JP2020006391A - 長尺金属材用冷却床 - Google Patents
長尺金属材用冷却床 Download PDFInfo
- Publication number
- JP2020006391A JP2020006391A JP2018128446A JP2018128446A JP2020006391A JP 2020006391 A JP2020006391 A JP 2020006391A JP 2018128446 A JP2018128446 A JP 2018128446A JP 2018128446 A JP2018128446 A JP 2018128446A JP 2020006391 A JP2020006391 A JP 2020006391A
- Authority
- JP
- Japan
- Prior art keywords
- flap
- metal material
- long metal
- shaft
- metal strip
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images








Landscapes
- Attitude Control For Articles On Conveyors (AREA)
Abstract
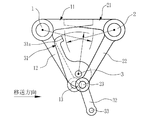
【解決手段】 長尺金属材Cの長手方向に並んで交互に配列された第1フラップ11と第2フラップ21とが、各フラップ11,21の長さ以上の間隔を空けて互いに平行に配置された第1軸1と第2軸2とに、水平状態と斜め下向きに傾斜した状態とに回転するように取り付けられ、各フラップ11,21の上面が長尺金属材Cの断面形状に応じた角度で斜め下向きに傾斜することにより形成されるV字形の凹部内に長尺金属材Cを落とし込むとともに、いずれか一方のフラップ11,21が他方のフラップに先行して水平状態に復帰することにより長尺金属材Cを転回させるように構成されている。
【選択図】図4
Description
Claims (4)
- 高温の長尺金属材をその長手方向に対して直交する方向に横送りする過程で前記長尺金属材を冷却する長尺金属材用冷却床であって、
前記長尺金属材を載せる第1フラップと第2フラップとが、前記長尺金属材の長手方向に並んで交互に配列され、
前記長尺金属材の移送方向に前記第1フラップおよび前記第2フラップの長さ以上の間隔を空けて第1軸と第2軸とが前記長尺金属材の長手方向に向けかつ互いに平行に配置され、
前記第1フラップは前記第1軸側から前記第2軸側に延びている上面が水平状態と前記第1軸から斜め下向きに傾斜した状態とに回転するように前記第1軸によって保持されるとともに、
前記第2フラップは前記第2軸側から前記第1軸側に延びている上面が水平状態と前記第2軸から斜め下向きに傾斜した状態とに回転するように前記第2軸によって保持され、
前記第1フラップと前記第2フラップとのそれぞれの前記上面が前記長尺金属材の断面形状に応じた角度で斜め下向きに傾斜することにより前記第1フラップと前記第2フラップとの間に形成されるV字形の凹部内に前記長尺金属材を落とし込むとともに、前記第1フラップと前記第2フラップとのいずれか一方のフラップが他方のフラップに先行して水平状態に復帰することにより前記長尺金属材を転回させるように構成されている
ことを特徴とする長尺金属材用冷却床。 - 請求項1に記載の長尺金属材用冷却床において、
前記凹部内に落とし込まれて前記第1フラップと前記第2フラップとのいずれか一方の上面に接触している前記長尺金属材を前記第1フラップと前記第2フラップとのいずれか他方の上面に向けて押圧することにより前記長尺金属材を前記いずれか他方の上面にもたれ掛からせるプッシュアームが前記第1フラップと前記第2フラップとの間に設けられていることを特徴とする長尺金属材用冷却床。 - 請求項1または2に記載の長尺金属材用冷却床において、
前記長尺金属材の移送方向で上流側の先端部が前記第1フラップと前記第2フラップとによって水平に保持されている前記長尺金属材に対して起き上がって前記長尺金属材を持ち上げるとともに前記移送方向での下流側に滑らせるリフティングブレードが、前記第1フラップと前記第2フラップとの間に配置されていることを特徴とする長尺金属材用冷却床。 - 請求項3に記載の長尺金属材用冷却床において、
前記リフティングブレードの前記移送方向での上流側の先端部は、前記第1フラップおよび前記第2フラップの上面より上側に起き上がった状態で、前記移送方向の上流側から滑ってくる前記長尺金属材を突き当てて停止させるストッパ面となっていることを特徴とする長尺金属材用冷却床。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2018128446A JP6845530B2 (ja) | 2018-07-05 | 2018-07-05 | 長尺金属材用冷却床 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2018128446A JP6845530B2 (ja) | 2018-07-05 | 2018-07-05 | 長尺金属材用冷却床 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2020006391A true JP2020006391A (ja) | 2020-01-16 |
| JP6845530B2 JP6845530B2 (ja) | 2021-03-17 |
Family
ID=69149939
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2018128446A Active JP6845530B2 (ja) | 2018-07-05 | 2018-07-05 | 長尺金属材用冷却床 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6845530B2 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN120023274A (zh) * | 2025-04-21 | 2025-05-23 | 河南锐石超硬新材料有限公司 | 一种钢筋剪切装置 |
Citations (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS476437Y1 (ja) * | 1967-10-09 | 1972-03-07 | ||
| JPS4841829U (ja) * | 1971-09-27 | 1973-05-29 | ||
| JPS4853466A (ja) * | 1971-11-08 | 1973-07-27 | ||
| JPS5048371U (ja) * | 1973-08-30 | 1975-05-13 | ||
| JPS5123418A (ja) * | 1974-08-21 | 1976-02-25 | Nippon Steel Corp | Chojakukinzokuzairyono reikyakuhoho |
| JPS5150778U (ja) * | 1974-10-17 | 1976-04-17 | ||
| JPS5265134U (ja) * | 1976-10-01 | 1977-05-13 | ||
| JPS5760710U (ja) * | 1980-09-30 | 1982-04-10 | ||
| JPS59174212A (ja) * | 1983-03-25 | 1984-10-02 | Hitachi Ltd | 転回式冷却床 |
| JPS61107407U (ja) * | 1984-12-14 | 1986-07-08 | ||
| JPS63122705U (ja) * | 1987-01-27 | 1988-08-10 | ||
| JPH0391110U (ja) * | 1989-12-28 | 1991-09-17 | ||
| US5169275A (en) * | 1991-03-21 | 1992-12-08 | International Mill Service, Inc. | Automatic slab turner |
| JP2003320408A (ja) * | 2002-04-30 | 2003-11-11 | Daido Steel Co Ltd | 角材の転回方法および装置 |
-
2018
- 2018-07-05 JP JP2018128446A patent/JP6845530B2/ja active Active
Patent Citations (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS476437Y1 (ja) * | 1967-10-09 | 1972-03-07 | ||
| JPS4841829U (ja) * | 1971-09-27 | 1973-05-29 | ||
| JPS4853466A (ja) * | 1971-11-08 | 1973-07-27 | ||
| JPS5048371U (ja) * | 1973-08-30 | 1975-05-13 | ||
| JPS5123418A (ja) * | 1974-08-21 | 1976-02-25 | Nippon Steel Corp | Chojakukinzokuzairyono reikyakuhoho |
| JPS5150778U (ja) * | 1974-10-17 | 1976-04-17 | ||
| JPS5265134U (ja) * | 1976-10-01 | 1977-05-13 | ||
| JPS5760710U (ja) * | 1980-09-30 | 1982-04-10 | ||
| JPS59174212A (ja) * | 1983-03-25 | 1984-10-02 | Hitachi Ltd | 転回式冷却床 |
| JPS61107407U (ja) * | 1984-12-14 | 1986-07-08 | ||
| JPS63122705U (ja) * | 1987-01-27 | 1988-08-10 | ||
| JPH0391110U (ja) * | 1989-12-28 | 1991-09-17 | ||
| US5169275A (en) * | 1991-03-21 | 1992-12-08 | International Mill Service, Inc. | Automatic slab turner |
| JP2003320408A (ja) * | 2002-04-30 | 2003-11-11 | Daido Steel Co Ltd | 角材の転回方法および装置 |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN120023274A (zh) * | 2025-04-21 | 2025-05-23 | 河南锐石超硬新材料有限公司 | 一种钢筋剪切装置 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP6845530B2 (ja) | 2021-03-17 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US2867205A (en) | Stone splitting machine | |
| US4386641A (en) | Retractable cant supports for lumber cant positioner-feeders | |
| JP2020006391A (ja) | 長尺金属材用冷却床 | |
| KR20100003673U (ko) | 형강용 터너 장치 | |
| TWI659915B (zh) | 型鋼的堆積裝置 | |
| US2820542A (en) | Live conveyor | |
| KR101586192B1 (ko) | 소재 반전냉각장치 | |
| US4513853A (en) | Cooling bed construction | |
| JP5468352B2 (ja) | 棒状ワークの切断方法 | |
| JP5281343B2 (ja) | 冷却床搬入装置 | |
| JP7295498B2 (ja) | 搬送機構 | |
| US3916660A (en) | Cooling bed apparatus | |
| US4578011A (en) | Device for charging steel products in a reheating or treatment furnace | |
| US2557170A (en) | Hotbed attachment | |
| US943373A (en) | Hotbed. | |
| US2745535A (en) | Beam turning device | |
| JP6485806B2 (ja) | 連続式熱処理炉用プッシャーユニット、連続式熱処理炉および連続式熱処理方法 | |
| US1015350A (en) | Transfer mechanism for hotbeds. | |
| KR100851210B1 (ko) | 가열로의 슬라브 이송 장치 | |
| JPH01115512A (ja) | 定寸機 | |
| JP2012240071A (ja) | 鋳片のバリ取り装置 | |
| US2924132A (en) | Cooling bed stop | |
| JP2020138284A (ja) | 搬送装置 | |
| SU1488141A1 (ru) | Поточна лини дл разделени проката на заготовки | |
| JP7027665B2 (ja) | 搬送装置および搬送方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20190516 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20200110 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20200121 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A821 Effective date: 20200221 Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20200221 |
|
| RD02 | Notification of acceptance of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7422 Effective date: 20200221 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20201215 |
|
| RD01 | Notification of change of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7426 Effective date: 20201215 |
|
| RD02 | Notification of acceptance of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7422 Effective date: 20201215 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20210209 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20210212 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6845530 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R154 | Certificate of patent or utility model (reissue) |
Free format text: JAPANESE INTERMEDIATE CODE: R154 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |