JP2020002642A - 枠状部材、形材、枠状部材の製造方法及び建具 - Google Patents
枠状部材、形材、枠状部材の製造方法及び建具 Download PDFInfo
- Publication number
- JP2020002642A JP2020002642A JP2018123261A JP2018123261A JP2020002642A JP 2020002642 A JP2020002642 A JP 2020002642A JP 2018123261 A JP2018123261 A JP 2018123261A JP 2018123261 A JP2018123261 A JP 2018123261A JP 2020002642 A JP2020002642 A JP 2020002642A
- Authority
- JP
- Japan
- Prior art keywords
- frame
- shaped member
- profile
- face
- airtight material
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
- 238000004519 manufacturing process Methods 0.000 title claims abstract description 25
- 238000003466 welding Methods 0.000 claims abstract description 32
- 238000005520 cutting process Methods 0.000 claims abstract description 20
- 239000011347 resin Substances 0.000 claims abstract description 14
- 229920005989 resin Polymers 0.000 claims abstract description 14
- 239000000463 material Substances 0.000 claims description 123
- 238000000034 method Methods 0.000 claims description 16
- 238000005304 joining Methods 0.000 claims description 14
- 238000002844 melting Methods 0.000 claims description 13
- 230000008018 melting Effects 0.000 claims description 13
- 239000004372 Polyvinyl alcohol Substances 0.000 claims description 6
- 229920002451 polyvinyl alcohol Polymers 0.000 claims description 6
- BZHJMEDXRYGGRV-UHFFFAOYSA-N Vinyl chloride Chemical compound ClC=C BZHJMEDXRYGGRV-UHFFFAOYSA-N 0.000 claims description 4
- 230000013011 mating Effects 0.000 description 7
- 239000000779 smoke Substances 0.000 description 5
- 239000004743 Polypropylene Substances 0.000 description 3
- 229920001155 polypropylene Polymers 0.000 description 3
- 238000002271 resection Methods 0.000 description 3
- 210000000050 mohair Anatomy 0.000 description 2
- 230000002093 peripheral effect Effects 0.000 description 2
- 239000000853 adhesive Substances 0.000 description 1
- 230000001070 adhesive effect Effects 0.000 description 1
- 230000015572 biosynthetic process Effects 0.000 description 1
- 230000005494 condensation Effects 0.000 description 1
- 238000009833 condensation Methods 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 239000011521 glass Substances 0.000 description 1
- 210000004209 hair Anatomy 0.000 description 1
- 238000009434 installation Methods 0.000 description 1
- 238000009413 insulation Methods 0.000 description 1
- 238000003801 milling Methods 0.000 description 1
- 239000000203 mixture Substances 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- -1 polypropylene Polymers 0.000 description 1
- 238000009420 retrofitting Methods 0.000 description 1
Images











Landscapes
- Joining Of Corner Units Of Frames Or Wings (AREA)
- Wing Frames And Configurations (AREA)
Abstract
【課題】高い製造効率で形成することができる枠状部材、形材、該枠状部材の製造方法及び該枠状部材を用いた建具を提供する。【解決手段】框体40は、上框40a、下框40b、戸先框40c及び召合せ框40dで形成された枠状部材である。框体40は、端面60a,60b,62a,62bの一部に切除部70が設けられ、室内側見付け面48a及び室外側見付け面49aに気密材50が装着された樹脂製の形材である上框40aや戸先框40cの端面60a,60b,62a,62b同士が突き合わされ、互いに熱溶着で接合されて枠状に構成されている。【選択図】図4A
Description
本発明は、樹脂製の形材で形成した枠状部材、形材、該枠状部材の製造方法及び該枠状部材を用いた建具に関する。
近年、建物の躯体に固定される開口枠や開口枠に支持される障子の框体を樹脂で構成した建具が提供されている(例えば、特許文献1参照)。樹脂製の建具を窓や扉に用いると、断熱性能が向上し、結露の防止等にも効果がある。このような建具は、障子を開閉可能に支持しつつ、障子を閉じた状態では室内外で十分な気密性を確保できる必要がある。例えば、上記特許文献1の構成では、障子の框体にモヘア等の気密材を装着し、この気密材を開口枠側のレール等の突出片に摺動可能に当接させ、これにより気密性能を確保している。
ところで、例えば樹脂製の框体は、通常、縦框と横框の端部をそれぞれ45度で切断した端面を形成し、互いの端面同士を熱溶着によって接合している。この際、気密材の装着方法としては、形材同士の接合前に予め形材に装着しておく先付け方法と、形材同士の接合後に形材に装着する後付け方法とがある。
ところで、従来の形材同士の接合部には、溶着バリと呼ばれる大きな盛り上がりが形成される。このため、接合後にエンドミル等でバリ取り加工を行う必要があり、製造工程が増加する。この際、先付け方法では、バリ取り時に気密材も同時に切除されてしまうため、縦框と横框の気密材の繋ぎ目に隙間を生じ、気密性を低下させる懸念がある。また、この隙間を後付けの気密用部品で塞ぐことも考えられるが、製造工程と部品点数が増加する。一方、後付け方法では、枠状に接合した形材同士の接合部のバリ取り後に気密材を装着するため、気密材の装着作業が煩雑である。さらにこの方法では、形材の接合時に気密材を装着するポケット部の一部が溶融しており、気密材の装着作業が一層煩雑なものとなっている。
本発明は、上記従来技術の課題を考慮してなされたものであり、高い製造効率で形成することができる枠状部材、形材、該枠状部材の製造方法及び該枠状部材を用いた建具を提供することを目的とする。
本発明に係る枠状部材は、端面の一部に切除部が設けられ、見付け面に気密材が装着された樹脂製の形材の前記端面同士が突き合わされ、互いに熱溶着で接合されて枠状に構成されていることを特徴とする。
本発明に係る枠状部材は、見付け面に気密材が装着された樹脂製の形材の端面同士が突き合わされ、互いに熱溶着で接合されて枠状に構成された枠状部材であって、前記形材同士の接合部では、一方の形材に装着された前記気密材の少なくとも一部と、他方の形材に装着された前記気密材の少なくとも一部とが、互いに熱溶着で接合されていることを特徴とする。
本発明に係る枠状部材は、見付け面に気密材が装着された樹脂製の形材の端面同士が突き合わされ、互いに熱溶着で接合されて枠状に構成された枠状部材であって、前記形材は、前記見付け面から見込み方向に突出し、前記気密材が装着されたポケット部を有し、前記形材同士の接合部では、一方の形材の前記ポケット部と、他方の形材の前記ポケット部との間に、隙間が形成されていることを特徴とする。
本発明に係る建具は、上記構成の枠状部材で構成した框体で面材を保持した障子と、該障子を開閉可能に支持する開口枠と、を備え、前記気密材が、前記開口枠の見込み面から突出した突出片に摺動可能に当接することを特徴とする。
本発明に係る形材は、端面同士が突き合わされ、互いに熱溶着で接合されて枠状部材を形成するための樹脂製の形材であって、前記端面の一部に切除部が設けられていることを特徴とする。
本発明に係る枠状部材の製造方法は、樹脂製の形材の端面の一部を切除する工程と、前記形材の見付け面に気密材を装着する工程と、前記端面の一部を切除し、前記見付け面に気密材を装着した前記形材の前記端面同士を突き合わせ、互いに熱溶着で接合して枠状に形成する工程と、を有することを特徴とする。
本発明によれば、高い製造効率で枠状部材を形成することができる。
以下、本発明に係る枠状部材について、この枠状部材を用いた建具を例示して好適な実施の形態を挙げ、添付の図面を参照しながら詳細に説明する。
図1〜図3に示すように、建具10は、建物躯体の開口部に固定される開口枠12と、開口枠12にスライド可能に配設される左右一対の障子14,15とを備える。本実施形態では、障子14,15をスライドさせることで開口枠12の内側開口を開閉可能な引違い窓の建具10を例示する。
開口枠12は、上枠12aと、下枠12bと、左右の縦枠12c,12dとを四周枠組みし、内側に矩形の開口部を形成したものである。各枠12a〜12dは、樹脂材料を押出成形した形材であり、例えば塩化ビニル樹脂(PVC)で形成されている。各枠12a〜12dは、略同一の断面形状を有し、それぞれ所定長さで切断される。各枠12a〜12dは、45度に切断された端部同士が適宜突き合わされ、熱溶着で接合されることで枠状に構成されている。
本出願において、見込み方向とは建具10の室内外方向、つまり室内側から室外側に向かう方向又はその逆方向(図中に矢印Yで示す方向)をいい、見込み面とは見込み方向に沿って延在する面をいう。見付け方向とは見込み方向に直交する方向であり、上下方向に長尺な縦枠12c等の場合はその長手方向に直交する左右方向(図中に矢印Xで示す方向)をいい、左右方向に長尺な上枠12a等の場合はその長手方向に直交する上下方向(図中に矢印Zで示す方向)をいう。見付け面とは見付け方向に沿った面をいう。枠状部材の内側(内周)とは、例えば開口枠12の枠内部分をいう。枠状部材の外側(外周)とは、例えば開口枠12の建物躯体に固定される枠外部分をいう。また、枠状部材の外側から内側に向かう方向を枠内方向といい、枠状部材の内側から外側に向かう方向を枠外方向という。
図2に示すように、上枠12aは、枠内側見込み面16から枠内方向(下方)に突出し、見込み方向に並んだ室外側見付け片18、突出片20,21及び室内側見付け片22を有する。突出片20,21は、中空部を有する断面略矩形状であり、上枠12aの長手方向全長に亘って延在している。突出片20,21は、それぞれ障子14,15の上端部をスライド可能に案内するレールである。下枠12bは、上記した上枠12aと上下対称構造である以外は同一構造となっているため、その構成要素については上枠12aの構成要素と同一の参照符号を付して詳細な説明を省略する。なお、下枠12bでは、上枠12aの突出片20,21と対向した位置に突出片24,25を有する。突出片24,25の上端面には、それぞれ障子14,15の戸車26,27が転動するレール部材28,29が装着されている。
図3に示すように、一方の縦枠12cは、枠内側見込み面30から枠内方向に突出し、見込み方向に並んだ室外側見付け片32、突出片34,35及び室内側見付け片36を有する。突出片34,35は、中空部を有する断面略矩形状であり、縦枠12cの長手方向全長に亘って延在している。室外側の突出片34は、閉じた障子14の戸先を保持する部分である。他方の縦枠12dは、上記した縦枠12cと左右対称構造である以外は同一構造となっているため、その構成要素については縦枠12cの構成要素と同一の参照符号を付して詳細な説明を省略する。なお、縦枠12dでは、室内側の突出片35が閉じた障子15の戸先を保持する部分となる。各枠12a〜12dの室外側見付け片18,32には、網戸38がスライド可能に支持される(図2及び図3参照)。
図1〜図3に示すように、室外側の障子14は、框体(枠状部材)40の内側に面材42を保持した構成である。框体40は、面材42の四周を囲む上框40a、下框40b、戸先框40c及び召合せ框40dを有する。本実施形態では、2層の複層ガラスで構成した面材42を例示しているが、面材42は1枚ガラスや3層以上の構成でもよい。各框40a〜40dは、樹脂材料を押出成形した形材であり、例えば塩化ビニル樹脂(PVC)で形成されている。各框40a〜40dは、略同一の断面形状を有し、それぞれ所定長さで切断される。各框40a〜40dは、45度に切断された端部同士が適宜突き合わされ、熱溶着で接合されることで枠状に構成されている。
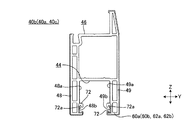
図2に示すように、上框40aは、突出片20が摺動可能に挿入されるガイド溝44を枠外側見込み面に有し、面材42の上端部が挿入され、保持される面材配置溝46を枠内側見込み面に有する。ガイド溝44及び面材配置溝46は、上框40aの全長に亘って延在している。
ガイド溝44は、見込み方向に並んだ一対の壁部48,49間に形成されている。各壁部48,49の互いに対向する見付け面、つまり壁部48の室内側見付け面48a及び壁部49の室外側見付け面49aには、気密材50が装着されるポケット部48b,49bがそれぞれ形成されている。ポケット部48bは、室内側見付け面48aから見込み方向で室内側に突出し、ポケット部49bは、室外側見付け面49aから見込み方向で室外側に突出している。各ポケット部48b,49bは、断面略C字形状に形成され、気密材50の基端部が挿入され、保持される。気密材50は、上框44aの長手方向全長に亘って延在し、先端部(毛先)がポケット部48b,49bから突出している。
本実施形態の場合、気密材50には、パイル気密材(モヘア)を用いている。気密材50は、例えばポリビニルアルコール(PVA)やポリプロピレン(PP)等の樹脂材料で形成されている。本実施形態の気密材50は、PP(融点約160℃)よりも高融点のPVA(融点約200℃)で形成したものである。ポケット部48bに装着された気密材50は、その毛先が突出片20の室外側見付け面20aに摺動可能に当接している。ポケット部49bに装着された気密材50は、その毛先が突出片20の室内側見付け面20bに摺動可能に当接している。
図2及び図3に示すように、下框40bは、上記した上框40aと上下対称構造である以外、戸先框40c及び召合せ框40dは、上框40aと設置方向が異なる以外は同一構造となっているため、その構成要素については上框40aの構成要素と同一の参照符号を付して詳細な説明を省略する。下框40bは、ガイド溝44に戸車26が配設される。戸先框40cは、障子14を閉じた際にガイド溝44に突出片34が挿入され、壁部48,49から突出した気密材50が突出片34の室外側見付け面20a及び室内側見付け面20bに当接する。召合せ框40dは、ガイド溝44を持たず、代わりに室内側見付け面に煙返し片52が設けられている。煙返し片52の室内側見付け面52aには、気密材54が装着されるポケット部52bが形成されている。
図2及び図3に示すように、室内側の障子15は、上記した障子14と左右対称構造である以外は略同一構造となっているため、その構成要素については障子14の構成要素と同一の参照符号を付して詳細な説明を省略する。障子15の戸先框40cは、障子15を閉じた際にガイド溝44に突出片35が挿入され、壁部48,49から突出した気密材50が突出片35の室外側見付け面20a及び室内側見付け面20bに当接する。障子15の召合せ框40dは、障子14の煙返し片52と噛み合う煙返し片55を室外側見付け面56に有する。この召合せ框40dの室外側見付け面56には、障子14の煙返し片52から突出した気密材54が当接する。図1及び図3中の参照符号58は、クレセントである。
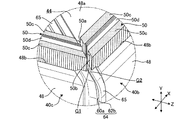
図1に示すように、障子14,15の框体40は、横材である上框40a及び下框40bの左右の端面60a,60bと、縦材である戸先框40c及び召合せ框40dの上下の端面62a,62bとが、それぞれ45度に切断形成され、互いに突き合わされて接合された接合部64を4隅に備える。このような框体40は、上框40a及び下框40bのガイド溝44に設けた室内外の気密材50と、戸先框40cのガイド溝44に設けた室内外の気密材50とが、接合部64において完全に連続又は僅かな隙間のみを介して連続しており、室内外方向での気密性能を確保している。なお、建具10全体としては、このような気密材50と共に、各障子14,15の召合せ框40d,40d間の気密材54も含めて、2枚の障子14,15の気密材50,54が連続している。
以下、図4Aに示すように、下框40bと戸先框40cとの接合部64の構成を代表的に説明するが、上框40aと戸先框40cとの接合部64も同様な構成である。なお、本実施形態の場合、召合せ框40dは、気密材54によって気密性能を確保する構成としているが、上框40a及び下框40bと召合せ框40dとの接合部64についても、例えば建具10が片引き窓である場合等には、図4Aに示す下框40bと戸先框40cとの接合部64と同様な構成が適用されてもよい。
図4A及び図4Bに示すように、接合部64では、下框40bの端面60aと戸先框40cの端面62bとが、互いに熱溶着で接合され、端面60a,62b間には、溶着時に溢れ出た下框40b及び戸先框40cの溶融部分の肉盛り部分(バリ65)が低い山状に連続している。
この際、接合部64では、下框40bのポケット部48b,49bに装着された気密材50の端面50aと、戸先框40cのポケット部48b,49bに装着された気密材50の端面50bとが、僅かな隙間G1を介して連続している(図4B参照)。図5に示すように、接合部64では、下框40bの気密材50の端面50aと、戸先框40cの気密材50の端面50bとが、隙間G1の一部(又は全部)で互いに接合されて完全に連続した連続部66を有する構成となる場合もある。図4B及び図5に示すように、本実施形態の気密材50は、室内外側にそれぞれ設けたパイル部50c,50c間にヒレ状のタイト部50dを設けた構成であるが、パイル部50cのみ又はタイト部50dのみの構成等であってもよい。接合部64では、下框40b側のポケット部48b,49bと、戸先框40c側のポケット部48b,49bとの間に、僅かな隙間G2が形成された構成となる場合もある。
ここで、本実施形態の框体40は、形材同士(例えば、下框40b及び戸先框40c)の接合後にバリ取り加工を施工していない。しかしながら、例えば図4B及び図5に示すように、下框40bと戸先框40cの端面60a,62b間に介在するバリ65は幅狭で且つ低い。このため、気密材50の端面50a,50bは、バリ65を乗り越えた状態で互いに近接し(図4B参照)、又は接合されている(図5参照)。これにより、框体40は、上框40a、戸先框40c、下框40bの気密材50が連続し、この状態で開口枠12の突出片20,21,34,35の各見付け面20a,20b,21a,21bに当接する。このため、建具10は、室内外方向で高い気密性能を確保できる。
そこで、次に、このような框体40の製造方法の一手順を説明する。
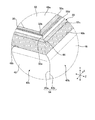
図6のフローチャートに示すように、先ず、框体40を構成する形材(各框40a〜40d)を押出成形してそれぞれ所定長さに切断し(ステップS1)、端部を45度に切断する(ステップS2)。次に、各框40a〜框40dの端面60a,60b,62a,62bに切除部70を形成する(ステップS3)。
図7及び図8に示すように、例えば下框40bの切除部70は、端面60aの一部を反対側の端面60b側に向かって後退させるように切除した部分である。切除部70は、例えば端面60aの一部に面取り加工を施すことによって形成された面取り形状部である。切除部70は、少なくともポケット部48b、49bに重なる部分に形成されている。具体的には、切除部70は、反対側の端面60bから形成側の端面60aに向かう方向で次第にポケット部48b,49bの突出高さが低くなる傾斜面である。本実施形態の場合、切除部70は、ポケット部48b,49bに重なる部分だけでなく、壁部48,49の各見付け面48a,49aの一部まで形成されている(図7及び図8中の切除部70a参照)。
このステップS3では、各框40a〜框40dの他の端面60b,62a,62bについても同様な切除部70(70a)を形成する。但し、当該建具10は、上記したように召合せ框40dに気密材50を設けていないため、召合せ框40dの端面62a,62b及びこれと接合される上框40a及び下框40bの端面60a,60bは、切除部70(70a)を省略してもよい。
図9及び図10に示すように、切除部70に代えて、例えば端面60a(60b,62a,62b)の一部に切取り加工を施した切除部72を形成してもよい。切除部72は、例えば45度に切断された端面60aに露出したポケット部48b,49bに対し、各框40a〜40dの長手方向に直交する方向に向かうエンドミル加工等によって形成された切取り部である。具体的には、切除部72は、ポケット部48b,49bを端面60aから反対側の端面60b側に後退させるように切り取った凹状部である。本実施形態の場合、切除部72についても、ポケット部48b,49bに重なる部分だけでなく、壁部48,49の各見付け面48a,49aの一部まで形成されている(図9及び図10中の切除部72a参照)。これら面取り形状部或いは切取り部である切除部70,72は、汎用の工作機械等で容易に加工でき、作業効率がよい。
次に、図6中のステップS4において、各框40a〜框40dのポケット部48b,49bにそれぞれ気密材50を装着する(図11A参照)。気密材50は、例えば各框40a〜40cの所定の端面60a等からポケット部48b等の長手方向に沿って挿入される。この際、召合せ框40dの気密材54も装着しておく。
ステップS5では、2本の形材の端面間、例えば下框40bと戸先框40cとの端面60a,62b間にヒータ板74を挟み入れ、端面60a,62bを加熱し、溶融させる(図11B参照)。本実施形態の場合、各框40a〜40dを形成しているPVCの融点は、約180℃であるため、ヒータ板74は、例えば250℃で加熱する。これにより、各框40a〜40dは、端面60a等が溶融し、さらに熱伝導によって端面60a等の周辺部も溶融する。
ステップS6において、ヒータ板74を離脱させ、2本の形材の端面同士、例えば下框40bと戸先框40cとの端面60a,62b間を突き合わせて圧縮する。これにより、上框40a及び下框40bの端面60aと戸先框40cの端面62a,62bとの間、上框40a及び下框40bの端面60bと召合せ框40dの端面62a,62bとの間が、熱溶着によって接合される。その結果、枠状の框体40が形成される(ステップS7)。
この場合、本実施形態に係る枠状部材である框体40は、接合部64を形成する端面60a等に切除部70(72)を設けた形材(上框40a等)同士を熱溶着によって接合している。このため、当該框体40は、端面60a等同士の接合時に生じる接合部64での形材の肉盛り部分(バリ65)の発生量を抑制でき、製造後の各接合部64でのバリ取り加工を省略できる。つまり、先付け方法によって予め形材(上框40a等)に気密材50を装着した状態で形材同士を熱溶着で接合した場合であっても、互いに接合された形材間でそれぞれの気密材50同士の繋ぎ目がほとんど隙間なく又は僅かな隙間G1を介して連続する(図4B及び図5参照)。従って、当該框体40は、高い製造効率で形成することができ、しかも高い気密性能を確保することができる。なお、例えば、形材(上框40a)や気密材50の材質や接合時の温度、圧力等を最適化することにより、図12に示すように接合部64にバリ65がほとんど発生せず、突き合わされた気密材50の端面50a,50b間が略完全に連続部66で連続した構造が得られる場合もある。
この際、当該框体40の気密材50は、形材である各框40a〜40dを形成するPVCよりも融点の高いPVAで形成されている。このため、気密材50のヒータ板74による溶融量及び溶融範囲が抑制され、気密材50による肉盛り部分(バリ65)の発生が抑制される。その結果、接合部64での気密材50同士の連続性が一層向上する。
当該框体40の切除部70(72)は、少なくとも気密材50を装着するポケット部48b,49bの端面60a等に露出した部分を切除して形成している。すなわち、ポケット部48b,49bは、端面60a等を形成する形材の肉のうち、実質的に最も肉厚な部分であり(図2及び図3参照)、しかも気密材50と近接している。このため、切除部70(72)は、少なくともポケット部48b,49bに重なる位置に設けることにより、バリ65の発生量抑制効果が向上し、同時にバリ65による気密材50の端面50a,50b間の隙間G1も一層狭小化される。なお、ポケット部48b,49bは、壁部48,49からガイド溝44側に突出した構成以外、例えば壁部48,49内に突出し、壁部48,49に形成された中空部内に凹んだ構成であってもよい。また、各切除部70,72は、それぞれポケット部48b,49bから形材まで進入した切除部70a,72aを有した構成とすることにより、バリ65の発生量を一層抑制できる。切除部70a,72aは省略してもよい。なお、ポケット部48b,49bを用いた構成以外、例えば接着剤やねじ止め等によって気密材50を形材に装着した構成の場合、切除部70(72)は端面60a等の気密材50に近接した位置に形成されればよい。
なお、本発明は、上記した実施形態に限定されるものではなく、本発明の主旨を逸脱しない範囲で自由に変更できることは勿論である。
上記では、切除部70(72)を設ける枠状部材として框体40を例示したが、切除部70(72)を設ける枠状部材は開口枠12でもよい。この場合、例えば、開口枠12の枠内側見込み面16等に突出片20等に代えてガイド溝44と同様な溝部を形成し、この溝部に障子14等の上端部等を摺動可能に挿入すると共に、開口枠12側に装着した気密材50の毛先を框体40の見付け面に当接させた構成等とすればよい。また、切除部70(72)を設ける枠状部材は、網戸38でもよい。これにより、網戸38の框体に設けた気密材76(図3参照)を四周で容易に連続させることができる。
上記では、2枚の障子14,15を設けた引違い窓の建具10を例示したが、建具10は、例えば障子14,15の一方が開口枠12に嵌め殺され、他方のみがスライドする片引き窓等、他の構造のスライディング窓や引き戸、さらにはドアや回転窓等でもよい。
本発明に係る枠状部材は、端面の一部に切除部が設けられ、見付け面に気密材が装着された樹脂製の形材の前記端面同士が突き合わされ、互いに熱溶着で接合されて枠状に構成されていることを特徴とする。
本発明に係る枠状部材は、見付け面に気密材が装着された樹脂製の形材の端面同士が突き合わされ、互いに熱溶着で接合されて枠状に構成された枠状部材であって、前記形材同士の接合部では、一方の形材に装着された前記気密材の少なくとも一部と、他方の形材に装着された前記気密材の少なくとも一部とが、互いに熱溶着で接合されていることを特徴とする。
本発明に係る枠状部材は、見付け面に気密材が装着された樹脂製の形材の端面同士が突き合わされ、互いに熱溶着で接合されて枠状に構成された枠状部材であって、前記形材は、前記見付け面から見込み方向に突出し、前記気密材が装着されたポケット部を有し、前記形材同士の接合部では、一方の形材の前記ポケット部と、他方の形材の前記ポケット部との間に、隙間が形成されていることを特徴とする。
このような構成によれば、端面同士を突き合わせた接合部での形材の肉盛り部分(バリ)が少ないため、各接合部での後工程でのバリ取り加工が不要となっている。このため、予め気密材を装着した状態で形材同士が熱溶着で接合された構成であっても、互いに接合された形材間でそれぞれの気密材同士がほとんど隙間なく又は僅かな隙間のみを介して連続している。従って、当該枠状部材は、高い製造効率で形成することができ、しかも高い気密性能を確保することが可能となっている。
前記形材は、前記見付け面から見込み方向に突出し、前記気密材が装着されたポケット部を有し、前記切除部は、少なくとも前記ポケット部の前記端面に露出した部分を切除したもので構成してもよい。そうすると、形材の端面を形成する肉のうち、実質的に最も肉厚な部分であり、しかも気密材と近接しているポケット部に起因したバリの発生が抑制された構成となり、気密材の繋ぎ目が一層確実に連続し、気密性能が一層向上する。
前記切除部は、少なくとも前記ポケット部を前記端面から前記形材の長手方向に交差した傾斜方向に切除した面取り形状部、又は、少なくとも前記ポケット部を前記端面から前記形材の長手方向に沿って切除した切取り部を含む構成としてもよい。そうすると、切除部を汎用の工作機械等で容易に加工できる。
前記気密材は、前記形材よりも融点の高い材料で形成された構成としてもよい。そうすると、気密材の溶融によるバリの発生が抑制され、気密性能が一層向上する。
前記形材同士の接合部では、一方の形材に装着された前記気密材の少なくとも一部と、他方の形材に装着された前記気密材の少なくとも一部とが、互いに熱溶着で接合された構成としてもよい。そうすると、互いに接合された形材間でそれぞれの気密材同士が確実に連続し、一層高い気密性能が得られる。
前記形材同士の接合部では、一方の形材の前記ポケット部と、他方の形材の前記ポケット部との間に、隙間が形成された構成としてもよい。そうすると、互いに接合された形材間でのバリが少なく、それぞれの気密材同士が確実に連続し、一層高い気密性能が得られる。
本発明に係る建具は、上記構成の枠状部材で構成した框体で面材を保持した障子と、該障子を開閉可能に支持する開口枠と、を備え、前記気密材が、前記開口枠の見込み面から突出した突出片に摺動可能に当接することを特徴とする。このような構成によれば、建具の室内外方向で高い気密性能が得られる。
本発明に係る形材は、端面同士が突き合わされ、互いに熱溶着で接合されて枠状部材を形成するための樹脂製の形材であって、前記端面の一部に切除部が設けられていることを特徴とする。このような構成によれば、高い気密性能を確保した枠状部材を、高い製造効率で形成することができる。
本発明に係る枠状部材の製造方法は、樹脂製の形材の端面の一部を切除する工程と、前記形材の見付け面に気密材を装着する工程と、前記端面の一部を切除し、前記見付け面に気密材を装着した前記形材の前記端面同士を突き合わせ、互いに熱溶着で接合して枠状に形成する工程と、を有することを特徴とする。このような方法によれば、形材の端面同士の接合部での肉盛り部分(バリ)を低減できるため、互いに接合された形材間でそれぞれの気密材同士が連続する。このため、枠状部材を高い製造効率で形成することができ、しかも高い気密性能を確保することができる。
前記形材は、前記見付け面から見込み方向に突出し、前記気密材を装着するポケット部を有し、前記端面の一部を切除する工程では、少なくとも前記ポケット部を前記端面から前記形材の長手方向に交差した傾斜方向に切除する面取り加工、又は、少なくとも前記ポケット部を前記端面から前記形材の長手方向に沿って切除する切取り加工を行ってもよい。そうすると、形材の端面を形成する肉のうち、実質的に最も肉厚な部分であり、しかも気密材と近接しているポケット部に起因したバリの発生が抑制されるため、製造される枠状部材の気密性能が一層向上する。
前記気密材は、前記形材よりも融点の高い材料で形成されてもよい。そうすると、形材の端面同士を熱溶着で接合する際、気密材の溶融を抑制できるため、気密材が溶融したことによるバリの発生を低減できる。その結果、形材同士の接合部での気密材の連続性が一層向上する。
前記形材は、塩化ビニル樹脂で形成され、前記気密材は、ポリビニルアルコールで形成されていてもよい。そうすると、所望の品質を有する枠状部材を低コストで且つ効率よく製造できる。
10 建具、12 開口枠、12a 上枠、12b 下枠、12c,12d 縦枠、14,15 障子、20,21,24,25,34,35 突出片、40 框体、40a 上框、40b 下框、40c 戸先框、40d 召合せ框、42 面材、44 ガイド溝、48,49 壁部、48b,49b,52b ポケット部、50,54,76 気密材、50a,50b,60a,60b,62a,62b 端面、64 接合部、65 バリ、66 連続部、70,70a,72,72a 切除部、G1,G2 隙間
Claims (14)
- 端面の一部に切除部が設けられ、見付け面に気密材が装着された樹脂製の形材の前記端面同士が突き合わされ、互いに熱溶着で接合されて枠状に構成されていることを特徴とする枠状部材。
- 請求項1に記載の枠状部材であって、
前記形材は、前記見付け面から見込み方向に突出し、前記気密材が装着されたポケット部を有し、
前記切除部は、少なくとも前記ポケット部の前記端面に露出した部分を切除したものであることを特徴とする枠状部材。 - 請求項2に記載の枠状部材であって、
前記切除部は、少なくとも前記ポケット部を前記端面から前記形材の長手方向に交差した傾斜方向に切除した面取り形状部、又は、少なくとも前記ポケット部を前記端面から前記形材の長手方向に沿って切除した切取り部を含むことを特徴とする枠状部材。 - 請求項1〜3のいずれか1項に記載の枠状部材であって、
前記気密材は、前記形材よりも融点の高い材料で形成されていることを特徴とする枠状部材。 - 請求項1〜4のいずれか1項に記載の枠状部材であって、
前記形材同士の接合部では、一方の形材に装着された前記気密材の少なくとも一部と、他方の形材に装着された前記気密材の少なくとも一部とが、互いに熱溶着で接合されていることを特徴とする枠状部材。 - 請求項2又は3に記載の枠状部材であって、
前記形材同士の接合部では、一方の形材の前記ポケット部と、他方の形材の前記ポケット部との間に、隙間が形成されていることを特徴とする枠状部材。 - 見付け面に気密材が装着された樹脂製の形材の端面同士が突き合わされ、互いに熱溶着で接合されて枠状に構成された枠状部材であって、
前記形材同士の接合部では、一方の形材に装着された前記気密材の少なくとも一部と、他方の形材に装着された前記気密材の少なくとも一部とが、互いに熱溶着で接合されていることを特徴とする枠状部材。 - 見付け面に気密材が装着された樹脂製の形材の端面同士が突き合わされ、互いに熱溶着で接合されて枠状に構成された枠状部材であって、
前記形材は、前記見付け面から見込み方向に突出し、前記気密材が装着されたポケット部を有し、
前記形材同士の接合部では、一方の形材の前記ポケット部と、他方の形材の前記ポケット部との間に、隙間が形成されていることを特徴とする枠状部材。 - 請求項1〜8のいずれか1項に記載の枠状部材で構成した框体で面材を保持した障子と、該障子を開閉可能に支持する開口枠と、を備え、
前記気密材が、前記開口枠の見込み面から突出した突出片に摺動可能に当接することを特徴とする建具。 - 端面同士が突き合わされ、互いに熱溶着で接合されて枠状部材を形成するための樹脂製の形材であって、
前記端面の一部に切除部が設けられていることを特徴とする形材。 - 樹脂製の形材の端面の一部を切除する工程と、
前記形材の見付け面に気密材を装着する工程と、
前記端面の一部を切除し、前記見付け面に気密材を装着した前記形材の前記端面同士を突き合わせ、互いに熱溶着で接合して枠状に形成する工程と、
を有することを特徴とする枠状部材の製造方法。 - 請求項11に記載の枠状部材の製造方法であって、
前記形材は、前記見付け面から見込み方向に突出し、前記気密材を装着するポケット部を有し、
前記端面の一部を切除する工程では、少なくとも前記ポケット部を前記端面から前記形材の長手方向に交差した傾斜方向に切除する面取り加工、又は、少なくとも前記ポケット部を前記端面から前記形材の長手方向に沿って切除する切取り加工を行うことを特徴とする枠状部材の製造方法。 - 請求項11又は12に記載の枠状部材の製造方法であって、
前記気密材は、前記形材よりも融点の高い材料で形成されていることを特徴とする枠状部材の製造方法。 - 請求項13に記載の枠状部材の製造方法であって、
前記形材は、塩化ビニル樹脂で形成され、
前記気密材は、ポリビニルアルコールで形成されていることを特徴とする枠状部材の製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2018123261A JP2020002642A (ja) | 2018-06-28 | 2018-06-28 | 枠状部材、形材、枠状部材の製造方法及び建具 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2018123261A JP2020002642A (ja) | 2018-06-28 | 2018-06-28 | 枠状部材、形材、枠状部材の製造方法及び建具 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2020002642A true JP2020002642A (ja) | 2020-01-09 |
Family
ID=69099081
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2018123261A Pending JP2020002642A (ja) | 2018-06-28 | 2018-06-28 | 枠状部材、形材、枠状部材の製造方法及び建具 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2020002642A (ja) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2022078400A (ja) * | 2020-11-13 | 2022-05-25 | Ykk Ap株式会社 | 樹脂枠の製造方法、樹脂枠 |
| JP2022095039A (ja) * | 2020-12-16 | 2022-06-28 | 株式会社Lixil | 框体の製造方法及び框体 |
| JP2022108924A (ja) * | 2021-01-14 | 2022-07-27 | 株式会社Lixil | 引違いサッシの外障子の召合せ框及び引違いサッシ |
-
2018
- 2018-06-28 JP JP2018123261A patent/JP2020002642A/ja active Pending
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2022078400A (ja) * | 2020-11-13 | 2022-05-25 | Ykk Ap株式会社 | 樹脂枠の製造方法、樹脂枠 |
| JP7526079B2 (ja) | 2020-11-13 | 2024-07-31 | Ykk Ap株式会社 | 樹脂枠の製造方法、樹脂枠 |
| JP2022095039A (ja) * | 2020-12-16 | 2022-06-28 | 株式会社Lixil | 框体の製造方法及び框体 |
| JP7595451B2 (ja) | 2020-12-16 | 2024-12-06 | 株式会社Lixil | 框体の製造方法及び框体 |
| JP2022108924A (ja) * | 2021-01-14 | 2022-07-27 | 株式会社Lixil | 引違いサッシの外障子の召合せ框及び引違いサッシ |
| JP7745348B2 (ja) | 2021-01-14 | 2025-09-29 | 株式会社Lixil | 引違いサッシの外障子の召合せ框及び引違いサッシ |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP7425097B2 (ja) | 開口部装置 | |
| JP2020002642A (ja) | 枠状部材、形材、枠状部材の製造方法及び建具 | |
| AU2017258995B2 (en) | Sash for a sliding window or a sliding door and method for providing an untreated metal surface in such a sash | |
| JP5459715B2 (ja) | 改装樹脂サッシ及びその改装方法 | |
| US20210324675A1 (en) | Inner frame for door or window, skylight comprising the same and manufacturing method thereof | |
| JP2020112026A (ja) | シャッター建具 | |
| KR20170055654A (ko) | 절곡조립식 창틀 및 창호 조립구조 | |
| US6490839B1 (en) | Window frame and method of producing it | |
| JP6297805B2 (ja) | 建具 | |
| JP6843684B2 (ja) | 建具 | |
| KR102764640B1 (ko) | 슬라이딩 창호 | |
| JP7807575B2 (ja) | 複合建具 | |
| JP6134215B2 (ja) | 障子の製造方法 | |
| JP7121162B2 (ja) | サッシ | |
| JP7063726B2 (ja) | 建具 | |
| JP7595451B2 (ja) | 框体の製造方法及び框体 | |
| JP7057061B2 (ja) | カーテンウォールの施工方法及びカーテンウォール | |
| JP2024001543A (ja) | 建具 | |
| JP7041019B2 (ja) | 建具 | |
| JP7137981B2 (ja) | 建具 | |
| JP7704613B2 (ja) | 建具 | |
| JP7424882B2 (ja) | 建具 | |
| JP2022095021A (ja) | 枠体の製造方法及び枠体 | |
| JP7496795B2 (ja) | 建具 | |
| JP7668633B2 (ja) | 建具枠 |