない電気炉が好ましい。また、バッチ式の炉を用いてよく、連続式の炉を用いてもよい。これらの中でも、より多くの成形体を効率よく搬送して、焼成できるという観点から、回転炉床炉やローラーハースキルンなどのような横型炉を用いることが好ましい。 The furnace used for firing is not particularly limited as long as it can be heated in an oxygen stream, a vertical furnace, a horizontal furnace, or the like may be used. Among these, an electric furnace that does not generate gas is preferable. Further, a batch type furnace may be used, and a continuous type furnace may be used. Among these, it is preferable to use a horizontal furnace such as a rotary hearth furnace or a roller hearth kiln from the viewpoint that more molded bodies can be efficiently conveyed and fired.
図6(A)は、焼成する際、板状部材1に成形体20を載置した状態を示す図であり、図6(B)は、焼成する際、容器2に粉末状態のリチウム混合物20を入れた状態を示す図である。従来、リチウム混合物の粉末10や、造粒物を焼成する場合、図6(B)に示すように、匣鉢等の容器2に粉末又は造粒物を入れて焼成している。
FIG. 6A is a diagram showing a state in which the molded
焼成の際、従来と同様、容器2に成形体20を入れて焼成してもよいが、図6(A)に示すように、容器2を用いずに、セッターなどの板状部材1に直接、成形体20を載せて焼成してもよい。セッターは、成形体が焼成炉内で接触する部材(炉材)であり、図6(A)に示すように、成形体を載置可能な棚板、敷板等の板状部材1であることが好ましい。容器2を用いずに、板状部材1を用いる場合、成形体20と雰囲気ガスとの接触面積をより大きくして、前駆体とリチウム化合物との反応をより促進することができる。なお、焼成の際、プレート状の成形体20は、図7(A)に示すように、単独で板状部材1に載せて焼成してもよいし、複数のプレート状の成形体20を重ねたもの(集合体)を板状部材1に載せて焼成してもよい。
At the time of firing, the molded
(リチウム混合物の処理量)
本実施形態の製造方法では、リチウム混合物を成形して得られた成形体20を焼成することにより、リチウム混合物の粉末10を焼成する場合と比べて密度が大きいため、焼成炉の炉床面積当たりの生産量を増加させることができる。例えば、本実施形態の製造方法では、本実施形態に係る成形体20を焼成する場合、リチウム混合物の粉末10を焼成する場合と比較して、例えば、下記式で算出されるリチウム混合物の処理量が、2倍以上、好ましくは2.5倍以上、より好ましくは3倍以上、さらに好ましくは5倍以上とすることができる。
処理量:(T(粉末)/T(成形体))×(L(成形体)/L(粉末)×ロス係数)・・・(式)
(上記式中、T(成形体)は、成形体の焼成時の炉内保持時間(焼成温度まで昇温する際の時間(昇温時間)と焼成温度での保持時間(焼成時間)との合計)を示し、T(粉末)は、粉末の焼成時の炉内保持時間(焼成温度まで昇温する際の時間(昇温時間)と焼成温度での保持時間(焼成時間)との合計)を示し、L(成形体)は、焼成の際の単位体積あたりの成形体の重量(「焼成の際の単位体積」に「成形体の密度」を乗じた値)を示し、L(粉末)は、焼成の際の単位体積あたりの粉末のリチウム混合物の重量(「焼成の際の単位体積」に「粉末の密度」を乗じた値)を示す。ロス係数は、粉末を1.0としたときの成形体の相対的な充填率であり、上記の「焼成の際の単位体積」に占めるリチウム混合物(成形体)の体積割合に応じた値である。)
なお、上記の処理量は、本実施形態に係る成形体20の場合(例、実施例1〜23)、比較例3に記載する粉末における処理量を1.0としたときの値である。
上記処理量における(T(粉末)/T(成形体))は、成形体20の焼成の時間に対するリチウム混合物粉末(粉末)の昇温時間及び焼成時間の合計の時間を示し、換言すれば、粉末に対して成形体20を焼成する際の焼成時間に関する効果を示している。
また、上記処理量における(L(成形体)/L(粉末)×ロス係数)は、リチウム混合物粉末(粉末)を焼成する際の単位体積当たりの投入重量に対する、成形体20を焼成する際の単位体積当たりの投入重量を示し、換言すれば、粉末に対して成形体20を焼成する際の単位体積当たりの投入重量に関する効果を示している。
焼成する際の単位体積は、任意に設定される値であり、例えば、1つの成形体20の体積よりも大きい値に設定されてもよいし、1つの成形体20の体積よりも小さい値に設定されてもよい。例えば、焼成する際の単位体積が1つの成形体20の体積よりも大きい値に設定される場合、焼成する際の単位体積当たりの成形体20の投入重量は、その単位体積に複数の成形体20(集合体30)を充填したときの値(すなわち、L(成形体)×ロス係数)となる。
なお、ロス係数は、成形体20の形状、あるいは成形体20の配置の態様(複数の成形体20からなる集合体30における各成形体20の配置の態様)等により、変動する値であり、特に限定されず、任意に設定可能である。ロス係数は、成形体の20の形状、成形体の20の配置の態様を変えること等により、目的とする任意の値に調節することができる。例えば、本実施形態の実施例に示す成形体20(矩形柱状の形状)からなる集合体30の場合、例えば、0.9に設定されるが、ロス係数はこれらの例に限定されない。
本実施形態の製造方法では、上記の処理量において、(T(粉末)/T(成形体))>1、且つ、(L(成形体)/L(粉末)×ロス係数)>1を示し、粉末を焼成する場合と比較して、焼成時間及び焼成時の単位体積当たりの重量を向上させることができる。
(Lithium mixture throughput)
In the manufacturing method of the present embodiment, since the density is higher than the case where the
Treatment amount: (T (powder) / T (molded body) ) × (L (molded body) / L (powder) × loss coefficient) (formula)
(In the above formula,
In addition, said processing amount is a value when the processing amount in the powder described in Comparative Example 3 is 1.0 in the case of the molded
(T (powder) / T (molded body) ) in the above processing amount indicates the total time of the temperature rise time and firing time of the lithium mixture powder (powder) relative to the firing time of the molded
In addition, (L (molded product) / L (powder) × loss coefficient) in the above processing amount is the same as that when firing the molded
The unit volume at the time of firing is an arbitrarily set value. For example, the unit volume may be set to a value larger than the volume of one molded
The loss coefficient is a value that varies depending on the shape of the molded
In the manufacturing method of the present embodiment, (T (powder) / T (molded body) )> 1 and (L (molded body) / L (powder) × loss coefficient)> 1 are shown in the above processing amount. Compared with the case where the powder is fired, the firing time and the weight per unit volume at the time of firing can be improved.
[解砕]
焼成(ステップS30)後のリチウムニッケル複合酸化物は、焼成前の成形体20の形状を保持している場合がある。また、焼成(ステップS30)によって得られたリチウムニッケル複合酸化物の粒子は、凝集または軽度の焼結が生じている場合がある。このような場合には、本実施形態の製造方法は、リチウムニッケル複合酸化物粒子の凝集体または焼結体を解砕する、解砕工程を備えてもよい。解砕により、得られる正極活物質の平均粒径や粒度分布を好適な範囲に調整することができる。なお、解砕とは、焼成時に二次粒子間の焼結ネッキングなどにより生じた複数の二次粒子からなる凝集体に、機械的エネルギを投入して、二次粒子自体をほとんど破壊することなく分離させて、凝集体をほぐす操作をいう。
[Crushing]
The lithium nickel composite oxide after firing (step S30) may retain the shape of the molded
解砕の方法としては、公知の手段を用いることができ、例えば、ピンミルやハンマーミルなどを使用することができる。なお、この際、二次粒子を破壊しないように解砕力を適切な範囲に調整することが好ましい。 As a crushing method, a known means can be used, for example, a pin mill or a hammer mill can be used. At this time, it is preferable to adjust the crushing force to an appropriate range so as not to destroy the secondary particles.
2.非水系電解質二次電池用正極活物質
上記した本実施形態に係る製造方法により、短時間の焼成で、結晶性に優れるリチウムニッケル複合酸化物(正極活物質)を生産性高く得ることができる。以下、本実施形態に係る製造方法により得られるリチウムニッケル複合酸化物の特性について説明する。
2. Positive electrode active material for non-aqueous electrolyte secondary battery By the manufacturing method according to the above-described embodiment, a lithium nickel composite oxide (positive electrode active material) excellent in crystallinity can be obtained with high productivity by firing in a short time. Hereinafter, the characteristics of the lithium nickel composite oxide obtained by the manufacturing method according to the present embodiment will be described.
(組成)
リチウムニッケル複合酸化物は、リチウム(Li)とニッケル(Ni)とコバルト(Co)と任意に他の金属(M)とを含み、各金属元素のモル比が、Li:Ni:Co:M=s:(1−x−y):x:y(ただし、0.95≦s≦1.30、0≦x≦0.40、0≦y≦0.40、かつ、0.55≦(1−x−y)≦1.0であり、Mは、Mn、V、Mo、Nb、Ti、Zr、W、及びAlから選ばれる少なくとも1種の元素である。)で表される。
(composition)
The lithium nickel composite oxide contains lithium (Li), nickel (Ni), cobalt (Co), and optionally another metal (M), and the molar ratio of each metal element is Li: Ni: Co: M = s: (1-xy): x: y (where 0.95 ≦ s ≦ 1.30, 0 ≦ x ≦ 0.40, 0 ≦ y ≦ 0.40, and 0.55 ≦ (1) −xy) ≦ 1.0, and M is at least one element selected from Mn, V, Mo, Nb, Ti, Zr, W, and Al.
リチウムニッケル複合酸化物は、例えば、層状構造を有する六方晶系の結晶構造を有し、一般式(1):LisNi1−x−yCoxMyO2+α(式(1)中、0.95≦s≦1.30、0≦x≦0.40、0≦y≦0.40、0.55≦(1−x−y)≦1.0、かつ、であり、Mは、Mn、V、Mo、Nb、Ti、Zr、W、及びAlから選ばれる少なくとも1種の元素である。)で表されてもよい。また、ニッケル(Ni)の含有量に対応する(1−x−y)は、1未満であってもよい。
Lithium nickel composite oxide, for example, have a hexagonal crystal structure having a layered structure, the general formula (1): Li s Ni 1 -x-y Co x
(リチウム席占有率)
リチウムニッケル複合酸化物は、例えば、X線回折パターンのリートベルト解析から得られるリチウム主体層である3aサイトのリチウム席占有率が94%以上であり、好ましくは95%以上であり、より好ましくは96%以上である。リチウム席占有率が上記範囲である場合、焼成工程(ステップS30)において、前駆体とリチウム化合物との焼結反応が十分に行われており、リチウムニッケル複合酸化物が高い結晶性を有することを示す。結晶性の高いリチウムニッケル複合酸化物を二次電池の正極活物質として用いた場合、優れた電池特性(高い電池容量等)を示す。
(Lithium seat occupancy rate)
In the lithium nickel composite oxide, for example, the lithium site occupancy of the 3a site, which is the lithium main layer obtained from the Rietveld analysis of the X-ray diffraction pattern, is 94% or more, preferably 95% or more, more preferably 96% or more. When the lithium seat occupancy is in the above range, the sintering reaction between the precursor and the lithium compound is sufficiently performed in the firing step (step S30), and the lithium nickel composite oxide has high crystallinity. Show. When a highly crystalline lithium nickel composite oxide is used as a positive electrode active material of a secondary battery, excellent battery characteristics (high battery capacity, etc.) are exhibited.
(溶出リチウム量)
リチウムニッケル複合酸化物は、リチウムニッケル複合酸化物を純水に分散させ、静置後の上澄み液に溶出したリチウム量(溶出リチウム量)が、リチウムニッケル複合酸化物全量に対して0.15質量%以下であり、好ましくは0.14質量%以下であり、より好ましくは0.13質量%以下であり、さらに好ましくは0.12質量%以下である。なお、溶出リチウム量は、中和滴定法により測定することができる。例えば、リチウムニッケル複合酸化物の粉末10gに対して超純水を100mLまで添加して攪拌し、粉末を分散させ、10分間静置した後の上澄み液を、1mol/Lの濃度の塩酸で滴定して第二中和点まで測定し、塩酸で中和されたアルカリ分をリチウムニッケル複合酸化物から溶出したリチウムとし、滴定結果からリチウムニッケル複合酸化物に対するリチウムの質量比を求め、この値を溶出リチウム量とすることができる。
(Eluted lithium amount)
In the lithium nickel composite oxide, the lithium nickel composite oxide is dispersed in pure water, and the amount of lithium eluted in the supernatant after standing (the amount of lithium eluted) is 0.15 mass relative to the total amount of the lithium nickel composite oxide. % Or less, preferably 0.14% by mass or less, more preferably 0.13% by mass or less, and still more preferably 0.12% by mass or less. The amount of lithium eluted can be measured by a neutralization titration method. For example, ultrapure water is added to 100 mL of 10 g of lithium nickel composite oxide powder and stirred to disperse the powder, and the supernatant after standing for 10 minutes is titrated with hydrochloric acid having a concentration of 1 mol / L. The second neutralization point was measured, and the alkali content neutralized with hydrochloric acid was defined as lithium eluted from the lithium nickel composite oxide. From the titration results, the mass ratio of lithium to the lithium nickel composite oxide was determined. The amount of eluted lithium can be used.
溶出リチウムは、正極活物質の粒子表面に存在する、未反応のリチウム化合物や、結晶中に過剰に存在するリチウム等に由来すると考えられる。すなわち、溶出リチウム量は、原料に由来する未反応のリチウム化合物の残存量を示す指標の一つとして用いることができ、溶出リチウム量が少ないほど、未反応のリチウム化合物の残存量が少なく、前駆体とリチウム化合物との焼結反応が進行しているといえる。また、溶出リチウム量が少ないほど、後述する正極合材ペーストのゲル化を抑制することができる。 The eluted lithium is considered to be derived from an unreacted lithium compound present on the particle surface of the positive electrode active material, an excessive amount of lithium present in the crystal, or the like. That is, the amount of eluted lithium can be used as one of the indicators of the remaining amount of unreacted lithium compound derived from the raw material. The smaller the amount of eluted lithium, the smaller the amount of unreacted lithium compound, It can be said that the sintering reaction between the body and the lithium compound proceeds. Moreover, the gelation of the positive electrode mixture paste described later can be suppressed as the amount of eluted lithium is smaller.
(初期充放電効率)
リチウムニッケル複合酸化物を正極活物質として用いて作製された評価用の2032型コイン型電池CBA(図7参照)における、初期充放電効率(初期放電容量/初期充電容量)は、例えば、87%以上であり、好ましくは88%以上、より好ましくは90%以上である。初期充放電効率が上記範囲である場合、焼成工程(ステップS30)において、前駆体とリチウム化合物との焼結反応が十分に行われており、リチウムニッケル複合酸化物が高い結晶性を有することを示す。なお、初期放電容効率は、実施例で使用したコイン型電池CBAを製作してから24時間程度放置し、開回路電圧OCV(Open Circuit Voltage)が安定した後、正極に対する電流密度を0.1mA/cm2としてカットオフ電圧4.3Vまで充電し、1時間の休止後、カットオフ電圧3.0Vまで放電したときの容量を測定した値である。
(Initial charge / discharge efficiency)
The initial charge / discharge efficiency (initial discharge capacity / initial charge capacity) in an evaluation 2032 type coin-type battery CBA (see FIG. 7) produced using lithium nickel composite oxide as the positive electrode active material is, for example, 87%. Or more, preferably 88% or more, more preferably 90% or more. When the initial charge / discharge efficiency is in the above range, the sintering reaction between the precursor and the lithium compound is sufficiently performed in the firing step (step S30), and the lithium nickel composite oxide has high crystallinity. Show. The initial discharge capacity is about 24 hours after the coin-type battery CBA used in the example is manufactured. After the open circuit voltage OCV (Open Circuit Voltage) is stabilized, the current density with respect to the positive electrode is 0.1 mA. It is a value obtained by measuring the capacity when charged to a cutoff voltage of 4.3 V as / cm 2 and discharged to a cutoff voltage of 3.0 V after a pause of 1 hour.
3.非水系電解質二次電池
本実施形態に係る非水系電解質二次電池の製造方法(以下、「二次電池の製造方法」ともいう)は、正極、負極、及び、非水系電解質を用いて非水系電解質二次電池を得ること、を備え、正極は、上述の製造方法で得られた正極活物質を用いて得られる。なお、本実施形態に係る製造方法により得られる二次電池は、例えば、正極、負極、セパレータおよび非水系電解液を備えてもよく、正極、負極、および固体電解質を備えてもよい。また、二次電池は、公知のリチウムイオン二次電池と同様の構成要素により構成されてもよい。
3. Non-aqueous electrolyte secondary battery The non-aqueous electrolyte secondary battery manufacturing method according to the present embodiment (hereinafter also referred to as “secondary battery manufacturing method”) uses a positive electrode, a negative electrode, and a non-aqueous electrolyte. An electrolyte secondary battery is obtained, and the positive electrode is obtained using the positive electrode active material obtained by the above-described production method. In addition, the secondary battery obtained by the manufacturing method according to the present embodiment may include, for example, a positive electrode, a negative electrode, a separator, and a nonaqueous electrolytic solution, or may include a positive electrode, a negative electrode, and a solid electrolyte. Further, the secondary battery may be composed of the same components as those of known lithium ion secondary batteries.
以下、本実施形態に係る二次電池の製造方法の一例として、非水系電解液を用いた二次電池の各構成材料と、その製造方法について説明する。なお、以下で説明する実施形態は例示に過ぎず、二次電池の製造方法は、本明細書に記載されている実施形態を基に、当業者の知識に基づいて種々の変更、改良を施した形態で実施することができる。また、本実施形態に係る製造方法により得られる二次電池は、その用途を特に限定するものではない。 Hereinafter, as an example of the manufacturing method of the secondary battery according to the present embodiment, each constituent material of the secondary battery using the nonaqueous electrolytic solution and the manufacturing method thereof will be described. Note that the embodiments described below are merely examples, and the method for manufacturing a secondary battery is subjected to various changes and improvements based on the embodiments described in this specification based on the knowledge of those skilled in the art. Can be implemented. Moreover, the use of the secondary battery obtained by the manufacturing method according to the present embodiment is not particularly limited.
(正極)
正極は、上記の正極活物質を含む。正極は、例えば、以下のようにして、製造することができる。なお、正極の作製方法は、以下のものに限られることなく、他の方法によってもよい。
(Positive electrode)
A positive electrode contains said positive electrode active material. The positive electrode can be manufactured, for example, as follows. Note that the method for manufacturing the positive electrode is not limited to the following, and other methods may be used.
まず、上記の正極活物質、導電材、及びバインダー(結着剤)を混合し、さらに必要に応じて活性炭や、粘度調整等の用途の溶剤を添加し、これを混錬して正極合材ペーストを作製する。なお、正極合材ペーストの構成材料は、特に限定されず、公知の正極合材ペーストと同等なものを用いてもよい。 First, the positive electrode active material, the conductive material, and the binder (binder) are mixed, and if necessary, activated carbon or a solvent for adjusting viscosity is added, and this is kneaded to mix the positive electrode mixture. Make a paste. The constituent material of the positive electrode mixture paste is not particularly limited, and a material equivalent to a known positive electrode mixture paste may be used.
正極合材ペースト中のそれぞれの材料の混合比は、特に限定されず、要求される二次電池の性能に応じて、適宜、調整される。材料の混合比は、公知の二次電池の正極合材ペーストと同様の範囲とすることができ、例えば、溶剤を除いた正極合材の固形分の全質量を100質量部とした場合、正極活物質の含有量を60質量部以上95質量部以下とし、導電材の含有量を1質量部以上20質量部以下とし、バインダーの含有量を1質量部以上20質量部以下としてもよい。 The mixing ratio of the respective materials in the positive electrode mixture paste is not particularly limited, and is appropriately adjusted according to the required performance of the secondary battery. The mixing ratio of the materials can be in the same range as the known positive electrode mixture paste of the secondary battery. For example, when the total mass of the solid content of the positive electrode mixture excluding the solvent is 100 parts by mass, The content of the active material may be 60 parts by mass or more and 95 parts by mass or less, the content of the conductive material may be 1 part by mass or more and 20 parts by mass or less, and the content of the binder may be 1 part by mass or more and 20 parts by mass or less.
導電剤としては、例えば、黒鉛(天然黒鉛、人造黒鉛、膨張黒鉛など)や、アセチレンブラック、ケッチェンブラックなどのカーボンブラック系材料などを用いることができる。 As the conductive agent, for example, graphite (natural graphite, artificial graphite, expanded graphite, etc.), carbon black materials such as acetylene black, ketjen black, and the like can be used.
バインダー(結着剤)は、活物質粒子をつなぎ止める役割を果たすもので、例えば、ポリフッ化ビニリデン(PVDF)、ポリテトラフルオロエチレン(PTFE)、フッ素ゴム、エチレンプロピレンジエンゴム、スチレンブタジエン、セルロース系樹脂、ポリアクリル酸などを用いることができる。 The binder (binder) plays a role of holding the active material particles. For example, polyvinylidene fluoride (PVDF), polytetrafluoroethylene (PTFE), fluorine rubber, ethylene propylene diene rubber, styrene butadiene, and cellulose resin. Polyacrylic acid or the like can be used.
なお、必要に応じ、正極活物質、導電材、活性炭を分散させ、バインダー(結着剤)を溶解する溶剤を正極合材ペーストに添加してもよい。溶剤としては、具体的には、N−メチル−2−ピロリドン(NMP)等の有機溶剤を用いてもよい。また、正極合材には、電気二重層容量を増加させるために、活性炭を添加してもよい。 If necessary, a positive electrode active material, a conductive material, and activated carbon may be dispersed, and a solvent that dissolves the binder (binder) may be added to the positive electrode mixture paste. Specifically, an organic solvent such as N-methyl-2-pyrrolidone (NMP) may be used as the solvent. Further, activated carbon may be added to the positive electrode mixture in order to increase the electric double layer capacity.
次いで、得られた正極合材ペーストを、例えば、アルミニウム箔製の集電体の表面に塗布し、乾燥して、溶剤を飛散させて、シート状の正極を作製する。必要に応じ、電極密度を高めるため、ロールプレス等により加圧してもよい。シート状の正極は、目的とする電池に応じて適当な大きさに裁断等をして、電池の作製に供することができる。 Next, the obtained positive electrode mixture paste is applied to, for example, the surface of a current collector made of aluminum foil, dried, and the solvent is scattered to produce a sheet-like positive electrode. If necessary, pressurization may be performed by a roll press or the like in order to increase the electrode density. The sheet-like positive electrode can be cut into an appropriate size or the like according to the target battery and used for battery production.
(負極)
負極には、金属リチウムやリチウム合金等を用いてもよい。また、負極には、リチウムイオンを吸蔵および脱離できる負極活物質に、結着剤を混合し、適当な溶剤を加えてペースト状にした負極合材を、銅等の金属箔集電体の表面に塗布し、乾燥し、必要に応じて電極密度を高めるべく圧縮して形成したものを用いてもよい。
(Negative electrode)
For the negative electrode, metallic lithium, a lithium alloy, or the like may be used. In addition, for the negative electrode, a negative electrode active material that can occlude and desorb lithium ions is mixed with a binder, and an appropriate solvent is added to form a paste of the negative electrode mixture. You may apply | coat to the surface, dry, and what was compressed and formed so that the electrode density might be increased as needed.
負極活物質としては、例えば、天然黒鉛、人造黒鉛、フェノール樹脂等の有機化合物焼成体、コークス等の炭素物質の粉状体を用いることができる。負極結着剤としては、正極同様、PVDF等の含フッ素樹脂等を用いることができる。また、これらの活物質および結着剤を分散させる溶剤としては、N−メチル−2−ピロリドン等の有機溶剤を用いることができる。 As the negative electrode active material, for example, natural graphite, artificial graphite, a fired organic compound such as phenol resin, or a powdery carbon material such as coke can be used. As the negative electrode binder, a fluorine-containing resin such as PVDF can be used as in the positive electrode. In addition, as a solvent for dispersing these active materials and binders, an organic solvent such as N-methyl-2-pyrrolidone can be used.
(セパレータ)
正極と負極との間には、セパレータを挟み込んで配置する。セパレータは、正極と負極とを分離し、電解質を保持するものであり、ポリエチレン、ポリプロピレン等の薄い膜で、微少な孔を多数有する膜を用いることができる。
(Separator)
A separator is interposed between the positive electrode and the negative electrode. The separator separates the positive electrode and the negative electrode and retains the electrolyte, and a thin film such as polyethylene or polypropylene and a film having many minute holes can be used.
(非水系電解液)
非水系電解液は、支持塩としてのリチウム塩を有機溶媒に溶解したものである。有機溶媒としては、エチレンカーボネート、プロピレンカーボネート、ブチレンカーボネート、トリフルオロプロピレンカーボネート等の環状カーボネート、また、ジエチルカーボネート、ジメチルカーボネート、エチルメチルカーボネート、ジプロピルカーボネート等の鎖状カーボネート、さらに、テトラヒドロフラン、2−メチルテトラヒドロフラン、ジメトキシエタン等のエーテル化合物、エチルメチルスルホン、ブタンスルトン等の硫黄化合物、リン酸トリエチル、リン酸トリオクチル等のリン化合物等から選ばれる1種を単独で、あるいは2種以上を混合して用いることができる。
(Non-aqueous electrolyte)
The nonaqueous electrolytic solution is obtained by dissolving a lithium salt as a supporting salt in an organic solvent. Examples of the organic solvent include cyclic carbonates such as ethylene carbonate, propylene carbonate, butylene carbonate, and trifluoropropylene carbonate; chain carbonates such as diethyl carbonate, dimethyl carbonate, ethyl methyl carbonate, and dipropyl carbonate; and tetrahydrofuran, 2- One kind selected from ether compounds such as methyltetrahydrofuran and dimethoxyethane, sulfur compounds such as ethylmethylsulfone and butanesultone, phosphorus compounds such as triethyl phosphate and trioctyl phosphate, etc. are used alone or in admixture of two or more. be able to.
支持塩としては、LiPF6、LiBF4、LiClO4、LiAsF6、LiN(CF3SO2)2等、およびそれらの複合塩を用いることができる。さらに、非水系電解液は、ラジカル捕捉剤、界面活性剤および難燃剤等を含んでいてもよい。 As the supporting salt, LiPF 6 , LiBF 4 , LiClO 4 , LiAsF 6 , LiN (CF 3 SO 2 ) 2 , or a composite salt thereof can be used. Furthermore, the non-aqueous electrolyte solution may contain a radical scavenger, a surfactant, a flame retardant, and the like.
(電池の形状、構成)
以上のように説明してきた正極、負極、及び、非水系電解質で構成される本実施形態の非水系電解質二次電池の形状は、円筒型、積層型等、種々のものとすることができる。いずれの形状を採る場合であっても、正極および負極を、セパレータを介して積層させて電極体とし、得られた電極体に、非水系電解液を含浸させ、正極集電体と外部に通ずる正極端子との間、および、負極集電体と外部に通ずる負極端子との間を、集電用リード等を用いて接続し、電池ケースに密閉して、非水系電解質二次電池を完成させる。なお、固体電解質を採用する場合、固体電解質がセパレータを兼ねていてもよい。
(Battery shape and configuration)
The shape of the non-aqueous electrolyte secondary battery of the present embodiment constituted by the positive electrode, the negative electrode, and the non-aqueous electrolyte that have been described above can be various types such as a cylindrical type and a laminated type. In any case, the positive electrode and the negative electrode are laminated via a separator to form an electrode body, and the obtained electrode body is impregnated with a non-aqueous electrolyte and communicated with the positive electrode current collector and the outside. The positive electrode terminal and the negative electrode current collector and the negative electrode terminal communicating with the outside are connected using a current collecting lead or the like and sealed in a battery case to complete a non-aqueous electrolyte secondary battery. . In addition, when employ | adopting a solid electrolyte, the solid electrolyte may serve as the separator.
以下、本発明の実施例を用いて具体的に説明するが、本発明は、これらの実施例によって何ら限定されるものではない。以下、得られた正極活物質およびこの正極活物質を用いた非水系電解質二次電池の特性の評価方法について説明する。なお、本実施例における、ニッケル複合水酸化物の製造、並びに、正極活物質および二次電池の作製には、和光純薬工業株式会社製試薬特級の各試料を使用した。 Hereinafter, the present invention will be specifically described with reference to examples, but the present invention is not limited to these examples. Hereinafter, the evaluation method of the characteristic of the obtained positive electrode active material and the nonaqueous electrolyte secondary battery using this positive electrode active material is demonstrated. In addition, each sample of Wako Pure Chemical Industries, Ltd. reagent special grade was used for manufacture of a nickel composite hydroxide in this Example, and preparation of a positive electrode active material and a secondary battery.
[落下強度]
成形体の落下強度を以下の方法で評価した。
得られた成形体を100cmの高さから、厚さ0.5mmの鉄板上に落下させ、割れの有無を観察した。成形体の割れが観察されなかった場合を「〇」、成形体の割れが観察された場合を「×」と評価した。
[Drop strength]
The drop strength of the molded body was evaluated by the following method.
The obtained molded body was dropped from a height of 100 cm onto an iron plate having a thickness of 0.5 mm, and the presence or absence of cracks was observed. The case where cracks of the molded body were not observed was evaluated as “◯”, and the case where cracks of the molded body were observed was evaluated as “x”.
[リチウム混合物の処理量]
リチウム混合物の処理量(焼成量)を、下記式により求め、比較例3の値を1.0として換算することにより評価した。
リチウム混合物の処理量(「処理量」と略すこともある)を評価した。リチウム混合物の処理量は、下記式により求めた。
処理量:(T(粉末)/T(成形体))×(L(成形体)/L(粉末)×ロス係数)・・・(式)
(上記式中、T(成形体)は、成形体の焼成時の炉内保持時間(焼成温度まで昇温する際の時間(昇温時間)と焼成温度での保持時間(焼成時間)との合計)を示し、T(粉末)は、粉末の焼成時の炉内保持時間(焼成温度まで昇温する際の時間(昇温時間)と焼成温度での保持時間(焼成時間)との合計)を示し、L(成形体)は、焼成の際の単位体積あたりの成形体の重量(「焼成の際の単位体積」に「成形体の密度」を乗じた値)を示し、L(粉末)は、焼成の際の単位体積あたりの粉末のリチウム混合物の重量(「焼成の際の単位体積」に「粉末の密度」を乗じた値)を示す。ロス係数は、粉末を1.0としたときの成形体の相対的な充填率であり、上記の「焼成の際の単位体積」に占めるリチウム混合物(成形体)の体積割合に応じた値である。)
成形体(実施例1〜23、比較例1、4〜5)の例では、上記式において、比較例3(粉末、炉内保持時間:15時間)の処理量を1.0とし、「焼成の際の単位体積」を縦100cm、横100cm、厚さ(高さ)30mmの直方体の空間(縦100cm、横100cmの単位炉床面積(1m2)における30mmの高さ)に成形体または粉体を投入した時の体積(100cm×100cm×3cm=30000[cm3])とし、成形体のロス係数を0.9とした。
例えば、実施例3の処理量は、上記式において、T(粉末)(比較例3)=15時間(昇温時間:2.7時間、焼成時間:12.3時間、)、T(成形体)=8時間(昇温時間:2.8時間、焼成時間:5.2時間)、L(成形体)×ロス係数=30000cm3(単位体積)×1.74(密度)×0.9(ロス係数)=47.0[kg]であり、L(粉体)(比較例3)=30000cm3(単位体積)×1.00(密度)=30.0[kg]であり、これらの値から処理量として2.9が算出される。なお、本実施例および比較例のロス係数は、実施例および比較例において平均的な値として算出され、設定された値である。
[Processing volume of lithium mixture]
The treatment amount (calcination amount) of the lithium mixture was determined by the following formula and evaluated by converting the value of Comparative Example 3 to 1.0.
The treatment amount of the lithium mixture (sometimes abbreviated as “treatment amount”) was evaluated. The processing amount of the lithium mixture was determined by the following formula.
Treatment amount: (T (powder) / T (molded body) ) × (L (molded body) / L (powder) × loss coefficient) (formula)
(In the above formula,
In the examples of the molded bodies (Examples 1 to 23, Comparative Examples 1 and 4 to 5), in the above formula, the processing amount of Comparative Example 3 (powder, holding time in the furnace: 15 hours) is 1.0, A unit or powder in a rectangular parallelepiped space of 100 cm in length, 100 cm in width, and 30 mm in thickness (height) (30 mm height in a unit hearth area (1 m 2 ) of 100 cm in length and 100 cm in width). The volume when the body was charged (100 cm × 100 cm × 3 cm = 30000 [cm 3 ]) was set, and the loss factor of the molded body was set to 0.9.
For example, the processing amount of Example 3 is as follows: T (powder) (Comparative Example 3) = 15 hours (temperature rising time: 2.7 hours, firing time: 12.3 hours), T (molded body ) ) = 8 hours (temperature rising time: 2.8 hours, firing time: 5.2 hours), L (molded product) × loss coefficient = 30000 cm 3 (unit volume) × 1.74 (density) × 0.9 ( Loss coefficient) = 47.0 [kg], L (powder) (Comparative Example 3) = 30000 cm 3 (unit volume) × 1.00 (density) = 30.0 [kg], these values 2.9 is calculated as the processing amount. In addition, the loss coefficient of a present Example and a comparative example is a value calculated and set as an average value in an Example and a comparative example.
[溶出リチウム量]
溶出リチウム(Li)量は、正極活物質を水に分散させた際に、水に溶けるリチウム量をいい、以下の方法により測定した。まず、得られた正極活物質(複合酸化物)の粉末10gに対して超純水を100mlまで添加して攪拌し、粉末を分散させた後、1mol/リットルの濃度の塩酸で滴定し第二中和点まで測定した。塩酸で中和されたアルカリ分を複合酸化物粉末表面のリチウムとして、滴定結果から複合酸化物に対するリチウムの質量比を求め、この値を溶出リチウム量とした。表1〜3に、正極活物質全体に対する、純水に溶出したリチウム量(溶出リチウム量)を示す。
[Eluted lithium content]
The amount of eluted lithium (Li) refers to the amount of lithium dissolved in water when the positive electrode active material is dispersed in water, and was measured by the following method. First, ultrapure water was added to 100 ml of the obtained positive electrode active material (composite oxide) powder up to 100 ml and stirred to disperse the powder, followed by titration with hydrochloric acid having a concentration of 1 mol / liter. Measured to neutralization point. The alkali content neutralized with hydrochloric acid was defined as lithium on the surface of the composite oxide powder, and the mass ratio of lithium to the composite oxide was determined from the titration results. Tables 1 to 3 show the amount of lithium eluted in pure water (the amount of eluted lithium) with respect to the entire positive electrode active material.
[リチウム席占有率]
得られた正極活物質について、X線回折測定を行った。X線回折測定は、粉末X線回折装置(PANalytical社製、X‘Prt PRO)を用い、Cu−Kα線による粉末X線回折法により実施した。得られた粉末X線回折パターンについて、リートベルト解析を行い、3aサイトのリチウム席占有率を求めた。
[Lithium seat occupancy]
X-ray diffraction measurement was performed on the obtained positive electrode active material. X-ray diffraction measurement was performed by a powder X-ray diffraction method using Cu—Kα rays using a powder X-ray diffractometer (manufactured by PANalytical, X′Prt PRO). The obtained powder X-ray diffraction pattern was subjected to Rietveld analysis to determine the lithium site occupancy at the 3a site.
[評価用二次電池の製造および評価]
以下の方法により2032型のコイン型電池CBA(図7参照)を作製し、正極活物質の電池特性の評価を行った。
[Production and evaluation of secondary battery for evaluation]
A 2032 type coin-type battery CBA (see FIG. 7) was prepared by the following method, and the battery characteristics of the positive electrode active material were evaluated.
(コイン型電池の作製)
正極活物質52.5mg、アセチレンブラック15mg、およびポリテトラフッ化エチレン樹脂(PTFE)7.5mgを混合し、100MPaの圧力で直径11mm、厚さ100μmにプレス成形して正極PE(評価用電極)を作製した。その作製した正極PEを真空乾燥機中120℃で12時間乾燥した。乾燥した正極PE、負極NE、セパレータSE、および、電解液を用いて、図6に示すコイン型電池CBAを、露点が−80℃に管理されたAr雰囲気のグローブボックス内で作製した。
(Production of coin-type battery)
52.5 mg of positive electrode active material, 15 mg of acetylene black, and 7.5 mg of polytetrafluoroethylene resin (PTFE) are mixed and press molded to a diameter of 11 mm and a thickness of 100 μm at a pressure of 100 MPa to produce a positive electrode PE (electrode for evaluation). did. The produced positive electrode PE was dried at 120 ° C. for 12 hours in a vacuum dryer. Using the dried positive electrode PE, negative electrode NE, separator SE, and electrolytic solution, a coin-type battery CBA shown in FIG. 6 was produced in a glove box in an Ar atmosphere in which the dew point was controlled at −80 ° C.
負極NEには、リチウム金属を用い、電解液には、1MのLiPF6を支持電解質とするエチレンカーボネート(EC)とジエチルカーボネート(DEC)の等量混合液(富山薬品工業株式会社製)を用いた。セパレータSEには膜厚25μmのポリエチレン多孔膜を用いた。また、コイン型電池CBAは、ガスケットGAとウェーブワッシャーWWを有し、正極缶PCと負極缶NCとでコイン状の電池に組み立てられた。 Lithium metal is used for the negative electrode NE, and an equivalent mixed solution (made by Toyama Pharmaceutical Co., Ltd.) of ethylene carbonate (EC) and diethyl carbonate (DEC) using 1M LiPF 6 as a supporting electrolyte is used for the electrolyte. It was. As the separator SE, a polyethylene porous film having a film thickness of 25 μm was used. The coin-type battery CBA has a gasket GA and a wave washer WW, and was assembled into a coin-shaped battery by the positive electrode can PC and the negative electrode can NC.
(初期充放電容量の評価)
作製したコイン型電池CBAを24時間程度放置し、開回路電圧OCV(Open Circuit Voltage)が安定した後、正極に対する電流密度を0.1mA/cm2としてカットオフ電圧4.3Vまで充電したときの容量を初期充電容量とし、1時間の休止後、カットオフ電圧3.0Vまで放電したときの容量を初期放電容量とした。
(Evaluation of initial charge / discharge capacity)
When the produced coin-type battery CBA is left for about 24 hours and the open circuit voltage OCV (Open Circuit Voltage) is stabilized, the current density with respect to the positive electrode is 0.1 mA / cm 2 and charged to a cutoff voltage of 4.3 V. The capacity was the initial charge capacity, and the capacity when the battery was discharged to a cut-off voltage of 3.0 V after 1 hour of rest was taken as the initial discharge capacity.
[電池効率]
電池効率(初期充放電効率)は、初期充電容量に対する、初期放電容量の割合[(初期放電容量/初期充電容量)×100]により算出した。また、電池効率(初期充放電効率)が87%以上の場合を「〇」と評価し、電池効率が87%未満の場合を「×」と評価した。
[Battery efficiency]
The battery efficiency (initial charge / discharge efficiency) was calculated by the ratio of the initial discharge capacity to the initial charge capacity [(initial discharge capacity / initial charge capacity) × 100]. Moreover, the case where the battery efficiency (initial charge / discharge efficiency) was 87% or more was evaluated as “◯”, and the case where the battery efficiency was less than 87% was evaluated as “x”.
[実施例1]
(リチウム混合物の製造工程)
前駆体として、晶析法により得られたNi0.70Co0.15Mn0.15(OH)2で表されるニッケル複合水酸化物と、Li/Me比=1.05となるように秤量した水酸化リチウムとを、シェーカーミキサ装置(ウィリー・エ・バッコーフェン(WAB)社製TURBULA TypeT2C)を用いて十分に混合し、リチウム混合物を得た。得られたリチウム混合物の組成を表1に示す。
[Example 1]
(Lithium mixture manufacturing process)
As a precursor, a nickel composite hydroxide represented by Ni 0.70 Co 0.15 Mn 0.15 (OH) 2 obtained by a crystallization method and a Li / Me ratio = 1.05 The weighed lithium hydroxide was sufficiently mixed using a shaker mixer device (TURBULA Type T2C manufactured by Willy et Bacofen (WAB)) to obtain a lithium mixture. The composition of the obtained lithium mixture is shown in Table 1.
(成形工程)
得られたリチウム混合物を型枠へ投入し、プレス機(「テーブルプレス」型番:TB−50H、アズワン株式会社」)を用いて面圧(圧力)600kgf/cm2(58.8MPa)で加圧して、表6に示す密度、大きさ(縦、横、厚さ、長径等)の成形体を得た。得られた成形体の特性を表1に示す。成形体の形状は、縦×横:30mm×30mm、厚さ:10mmの矩形板状(直方体状)とした。長径は、厚さ方向に対して垂直な断面(加圧面)において、任意の2点間の距離が最大となる長さとして、縦×横:30mm×30mmの正方形の断面における正方形の対角線の長さ(302+302)1/2mm=42.4mmと算出した。
(Molding process)
The obtained lithium mixture was put into a mold, and was pressed at a surface pressure (pressure) of 600 kgf / cm 2 (58.8 MPa) using a press (“table press” model number: TB-50H, ASONE Co., Ltd.). Thus, a molded body having the density and size (vertical, horizontal, thickness, major axis, etc.) shown in Table 6 was obtained. Table 1 shows the characteristics of the obtained molded body. The shape of the molded body was a rectangular plate shape (cuboid shape) of length × width: 30 mm × 30 mm and thickness: 10 mm. The major axis is the length of the diagonal of a square in a cross section of a square of length x width: 30 mm x 30 mm in the cross section perpendicular to the thickness direction (pressurization surface) where the distance between any two points is maximum. (30 2 +30 2 ) 1/2 mm = 42.4 mm.
(焼成工程)
得られた成形体を、焼成炉として日本ガイシ株式会社製のローラーハースキルンを用いて焼成した。複数の成形体からなる集合体を形成し、形成した集合体をアルミナセッターに載せ、焼成炉内に導入し焼成を実施した。集合体は、複数の成形体を、集合体の内部に雰囲気ガスが通過するように複数の成形体を上下左右方向に配置し積み重ねて集合体の外形を直方体状に形成し、その集合体の単位体積(縦×横×高さ:100cm×100cm×3cm=30000[cm3])当たりの充填の程度を示す「ロス係数」が0.9程度となるように形成した。焼成は、酸素雰囲気(酸素濃度100容量%)にて、室温から焼成温度まで昇温し(昇温時間2.8時間)、焼成を870℃(焼成温度)で5.2時間(焼成時間)で、雰囲気ガス流量(10L/min)で焼成し、その後解砕して、リチウムニッケル複合酸化物(正極活物質)の粒子を得た。炉内保持時間は、昇温時間(2.8時間)と焼成時間(5.2時間)とを合計した8時間であった。製造条件、及び、得られた正極活物質の評価結果を表1に示す。
(Baking process)
The obtained molded body was fired using a roller hearth kiln manufactured by NGK Corporation as a firing furnace. An assembly composed of a plurality of compacts was formed, the formed assembly was placed on an alumina setter, introduced into a firing furnace, and fired. The aggregate is formed by arranging a plurality of molded bodies in the vertical and horizontal directions so that the atmosphere gas passes through the aggregate, and stacking them to form the outer shape of the aggregate into a rectangular parallelepiped shape. The “loss coefficient” indicating the degree of filling per unit volume (vertical × horizontal × height: 100 cm × 100 cm × 3 cm = 30000 [cm 3 ]) was formed to be about 0.9. Firing is performed in an oxygen atmosphere (oxygen concentration: 100% by volume) from room temperature to the firing temperature (temperature raising time: 2.8 hours), and firing is performed at 870 ° C. (firing temperature) for 5.2 hours (firing time). Then, firing was performed at an atmospheric gas flow rate (10 L / min), and then pulverized to obtain lithium nickel composite oxide (positive electrode active material) particles. The holding time in the furnace was 8 hours, which is the sum of the temperature raising time (2.8 hours) and the firing time (5.2 hours). Table 1 shows the manufacturing conditions and the evaluation results of the obtained positive electrode active material.
[実施例2〜6]
成形工程において、面圧(圧力)、得られた成形体の密度、大きさ(厚さ、長径)を表1に示すようにした以外は、実施例1と同様の条件で成形体及び正極活物質を得るとともに、評価した。製造条件、及び、得られた成形体及び正極活物質の評価結果を表1に示す。
[Examples 2 to 6]
In the molding step, the molded body and the positive electrode active material were subjected to the same conditions as in Example 1 except that the surface pressure (pressure), the density of the obtained molded body, and the size (thickness, major axis) were as shown in Table 1. The material was obtained and evaluated. Table 1 shows the production conditions and the evaluation results of the obtained molded body and positive electrode active material.
[実施例7]
金属Mとして、表1に示す金属元素をそれぞれ用いて、成形工程において、面圧(圧力)を調整して、得られた成形体の密度を表1に示すようにし、かつ、成形体の大きさ(厚さ、長径)を表1に示すようにし、焼成を850℃で行った以外は、実施例1と同様の条件で正極活物質を得るとともに、評価した。製造条件、及び、得られた正極活物質の評価結果を表1に示す。
[Example 7]
Each metal element shown in Table 1 is used as the metal M, and the surface pressure (pressure) is adjusted in the molding step so that the density of the obtained molded body is as shown in Table 1, and the size of the molded body The positive electrode active material was obtained and evaluated under the same conditions as in Example 1 except that the thickness (thickness and major axis) was as shown in Table 1 and firing was performed at 850 ° C. Table 1 shows the manufacturing conditions and the evaluation results of the obtained positive electrode active material.
[比較例1]
成形工程において、面圧(圧力)を調整して、得られた成形体の密度を1.6g/cm3未満とし、かつ、成形体の大きさ(厚さ、長径)を表1に示すようにし、焼成を850℃で9.8時間で行った以外は、実施例1と同様の条件で成形体及び正極活物質を得るとともに、評価した。製造条件、及び、得られた成形体及び正極活物質の評価結果を表1に示す。
[Comparative Example 1]
In the molding step, the surface pressure (pressure) is adjusted so that the density of the obtained molded body is less than 1.6 g / cm 3 and the size (thickness, major axis) of the molded body is as shown in Table 1. The molded body and the positive electrode active material were obtained and evaluated under the same conditions as in Example 1 except that firing was performed at 850 ° C. for 9.8 hours. Table 1 shows the production conditions and the evaluation results of the obtained molded body and positive electrode active material.
[比較例2、3]
リチウム混合物(粉体)を、縦100mm、横100mm、高さ100mmの厘鉢に、その投入重量がほぼ同様となるように厚さ30mmとして投入し、表1に示す焼成温度及び焼成時間で焼成した以外は、実施例1と同様に成形体及び正極活物質を得るとともに評価した。製造条件、及び、得られた成形体及び正極活物質の評価結果を表1に示す。
[Comparative Examples 2 and 3]
The lithium mixture (powder) was charged into a mortar having a length of 100 mm, a width of 100 mm, and a height of 100 mm so that the input weight was almost the same, and the thickness was set to 30 mm. Except that, a molded body and a positive electrode active material were obtained and evaluated in the same manner as in Example 1. Table 1 shows the production conditions and the evaluation results of the obtained molded body and positive electrode active material.
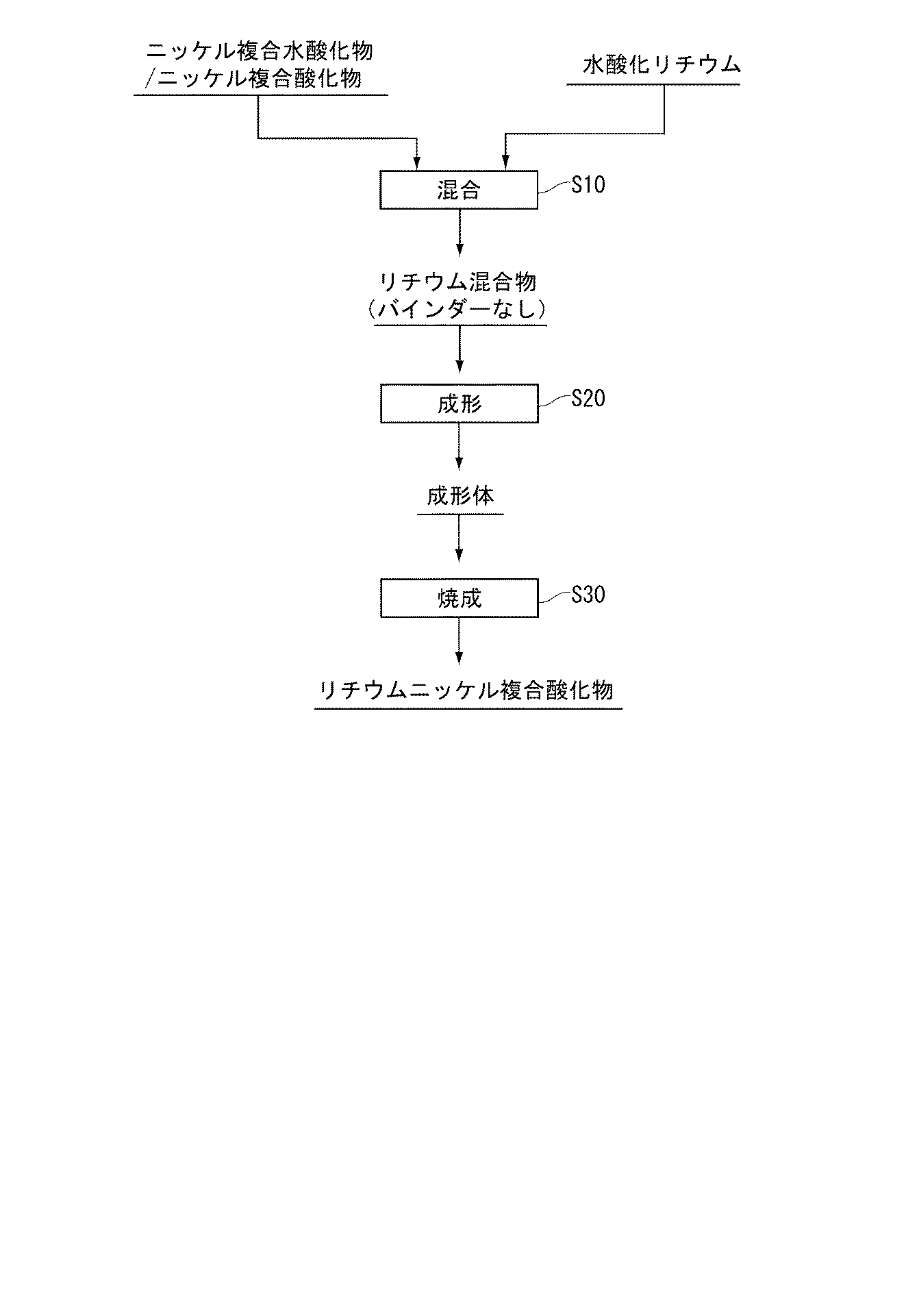
[評価結果1]
実施例では、リチウム混合物を用いて、厚さが10mm以上、長径が30mm以上であり、密度が1.6g/cm3以上の成形体を製造した後、焼成を行い、正極活物質を得た。実施例で得られた正極活物質は、10時間未満の焼成時間で、溶出リチウム量が少なく、高いリチウム席占有率を有する。また、実施例で得られた正極活物質を用いた二次電池では、高い電池効率を有することが示された。また、実施例では、焼成工程における処理量が多く、生産効率が高いことが示された。また、実施例では、バインダーを含まないリチウム混合物を用いても、強度の高い成形体が製造できることが示された。
[Evaluation result 1]
In the examples, a lithium mixture was used to produce a molded body having a thickness of 10 mm or more, a major axis of 30 mm or more, and a density of 1.6 g / cm 3 or more, followed by firing to obtain a positive electrode active material. . The positive electrode active materials obtained in the examples have a high lithium seat occupancy with a small amount of eluted lithium and a firing time of less than 10 hours. Moreover, it was shown that the secondary battery using the positive electrode active material obtained in the examples has high battery efficiency. Moreover, in the Example, it was shown that there is much processing amount in a baking process and production efficiency is high. Moreover, in the Example, it was shown that a strong molded object can be manufactured even if it uses the lithium mixture which does not contain a binder.
一方、成形体の密度が1.6g/cm3未満である比較例1では、実施例と比較して、得られた正極活物質の溶出リチウム量が多く、リチウム席占有率が低かった。また、比較例で得られた正極活物質を用いた二次電池では、電池効率が低かった。また、焼成工程における処理量も少なかった。 On the other hand, in Comparative Example 1 in which the density of the molded body was less than 1.6 g / cm 3 , the amount of the eluted lithium of the obtained positive electrode active material was large and the lithium seat occupation ratio was low as compared with the Examples. Moreover, in the secondary battery using the positive electrode active material obtained in the comparative example, the battery efficiency was low. In addition, the amount of treatment in the firing step was small.
また、リチウム混合物を成形せず、従来と同様に、粉体の状態で、10時間未満の焼成を行った比較例2では、実施例と比較して、得られた正極活物質の溶出リチウム量が多く、リチウム席占有率が低く、電池効率も低かった。また、焼成工程における処理量も少なかった。 Further, in Comparative Example 2 in which the lithium mixture was not molded and the powder was baked for less than 10 hours in the same manner as in the past, the amount of lithium eluted in the obtained positive electrode active material as compared with the Example The lithium seat occupancy was low and the battery efficiency was low. In addition, the amount of treatment in the firing step was small.
また、比較例2と同様に粉体の状態で、12.3時間の焼成を行った比較例3では、得られた正極活物質の溶出リチウム量、リチウム席占有率、及び、電池効率が実施例と同程度であった。また、実施例と比較して、焼成工程における処理量は少なかった。 Further, in Comparative Example 3, which was baked for 12.3 hours in a powder state as in Comparative Example 2, the amount of eluted lithium in the positive electrode active material, lithium seat occupancy, and battery efficiency were implemented. Similar to the example. Moreover, compared with the Example, there was little processing amount in a baking process.
以上から、従来のようにリチウム混合物の粉体を焼成した場合、10時間以上の焼成時間が必要であるところ、特定の条件を満たす成形体を形成して焼成することにより、10時時間未満の焼成時間で、高い結晶性を有するリチウムニッケル複合酸化物(正極活物質)を生産性高く得られることが示された。 From the above, when the powder of the lithium mixture is fired as in the prior art, a firing time of 10 hours or more is necessary. By forming and firing a molded body satisfying a specific condition, the firing time is less than 10 hours. It was shown that a lithium nickel composite oxide (positive electrode active material) having high crystallinity can be obtained with high productivity in the firing time.
次に、実施例7等と比較して、主にリチウム化合物の種類、混合量(Li/Me比)などが異なる実施例及び比較例について、以下に説明する。 Next, examples and comparative examples in which the type of lithium compound, the mixing amount (Li / Me ratio) and the like are mainly different from those in Example 7 will be described below.
[実施例8〜12、比較例4、5]
表2に示す製造条件とした以外は、実施例7と同様の条件で成形体及び正極活物質を得るとともに、評価した。製造条件、及び、得られた成形体及び正極活物質の評価結果を表2に示す。
[Examples 8 to 12, Comparative Examples 4 and 5]
A molded body and a positive electrode active material were obtained and evaluated under the same conditions as in Example 7 except that the production conditions shown in Table 2 were used. Table 2 shows the production conditions and the evaluation results of the obtained molded body and positive electrode active material.
なお、実施例8では、リチウム化合物として、水分率4.8%の乾燥水酸化リチウム(無水水酸化リチウムを用いた)。 In Example 8, as the lithium compound, dry lithium hydroxide having a moisture content of 4.8% (anhydrous lithium hydroxide was used).
また、実施例9、10、比較例4では、表2に示すように、バインダーを含むリチウム混合物を用いた。バインダーとしては、ポリビニルアルコール(PVA)、ポリアクリルアミド(PAM)、カルボキシメチルセルロース(CMC)を用いた。実施例9及び比較例4では、バインダーとして、カルボキシメチルセルロース(CMC)を、リチウム混合物の全質量に対して、2.0質量%含み、実施例10では、バインダーとして、リチウム混合物の全質量に対して、ポリビニルアルコール(PVA)を0.5質量%、ポリアクリルアミド(PAM)を0.5質量%、及び、カルボキシメチルセルロース(CMC)を1.0質量%含む。 In Examples 9 and 10 and Comparative Example 4, as shown in Table 2, a lithium mixture containing a binder was used. As the binder, polyvinyl alcohol (PVA), polyacrylamide (PAM), or carboxymethyl cellulose (CMC) was used. In Example 9 and Comparative Example 4, carboxymethyl cellulose (CMC) was included as a binder in an amount of 2.0% by mass based on the total mass of the lithium mixture. In Example 10, as a binder, based on the total mass of the lithium mixture. And 0.5% by mass of polyvinyl alcohol (PVA), 0.5% by mass of polyacrylamide (PAM), and 1.0% by mass of carboxymethyl cellulose (CMC).
[評価結果2]
実施例8では、リチウム化合物として、水分率5%以下の水酸化リチウム(無水水酸化リチウム)を用いて成形体を成形しており、2.2時間の焼成時間で、溶出リチウム量が非常に低減され、かつ、電池効率に優れる正極活物質が得られた。よって、無水水酸化リチウムを用いる場合、焼成効率が非常向上することが示された。また、
[Evaluation result 2]
In Example 8, a molded body was molded using lithium hydroxide having a moisture content of 5% or less (anhydrous lithium hydroxide) as the lithium compound, and the amount of lithium eluted was very large in a firing time of 2.2 hours. A positive electrode active material reduced and excellent in battery efficiency was obtained. Therefore, it was shown that the firing efficiency is greatly improved when anhydrous lithium hydroxide is used. Also,
また、実施例9、10では、リチウム化合物として炭酸リチウムを用いて成形体を成形しており、10時間未満の焼成時間で、溶出リチウム量が少なく、高いリチウム席占有率を有し、かつ、高い電池効率を有することが示された。よって、水酸化リチウムと比較して、コストに優れるものの、高い結晶性を有するリチウムニッケル複合酸化物を得ることが難しい炭酸リチウムを用いた場合においても、高い結晶性を有するリチウムニッケル複合酸化物が得られることが示された。 In Examples 9 and 10, a molded body was molded using lithium carbonate as a lithium compound, the amount of eluted lithium was small with a firing time of less than 10 hours, a high lithium seat occupancy rate, and It has been shown to have high battery efficiency. Therefore, even when using lithium carbonate, which is superior in cost compared with lithium hydroxide but difficult to obtain a lithium nickel composite oxide having high crystallinity, the lithium nickel composite oxide having high crystallinity is It was shown to be obtained.
また、Li/Me比が0.95以上1.30以下である実施例11、12では、溶出リチウム量が低減され、かつ、電池効率に優れる正極活物質が得られることが示された。一方、Li/Me比が0.95未満である比較例4では、リチウム席占有率が低く、溶出リチウム量も多く、かつ、電池効率も低かった。また、Li/Me比が1.30超である比較例5では、リチウム席占有率が低く、溶出リチウム量も多く、かつ、電池効率も低かった。 Further, in Examples 11 and 12 in which the Li / Me ratio was 0.95 or more and 1.30 or less, it was shown that a positive electrode active material having a reduced amount of eluted lithium and excellent battery efficiency was obtained. On the other hand, in Comparative Example 4 in which the Li / Me ratio was less than 0.95, the lithium seat occupancy was low, the amount of eluted lithium was large, and the battery efficiency was low. Moreover, in the comparative example 5 whose Li / Me ratio is more than 1.30, the lithium seat occupancy was low, the amount of eluted lithium was large, and the battery efficiency was low.
次に、実施例7等と比較して、主にニッケル複合水酸化物の組成などが異なる実施例、及び、仮焼工程を追加した実施例について、以下に説明する。 Next, an example in which the composition of the nickel composite hydroxide mainly differs from that in Example 7 and the like and an example in which a calcination step is added will be described below.
[実施例13〜23]
表3に示す製造条件とした以外は、実施例7と同様の条件で成形体及び正極活物質を得るとともに、評価した。
[Examples 13 to 23]
A molded body and a positive electrode active material were obtained and evaluated under the same conditions as in Example 7 except that the production conditions shown in Table 3 were used.
なお、実施例14、15、17、及び、23では、表3に示すように、バインダーを含むリチウム混合物を用いた。バインダーの含有量は、実施例13、15、17では、実施例9と同様であり、実施例23では、実施例10と同様である。 In Examples 14, 15, 17, and 23, as shown in Table 3, a lithium mixture containing a binder was used. The binder content in Examples 13, 15, and 17 is the same as that in Example 9, and in Example 23, it is the same as that in Example 10.
また、実施例21〜23では、焼成前に、それぞれ、大気雰囲気下で、250℃(8時間)、500℃(4時間)、800℃(1時間)の条件で仮焼を行った。製造条件、及び、得られた成形体及び正極活物質の評価結果を表3に示す。 In Examples 21 to 23, calcining was performed under conditions of 250 ° C. (8 hours), 500 ° C. (4 hours), and 800 ° C. (1 hour) in an air atmosphere before firing. Table 3 shows the production conditions and the evaluation results of the obtained molded body and positive electrode active material.
[評価結果3]
実施例13〜23では、ニッケルの含有量が55原子%以上100原子%以下の範囲であり、いずれも、10時間未満の焼成時間で、溶出リチウム量が少なく、高いリチウム席占有率を有し、かつ、高い電池効率を有する正極活物質が得られることが示された。
[Evaluation result 3]
In Examples 13 to 23, the nickel content is in the range of 55 atomic% or more and 100 atomic% or less, all of which have a firing amount of less than 10 hours, a small amount of eluted lithium, and a high lithium seat occupancy. It was also shown that a positive electrode active material having high battery efficiency can be obtained.
また、焼成前に、仮焼を行った実施例21〜23では、溶出リチウム量が非常に低減され高い、リチウム席占有率を有し、かつ、電池効率に優れる正極活物質が得られることが示された。 In addition, in Examples 21 to 23 in which calcining was performed before firing, a positive electrode active material having a high lithium seat occupancy and excellent battery efficiency can be obtained in which the amount of eluted lithium is extremely reduced. Indicated.
以上から、本実実施形態に係る製造方法により得られた正極活物質では、焼成工程において、成形体(リチウム混合物)中の前駆体とリチウム化合物との焼結反応が非常に効率よく進行するため、短時間の焼成でも、結晶性が高く、電池特性に優れた正極活物質が得られることが明らかである。 From the above, in the positive electrode active material obtained by the manufacturing method according to the present embodiment, the sintering reaction between the precursor and the lithium compound in the molded body (lithium mixture) proceeds very efficiently in the firing step. It is apparent that a positive electrode active material having high crystallinity and excellent battery characteristics can be obtained even by firing for a short time.
なお、本発明の技術範囲は、上述の実施形態などで説明した態様に限定されるものではない。上述の実施形態などで説明した要件の1つ以上は、省略されることがある。また、上述の実施形態などで説明した要件は、適宜組み合わせることができる。また、法令で許容される限りにおいて、上述の実施形態などで引用した全ての文献の開示を援用して本文の記載の一部とする。 The technical scope of the present invention is not limited to the aspects described in the above-described embodiments. One or more of the requirements described in the above embodiments and the like may be omitted. In addition, the requirements described in the above-described embodiments and the like can be combined as appropriate. In addition, as long as it is permitted by law, the disclosure of all documents cited in the above-described embodiments and the like is incorporated as a part of the description of the text.
1…板状部材
2…容器
10…リチウム混合物(粉体)
20…成形体
30…集合体
CBA…コイン型電池
NC…負極缶
NE…負極
PC…正極缶
PE…正極
SE…セパレータ
GA…ガスケット
WW…ウェーブワッシャー
DESCRIPTION OF
20 ... Molded body 30 ... Aggregate CBA ... Coin-type battery NC ... Negative electrode can NE ... Negative electrode PC ... Positive electrode can PE ... Positive electrode SE ... Separator GA ... Gasket WW ... Wave washer
Claims (13)
ニッケル複合水酸化物、及び、ニッケル複合酸化物の少なくとも一方と、リチウム化合物と、を含むリチウム混合物を成形して、厚さが10mm以上、前記厚さ方向に対して垂直な断面の長径が30mm以上であり、密度が1.6g/cm3以上である成形体を得ることと、
前記成形体を、酸化性雰囲気下、730℃以上930℃以下、10時間未満で焼成して、リチウムニッケル複合酸化物を得ることと、を備える
非水系電解質二次電池用正極活物質の製造方法。 Lithium (Li), nickel (Ni), cobalt (Co) and optionally other metals (M) are included, and the molar ratio of each metal element is Li: Ni: Co: M = s: (1-x− y): x: y (where 0.95 ≦ s ≦ 1.30, 0 ≦ x ≦ 0.40, 0 ≦ y ≦ 0.40, and 0.55 ≦ (1-xy) ≦ 1) 0.0, and M is at least one element selected from Mn, V, Mo, Nb, Ti, Zr, W, and Al.) A non-aqueous electrolyte containing a lithium nickel composite oxide A method for producing a positive electrode active material for a secondary battery, comprising:
A lithium mixture containing at least one of nickel composite hydroxide and nickel composite oxide and a lithium compound is molded, and the thickness is 10 mm or more, and the major axis of the cross section perpendicular to the thickness direction is 30 mm. And obtaining a molded body having a density of 1.6 g / cm 3 or more,
A method for producing a positive electrode active material for a non-aqueous electrolyte secondary battery, comprising firing the molded body in an oxidizing atmosphere at 730 ° C. or more and 930 ° C. or less for less than 10 hours to obtain a lithium nickel composite oxide. .
バインダーを含まず、
厚さ10mm以上、前記厚さ方向に対して垂直な断面の長径が30mm以上、密度1.6g/cm3以上であり、
非水系電解質二次電池用正極活物質の製造に用いられる、成形体。 It contains nickel (Ni), cobalt (Co), and optionally other metals (M), and the molar ratio of each element is Ni: Co: M = (1-xy): x: y (however, , 0 ≦ x ≦ 0.40, 0 ≦ y ≦ 0.40, and 0.55 ≦ (1-xy) ≦ 1.0, and M is Mn, V, Mo, Nb, Ti, At least one element selected from Zr, W and Al.) And at least one of a nickel composite hydroxide obtained by oxidizing the nickel composite hydroxide; A molded body containing lithium hydroxide,
Does not contain binder
10 mm or more in thickness, the major axis of the cross section perpendicular to the thickness direction is 30 mm or more, and the density is 1.6 g / cm 3 or more.
The molded object used for manufacture of the positive electrode active material for non-aqueous electrolyte secondary batteries.
請求項1〜請求項11のいずれか一項に記載の製造方法で得られた非水系電解質二次電池用正極活物質を用いて、正極を製造すること、を備える、非水系電解質二次電池の製造方法。
A method for producing a non-aqueous electrolyte secondary battery comprising a positive electrode, a negative electrode, and a non-aqueous electrolyte,
A non-aqueous electrolyte secondary battery comprising: producing a positive electrode using the positive electrode active material for a non-aqueous electrolyte secondary battery obtained by the production method according to any one of claims 1 to 11. Manufacturing method.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2018062861A JP7159589B2 (en) | 2018-03-28 | 2018-03-28 | Method for producing positive electrode active material for non-aqueous electrolyte secondary battery, compact, and method for producing non-aqueous electrolyte secondary battery |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2018062861A JP7159589B2 (en) | 2018-03-28 | 2018-03-28 | Method for producing positive electrode active material for non-aqueous electrolyte secondary battery, compact, and method for producing non-aqueous electrolyte secondary battery |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2019175697A true JP2019175697A (en) | 2019-10-10 |
| JP7159589B2 JP7159589B2 (en) | 2022-10-25 |
Family
ID=68169673
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2018062861A Active JP7159589B2 (en) | 2018-03-28 | 2018-03-28 | Method for producing positive electrode active material for non-aqueous electrolyte secondary battery, compact, and method for producing non-aqueous electrolyte secondary battery |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP7159589B2 (en) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2022066584A1 (en) * | 2020-09-22 | 2022-03-31 | Tesla, Inc. | Sintered cathode active material elements and methods thereof |
| IT202200021891A1 (en) | 2022-10-24 | 2024-04-24 | Sacmi | APPARATUS AND METHOD FOR THE PRODUCTION OF PLATES FROM ACTIVE CATHODIC MATERIAL FOR RECHARGEABLE BATTERIES |
Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2000203947A (en) * | 1999-01-11 | 2000-07-25 | Matsushita Electric Ind Co Ltd | Apparatus and method for firing lithium composite metal oxide |
| JP2000323143A (en) * | 1999-04-30 | 2000-11-24 | Dowa Mining Co Ltd | Positive electrode active material and lithium secondary battery using the positive electrode active material |
| JP2006265023A (en) * | 2005-03-23 | 2006-10-05 | Mitsubishi Chemicals Corp | Method for dehydrating lithium hydroxide monohydrate |
| JP2011178584A (en) * | 2010-02-26 | 2011-09-15 | Sumitomo Metal Mining Co Ltd | Lithium hydroxide for production of lithium nickel compound oxide and method for producing the same, and method for producing lithium nickel compound oxide using the lithium hydroxide |
| WO2015163273A1 (en) * | 2014-04-25 | 2015-10-29 | 住友金属鉱山株式会社 | Positive electrode active material for non-aqueous electrolyte secondary battery and method for producing same, and non-aqueous electrolyte secondary battery manufactured using said positive electrode active material |
| JP2015218098A (en) * | 2014-05-21 | 2015-12-07 | 住友金属鉱山株式会社 | Slag filling for producing lithium transition metal composite oxide and method for producing lithium transition metal composite oxide |
| JP2017100894A (en) * | 2015-11-30 | 2017-06-08 | Csエナジーマテリアルズ株式会社 | Method for producing nickel lithium metal composite oxide |
| JP2017208207A (en) * | 2016-05-17 | 2017-11-24 | 住友金属鉱山株式会社 | Method for producing positive electrode active material for non-aqueous electrolyte secondary battery and granulated product |
| JP2017226576A (en) * | 2016-06-22 | 2017-12-28 | 住友金属鉱山株式会社 | Lithium-nickel-containing composite oxide and nonaqueous electrolyte secondary battery |
-
2018
- 2018-03-28 JP JP2018062861A patent/JP7159589B2/en active Active
Patent Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2000203947A (en) * | 1999-01-11 | 2000-07-25 | Matsushita Electric Ind Co Ltd | Apparatus and method for firing lithium composite metal oxide |
| JP2000323143A (en) * | 1999-04-30 | 2000-11-24 | Dowa Mining Co Ltd | Positive electrode active material and lithium secondary battery using the positive electrode active material |
| JP2006265023A (en) * | 2005-03-23 | 2006-10-05 | Mitsubishi Chemicals Corp | Method for dehydrating lithium hydroxide monohydrate |
| JP2011178584A (en) * | 2010-02-26 | 2011-09-15 | Sumitomo Metal Mining Co Ltd | Lithium hydroxide for production of lithium nickel compound oxide and method for producing the same, and method for producing lithium nickel compound oxide using the lithium hydroxide |
| WO2015163273A1 (en) * | 2014-04-25 | 2015-10-29 | 住友金属鉱山株式会社 | Positive electrode active material for non-aqueous electrolyte secondary battery and method for producing same, and non-aqueous electrolyte secondary battery manufactured using said positive electrode active material |
| JP2015218098A (en) * | 2014-05-21 | 2015-12-07 | 住友金属鉱山株式会社 | Slag filling for producing lithium transition metal composite oxide and method for producing lithium transition metal composite oxide |
| JP2017100894A (en) * | 2015-11-30 | 2017-06-08 | Csエナジーマテリアルズ株式会社 | Method for producing nickel lithium metal composite oxide |
| JP2017208207A (en) * | 2016-05-17 | 2017-11-24 | 住友金属鉱山株式会社 | Method for producing positive electrode active material for non-aqueous electrolyte secondary battery and granulated product |
| JP2017226576A (en) * | 2016-06-22 | 2017-12-28 | 住友金属鉱山株式会社 | Lithium-nickel-containing composite oxide and nonaqueous electrolyte secondary battery |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2022066584A1 (en) * | 2020-09-22 | 2022-03-31 | Tesla, Inc. | Sintered cathode active material elements and methods thereof |
| CN116209647A (en) * | 2020-09-22 | 2023-06-02 | 特斯拉公司 | Sintered cathode active material element and method thereof |
| IT202200021891A1 (en) | 2022-10-24 | 2024-04-24 | Sacmi | APPARATUS AND METHOD FOR THE PRODUCTION OF PLATES FROM ACTIVE CATHODIC MATERIAL FOR RECHARGEABLE BATTERIES |
| WO2024089573A1 (en) * | 2022-10-24 | 2024-05-02 | Sacmi Cooperativa Meccanici Imola Societa' Cooperativa | An apparatus and a method for manufacturing slabs from cathode active material for rechargeable batteries |
Also Published As
| Publication number | Publication date |
|---|---|
| JP7159589B2 (en) | 2022-10-25 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US12113204B2 (en) | Method for producing positive electrode active material for lithium ion secondary battery, and molded body | |
| JP7586152B2 (en) | Method for producing positive electrode active material for non-aqueous electrolyte secondary battery, and molded body | |
| JP7586153B2 (en) | Method for producing positive electrode active material for non-aqueous electrolyte secondary battery, and molded body | |
| JP2012254889A (en) | Nickel/manganese composite hydroxide particle and method of manufacturing the same, cathode active material for nonaqueous electrolyte secondary cell and method of manufacturing the same, and nonaqueous electrolyte secondary cell | |
| CN104885266A (en) | Positive electrode material for lithium secondary batteries | |
| JP2023086812A (en) | Molded body, method for producing positive electrode active material for non-aqueous electrolyte secondary battery, and method for producing non-aqueous electrolyte secondary battery | |
| JP2020198195A (en) | Method for manufacturing positive electrode active material for lithium ion secondary battery | |
| JP7069666B2 (en) | Method for manufacturing lithium nickel composite oxide and method for manufacturing non-aqueous electrolyte secondary battery | |
| JP6749884B2 (en) | Positive electrode material for lithium secondary batteries | |
| JP7704175B2 (en) | Method for producing positive electrode active material for lithium ion secondary battery | |
| JP7143611B2 (en) | Method for producing positive electrode active material for non-aqueous electrolyte secondary battery, molding, assembly, and method for producing non-aqueous electrolyte secondary battery | |
| JP7159588B2 (en) | Method for producing positive electrode active material for non-aqueous electrolyte secondary battery, and compact | |
| JP7064717B2 (en) | Manufacturing method of positive electrode active material for non-aqueous electrolyte secondary battery | |
| JP7159589B2 (en) | Method for producing positive electrode active material for non-aqueous electrolyte secondary battery, compact, and method for producing non-aqueous electrolyte secondary battery | |
| KR101890338B1 (en) | Manufacturing method of a positive electrode active material for rechargable lithium battery, positive electrode active material for rechargable lithium battery manufacture using the same, and rechargable lithium battery including the same | |
| JP2023105032A (en) | Method for producing positive electrode active material for non-aqueous electrolyte secondary battery | |
| JP7194891B2 (en) | Method for producing positive electrode active material for non-aqueous electrolyte secondary battery, compact, and method for producing non-aqueous electrolyte secondary battery | |
| JP7143610B2 (en) | Method for producing positive electrode active material for non-aqueous electrolyte secondary battery, molding, assembly, and method for producing non-aqueous electrolyte secondary battery |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20210222 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20220131 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20220208 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20220411 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A821 Effective date: 20220411 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20220913 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20220926 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 7159589 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |