JP2019201894A - 円盤部材の成形方法 - Google Patents
円盤部材の成形方法 Download PDFInfo
- Publication number
- JP2019201894A JP2019201894A JP2018099024A JP2018099024A JP2019201894A JP 2019201894 A JP2019201894 A JP 2019201894A JP 2018099024 A JP2018099024 A JP 2018099024A JP 2018099024 A JP2018099024 A JP 2018099024A JP 2019201894 A JP2019201894 A JP 2019201894A
- Authority
- JP
- Japan
- Prior art keywords
- ridge
- flange portion
- peripheral surface
- guide member
- width dimension
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images










Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D28/00—Shaping by press-cutting; Perforating
- B21D28/24—Perforating, i.e. punching holes
- B21D28/26—Perforating, i.e. punching holes in sheets or flat parts
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B60—VEHICLES IN GENERAL
- B60N—SEATS SPECIALLY ADAPTED FOR VEHICLES; VEHICLE PASSENGER ACCOMMODATION NOT OTHERWISE PROVIDED FOR
- B60N2/00—Seats specially adapted for vehicles; Arrangement or mounting of seats in vehicles
- B60N2/02—Seats specially adapted for vehicles; Arrangement or mounting of seats in vehicles the seat or part thereof being movable, e.g. adjustable
- B60N2/22—Seats specially adapted for vehicles; Arrangement or mounting of seats in vehicles the seat or part thereof being movable, e.g. adjustable the back-rest being adjustable
- B60N2/235—Seats specially adapted for vehicles; Arrangement or mounting of seats in vehicles the seat or part thereof being movable, e.g. adjustable the back-rest being adjustable by gear-pawl type mechanisms
- B60N2/2356—Seats specially adapted for vehicles; Arrangement or mounting of seats in vehicles the seat or part thereof being movable, e.g. adjustable the back-rest being adjustable by gear-pawl type mechanisms with internal pawls
- B60N2/236—Seats specially adapted for vehicles; Arrangement or mounting of seats in vehicles the seat or part thereof being movable, e.g. adjustable the back-rest being adjustable by gear-pawl type mechanisms with internal pawls linearly movable
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D28/00—Shaping by press-cutting; Perforating
- B21D28/02—Punching blanks or articles with or without obtaining scrap; Notching
- B21D28/16—Shoulder or burr prevention, e.g. fine-blanking
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D28/00—Shaping by press-cutting; Perforating
- B21D28/24—Perforating, i.e. punching holes
- B21D28/34—Perforating tools; Die holders
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D53/00—Making other particular articles
- B21D53/26—Making other particular articles wheels or the like
-
- G—PHYSICS
- G05—CONTROLLING; REGULATING
- G05G—CONTROL DEVICES OR SYSTEMS INSOFAR AS CHARACTERISED BY MECHANICAL FEATURES ONLY
- G05G2505/00—Means for preventing, limiting or returning the movements of parts of a control mechanism, e.g. locking controlling member
-
- G—PHYSICS
- G05—CONTROLLING; REGULATING
- G05G—CONTROL DEVICES OR SYSTEMS INSOFAR AS CHARACTERISED BY MECHANICAL FEATURES ONLY
- G05G5/00—Means for preventing, limiting or returning the movements of parts of a control mechanism, e.g. locking controlling member
- G05G5/12—Means for preventing, limiting or returning the movements of parts of a control mechanism, e.g. locking controlling member for holding members in an indefinite number of positions, e.g. by a toothed quadrant
- G05G5/14—Means for preventing, limiting or returning the movements of parts of a control mechanism, e.g. locking controlling member for holding members in an indefinite number of positions, e.g. by a toothed quadrant by locking a member with respect to a fixed quadrant, rod, or the like
- G05G5/18—Means for preventing, limiting or returning the movements of parts of a control mechanism, e.g. locking controlling member for holding members in an indefinite number of positions, e.g. by a toothed quadrant by locking a member with respect to a fixed quadrant, rod, or the like by positive interengagement, e.g. by a pawl
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Aviation & Aerospace Engineering (AREA)
- Transportation (AREA)
- Seats For Vehicles (AREA)
- Chairs For Special Purposes, Such As Reclining Chairs (AREA)
Abstract
Description
プレート部(11)、及び当該プレート部(11)の外縁部にフランジ部(12)の幅寸法より大きな幅寸法を有する突条(17)が設けられた予備成形品を板材からプレス成形にて成形する第1工程と、
第1工程の終了後、突条(17)の内周面(17A)及び当該突条(17)の根元部に連なる部位(17B)に金型(Pm7)を当てた状態で、突条(17)の外周面側を切断除去するように予備成形品を板材から打ち抜いてフランジ部(12)を成形する第2工程とである。
すなわち、第2工程で用いられるパンチ(Pm7)は、突条(17)の内周面(17A)及び当該突条(17)の根元部に連なる部位(17B)に接触した状態で、第1工程で用いられるパンチ(Pm5)と反対向きに移動してフランジ部(12)を成形することをことが望ましい。これにより、製造者は、予備成形品を板材から容易に打ち抜くことができ得る。
1.リクライナの概要
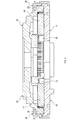
リクライナ1は、例えば、図1に示されるように、ガイド部材10、ラチェット20、外周リング30及びポール41〜43等を少なくとも備える。つまり、リクライナ1の概略構成は、特許文献1に記載の発明と同じである。
ガイド部材10は、例えばクッションフレーム(図示せず。)に対して固定される円盤部材の一例である。クッションフレームはシートクッションの骨格を構成する部材である。シートクッションは、着席者の臀部を支持する部位である。
ラチェット20は、例えばバックフレーム(図示せず。)に対して固定される部材である。バックフレームはシートバックの骨格を構成する部材である。シートバックは、着席者の背部を支持する部位である。
フランジ部22の内周面には、図1に示されるように、凹凸部41A〜43Aに噛み合う凹凸部24が設けられている。凹凸部41A〜43Aそれぞれは、ポール41〜43それぞれに設けられている。各ポール41〜43は、ガイド部材10の径方向に変位することより、凹凸部24に対して離接変位する。
本実施形態に係るガイド部材10は、金属製の板材にプレス成形が施されて成形される。すなわち、ガイド部材10は、少なくとも3つの工程(第1予備成形工程、第2予備成形工程、及び打ち抜き工程)を経て製造される。
第1予備成形工程は、図4及び図5に示されるように、金属製の帯板材Pに突起部13〜15、16等をプレス成形にて成形する工程である。なお、図4に示される穴Phは、パイロットピン(図示せず。)が挿入される貫通穴である。パイロットピンは、帯板材Pをダイ等のプレス用金型(図示せず。)に位置決めするための突起である。
第2予備成形工程は、図6及び図7に示されるように、帯板材Pのうちプレート部11の外縁部に突条17が設けられた帯板材P(以下、予備成形品という。)を当該金属製の帯板材Pにプレス成形する工程である。
打ち抜き工程は、図9及び図10に示されるように、突条17の外周面側を切断除去して予備成形品を帯板材Pから打ち抜いてフランジ部12を有するガイド部材10を成形する工程である。
本実施形態に係る成形方法では、第2予備成形工程及び打ち抜き工程を少なくとも備える。第2予備成形工程では、プレート部11の外縁部にフランジ部12の幅寸法より大きな幅寸法を有する突条17が設けられた予備成形品が帯板材Pからプレス成形される。
上述の実施形態では、ガイド部材10がクッションフレームに対して固定され、かつ、ラチェット20がバックフレームに対して固定されるリクライナであった。しかし、本明細書に開示された発明はこれに限定されるものではない。
10… ガイド部材
11… プレート部
12… フランジ部
17… 突条
20… ラチェット
P… 帯板材
Claims (2)
- 円盤状に成形されたプレート部、及び当該プレート部の外縁部から突出した突条状のフランジ部が一体成形された円盤部材の成形方法において、
前記プレート部の外縁部に前記フランジ部の幅寸法より大きな幅寸法を有する突条が設けられた予備成形品を板材からプレス成形にて成形し、
前記突条の内周面及び当該突条の根元部に連なる部位に金型を当てた状態で、前記突条の外周面側を切断除去して前記予備成形品を前記板材から打ち抜いて前記フランジ部を成形する
円盤部材の成形方法。 - 前記予備成形品を前記板材から打ち抜く際に用いられるパンチは、前記突条の内周面及び当該突条の根元部に連なる部位に接触した状態で、前記予備成形品を板材からプレス成形にて成形する際に用いられるパンチと反対向きに移動して前記フランジ部を成形する
ことを請求項1に記載の円盤部材の成形方法。
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2018099024A JP7073908B2 (ja) | 2018-05-23 | 2018-05-23 | 円盤部材の成形方法 |
| US16/376,777 US11426781B2 (en) | 2018-05-23 | 2019-04-05 | Forming method of disk-shaped member |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2018099024A JP7073908B2 (ja) | 2018-05-23 | 2018-05-23 | 円盤部材の成形方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2019201894A true JP2019201894A (ja) | 2019-11-28 |
| JP7073908B2 JP7073908B2 (ja) | 2022-05-24 |
Family
ID=68614945
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2018099024A Active JP7073908B2 (ja) | 2018-05-23 | 2018-05-23 | 円盤部材の成形方法 |
Country Status (2)
| Country | Link |
|---|---|
| US (1) | US11426781B2 (ja) |
| JP (1) | JP7073908B2 (ja) |
Families Citing this family (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US11124093B2 (en) * | 2018-08-08 | 2021-09-21 | Fisher & Company, Incorporated | Recliner mechanism for seat assembly and method of manufacturing |
| US11260777B2 (en) | 2018-08-29 | 2022-03-01 | Fisher & Company, Incorporated | Recliner heart for seat recliner assembly |
| US11364577B2 (en) | 2019-02-11 | 2022-06-21 | Fisher & Company, Incorporated | Recliner mechanism for seat assembly and method of manufacturing |
| US11845367B2 (en) | 2019-04-18 | 2023-12-19 | Fisher & Company, Incorporated | Recliner heart having lubricant member |
| US11052797B2 (en) | 2019-08-09 | 2021-07-06 | Fisher & Company, Incorporated | Recliner heart for seat assembly |
| US11192473B2 (en) | 2019-08-30 | 2021-12-07 | Fisher & Company, Incorporated | Release handle for recliner mechanism of vehicle seat |
| US11607976B2 (en) | 2020-03-06 | 2023-03-21 | Fisher & Company, Incorporated | Recliner mechanism having bracket |
| US11766957B2 (en) | 2021-02-16 | 2023-09-26 | Fisher & Company, Incorporated | Release mechanism for seat recliner assembly |
| US11897372B2 (en) | 2021-05-06 | 2024-02-13 | Fisher & Company, Incorporated | Recliner heart having biasing members |
| US11850975B2 (en) | 2021-06-11 | 2023-12-26 | Fisher & Company, Incorporated | Vehicle seat recliner mechanism with welded spring |
| WO2024006546A1 (en) | 2022-07-01 | 2024-01-04 | Camaco, Llc. | Locking assembly for recliner |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2010232089A (ja) * | 2009-03-27 | 2010-10-14 | Sanyo Electric Co Ltd | 密閉型電池 |
| WO2010140960A1 (en) * | 2009-06-02 | 2010-12-09 | Precomp Solutions Aktiebolag | Method and device for punching / cutting out a component from a blank |
| JP2016054950A (ja) * | 2014-09-10 | 2016-04-21 | シロキ工業株式会社 | リクライニング装置のラチェット製造方法、リクライニング装置及びラチェット製造装置 |
Family Cites Families (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP3689477B2 (ja) * | 1996-03-01 | 2005-08-31 | 株式会社カネミツ | 板金製歯車の製造方法 |
| JP4735380B2 (ja) * | 2005-07-01 | 2011-07-27 | トヨタ紡織株式会社 | ワークの製造方法 |
| JP2010213839A (ja) | 2009-03-16 | 2010-09-30 | Toyota Boshoku Corp | 車両用シートの連結装置 |
-
2018
- 2018-05-23 JP JP2018099024A patent/JP7073908B2/ja active Active
-
2019
- 2019-04-05 US US16/376,777 patent/US11426781B2/en active Active
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2010232089A (ja) * | 2009-03-27 | 2010-10-14 | Sanyo Electric Co Ltd | 密閉型電池 |
| WO2010140960A1 (en) * | 2009-06-02 | 2010-12-09 | Precomp Solutions Aktiebolag | Method and device for punching / cutting out a component from a blank |
| JP2016054950A (ja) * | 2014-09-10 | 2016-04-21 | シロキ工業株式会社 | リクライニング装置のラチェット製造方法、リクライニング装置及びラチェット製造装置 |
Also Published As
| Publication number | Publication date |
|---|---|
| US11426781B2 (en) | 2022-08-30 |
| US20190358694A1 (en) | 2019-11-28 |
| JP7073908B2 (ja) | 2022-05-24 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2019201894A (ja) | 円盤部材の成形方法 | |
| CN104105557B (zh) | 冲压零件的成形方法 | |
| JP5636846B2 (ja) | ボス付き円盤状部材の製造方法およびボス付き円盤状部材の製造装置 | |
| JP6528165B2 (ja) | 乗物用シートフレーム及びその製造方法 | |
| JPH11290940A (ja) | 角パイプの製造方法 | |
| JP2014172079A (ja) | プレス加工方法及び打ち抜きプレス加工品 | |
| JPWO2013171795A1 (ja) | トリミング装置 | |
| WO2019225227A1 (ja) | 回転連結体、及びその製造方法 | |
| JP6119999B2 (ja) | プレス加工方法及びプレス加工装置 | |
| JPWO2007043176A1 (ja) | リング状部材の製造方法 | |
| CN100594079C (zh) | 凸缘制品的制造方法 | |
| JP6859853B2 (ja) | 凹凸材の製造方法 | |
| JP6419144B2 (ja) | ヒンジ部材の製造方法 | |
| JP2018199146A (ja) | 円筒部の製造方法 | |
| JP2001259750A (ja) | 金属製品の成形方法及びそれに用いられる成形金型 | |
| JP6891478B2 (ja) | シート用レール | |
| JP3766797B2 (ja) | プレス加工方法 | |
| CN110076226B (zh) | 金属板的加工方法 | |
| KR101521133B1 (ko) | 홀의 라운드 형성 제조방법 | |
| JP2019155436A (ja) | 歯部を有する部品の製造方法 | |
| JP2013111643A (ja) | プレス成形金型 | |
| JP3650972B2 (ja) | モータケースのベアリング支持部プレス成形方法 | |
| JP2009106961A (ja) | プレス成形方法及びプレス成形型 | |
| JP2015120171A (ja) | プレス成形方法及びプレス成形装置 | |
| CN216857918U (zh) | 环形修边机构 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20201214 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20211008 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20211012 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20211125 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20220412 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20220425 |
|
| R151 | Written notification of patent or utility model registration |
Ref document number: 7073908 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R151 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |