JP2019188621A - 射出成形機の可塑化装置 - Google Patents
射出成形機の可塑化装置 Download PDFInfo
- Publication number
- JP2019188621A JP2019188621A JP2018080354A JP2018080354A JP2019188621A JP 2019188621 A JP2019188621 A JP 2019188621A JP 2018080354 A JP2018080354 A JP 2018080354A JP 2018080354 A JP2018080354 A JP 2018080354A JP 2019188621 A JP2019188621 A JP 2019188621A
- Authority
- JP
- Japan
- Prior art keywords
- material supply
- fiber material
- supply device
- reinforcing fiber
- supply
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images

Landscapes
- Injection Moulding Of Plastics Or The Like (AREA)
Abstract
Description
(1) 強化繊維材料の供給元機構のリールに連続した炭素繊維材料Aが無いかまたは強化繊維材料の供給元機構の故障による炭素繊維材料Aの供給切れによりホッパ35内が空になった場合。
(2) ホッパ35内には炭素繊維材料Aがあるが上部供給孔34の上部または上部供給孔34内で材料詰まりが発生してフィードスクリュ31には炭素繊維材料Aが供給されない場合
(3) 材料供給筒21内の炭素繊維材料Aがブリッジ現象等により充満してしまい次に供給する炭素繊維材料Aの供給が円滑に行えない場合
上記の(1)と(2)の区別は、強化繊維材料供給装置22のロードセル28による検出重量の差によって判別が可能である。また上記の(3)は、センサ41や材料攪拌装置42の有無やその種類などによっても相違するが、攪拌装置42の上部に炭素繊維材料A等が堆積した場合は攪拌装置42のモータのトルク値やサーボモータ33のトルク値の変化により異常を判断できる。従って本実施形態では、異常表示(s14)する際に、材料供給装置12のどの部分が供給異常の原因となっているかを表示することも可能である。そのことにより作業者の材料供給装置12の異常に対する処置が迅速に行えるようになる。
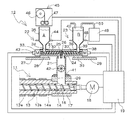
12 材料供給装置
13 加熱筒
14 スクリュ
18 計量用サーボモータ
19 制御装置
22 繊維材料供給装置
23 樹脂材料供給装置
28,30 ロードセル
31.37 フィードスクリュ
33,38 サーボモータ
35,40 ホッパ
A 炭素繊維材料
B 樹脂材料
g 指令供給量
Claims (4)
- 強化繊維材料と樹脂材料を加熱筒内に供給して可塑化を行う射出成形機の可塑化装置において、
強化繊維材料の供給量を計測して供給可能な強化繊維材料供給装置と、
樹脂材料の供給量を計測して供給可能な樹脂材料供給装置とが設けられ、
前記強化繊維材料供給装置または前記樹脂材料供給装置の少なくとも一方の材料供給装置の材料供給量が下限値以下または下限値を下回ったら異常であると判断することを特徴とする射出成形機の可塑化装置。 - 前記強化繊維材料供給装置または前記樹脂材料供給装置の少なくとも一方の材料供給装置の材料供給量が下限値以下または下限値を下回ったら異常であると判断し、所定の手順を経てから可塑化装置を停止することを特徴とする請求項1に記載の射出成形機の可塑化装置。
- 強化繊維材料と樹脂材料を加熱筒内に供給して可塑化を行う射出成形機の可塑化装置において、
強化繊維材料の供給量を計測して供給可能な強化繊維材料供給装置と、
樹脂材料の供給量を計測して供給可能な樹脂材料供給装置とが設けられ、
前記強化繊維材料供給装置または前記樹脂材料供給装置の少なくとも一方の材料供給装置の材料供給量が成形時に生成される指令供給量を下回ったら異常であると判断することを特徴とする射出成形機の可塑化装置。 - 前記指令供給量は、前回までの成形サイクルにおける加熱筒内の状態を検出して生成されることを特徴とする請求項3に記載の射出成形機の可塑化装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2018080354A JP6677957B2 (ja) | 2018-04-19 | 2018-04-19 | 射出成形機の可塑化装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2018080354A JP6677957B2 (ja) | 2018-04-19 | 2018-04-19 | 射出成形機の可塑化装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2019188621A true JP2019188621A (ja) | 2019-10-31 |
| JP6677957B2 JP6677957B2 (ja) | 2020-04-08 |
Family
ID=68388697
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2018080354A Active JP6677957B2 (ja) | 2018-04-19 | 2018-04-19 | 射出成形機の可塑化装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6677957B2 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN119704533A (zh) * | 2025-02-27 | 2025-03-28 | 克劳斯玛菲机械(中国)有限公司 | 一种连续纤维增强结构件的制造方法及设备 |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0732430A (ja) * | 1993-07-23 | 1995-02-03 | Fanuc Ltd | 射出成形機における可塑化の管理方法 |
| JP2014100896A (ja) * | 2012-11-22 | 2014-06-05 | Sumitomo Heavy Ind Ltd | 射出成形機、射出成形システム、および原料計量装置 |
| JP2015093432A (ja) * | 2013-11-12 | 2015-05-18 | 東芝機械株式会社 | 可塑化装置、成形装置、押出機、成形品の製造方法 |
-
2018
- 2018-04-19 JP JP2018080354A patent/JP6677957B2/ja active Active
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0732430A (ja) * | 1993-07-23 | 1995-02-03 | Fanuc Ltd | 射出成形機における可塑化の管理方法 |
| JP2014100896A (ja) * | 2012-11-22 | 2014-06-05 | Sumitomo Heavy Ind Ltd | 射出成形機、射出成形システム、および原料計量装置 |
| JP2015093432A (ja) * | 2013-11-12 | 2015-05-18 | 東芝機械株式会社 | 可塑化装置、成形装置、押出機、成形品の製造方法 |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN119704533A (zh) * | 2025-02-27 | 2025-03-28 | 克劳斯玛菲机械(中国)有限公司 | 一种连续纤维增强结构件的制造方法及设备 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP6677957B2 (ja) | 2020-04-08 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5913062B2 (ja) | 射出成形機、射出成形システム、および原料計量装置 | |
| JP2017132229A (ja) | 射出成形システム | |
| CN111263690A (zh) | 用于制造塑料成型件的方法 | |
| MX2012014670A (es) | Metodo y aparato de procesamiento de plasticos. | |
| JP2016221878A (ja) | 射出成形機 | |
| JP6947916B2 (ja) | 射出成形機の成形支援装置 | |
| JP6677957B2 (ja) | 射出成形機の可塑化装置 | |
| KR102269352B1 (ko) | 사출성형기 | |
| EP2442960B1 (en) | In an injection unit having a filter, a method of controlling melt pressure in accordance with a target pressure range | |
| JP6661223B2 (ja) | 可塑化装置の材料供給装置および可塑化装置の材料供給方法 | |
| JP2018176582A (ja) | 可塑化装置の材料供給方法および可塑化装置の材料供給装置 | |
| JP2010241034A (ja) | 樹脂可塑化装置及び樹脂可塑化装置の運転方法 | |
| WO2024242038A1 (ja) | 射出成形機の可塑化制御方法及び装置 | |
| JP7277332B2 (ja) | 射出成形機の制御装置および制御方法 | |
| JP4585371B2 (ja) | 射出成形機の制御装置 | |
| JP2019048435A (ja) | 複合材料の可塑化装置および複合材料の可塑化方法 | |
| JP2020168802A (ja) | 可塑化装置の材料供給方法および可塑化装置の材料供給装置 | |
| JPH0547382B2 (ja) | ||
| JPH0536222B2 (ja) | ||
| JP6472143B2 (ja) | 可塑化装置の材料供給方法および可塑化装置 | |
| JP4648076B2 (ja) | 射出成形機の制御装置 | |
| JP2732143B2 (ja) | 射出成形機 | |
| US20230382011A1 (en) | Method for molding resin material mixed with pulverized material | |
| JP2006305778A (ja) | 射出成形機の制御装置 | |
| CN119427652A (zh) | 粉碎材料混合材料的成型辅助方法和装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20190327 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20200220 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20200228 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20200305 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20200313 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20200313 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6677957 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| S111 | Request for change of ownership or part of ownership |
Free format text: JAPANESE INTERMEDIATE CODE: R313111 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |