JP2020003547A - フォトマスク用基板およびその製造方法 - Google Patents
フォトマスク用基板およびその製造方法 Download PDFInfo
- Publication number
- JP2020003547A JP2020003547A JP2018120462A JP2018120462A JP2020003547A JP 2020003547 A JP2020003547 A JP 2020003547A JP 2018120462 A JP2018120462 A JP 2018120462A JP 2018120462 A JP2018120462 A JP 2018120462A JP 2020003547 A JP2020003547 A JP 2020003547A
- Authority
- JP
- Japan
- Prior art keywords
- average roughness
- corner portion
- polishing
- photomask substrate
- substrate
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images


Landscapes
- Surface Treatment Of Glass (AREA)
- Preparing Plates And Mask In Photomechanical Process (AREA)
- Grinding And Polishing Of Tertiary Curved Surfaces And Surfaces With Complex Shapes (AREA)
Abstract
Description
このフォトマスク用基板は、合成シリカガラスのブロックを得た後に、スライス、面取り、および研磨加工を施すことによって製造される。この研磨加工では、基板の主表面に対しては平坦化(鏡面化)加工を施し、また基板の側面に対しても、切削加工により生じた凹凸や微細な裂溝に研磨粒子等が捕捉される原因となる、ピンホール等の欠陥の発生を抑制するために、所定の研磨加工が施される。
また、マスクブランク用基板において、角部側領域の端面の算術平均粗さRaが0.5nm以下の鏡面であり、中央側領域を粗面とすることで、ハンドリング時等の取扱いが容易とするものが知られている(特許文献2参照)。
これは、基板の大口径化により、側面部の一部の箇所と表面粗さや形状が異なることによる寸法精度や光学的特性への影響が無視できない状況になってきたことによる。
また、特許文献2に記載の技術は、1つの側面内に、表面粗さの異なる領域が存在するので、これらが光学的特性や寸法精度に影響する虞がある。また側面の加工はエリアが狭いので、2種類の表面粗さの領域を作り分けると、加工工程が増加し、コスト高になる。
そして、コーナー部の表面粗さと側面の表面粗さを近似させつつ、ハンドリング性を向上させること、前記ハンドリング性を向上させるコーナー部を容易に形成することを鋭意研究し、本発明を想到するに至った。
尚、算術平均粗さRa、十点平均粗さRzjisは、JIS B0601−2001で定義されるものである。
コーナー部の十点平均粗さRzjisを前記側面の十点平均粗さRzjisよりも大きい値としたことにより、コーナー部4における算術平均粗さRaは側面3の算術平均粗さRaよりも大きくなる。前記側面の算術平均粗さRaが、一般的に0.010μm以下であることからして、コーナー部4における算術平均粗さRa(最大値)は0.015μmとなる。
一方、側面が鏡面状態の場合は、コーナー部4における算術平均粗さRa(最小値)は0.003μmとなる。
このように、前記コーナー部の算術平均粗さRaが0.003μm以上0.015μm以下とすることにより、光学的特性や寸法精度への影響を排除することができる。
尚、この最大高さRzは、算術平均粗さRa、十点平均粗さRzjisと同様に、JIS B0601−2001で定義されるものである。
このように、4つのうち少なくとも一つのコーナー部の算術平均粗さRaが他のコーナー部の算術平均粗さRaと異なるように構成されている場合には、前記コーナー部を用いて基板の表裏、基板の方向などを識別することができる。
なお、前記コーナー研磨工程における研磨時間は、前記コーナー部における算術平均粗さRaと前記側面における算術平均粗さRaとを同じにするのに必要な時間の半分の研磨時間であることが望ましい。
このような製造方法によれば、前記した本発明にかかるフォトマスク用基板を得ることができ、また、その効果を奏することができる。
また、本発明かかるフォトマスク用基板の製造方法によれば、加工コストを増大させることなく、前記フォトマスク用基板を容易に製造することができる。
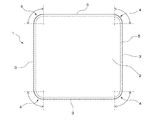
本発明の実施形態に係るフォトマスク用基板1は、例えばIC用のフォトマスク用基板やLCD用のフォトマスク用基板として用いられるものであり、その用途によって大きさが異なる。
例えばIC用のフォトマスク用基板の場合には、例えば、その一辺の長さLが152mmであり、厚さDが6.35mmの合成シリカガラスにより形成される。また、LCD用のフォトマスク用基板の場合には、例えば、その一辺の長さLが850mm(直交する他辺の長さLは1200mm)であり、厚さDが10mmの合成シリカガラスにより形成される。
尚、コーナー部4とは、図1に示すように、平面視上、側面3のうち隣り合う2つの側面間に形成された曲線(曲面)で表された領域を意味する。
なお、主表面の十点平均粗さRzjis、および最大高さRzは、算術平均粗さRaを0.25nm以下としたときに得られる値の範囲であれば、特に制限されない。
このようにすることで、研磨する際使用される研磨砥粒の補足等のリスクを抑制することが可能となる。
また、1つの側面3内に、表面粗さの異なる領域が形成されていないため、所定の光学的特性や寸法精度が得られる。
具体的には、コーナー部4の算術平均粗さRaは側面3の算術平均粗さRaよりは若干大きく、コーナー部4の十点平均粗さRzjisは側面3における十点平均粗さRzjisよりも大きい。
また、コーナー部4の十点平均粗さRzjisが側面3における十点平均粗さRzjisよりも大きくなるように形成されているため、コーナー部は滑りにくく、落下等の作業エラーのリスクを低減できる。
コーナー部4における算術平均粗さRaを0.015μm以下とすることで、切削加工により生じた凹凸や微細な裂溝に研磨粒子等が捕捉される原因となる、ピンホール等の欠陥を十分に除去することができ、また、フォトマスク用基板1全体における光学的特性を十分に確保することができる。
具体的には、側面の算術平均粗さRaが0.001μmの場合に、コーナー部4における算術平均粗さRaは0.015μmとなる。一方、側面が鏡面状態の場合に、コーナー部4における算術平均粗さRaは0.003μmとなる。
このように、側面3とコーナー部4の十点平均粗さRzjisを異なるようにすることで、側面3とコーナー部4との間の境界の識別が容易となり、側面3とコーナー部4との間の境界を測定点とした外寸測定が容易となる。
コーナー部4における十点平均粗さRzjisが0.07μm未満の場合、例えば図2にハッチングを用いて模式的に示したように、コーナー部4の微細な凹凸形状をCCDカメラで観察することが困難であり、側面3とコーナー部4との間の境界の識別がより困難となる。
コーナー部4における十点平均粗さRzjisが0.15μmを超える場合には、コーナー部4において、研磨砥粒の捕捉などのリスクが高まるレベルの局所的な凹凸が存在していることになり、好ましくない。
十点平均粗さRzjisと最大高さRzとの差Δを0.02μm未満とすることは、コーナー部4における微細な凹凸形状を除去することになり、好ましくない。
即ち、十点平均粗さRzjisと最大高さRzとの差Δを0.02μm以上とすることにより、加工面精度を必要以上に高精度としなくても、フォトマスク用基板1全体における光学的特性を十分に確保することができる。
一方、コーナー部4における十点平均粗さRzjisと最大高さRzとの差Δが0.05μmを超える場合には、コーナー部4において、研磨砥粒の捕捉などのリスクが高まるレベルの局所的な凹凸が存在していることになり、好ましくない。
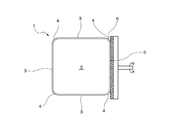
次に、図3および図4を参照しながら、本発明の実施形態に係るフォトマスク用基板の製造方法を説明する。図3および図4は、本発明の実施形態に係るフォトマスク用基板の製造方法の一工程を模式的に示す平面図である。
具体的には、この合成シリカガラスの板状材料を、側面3および面取り面5の形状の型が成形された総型砥石を用いて端面および角を研削し、側面3、コーナー部4、および面取り面5の形状を加工する。
研磨パッド6は、例えば直径350mmの平滑な円盤形状のものを用い、酸化セリウムのスラリーを供給しながら、研磨パッド6にフォトマスク用基板1の側面3を所定の力で押し当てて研磨を行う。なお、研磨剤は、酸化セリウムの他に、コロイダルシリカやジルコニア等を用いることも可能である。
具体的には、研磨パッド6としてはポリウレタン製の樹脂が用いられる。また、研磨剤の粒度としては、平均粒径1μm程度が用いられ、さらに、押し当て圧力を500〜1500g/cm2とする。
尚、側面3とコーナー部4の研磨において、研磨剤の粒度、研磨時間を変化させることにより、算術平均粗さRaと十点平均粗さRzjisを変化させることができるが、製造コストの面から、研磨パッド6および研磨剤は同一のものを使用し、研磨時間のみを変化させることが好ましい。
そして、算術平均粗さRaが0.003μm〜0.015μm、十点平均粗さRzjisが0.07μm〜0.15μm、十点平均粗さRzjisと最大高さRzとの差Δが0.02μm〜0.05μmのコーナー部を得る。
更に、以下に示す実施例に基づいて、本発明を説明する。尚、本発明は、下記に示す実施例に限定されるものではない。
(実施例1)
152mm角、厚さ6.35mmの板状の合成シリカガラスを用意し、側面および面取り面の形状の型が成形された総型砥石を用いて端面および角を研削し、側面、コーナー部、および面取り面を加工した。コーナー部は曲率半径2.5mmの曲面形状に加工した。
研磨パッド及び研磨剤は、側面研磨工程と同一のものを用い、研磨剤を供給しながら、研磨パッド6にフォトマスク用基板1のコーナー部4を側面研磨工程と同一の力で押し当てながら、ワーク(フォトマスク用基板1)を水平方向に90度回転させながら研磨を行った。尚、研磨パッドの回転数は、側面研磨工程と同一とした。また、各コーナー部に対するコーナー研磨工程における研磨時間は、1コーナー部あたり15秒の研磨を各コーナー部に対して4回行った(総計60秒)。
その結果、側面の算術平均粗さRaは0.010μm、コーナー部の算術平均粗さRaは0.014μm、コーナー部の十点平均粗さRzjisは0.073μm、コーナー部の十点平均粗さRzjisと最大高さRzとの差Δは0.021μmであった。
また、実施例1のフォトマスク用基板では、側面とコーナー部との境界を検出することができ、さらに、四隅のコーナー部における表面粗さや凹凸形状に差異を設けることで基板の向きを特定することも可能である。
尚、側面とコーナー部の総研磨時間が同じであるにも拘わらず、側面とコーナー部の算術平均粗さRaに違いが生じるのは、側面は研磨パッドに対して垂直に当接するのに対して、コーナー部は研磨パッドに対して回転しながら当接するためと考えられる。
各コーナー部に対するコーナー研磨工程における研磨時間を、1コーナー部あたり15秒の研磨を、各コーナー部に対して8回行い(総計120秒)、それ以外は、実施例1と同様に行って、比較例1のフォトマスク用基板を製造した。即ち、比較例1におけるコーナー研磨工程の研磨時間は、実施例1における研磨時間の2倍とした。
このように、側面の算術平均粗さRaとコーナー部の算術平均粗さRaを同一にするには、コーナー部の研磨時間を実施例1との比較で2倍にする必要が生じるので、製造効率が低い。また、比較例1のコーナー部は実施例1との比較では滑りやすく、ハンドリング特性に劣るものであった。さらに、比較例1では、側面とコーナー部との境界を検出することができなかった。
2 主表面
3 側面
4 コーナー部
5 面取り面
6 研磨パッド
Claims (5)
- 互いに対向する2つの主表面と、前記2つの主表面との間に形成された側面と、前記側面のうち隣り合う2つの間に形成されたコーナー部と、を備えるシリカガラスからなるフォトマスク用基板であって、
前記コーナー部は、算術平均粗さRaが0.003μm以上0.015μm以下であり、
前記コーナー部の十点平均粗さRzjisが前記側面の十点平均粗さRzjisよりも大きい値であることを特徴とするフォトマスク用基板。 - 前記コーナー部は、十点平均粗さRzjisが0.07μm以上0.15μm以下であり、前記十点平均粗さRzjisと最大高さRzとの差が0.02μm以上0.05μm以下であることを特徴とする請求項1に記載されたフォトマスク用基板。
- 4つのコーナー部を備え、4つのうち少なくとも一つのコーナー部の算術平均粗さRaが他のコーナー部の算術平均粗さと異なることを特徴とする請求項1または請求項2に記載されたフォトマスク用基板。
- 互いに対向する2つの主表面と、前記2つの主表面との間に形成された側面と、前記側面のうち隣り合う2つの間に形成されたコーナー部と、を備えるシリカガラスからなるフォトマスク用基板の製造方法であって、
前記側面に研磨パッドを押し当てて研磨する側面研磨工程と、
前記コーナー部に前記研磨パッドを押し当てて研磨するコーナー研磨工程と、
を含み、
前記コーナー研磨工程における研磨時間を調整することにより、前記コーナー部の算術平均粗さRaが0.003μm以上0.015μm以下であり、かつ前記コーナー部の十点平均粗さRzjisが前記側面の十点平均粗さRzjisよりも大きいことを特徴とするフォトマスク用基板の製造方法。 - 前記コーナー研磨工程における研磨時間は、前記コーナー部における算術平均粗さRaと前記側面における算術平均粗さRaとを同じにするのに必要な時間の半分の研磨時間であることを特徴とする請求項4に記載のフォトマスク用基板の製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2018120462A JP6948988B2 (ja) | 2018-06-26 | 2018-06-26 | フォトマスク用基板およびその製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2018120462A JP6948988B2 (ja) | 2018-06-26 | 2018-06-26 | フォトマスク用基板およびその製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2020003547A true JP2020003547A (ja) | 2020-01-09 |
| JP6948988B2 JP6948988B2 (ja) | 2021-10-13 |
Family
ID=69099843
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2018120462A Active JP6948988B2 (ja) | 2018-06-26 | 2018-06-26 | フォトマスク用基板およびその製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6948988B2 (ja) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2021109000A (ja) * | 2020-01-14 | 2021-08-02 | 株式会社大都技研 | 遊技台 |
| JP7518517B2 (ja) | 2020-03-11 | 2024-07-18 | 株式会社大一商会 | 遊技機 |
| JP7518516B2 (ja) | 2020-03-11 | 2024-07-18 | 株式会社大一商会 | 遊技機 |
| JP7518515B2 (ja) | 2020-03-11 | 2024-07-18 | 株式会社大一商会 | 遊技機 |
Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0571855U (ja) * | 1992-02-28 | 1993-09-28 | 大日本印刷株式会社 | フォトマスク用ガラス基板 |
| WO2004051369A1 (ja) * | 2002-12-03 | 2004-06-17 | Hoya Corporation | フォトマスクブランク、及びフォトマスク |
| JP2009006457A (ja) * | 2007-06-29 | 2009-01-15 | Ohara Inc | 基板の製造方法 |
| WO2010092937A1 (ja) * | 2009-02-13 | 2010-08-19 | Hoya株式会社 | マスクブランク用基板、マスクブランクおよびフォトマスク |
| JP2011207739A (ja) * | 2010-03-08 | 2011-10-20 | Asahi Glass Co Ltd | ガラス基板 |
| JP2017120416A (ja) * | 2015-12-29 | 2017-07-06 | Hoya株式会社 | フォトマスク基板、フォトマスクブランク、フォトマスク、フォトマスク基板の製造方法、フォトマスクの製造方法、及び表示装置の製造方法 |
| JP2018076207A (ja) * | 2016-11-10 | 2018-05-17 | 旭硝子株式会社 | ガラス板およびガラス板の製造方法 |
| JP2018106147A (ja) * | 2016-12-22 | 2018-07-05 | Hoya株式会社 | 表示装置製造用のマスクブランク用基板、マスクブランク及びマスク、並びにそれらの製造方法 |
-
2018
- 2018-06-26 JP JP2018120462A patent/JP6948988B2/ja active Active
Patent Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0571855U (ja) * | 1992-02-28 | 1993-09-28 | 大日本印刷株式会社 | フォトマスク用ガラス基板 |
| WO2004051369A1 (ja) * | 2002-12-03 | 2004-06-17 | Hoya Corporation | フォトマスクブランク、及びフォトマスク |
| JP2009006457A (ja) * | 2007-06-29 | 2009-01-15 | Ohara Inc | 基板の製造方法 |
| WO2010092937A1 (ja) * | 2009-02-13 | 2010-08-19 | Hoya株式会社 | マスクブランク用基板、マスクブランクおよびフォトマスク |
| JP2011207739A (ja) * | 2010-03-08 | 2011-10-20 | Asahi Glass Co Ltd | ガラス基板 |
| JP2017120416A (ja) * | 2015-12-29 | 2017-07-06 | Hoya株式会社 | フォトマスク基板、フォトマスクブランク、フォトマスク、フォトマスク基板の製造方法、フォトマスクの製造方法、及び表示装置の製造方法 |
| JP2018076207A (ja) * | 2016-11-10 | 2018-05-17 | 旭硝子株式会社 | ガラス板およびガラス板の製造方法 |
| JP2018106147A (ja) * | 2016-12-22 | 2018-07-05 | Hoya株式会社 | 表示装置製造用のマスクブランク用基板、マスクブランク及びマスク、並びにそれらの製造方法 |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2021109000A (ja) * | 2020-01-14 | 2021-08-02 | 株式会社大都技研 | 遊技台 |
| JP7518517B2 (ja) | 2020-03-11 | 2024-07-18 | 株式会社大一商会 | 遊技機 |
| JP7518516B2 (ja) | 2020-03-11 | 2024-07-18 | 株式会社大一商会 | 遊技機 |
| JP7518515B2 (ja) | 2020-03-11 | 2024-07-18 | 株式会社大一商会 | 遊技機 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP6948988B2 (ja) | 2021-10-13 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2020003547A (ja) | フォトマスク用基板およびその製造方法 | |
| CN105612605B (zh) | 镜面研磨晶圆的制造方法 | |
| CN103934747A (zh) | 玻璃基板的研磨方法及制造方法、以及研磨装置 | |
| JP5472073B2 (ja) | 半導体ウェーハ及びその製造方法 | |
| CN109676437B (zh) | 碳化硅晶片及其制造方法 | |
| JP5768554B2 (ja) | 磁気記録媒体用ガラス基板の製造方法および磁気記録媒体用ガラス基板 | |
| CN102441828A (zh) | 玻璃板的端缘部研磨方法 | |
| CN110088058B (zh) | 玻璃板及玻璃板的制造方法 | |
| KR20100109864A (ko) | 대형 합성 석영 유리 기판의 제조 방법 | |
| KR20140056046A (ko) | 각형 금형용 기판 | |
| US20200270174A1 (en) | Method for manufacturing disk-shaped glass substrate, method for manufacturing thin glass substrate, method for manufacturing light-guiding plate, and disk-shaped glass substrate | |
| JP7035777B2 (ja) | 半導体用基板およびその製造方法 | |
| JP6610587B2 (ja) | ウェーハの製造方法 | |
| JP5074845B2 (ja) | 半導体ウェハの研削方法、及び半導体ウェハの加工方法 | |
| CN1545723A (zh) | 半导体晶片 | |
| JP5858623B2 (ja) | 金型用基板 | |
| JP2021132102A (ja) | 半導体ウェーハの製造方法 | |
| CN117460597A (zh) | 具有凸多边形磨料部件的双面研磨设备 | |
| WO2022219955A1 (ja) | 半導体ウェーハの製造方法 | |
| TWI877635B (zh) | 晶圓的單面拋光方法、晶圓的製造方法、及晶圓的單面拋光裝置 | |
| TWI851227B (zh) | 晶圓的單面拋光方法、晶圓的製造方法、及晶圓的單面拋光裝置 | |
| JP2020003548A (ja) | フォトマスク用基板およびその製造方法 | |
| TWI744539B (zh) | 半導體用基板及其製造方法 | |
| JP2009006457A (ja) | 基板の製造方法 | |
| CN108987413B (zh) | 半导体用基板及其制造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20201106 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20210820 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20210831 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20210921 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6948988 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| S533 | Written request for registration of change of name |
Free format text: JAPANESE INTERMEDIATE CODE: R313533 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |