JP2019201144A - 部品実装システムの生産装置、部品実装装置および部品実装システムの検査方法 - Google Patents
部品実装システムの生産装置、部品実装装置および部品実装システムの検査方法 Download PDFInfo
- Publication number
- JP2019201144A JP2019201144A JP2018095523A JP2018095523A JP2019201144A JP 2019201144 A JP2019201144 A JP 2019201144A JP 2018095523 A JP2018095523 A JP 2018095523A JP 2018095523 A JP2018095523 A JP 2018095523A JP 2019201144 A JP2019201144 A JP 2019201144A
- Authority
- JP
- Japan
- Prior art keywords
- inspection
- production
- substrate
- component
- component mounting
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images















Classifications
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P90/00—Enabling technologies with a potential contribution to greenhouse gas [GHG] emissions mitigation
- Y02P90/02—Total factory control, e.g. smart factories, flexible manufacturing systems [FMS] or integrated manufacturing systems [IMS]
Landscapes
- General Factory Administration (AREA)
- Supply And Installment Of Electrical Components (AREA)
Abstract
Description
まず、図1を参照して、第1実施形態による部品実装システム100の構成について説明する。
図1に示すように、部品実装システム100は、IC、トランジスタ、コンデンサおよび抵抗などの部品E(電子部品)を、プリント基板などの基板Pに実装(搭載)して、部品Eが実装(搭載)された基板Pを生産するシステムである。
次に、図2〜図9を参照して、部品実装システム100の部品実装装置100bの構成について説明する。なお、以下の説明では、基板搬送方向に沿う方向をX方向とし、水平面内でX方向と直交する方向をY方向とし、X方向およびY方向に直交する上下方向をZ方向とする。
ユーザは、生産プログラム12のパラメータの入力内容に誤りがある場合や生産効率の向上を図る場合に、生産プログラム12のパラメータの値を変更する場合がある。生産プログラム12のパラメータの値が変更されている場合、生産プログラム12のパラメータの値が変更されたことに起因して異常が生じるおそれがある。
制御部9は、記憶部8に記憶された過去の生産プログラム12と、今回用いられる生産プログラム12との比較に基づいて、生産プログラム12のパラメータの値に変更があることを検出する制御を行う。具体的には、制御部9は、先回用いられた生産プログラム12と、今回用いられる生産プログラム12との比較に基づいて、生産プログラム12のパラメータの値に変更があることを検出する制御を行う。制御部9は、先回用いられた生産プログラム12と今回用いられる生産プログラム12とにおける同じパラメータを比較する制御を行う。そして、制御部9は、比較したパラメータ同士の値が互いに異なる場合、パラメータに変更があることを検出し、値が互いに異なるパラメータを値が変更されたパラメータとして検出する。また、制御部9は、比較したパラメータ同士の値が同じである場合、パラメータに変更がないことを検出する。
図5に示すように、制御部9は、生産プログラム12のパラメータと検査項目とを対応付けた検査項目情報13に基づいて、検査項目を決定する制御を行う。検査項目情報13は、生産プログラム12のパラメータと検査項目とを対応付けたテーブルである。検査項目情報13は、記憶部8に記憶されている。検査項目情報13の検査項目は、基板Pに関する項目、部品Eに関する項目、部品供給装置11に関する項目などを含む。基板Pに関する項目は、基板Pに実装済みの部品Eの位置ずれの検査、基板Pの固定位置の検査などを含む。基板Pに関する項目は、基板Pに関するパラメータ(基板Pのサイズ、基板Pの搬送速度など)に対応付けられている。部品Eに関する項目は、部品Eの実装状態の検査などを含む。部品Eに関する項目は、部品Eに関するパラメータ(部品Eの装着高さ、部品Eの実装位置座標など)に対応付けられている。部品供給装置11に関する項目は、フィーダ送り状態の検査などを含む。部品供給装置11に関する項目は、部品供給装置11に関するパラメータ(フィーダ送りピッチなど)に対応付けられている。制御部9は、値が変更されたパラメータが検出された場合、検査項目情報13から値が変更されたパラメータに対応する検査項目を選んで、検査を行う検査項目として決定する。
次に、図10を参照して、第1実施形態の部品実装装置100bによる基板生産処理をフローチャートに基づいて説明する。フローチャートの各処理は、制御部9により行われる。
次に、図11を参照して、第1実施形態の部品実装装置100bによる検査項目決定処理をフローチャートに基づいて説明する。フローチャートの各処理は、制御部9により行われる。
次に、図12を参照して、第1実施形態の部品実装装置100bによる1基板の実装処理をフローチャートに基づいて説明する。フローチャートの各処理は、制御部9により行われる。
次に、図13を参照して、第1実施形態の部品実装装置100bによる検査処理をフローチャートに基づいて説明する。ここでは、基板固定後の検査処理、部品吸着前の検査処理、および、部品実装後の検査処理を、検査処理としてまとめて説明する。フローチャートの各処理は、制御部9により行われる。
第1実施形態では、以下のような効果を得ることができる。
次に、図1〜図3および図14〜図18を参照して、第2実施形態について説明する。この第2実施形態では、部品実装装置において検査項目について検査を行う上記第1実施形態とは異なり、検査装置において検査項目について検査を行う例について説明する。なお、上記第1実施形態と同一の構成については、図中において同じ符号を付して図示し、その説明を省略する。
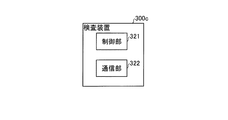
第2実施形態による部品実装システム300は、図1に示すように、部品実装装置300bと、検査装置300cとを備える点で、上記第1実施形態の部品実装システム100と相違する。また、部品実装装置300b(図2参照)は、図3に示すように、制御部309を備える点で、上記第1実施形態の部品実装装置100bと相違する。なお、検査装置300cは、特許請求の範囲の「下流側装置」の一例である。
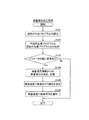
次に、図15を参照して、第2実施形態の検査装置300cによる基板検査処理をフローチャートに基づいて説明する。フローチャートの各処理は、検査装置300cの制御部321により行われる。
次に、図16を参照して、第2実施形態の検査装置300cによる1基板の検査処理をフローチャートに基づいて説明する。フローチャートの各処理は、検査装置300cの制御部321により行われる。
次に、図17を参照して、第2実施形態の部品実装装置300bによる検査項目決定処理をフローチャートに基づいて説明する。フローチャートの各処理は、部品実装装置300bの制御部309により行われる。
次に、図18を参照して、第2実施形態の部品実装装置300bによるパラメータ修正処理をフローチャートに基づいて説明する。フローチャートの各処理は、部品実装装置300bの制御部309により行われる。
第2実施形態では、以下のような効果を得ることができる。
なお、今回開示された実施形態は、全ての点で例示であって制限的なものではないと考えられるべきである。本発明の範囲は、上記した実施形態の説明ではなく特許請求の範囲によって示され、さらに特許請求の範囲と均等の意味および範囲内での全ての変更(変形例)が含まれる。
9、309 制御部
10 通信部
11 部品供給装置
13 検査項目情報
31 ヘッド
100b、300b 部品実装装置(部品実装システムの生産装置)
100、300 部品実装システム
300c 検査装置(下流側装置)
E 部品
P 基板
Claims (10)
- 部品実装システムを構成する生産装置であって、
検査を行うための検査部と、
基板の生産用の生産プログラムによる前記基板の生産を開始する前に、前記生産プログラムのパラメータの値に変更があることが検出されている場合、値に変更があることが検出された前記パラメータに対応する検査項目について検査を行うように、前記検査部を制御する制御部と、を備える、部品実装システムの生産装置。 - 前記パラメータの値に変更があることは、生産完了後に記録された過去の前記生産プログラムと、今回用いられる前記生産プログラムとの比較に基づいて、検出されている、請求項1に記載の部品実装システムの生産装置。
- 前記パラメータの値に変更があることは、先回用いられた前記生産プログラムと、今回用いられる前記生産プログラムとの比較に基づいて、検出されている、請求項2に記載の部品実装システムの生産装置。
- 前記検査項目は、前記パラメータと前記検査項目とを対応付けた検査項目情報に基づいて、決定されている、請求項1〜3のいずれか1項に記載の部品実装システムの生産装置。
- 前記パラメータは、前記基板に関するパラメータ、前記基板に実装される部品に関するパラメータ、および、前記部品を供給する部品供給装置に関するパラメータのうちの少なくともいずれか1つを含み、
前記検査項目は、前記基板に関する項目、前記部品に関する項目、および、前記部品供給装置に関する項目のうちの少なくともいずれか1つを含む、請求項1〜4のいずれか1項に記載の部品実装システムの生産装置。 - 前記制御部は、所定の前記検査項目について決められた回数だけ検査を行い、異常がないことが確認された場合、前記所定の検査項目についての検査を終了する制御を行うように構成されている、請求項1〜5のいずれか1項に記載の部品実装システムの生産装置。
- 前記制御部は、所定の前記検査項目についての検査において異常があることが確認された場合、前記所定の検査項目に対応する前記パラメータの値を変更前の値に戻すか否かをユーザに問い合わせる制御を行うように構成されている、請求項1〜6のいずれか1項に記載の部品実装システムの生産装置。
- 部品実装システムを構成する生産装置であって、
基板の搬送方向の下流側に配置された下流側装置と通信する通信部と、
前記基板の生産用の生産プログラムによる前記基板の生産を開始する前に、前記生産プログラムのパラメータの値に変更があることが検出されている場合、値に変更があることが検出された前記パラメータに対応する検査項目について検査を行うように、前記通信部を介して前記下流側装置に指示する制御を行う制御部と、を備える、部品実装システムの生産装置。 - 基板に部品を実装するヘッドと、
検査を行うための検査部と、
前記基板の生産用の生産プログラムによる前記基板の生産を開始する前に、前記生産プログラムのパラメータの値に変更があることが検出されている場合、値に変更があることが検出された前記パラメータに対応する検査項目について検査を行うように、前記検査部を制御する制御部と、を備える、部品実装装置。 - 部品実装システムを構成する生産装置における基板の生産用の生産プログラムによる前記基板の生産を開始する前に、前記生産プログラムのパラメータの値に変更があるか否かを検出し、
前記パラメータの値に変更があることが検出されている場合、値に変更があることが検出された前記パラメータに対応する検査項目について検査を行う、部品実装システムの検査方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2018095523A JP7158890B2 (ja) | 2018-05-17 | 2018-05-17 | 部品実装システムの生産装置、部品実装装置および部品実装システムの検査方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2018095523A JP7158890B2 (ja) | 2018-05-17 | 2018-05-17 | 部品実装システムの生産装置、部品実装装置および部品実装システムの検査方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2019201144A true JP2019201144A (ja) | 2019-11-21 |
| JP7158890B2 JP7158890B2 (ja) | 2022-10-24 |
Family
ID=68612331
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2018095523A Active JP7158890B2 (ja) | 2018-05-17 | 2018-05-17 | 部品実装システムの生産装置、部品実装装置および部品実装システムの検査方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP7158890B2 (ja) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN111630463A (zh) * | 2020-04-23 | 2020-09-04 | 深圳市诚捷智能装备股份有限公司 | 一种电容器素子的自动化生产控制系统及生产控制方法 |
| JP2022064020A (ja) * | 2020-10-13 | 2022-04-25 | ヤマハ発動機株式会社 | 操作ログ管理方法、操作ログ管理プログラム及び操作ログ管理装置 |
| DE112020007368T5 (de) | 2020-06-29 | 2023-05-04 | Fuji Corporation | Komponenten-Montage-System |
| JP2024113822A (ja) * | 2023-02-10 | 2024-08-23 | ヤマハ発動機株式会社 | 部品実装装置 |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2005164454A (ja) * | 2003-12-04 | 2005-06-23 | Matsushita Electric Ind Co Ltd | 実装外観検査方法及び実装外観検査装置 |
| JP2009135176A (ja) * | 2007-11-29 | 2009-06-18 | Panasonic Corp | 部品実装システムおよび部品実装システムにおけるデータ変更方法 |
| JP2014060310A (ja) * | 2012-09-19 | 2014-04-03 | Hitachi High-Tech Instruments Co Ltd | 実装プログラム作成方法及び実装プログラム作成装置 |
| JP2014165440A (ja) * | 2013-02-27 | 2014-09-08 | Fuji Mach Mfg Co Ltd | 生産管理装置 |
| WO2015079560A1 (ja) * | 2013-11-29 | 2015-06-04 | 富士機械製造株式会社 | 対回路基板作業システムのデータ更新方法及び対回路基板作業システム |
| JP2015153914A (ja) * | 2014-02-14 | 2015-08-24 | オムロン株式会社 | 品質管理装置、品質管理方法、およびプログラム |
| JP2015228474A (ja) * | 2014-06-03 | 2015-12-17 | パナソニックIpマネジメント株式会社 | 部品実装システムおよび部品実装用データ変更方法 |
-
2018
- 2018-05-17 JP JP2018095523A patent/JP7158890B2/ja active Active
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2005164454A (ja) * | 2003-12-04 | 2005-06-23 | Matsushita Electric Ind Co Ltd | 実装外観検査方法及び実装外観検査装置 |
| JP2009135176A (ja) * | 2007-11-29 | 2009-06-18 | Panasonic Corp | 部品実装システムおよび部品実装システムにおけるデータ変更方法 |
| JP2014060310A (ja) * | 2012-09-19 | 2014-04-03 | Hitachi High-Tech Instruments Co Ltd | 実装プログラム作成方法及び実装プログラム作成装置 |
| JP2014165440A (ja) * | 2013-02-27 | 2014-09-08 | Fuji Mach Mfg Co Ltd | 生産管理装置 |
| WO2015079560A1 (ja) * | 2013-11-29 | 2015-06-04 | 富士機械製造株式会社 | 対回路基板作業システムのデータ更新方法及び対回路基板作業システム |
| JP2015153914A (ja) * | 2014-02-14 | 2015-08-24 | オムロン株式会社 | 品質管理装置、品質管理方法、およびプログラム |
| JP2015228474A (ja) * | 2014-06-03 | 2015-12-17 | パナソニックIpマネジメント株式会社 | 部品実装システムおよび部品実装用データ変更方法 |
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN111630463A (zh) * | 2020-04-23 | 2020-09-04 | 深圳市诚捷智能装备股份有限公司 | 一种电容器素子的自动化生产控制系统及生产控制方法 |
| CN111630463B (zh) * | 2020-04-23 | 2024-04-23 | 深圳市诚捷智能装备股份有限公司 | 一种电容器素子的自动化生产控制系统及生产控制方法 |
| DE112020007368T5 (de) | 2020-06-29 | 2023-05-04 | Fuji Corporation | Komponenten-Montage-System |
| JP2022064020A (ja) * | 2020-10-13 | 2022-04-25 | ヤマハ発動機株式会社 | 操作ログ管理方法、操作ログ管理プログラム及び操作ログ管理装置 |
| JP7530265B2 (ja) | 2020-10-13 | 2024-08-07 | ヤマハ発動機株式会社 | 操作ログ管理方法、操作ログ管理プログラム及び操作ログ管理装置 |
| JP2024113822A (ja) * | 2023-02-10 | 2024-08-23 | ヤマハ発動機株式会社 | 部品実装装置 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP7158890B2 (ja) | 2022-10-24 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP3965288B2 (ja) | 対基板作業結果検査装置 | |
| JP7129619B2 (ja) | 部品実装システムおよび部品実装方法ならびに補正値算出装置 | |
| JP4346827B2 (ja) | 電子部品実装方法 | |
| CN102293076B (zh) | 部件组装设备和部件组装方法 | |
| JP6322811B2 (ja) | 部品実装装置および部品実装方法 | |
| JP7158890B2 (ja) | 部品実装システムの生産装置、部品実装装置および部品実装システムの検査方法 | |
| JP4921346B2 (ja) | 部品実装装置における吸着位置補正方法 | |
| JP2008198730A (ja) | 表面実装機、スクリーン印刷装置及び実装ライン | |
| JP2010118389A (ja) | 部品実装方法および部品実装システム | |
| JP7233974B2 (ja) | 部品実装装置および部品実装システム | |
| JP6807386B2 (ja) | 部品実装システム | |
| JPWO2017064777A1 (ja) | 部品実装装置 | |
| WO2023012981A1 (ja) | 部品実装システム | |
| JP2003101299A (ja) | 電気回路製造装置、電気回路製造方法および電気回路製造用プログラム | |
| JP2013045940A (ja) | 識別情報の検出方法、基板処理装置、基板処理システムおよびコンピュータープログラム | |
| JP4676886B2 (ja) | 実装システム、実装機、印刷機および電子部品の実装方法 | |
| JP7326207B2 (ja) | 部品実装システムおよびノズルセット選択方法 | |
| JP2007287838A (ja) | 部品移載装置、実装機および部品検査機用部品移載装置 | |
| JP7619924B2 (ja) | 部品実装装置および部品実装システム | |
| JP2007311472A (ja) | 部品認識データ作成用画像取得方法及び部品実装機 | |
| JP2023039022A (ja) | 部品実装システムおよび部品実装方法 | |
| JP2023039021A (ja) | 部品実装システムおよび部品実装方法 | |
| WO2024062635A1 (ja) | 検査装置及び検査方法 | |
| JP6884676B2 (ja) | 部品実装装置 | |
| JP2007110169A (ja) | 電子部品実装方法及び装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20201019 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20210913 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20210928 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20211122 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20220419 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20220606 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20221004 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20221012 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 7158890 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |