JP2020006587A - 接合体とその製造方法 - Google Patents
接合体とその製造方法 Download PDFInfo
- Publication number
- JP2020006587A JP2020006587A JP2018129950A JP2018129950A JP2020006587A JP 2020006587 A JP2020006587 A JP 2020006587A JP 2018129950 A JP2018129950 A JP 2018129950A JP 2018129950 A JP2018129950 A JP 2018129950A JP 2020006587 A JP2020006587 A JP 2020006587A
- Authority
- JP
- Japan
- Prior art keywords
- adhesive
- cnc
- joined body
- temperature
- added
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images











Landscapes
- Adhesives Or Adhesive Processes (AREA)
- Lining Or Joining Of Plastics Or The Like (AREA)
Abstract
【課題】接着剤の硬化時間を短縮できる接合体とその製造方法の提供。【解決手段】(i)接着剤30にCNC40が添加されているため、CNC40が添加された接着剤30に電磁波を照射することで、CNC40内に誘導起電力が発生し電流が流れ、ジュール熱が発生する。よって、電磁波を照射することでCNC40を発熱させることができ、これによって接着剤30を加熱して硬化させることができる。(ii)また、CNC40はコイル状(らせん状)であるため、CNC40と接着剤30との接触面積が大きい。よって、CNC40の熱を効率よく接着剤30に伝えることができ、効率よく接着剤30を加熱して硬化させることができる。上記(i),(ii)により、接着材30の硬化時間を短縮できる。【選択図】 図1
Description
本発明は、熱硬化性樹脂製の接着剤を用いて接合した接合体とその製造方法に関する。
特開2010−234524号公報は、CFRP(Carbon Fiber Reinforced Plastics)製部品同士を接着する接着剤にカーボンナノチューブを添加することで、接着剤硬化後における接着剤の接着力を向上する技術を開示している。
しかし、上記公報開示の技術には、つぎの問題点がある。
接着剤の硬化時間が1〜2時間程度と長い。そのため、接着剤の硬化時間を短縮する点において改善の余地がある。
接着剤の硬化時間が1〜2時間程度と長い。そのため、接着剤の硬化時間を短縮する点において改善の余地がある。
本発明の目的は、接着剤の硬化時間を短縮できる接合体とその製造方法を提供することにある。
上記目的を達成する本発明はつぎの通りである。
(1) 第1部品と第2部品とを熱硬化性樹脂製の接着剤を用いて接合した接合体であって、
前記接着剤にカーボンナノコイルが添加されていることを特徴とする接合体。
(2) 前記カーボンナノコイルの前記接着剤への添加率は、前記接着剤に対する質量比で3%以上である、(1)記載の接合体。
(3) 前記カーボンナノコイルの前記接着剤への添加率は、前記接着剤に対する質量比で4%以下である、(1)または(2)記載の樹脂接合体。
(4) 電磁波を照射して前記カーボンナノコイルを発熱させることで前記接着剤は加熱されて硬化されている、(1)〜(3)のいずれか1つに記載の接合体。
(5) 前記第1、第2部品は、CFRP製である、(1)〜(4)のいずれか1つに記載の接合体。
(6) 熱硬化性樹脂製の接着剤にカーボンナノコイルを添加するCNC添加工程と、
第1部品と第2部品を前記カーボンナノコイルが添加された前記接着剤を介して接触させ、電磁波を照射して前記カーボンナノコイルを発熱させることで前記接着剤を加熱して硬化させる、接着剤硬化工程と、
を有する接合体の製造方法。
(1) 第1部品と第2部品とを熱硬化性樹脂製の接着剤を用いて接合した接合体であって、
前記接着剤にカーボンナノコイルが添加されていることを特徴とする接合体。
(2) 前記カーボンナノコイルの前記接着剤への添加率は、前記接着剤に対する質量比で3%以上である、(1)記載の接合体。
(3) 前記カーボンナノコイルの前記接着剤への添加率は、前記接着剤に対する質量比で4%以下である、(1)または(2)記載の樹脂接合体。
(4) 電磁波を照射して前記カーボンナノコイルを発熱させることで前記接着剤は加熱されて硬化されている、(1)〜(3)のいずれか1つに記載の接合体。
(5) 前記第1、第2部品は、CFRP製である、(1)〜(4)のいずれか1つに記載の接合体。
(6) 熱硬化性樹脂製の接着剤にカーボンナノコイルを添加するCNC添加工程と、
第1部品と第2部品を前記カーボンナノコイルが添加された前記接着剤を介して接触させ、電磁波を照射して前記カーボンナノコイルを発熱させることで前記接着剤を加熱して硬化させる、接着剤硬化工程と、
を有する接合体の製造方法。
上記(1)〜(5)の接合体および上記(6)の接合体の製造方法によれば、つぎの効果を得ることができる。
(i)熱硬化性樹脂製の接着剤にカーボンナノコイルが添加されているため、カーボンナノコイルを発熱させることで接着剤を加熱して硬化させることができる。具体的には、カーボンナノコイルが添加された接着剤に電磁波を照射することで、カーボンナノコイル内に誘導起電力が発生し電流が流れ、ジュール熱が発生する。よって、電磁波を照射することでカーボンナノコイルを発熱させることができ、これによって接着剤を加熱して硬化させることができる。
(ii)また、カーボンナノコイルはコイル状(らせん状)であるため、カーボンナノコイルと接着剤との接触面積が大きい。よって、カーボンナノコイルの熱を効率よく接着剤に伝えることができ、効率よく接着剤を加熱して硬化させることができる。
上記(i),(ii)により、接着材の硬化時間を短縮できる。
(i)熱硬化性樹脂製の接着剤にカーボンナノコイルが添加されているため、カーボンナノコイルを発熱させることで接着剤を加熱して硬化させることができる。具体的には、カーボンナノコイルが添加された接着剤に電磁波を照射することで、カーボンナノコイル内に誘導起電力が発生し電流が流れ、ジュール熱が発生する。よって、電磁波を照射することでカーボンナノコイルを発熱させることができ、これによって接着剤を加熱して硬化させることができる。
(ii)また、カーボンナノコイルはコイル状(らせん状)であるため、カーボンナノコイルと接着剤との接触面積が大きい。よって、カーボンナノコイルの熱を効率よく接着剤に伝えることができ、効率よく接着剤を加熱して硬化させることができる。
上記(i),(ii)により、接着材の硬化時間を短縮できる。
上記(2)の接合体によれば、つぎの効果を得ることができる。
カーボンナノコイルの接着剤への添加率が、接着剤に対する質量比で3%以上であるため、カーボンナノコイルの発熱により、硬化して接着強度が得られる温度以上に接着剤を加熱することができる。
カーボンナノコイルの接着剤への添加率が、接着剤に対する質量比で3%以上であるため、カーボンナノコイルの発熱により、硬化して接着強度が得られる温度以上に接着剤を加熱することができる。
上記(3)の接合体によれば、つぎの効果を得ることができる。
カーボンナノコイルの接着剤への添加率が、接着剤に対する質量比で4%以下であるため、カーボンナノコイルを接着剤に混ぜ合わせることができ、カーボンナノコイルが添加された接着剤を第1、第2部品の少なくとも一方に塗布することができる。
カーボンナノコイルの接着剤への添加率が、接着剤に対する質量比で4%以下であるため、カーボンナノコイルを接着剤に混ぜ合わせることができ、カーボンナノコイルが添加された接着剤を第1、第2部品の少なくとも一方に塗布することができる。
上記(5)の接合体によれば、つぎの効果を得ることができる。
第1、第2部品が、CFRP製であるため、カーボンナノコイルが添加された接着剤に照射される電磁波により、CFRP内のカーボンファイバーも発熱させることができる。よって、カーボンナノコイルが添加された接着剤を、カーボンナノコイルだけでなく第1、第2部品内のカーボンファイバーによっても加熱でき、接着剤の硬化時間の短縮に有利である。
第1、第2部品が、CFRP製であるため、カーボンナノコイルが添加された接着剤に照射される電磁波により、CFRP内のカーボンファイバーも発熱させることができる。よって、カーボンナノコイルが添加された接着剤を、カーボンナノコイルだけでなく第1、第2部品内のカーボンファイバーによっても加熱でき、接着剤の硬化時間の短縮に有利である。
以下に、本発明の接合体とその製造方法について説明する。
本発明の接合体1は、図1に示すように、第1部品10と第2部品20(異なる2つの部品、被着体)を接着剤30を用いて接合した接合体である。第1、第2部品10,20は、ともに樹脂製部品であり、樹脂製部品はたとえばCFRP(Carbon Fiber Reinforced Plastics)製部品である。ただし、第1、第2部品10,20は、ともに金属製部品であってもよく、一方が金属製部品であり他方が樹脂製部品であってもよい。
本発明の接合体1は、たとえば自動車用部品などに用いられる。自動車用部品は特に限定されるものではないが、たとえば、フロアパネル、サイドドア、バックドア、フード、ルーフなどである。
接着剤30は、熱硬化性樹脂製の接着剤である。熱硬化性製樹脂には、公知の各種の熱硬化性樹脂を使用可能であり、たとえば、フェノール樹脂、ユリア樹脂、メラニン樹脂、不飽和ポリエステル樹脂、エポキシ樹脂、シリコン樹脂、ポリウレタン樹脂を使用可能である。なお、エポキシ樹脂を使用する場合、エポキシ樹脂は、本剤に含まれる硬化剤が加熱により反応して硬化する一液性エポキシ樹脂であってもよく、本剤と硬化剤を混合することにより硬化する二液性エポキシ樹脂であってもよい。なお、二液性エポキシ樹脂は加熱しなくても室温で硬化するが、硬化時間を短縮するために二液性エポキシ樹脂の場合であっても加熱される。
接着剤30には、カーボンナノコイル(単に、CNCともいう。)40が添加(混入)されている。CNC40は、炭素素材であり、図2に示すように製品状態では粉末状である。CNC40は、走査電子顕微鏡(SEM:Scanning Electron Microscope)画像では、図3の模式図に示すように、スプリングのようなコイル状(らせん状)である。CNC40のコイル径(外直径)は、数nm〜数百nm程度である。CNC40は、一定のコイル径とコイルピッチで巻かれた規則性を有するコイルであってもよく、これらが不規則に変化した不規則性を有するコイルであってもよい。
CNC40は、電磁波を吸収する特性がある。CNC40は、外部から電磁波が照射されると、コイル内に誘導起電力が発生し電流が流れ、ジュール熱が発生する特性を持つ。そのため、発熱させたCNC40で、CNC40が添加されている接着剤30を加熱して硬化させることができる。CNC40への電磁波照射による発熱は、電子レンジなどの誘導・マイクロ波によるものであってもよく、誘導溶着の技術を用いるものであってもよい。
CNC40は、コイル状であるため、コイル状以外の形状である場合に比べて、接着剤30との接触面積が大きい。そのため、CNC40を発熱させた際に、CNC40の熱を効率よく接着剤30に伝えることができる。
CNC40の接着剤30への添加率(含有量)は、接着剤30に対する質量比で3%以上であり、4%以下であることが望ましい。CNC40の接着剤30への添加率が3%未満である場合、CNC40の発熱だけでは、硬化して接着剤としての接着強度が得られる温度以上に接着剤30を加熱することが困難である。また、CNC40の接着材30への添加率が4%より大きい場合、比較的軽量であるCNC40の接着剤30への添加量が多くなってしまい。CNC40の全部を接着剤30に均一またはほぼ均一に混ぜ合わせることが困難になる。
接合体1の製造方法は、
熱硬化性樹脂製の接着剤30にCNC40を添加するCNC添加工程と、
CNC40が添加された接着剤30を第1部品10と第2部品20の少なくとも一方に塗布する塗布工程と、
第1部品10と第2部品20をCNC40が添加された接着剤30を介して接触させ、電磁波を照射してCNC40を発熱させることで接着剤30を加熱して硬化させる、接着剤硬化工程と、
をこの順に有する。
熱硬化性樹脂製の接着剤30にCNC40を添加するCNC添加工程と、
CNC40が添加された接着剤30を第1部品10と第2部品20の少なくとも一方に塗布する塗布工程と、
第1部品10と第2部品20をCNC40が添加された接着剤30を介して接触させ、電磁波を照射してCNC40を発熱させることで接着剤30を加熱して硬化させる、接着剤硬化工程と、
をこの順に有する。
本発明の接合体1とその製造方法によれば、つぎの作用、効果を得ることができる。
(A)(i)接着剤30にCNC40が添加されているため、CNC40を発熱させることで接着剤30を加熱して硬化させることができる。具体的には、CNC40が添加された接着剤30に電磁波を照射することで、CNC40内に誘導起電力が発生し電流が流れ、ジュール熱が発生する。よって、電磁波を照射することでCNC40を発熱させることができ、これによって接着剤30を加熱して硬化させることができる。
(ii)また、CNC40はコイル状(らせん状)であるため、CNC40と接着剤30との接触面積が大きい。よって、CNC40の熱を効率よく接着剤30に伝えることができ、効率よく接着剤30を加熱して硬化させることができる。
上記(i),(ii)により、接着材30の硬化時間を短縮できる。
(A)(i)接着剤30にCNC40が添加されているため、CNC40を発熱させることで接着剤30を加熱して硬化させることができる。具体的には、CNC40が添加された接着剤30に電磁波を照射することで、CNC40内に誘導起電力が発生し電流が流れ、ジュール熱が発生する。よって、電磁波を照射することでCNC40を発熱させることができ、これによって接着剤30を加熱して硬化させることができる。
(ii)また、CNC40はコイル状(らせん状)であるため、CNC40と接着剤30との接触面積が大きい。よって、CNC40の熱を効率よく接着剤30に伝えることができ、効率よく接着剤30を加熱して硬化させることができる。
上記(i),(ii)により、接着材30の硬化時間を短縮できる。
(B) CNC40の接着剤30への添加率が、接着剤30に対する質量比で3%以上であるため、CNC40の発熱により、硬化して接着強度が得られる温度以上に接着剤30を加熱することができる。
(C) CNC40の接着剤30への添加率が、接着剤30に対する質量比で4%以下であるため、全部のCNC40を接着剤30に均一にまたはほぼ均一に混ぜ合わせることができ、CNC40が添加された接着剤30を第1、第2部品10,20の少なくとも一方に塗布することができる。
(D) 第1、第2部品10,20がCFRP製である場合、CNC40が添加された接着剤30に照射される電磁波により、CNC40だけでなくCFRP内のカーボンファイバーも発熱させることができる。よって、CNC40が添加された接着剤30を、CNC40だけでなく第1、第2部品10,20内のカーボンファイバーによっても加熱でき、接着剤30の硬化時間の短縮に有利である。
(E) 電磁波を照射して接着剤30を加熱させるため、加熱を局所的に行うことができる。そのため、接着剤30を加熱して硬化させるために、接着剤30が塗布された第1、第2部品10,20の全体を乾燥炉に入れるなどして加熱する必要はない。よって、第1、第2部品10,20の意匠面などに面歪が発生することを効果的に抑制できる。
(F) 接着剤30にCNC40が添加されているため、CNC40がスペーサとしても働き、接着剤30で第1、第2部品10,20同士を組付ける(接着する)ときの接着剤30の厚みをCNC40で確保することができる。そのため、接着剤30の厚みを確保するために接着剤30に混入されるスペーサとしてのビーズ(バルーン)を廃止することができる。よって、ビーズが混入される場合に比べて接合体1の軽量化が可能になる。
以下、本発明を実施例によってさらに詳細に説明するが、本発明はこれに限定されるものではない。
〔加熱評価〕
(i)CNC単体、(ii)熱硬化性樹脂製の接着剤単体、(iii)CNCを接着剤に添加した混合体、のそれぞれについて、電磁波による加熱・発熱反応の評価を実施した。
(i)CNC単体、(ii)熱硬化性樹脂製の接着剤単体、(iii)CNCを接着剤に添加した混合体、のそれぞれについて、電磁波による加熱・発熱反応の評価を実施した。
接着剤は、ナガセケムテックス社製の樹脂、デナタイト2204(商品名、以下同じ)を用いた。また、加熱には、東芝社製の電子レンジER−C2(商品名、以下同じ)を用い、測定器(サーモグラフィ)には、FLIR社製のE60(商品名、以下同じ)を用いた。
上記(i)〜(iii)について、それぞれ、加熱時間を10秒、20秒、30秒、60秒、120秒としたときの、加熱後温度、周辺温度(電子レンジ内の温度)、加熱後温度と周辺温度の差、を調べた。得られた結果を表1〜表3にそれぞれ示す。

図5は、表1から得られるCNC単体の加熱結果グラフを示している。
表1と図5から、CNC単体では、周辺温度に比べて加熱後温度が高く、電子レンジで加熱される(発熱する)ことがわかり、120秒(2分)で100℃以上(104℃)まで温度上昇することがわかった。ただし、粉末状のため、温度の下がりが激しく、1〜2秒で急激に温度が下がった。
図6は、表2から得られる接着剤単体の加熱結果グラフを示している。
表2と図6から、接着剤単体では、加熱後温度より周辺温度の方が高かった。そのため、接着剤単体は、電子レンジでは加熱されず、周辺の温度状況に左右されるだけであることが分かった。なお、周辺温度の上昇は、電子レンジ内に存在する空気中の水蒸気が加熱されたものであると推定される。
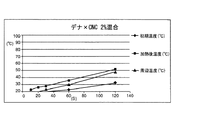
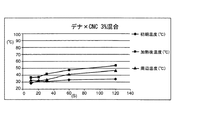
図7〜図11は、表3から得られる混合体(CNCを接着剤に添加した混合体)の加熱結果グラフを示している。なお、図7〜図11は、CNCを接着剤に質量比で1%〜5%添加したときを、それぞれ示している。
表3と図7〜図11から、つぎのことが分かった。
(a)CNCを1%または2%添加
CNCを1%または2%添加では、接着剤単体とほぼ同じ反応を示した。すなわち、CNCを1%または2%添加では、加熱時間120秒で加熱後温度と周辺温度の差が−1.4℃、2.4℃とほとんど無く、周辺の温度状況に左右される割合が大きく混合体の発熱反応は少なかった。このため、CNCを1%または2%添加では、接着剤の加熱による硬化促進はほとんど効果が得られないものであった。
(a)CNCを1%または2%添加
CNCを1%または2%添加では、接着剤単体とほぼ同じ反応を示した。すなわち、CNCを1%または2%添加では、加熱時間120秒で加熱後温度と周辺温度の差が−1.4℃、2.4℃とほとんど無く、周辺の温度状況に左右される割合が大きく混合体の発熱反応は少なかった。このため、CNCを1%または2%添加では、接着剤の加熱による硬化促進はほとんど効果が得られないものであった。
(b)CNCを3%または4%添加
CNCを3%または4%添加では、加熱時間120秒で加熱後温度と周辺温度の差が6.5℃、16.5℃と明確に表れ、周辺温度の影響ではなくCNCによる発熱の影響を受けた温度上昇と考えられる。
しかも、加熱後温度は50〜60℃程度であり、デナタイト2204が硬化して必要な接着強度を得られる温度に達していた。
また、表には示していないが、さらに追加加熱しても(120秒よりもさらに長い時間加熱しても)、加熱後温度は100℃以下の温度域で安定していた。このため、CNCを3%または4%添加は、温度と時間の厳密な管理は不要であり、温度と時間の管理が容易な領域にあることが分かった。
CNCを3%または4%添加では、加熱時間120秒で加熱後温度と周辺温度の差が6.5℃、16.5℃と明確に表れ、周辺温度の影響ではなくCNCによる発熱の影響を受けた温度上昇と考えられる。
しかも、加熱後温度は50〜60℃程度であり、デナタイト2204が硬化して必要な接着強度を得られる温度に達していた。
また、表には示していないが、さらに追加加熱しても(120秒よりもさらに長い時間加熱しても)、加熱後温度は100℃以下の温度域で安定していた。このため、CNCを3%または4%添加は、温度と時間の厳密な管理は不要であり、温度と時間の管理が容易な領域にあることが分かった。
(c)CNCを5%添加
CNCを5%添加では、加熱時間120秒で加熱後温度と周辺温度の差が26.5℃と明確に表れ、周辺温度の影響ではなくCNCによる発熱の影響を受けた温度上昇と考えられる。
また、加熱時間120秒での加熱後温度は87.4℃まで上昇した。しかし、表には示していないが、さらに60秒の追加加熱を行うことで、150℃以上まで過剰発熱した。このため、CNC5%添加は、加熱時間によっては過剰加熱することがわかり、接着される被着体の材質によっては被着体に面歪等の問題が発生するおそれがある。すなわち、CNC5%添加は、安定した温度管理が困難であり、温度と時間の厳密な管理が必要となることが分かった。
CNCを5%添加では、加熱時間120秒で加熱後温度と周辺温度の差が26.5℃と明確に表れ、周辺温度の影響ではなくCNCによる発熱の影響を受けた温度上昇と考えられる。
また、加熱時間120秒での加熱後温度は87.4℃まで上昇した。しかし、表には示していないが、さらに60秒の追加加熱を行うことで、150℃以上まで過剰発熱した。このため、CNC5%添加は、加熱時間によっては過剰加熱することがわかり、接着される被着体の材質によっては被着体に面歪等の問題が発生するおそれがある。すなわち、CNC5%添加は、安定した温度管理が困難であり、温度と時間の厳密な管理が必要となることが分かった。
上記の加熱評価による結果を端的に示すと次のようになる。
CNC単体では120秒で104℃まで上昇したが、接着剤単体では反応しなかった。CNCを接着剤に添加した混合体では、発熱反応は質量比で3%以上のCNC添加が必要であり、CNCを質量比で5%添加すると強反応を示した。
CNC単体では120秒で104℃まで上昇したが、接着剤単体では反応しなかった。CNCを接着剤に添加した混合体では、発熱反応は質量比で3%以上のCNC添加が必要であり、CNCを質量比で5%添加すると強反応を示した。
〔作業性評価〕
CNCの接着剤への添加量による作業性、接着剤状態を調べた。得られた結果を表4に示す。
CNCの接着剤への添加量による作業性、接着剤状態を調べた。得られた結果を表4に示す。
表4から、つぎのことが分かった。
CNCが軽く、接着剤の量に対して、質量比1%添加する場合でも多量のCNCが必要となる。
CNCの添加率を上げていくと、CNCの添加率が上がるにつれて、接着剤が増粘され(固くなり)、CNCの接着剤への混ぜやすさが低下していき、CNC混合接着剤の被着体への塗布作業性が低下していくことが分かった。
具体的には、CNCを質量比で5%以上添加すると、デナタイト2204では固くなりすぎてしまい(混ざりあっていかなくなり)混合することが難しかった。
すなわち、デナタイト2204での実使用割合は、質量比で1〜4%程度と分かった。
CNCが軽く、接着剤の量に対して、質量比1%添加する場合でも多量のCNCが必要となる。
CNCの添加率を上げていくと、CNCの添加率が上がるにつれて、接着剤が増粘され(固くなり)、CNCの接着剤への混ぜやすさが低下していき、CNC混合接着剤の被着体への塗布作業性が低下していくことが分かった。
具体的には、CNCを質量比で5%以上添加すると、デナタイト2204では固くなりすぎてしまい(混ざりあっていかなくなり)混合することが難しかった。
すなわち、デナタイト2204での実使用割合は、質量比で1〜4%程度と分かった。
〔加熱評価と作業性評価によるバランス〕
上記の加熱評価による結果と、作業性評価による結果の両方を考慮すると、加熱評価による結果からはCNC添加を質量比で3%以上にする必要であり、作業性評価による結果からはCNC添加を質量比で4%以下にする必要がある。そのため、加熱評価と作業性評価のバランス調整が重要であり、CNC添加率は質量比で3%以上で4%以下であることが望ましいことがわかった。
上記の加熱評価による結果と、作業性評価による結果の両方を考慮すると、加熱評価による結果からはCNC添加を質量比で3%以上にする必要であり、作業性評価による結果からはCNC添加を質量比で4%以下にする必要がある。そのため、加熱評価と作業性評価のバランス調整が重要であり、CNC添加率は質量比で3%以上で4%以下であることが望ましいことがわかった。
〔強度評価〕
上記の〔加熱評価〕と〔作業性評価〕により、デナタイト2204については、CNC添加量が3%が発熱反応、作業性ともに実用域にあることを確認した。そこで、CNC3%添加時の接着剤の強度を確認し、CNCが接着強度に及ぼす影響を確認した。
上記の〔加熱評価〕と〔作業性評価〕により、デナタイト2204については、CNC添加量が3%が発熱反応、作業性ともに実用域にあることを確認した。そこで、CNC3%添加時の接着剤の強度を確認し、CNCが接着強度に及ぼす影響を確認した。
接着剤にて接着される被着体、試験条件は、以下のとおりである。
<試験片材質> アルミ材:JIS A5052
<試験片寸法>(図12参照) 外寸:L90mm×W25mm×T3mm
接合範囲:L10mm×W25mm
〈試験条件〉 つかみ具間の初期距離:100mm
タブ間距離:100mm
試験速度:5mm/min
タブ材質:アルミ
タブ板厚:3mm
<試験片材質> アルミ材:JIS A5052
<試験片寸法>(図12参照) 外寸:L90mm×W25mm×T3mm
接合範囲:L10mm×W25mm
〈試験条件〉 つかみ具間の初期距離:100mm
タブ間距離:100mm
試験速度:5mm/min
タブ材質:アルミ
タブ板厚:3mm
また、強度試験機として、島津製作所社製 オートグラフAG−X100KN(商品名)を用い、試験片を引っ張ることで、接着部でのせん断試験を実施した。
接着剤のみの場合と、接着剤にCNCを質量比で3%添加したものを用意し、それぞれ、接着部の膜厚管理にナイロンモノフィラメントテグス(φ0.15mm)を用いて膜厚管理を行い、硬化条件を100℃、10min(恒温槽)として、3個ずつ試験を行った。得られた結果を表5に示す。
表5から、つぎのことが分かった。
接着剤のみでCNCが添加されていない場合、3回の試験を行った平均値が約24.6(Mpa)であり、接着剤にCNCを3%添加した場合、3回の試験を行った平均値が約22.9(Mpa)であり、CNC添加により強度が約7%低下することが分かった。この強度評価結果のグラフを図13に示す。
接着剤のみでCNCが添加されていない場合、3回の試験を行った平均値が約24.6(Mpa)であり、接着剤にCNCを3%添加した場合、3回の試験を行った平均値が約22.9(Mpa)であり、CNC添加により強度が約7%低下することが分かった。この強度評価結果のグラフを図13に示す。
なお、破壊形態は、接着剤のみの場合も、接着剤にCNCを質量比で3%添加した場合も、界面破壊ではなく接着剤層内で破壊が起こる凝集破壊(100%凝集破壊)であった。
上記の強度評価による結果を端的に示すと次のようになる。
CNCを添加することで接着強度が低下することが確認された。しかし、CNC3%添加では、強度低下が7%程度であり低下代は小さいため、接着強度(凝集破壊の強度)は確保できると考えられる。
CNCを添加することで接着強度が低下することが確認された。しかし、CNC3%添加では、強度低下が7%程度であり低下代は小さいため、接着強度(凝集破壊の強度)は確保できると考えられる。
本発明の発明者は、上記本発明とは別に以下の実験を行った。
CNCの発熱反応を利用し、ナイロン製のテストピースの溶着が可能か否か確認した。
具体的には、テストピースのラップ代25mmにCNC粉末(CNCを添加した熱硬化性樹脂製の接着剤ではなくCNCのみ)を散布し、電子レンジ(東芝社製の電子レンジER−C2)を用いて加熱を行った。
具体的には、テストピースのラップ代25mmにCNC粉末(CNCを添加した熱硬化性樹脂製の接着剤ではなくCNCのみ)を散布し、電子レンジ(東芝社製の電子レンジER−C2)を用いて加熱を行った。
結果は、つぎのとおりである。
ナイロンテストピースは電子レンジでは加熱されなかった。
CNC散布エリアのみCNCの発熱により温度上昇し、電子レンジ出力で最大133℃に達したがテストピースの溶着温度170℃には届かなかった。ただし、高出力の加熱装置があればさらに温度上昇し、溶着できる可能性があると推定される。
ナイロンテストピースは電子レンジでは加熱されなかった。
CNC散布エリアのみCNCの発熱により温度上昇し、電子レンジ出力で最大133℃に達したがテストピースの溶着温度170℃には届かなかった。ただし、高出力の加熱装置があればさらに温度上昇し、溶着できる可能性があると推定される。
1 接合体
10 第1部品
20 第2部品
30 熱硬化性接着剤
40 CNC(カーボンナノコイル)
10 第1部品
20 第2部品
30 熱硬化性接着剤
40 CNC(カーボンナノコイル)
Claims (6)
- 第1部品と第2部品とを熱硬化性樹脂製の接着剤を用いて接合した接合体であって、
前記接着剤にカーボンナノコイルが添加されていることを特徴とする接合体。 - 前記カーボンナノコイルの前記接着剤への添加率は、前記接着剤に対する質量比で3%以上である、請求項1記載の接合体。
- 前記カーボンナノコイルの前記接着剤への添加率は、前記接着剤に対する質量比で4%以下である、請求項1または請求項2記載の樹脂接合体。
- 電磁波を照射して前記カーボンナノコイルを発熱させることで前記接着剤は加熱されて硬化されている、請求項1〜請求項3のいずれか1項に記載の接合体。
- 前記第1、第2部品は、CFRP製である、請求項1〜請求項4のいずれか1項に記載の接合体。
- 熱硬化性樹脂製の接着剤にカーボンナノコイルを添加するCNC添加工程と、
第1部品と第2部品を前記カーボンナノコイルが添加された前記接着剤を介して接触させ、電磁波を照射して前記カーボンナノコイルを発熱させることで前記接着剤を加熱して硬化させる、接着剤硬化工程と、
を有する接合体の製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2018129950A JP2020006587A (ja) | 2018-07-09 | 2018-07-09 | 接合体とその製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2018129950A JP2020006587A (ja) | 2018-07-09 | 2018-07-09 | 接合体とその製造方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2020006587A true JP2020006587A (ja) | 2020-01-16 |
Family
ID=69150255
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2018129950A Pending JP2020006587A (ja) | 2018-07-09 | 2018-07-09 | 接合体とその製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2020006587A (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2021149661A1 (ja) | 2020-01-20 | 2021-07-29 | 凸版印刷株式会社 | 立体的細胞構造体の製造方法 |
| JPWO2021193609A1 (ja) * | 2020-03-24 | 2021-09-30 |
-
2018
- 2018-07-09 JP JP2018129950A patent/JP2020006587A/ja active Pending
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2021149661A1 (ja) | 2020-01-20 | 2021-07-29 | 凸版印刷株式会社 | 立体的細胞構造体の製造方法 |
| JPWO2021193609A1 (ja) * | 2020-03-24 | 2021-09-30 | ||
| WO2021193609A1 (ja) * | 2020-03-24 | 2021-09-30 | 三菱ケミカル株式会社 | 繊維強化複合材および接合体 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5620507B2 (ja) | 繊維補強材から部品を製造するための方法 | |
| JP2010006908A (ja) | 接着剤、接着構造体及び高周波誘電加熱接着装置 | |
| CN1285460C (zh) | 热塑性树脂基复合材料超声波振动辅助电阻植入焊接方法 | |
| CN101589123B (zh) | 在形成制品期间将粘合剂与制品表面相粘接的方法 | |
| JP5818893B2 (ja) | 低温硬化性エポキシテープ及びその製造方法 | |
| ES2399869T3 (es) | Procedimiento para la fabricación de componentes de material compuesto reforzado con fibras utilizando microondas | |
| JP2011521044A (ja) | 熱硬化性エポキシ樹脂、複合材料、複合材料物品の形成方法、モールドおよびモールドの作製方法 | |
| JP6538092B2 (ja) | 接着剤及び構造体、並びに、接着方法 | |
| JP2020006587A (ja) | 接合体とその製造方法 | |
| TW201315791A (zh) | 通電加熱固化奈米碳管及環氧樹脂複合膠料以接合構件的方法 | |
| JP2880226B2 (ja) | Frp材料と加硫ゴムとの接合方法 | |
| JP2008156510A (ja) | マイクロ波吸収性物質を含有する接着剤及び接着構造体 | |
| JP2009242465A (ja) | 接合組立品の製造方法および接合組立品の製造装置 | |
| JP2016065164A (ja) | 熱膨張性接着シートおよび部品の接着方法 | |
| US20140299268A1 (en) | Thermally Curable Bonding Film Adhesive with Uniform Thickness | |
| JP2015017153A (ja) | 後硬化テープ及び接合部材の接合方法 | |
| Olofinjana et al. | Microwave processing of adhesive joints using a temperature controlled feedback system | |
| JP3297354B2 (ja) | 構造用エポキシ系接着剤組成物 | |
| JPH08154954A (ja) | 歯列矯正用ブラケットならびに該歯列矯正用ブラケットの製法およびポリカーボネートの接着性改善方法 | |
| JP6976554B2 (ja) | 接着剤および接合方法 | |
| Li et al. | Bonding adhesive joints with radio-frequency dielectric heating | |
| JP2011057939A (ja) | 後硬化テープ及び接合部材の接合方法 | |
| JP2010173265A (ja) | 接着構造体ならびにその製造方法及び製造装置 | |
| US11383410B1 (en) | Methods of curing ionic liquid epoxy mixtures | |
| JP2014028911A (ja) | 後硬化テープ及び接合部材の接合方法 |