JP2020006969A - 超音波シールユニット - Google Patents
超音波シールユニット Download PDFInfo
- Publication number
- JP2020006969A JP2020006969A JP2018127087A JP2018127087A JP2020006969A JP 2020006969 A JP2020006969 A JP 2020006969A JP 2018127087 A JP2018127087 A JP 2018127087A JP 2018127087 A JP2018127087 A JP 2018127087A JP 2020006969 A JP2020006969 A JP 2020006969A
- Authority
- JP
- Japan
- Prior art keywords
- ultrasonic
- seal unit
- unit
- ultrasonic seal
- converter
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images










Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B51/00—Devices for, or methods of, sealing or securing package folds or closures; Devices for gathering or twisting wrappers, or necks of bags
- B65B51/10—Applying or generating heat or pressure or combinations thereof
- B65B51/22—Applying or generating heat or pressure or combinations thereof by friction or ultrasonic or high-frequency electrical means
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C65/00—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor
- B29C65/02—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure
- B29C65/08—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure using ultrasonic vibrations
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C65/00—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor
- B29C65/74—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by welding and severing, or by joining and severing, the severing being performed in the area to be joined, next to the area to be joined, in the joint area or next to the joint area
- B29C65/745—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by welding and severing, or by joining and severing, the severing being performed in the area to be joined, next to the area to be joined, in the joint area or next to the joint area using a single unit having both a severing tool and a welding tool
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/01—General aspects dealing with the joint area or with the area to be joined
- B29C66/03—After-treatments in the joint area
- B29C66/034—Thermal after-treatments
- B29C66/0342—Cooling, e.g. transporting through welding and cooling zone
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/01—General aspects dealing with the joint area or with the area to be joined
- B29C66/05—Particular design of joint configurations
- B29C66/10—Particular design of joint configurations particular design of the joint cross-sections
- B29C66/11—Joint cross-sections comprising a single joint-segment, i.e. one of the parts to be joined comprising a single joint-segment in the joint cross-section
- B29C66/112—Single lapped joints
- B29C66/1122—Single lap to lap joints, i.e. overlap joints
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/40—General aspects of joining substantially flat articles, e.g. plates, sheets or web-like materials; Making flat seams in tubular or hollow articles; Joining single elements to substantially flat surfaces
- B29C66/41—Joining substantially flat articles ; Making flat seams in tubular or hollow articles
- B29C66/43—Joining a relatively small portion of the surface of said articles
- B29C66/431—Joining the articles to themselves
- B29C66/4312—Joining the articles to themselves for making flat seams in tubular or hollow articles, e.g. transversal seams
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/40—General aspects of joining substantially flat articles, e.g. plates, sheets or web-like materials; Making flat seams in tubular or hollow articles; Joining single elements to substantially flat surfaces
- B29C66/41—Joining substantially flat articles ; Making flat seams in tubular or hollow articles
- B29C66/43—Joining a relatively small portion of the surface of said articles
- B29C66/432—Joining a relatively small portion of the surface of said articles for making tubular articles or closed loops, e.g. by joining several sheets ; for making hollow articles or hollow preforms
- B29C66/4322—Joining a relatively small portion of the surface of said articles for making tubular articles or closed loops, e.g. by joining several sheets ; for making hollow articles or hollow preforms by joining a single sheet to itself
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/40—General aspects of joining substantially flat articles, e.g. plates, sheets or web-like materials; Making flat seams in tubular or hollow articles; Joining single elements to substantially flat surfaces
- B29C66/41—Joining substantially flat articles ; Making flat seams in tubular or hollow articles
- B29C66/43—Joining a relatively small portion of the surface of said articles
- B29C66/439—Joining sheets for making inflated articles without using a mould
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/80—General aspects of machine operations or constructions and parts thereof
- B29C66/81—General aspects of the pressing elements, i.e. the elements applying pressure on the parts to be joined in the area to be joined, e.g. the welding jaws or clamps
- B29C66/814—General aspects of the pressing elements, i.e. the elements applying pressure on the parts to be joined in the area to be joined, e.g. the welding jaws or clamps characterised by the design of the pressing elements, e.g. of the welding jaws or clamps
- B29C66/8141—General aspects of the pressing elements, i.e. the elements applying pressure on the parts to be joined in the area to be joined, e.g. the welding jaws or clamps characterised by the design of the pressing elements, e.g. of the welding jaws or clamps characterised by the surface geometry of the part of the pressing elements, e.g. welding jaws or clamps, coming into contact with the parts to be joined
- B29C66/81427—General aspects of the pressing elements, i.e. the elements applying pressure on the parts to be joined in the area to be joined, e.g. the welding jaws or clamps characterised by the design of the pressing elements, e.g. of the welding jaws or clamps characterised by the surface geometry of the part of the pressing elements, e.g. welding jaws or clamps, coming into contact with the parts to be joined comprising a single ridge, e.g. for making a weakening line; comprising a single tooth
- B29C66/81429—General aspects of the pressing elements, i.e. the elements applying pressure on the parts to be joined in the area to be joined, e.g. the welding jaws or clamps characterised by the design of the pressing elements, e.g. of the welding jaws or clamps characterised by the surface geometry of the part of the pressing elements, e.g. welding jaws or clamps, coming into contact with the parts to be joined comprising a single ridge, e.g. for making a weakening line; comprising a single tooth comprising a single tooth
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/80—General aspects of machine operations or constructions and parts thereof
- B29C66/81—General aspects of the pressing elements, i.e. the elements applying pressure on the parts to be joined in the area to be joined, e.g. the welding jaws or clamps
- B29C66/816—General aspects of the pressing elements, i.e. the elements applying pressure on the parts to be joined in the area to be joined, e.g. the welding jaws or clamps characterised by the mounting of the pressing elements, e.g. of the welding jaws or clamps
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/80—General aspects of machine operations or constructions and parts thereof
- B29C66/81—General aspects of the pressing elements, i.e. the elements applying pressure on the parts to be joined in the area to be joined, e.g. the welding jaws or clamps
- B29C66/816—General aspects of the pressing elements, i.e. the elements applying pressure on the parts to be joined in the area to be joined, e.g. the welding jaws or clamps characterised by the mounting of the pressing elements, e.g. of the welding jaws or clamps
- B29C66/8167—Quick change joining tools or surfaces
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/80—General aspects of machine operations or constructions and parts thereof
- B29C66/82—Pressure application arrangements, e.g. transmission or actuating mechanisms for joining tools or clamps
- B29C66/824—Actuating mechanisms
- B29C66/8242—Pneumatic or hydraulic drives
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/80—General aspects of machine operations or constructions and parts thereof
- B29C66/83—General aspects of machine operations or constructions and parts thereof characterised by the movement of the joining or pressing tools
- B29C66/836—Moving relative to and tangentially to the parts to be joined, e.g. transversely to the displacement of the parts to be joined, e.g. using a X-Y table
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/80—General aspects of machine operations or constructions and parts thereof
- B29C66/84—Specific machine types or machines suitable for specific applications
- B29C66/849—Packaging machines
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B51/00—Devices for, or methods of, sealing or securing package folds or closures; Devices for gathering or twisting wrappers, or necks of bags
- B65B51/10—Applying or generating heat or pressure or combinations thereof
- B65B51/22—Applying or generating heat or pressure or combinations thereof by friction or ultrasonic or high-frequency electrical means
- B65B51/225—Applying or generating heat or pressure or combinations thereof by friction or ultrasonic or high-frequency electrical means by ultrasonic welding
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B51/00—Devices for, or methods of, sealing or securing package folds or closures; Devices for gathering or twisting wrappers, or necks of bags
- B65B51/10—Applying or generating heat or pressure or combinations thereof
- B65B51/26—Devices specially adapted for producing transverse or longitudinal seams in webs or tubes
- B65B51/30—Devices, e.g. jaws, for applying pressure and heat, e.g. for subdividing filled tubes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B9/00—Enclosing successive articles, or quantities of material, e.g. liquids or semiliquids, in flat, folded, or tubular webs of flexible sheet material; Subdividing filled flexible tubes to form packages
- B65B9/06—Enclosing successive articles, or quantities of material, in a longitudinally-folded web, or in a web folded into a tube about the articles or quantities of material placed upon it
- B65B9/08—Enclosing successive articles, or quantities of material, in a longitudinally-folded web, or in a web folded into a tube about the articles or quantities of material placed upon it in a web folded and sealed transversely to form pockets which are subsequently filled and then closed by sealing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29L—INDEXING SCHEME ASSOCIATED WITH SUBCLASS B29C, RELATING TO PARTICULAR ARTICLES
- B29L2031/00—Other particular articles
- B29L2031/712—Containers; Packaging elements or accessories, Packages
- B29L2031/7128—Bags, sacks, sachets
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Physics & Mathematics (AREA)
- Thermal Sciences (AREA)
- Fluid Mechanics (AREA)
- Package Closures (AREA)
- Containers And Plastic Fillers For Packaging (AREA)
Abstract
Description
図1は、本発明の一実施形態である製袋包装機1の斜視図である。図2は、製袋包装機1の概略的な構成を示す側面図である。製袋包装機1は、食品等の被包装物を袋詰めするための機械である。製袋包装機1は、主として、組合せ計量ユニット2と、製袋包装ユニット3と、フィルム供給ユニット4と、操作スイッチ5と、液晶ディスプレイ6と、制御ユニット7(図3参照)と、本体フレーム10とから構成される。
図4は、製袋包装ユニット3の概略的な構成を示す斜視図である。以下の説明において、「前(正面)」、「後(背面)」、「上」、「下」、「左」および「右」からなる6つの方向を、図4に示されるように定義する。
図6は、製袋包装ユニット3を正面右側から見た斜視図である。図7は、製袋包装ユニット3を背面右側から見た斜視図である。図6および図7に示されるように、成形機構13は、チューブ31と、セーラ部32と、支持フレーム33とを有する。支持フレーム33は、チューブ31とセーラ部32とを直接的に支持する。図6及び図7では、便宜上、後述するコンバータ50aの周囲の構成が一部省略されている。
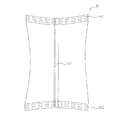
搬送機構14は、左右一対のプルダウンベルト機構40,40を有する。図4に示されるように、プルダウンベルト機構40,40は、チューブ31を挟んで左右対称に配置される。プルダウンベルト機構40,40は、それぞれチューブ31に沿って上下方向に延びている。
縦シール機構15は、筒状に成形されたフィルムFを縦方向(図4では、上下方向)にシールする。縦シール機構15は、チューブ13aの正面側に配置される。縦シール機構15は、チューブ13aに近づくように、あるいは、チューブ13aから遠ざかるように前後方向に移動する。
図4に示されるように、横シール機構16は、前後一対のシールジョー60,60と、シールジョー60,60を駆動する駆動装置(図示せず)とを有する。シールジョー60,60は、筒状フィルムFcを挟んで前後対称に配置される。シールジョー60,60は、それぞれ左右方向に延びている。一方のシールジョー60は、1つの振動体を有し、他方のシールジョー60は、1つのアンビルを有する。振動体およびアンビルは、それぞれ左右方向に延びている。
ヒンジ固定機構17は、本体フレーム10に縦シール構造体を固定する。縦シール構造体とは、縦シール機構15の主要部からなる構造体である。より具体的には、縦シール構造体とは、縦シール機構15の上述した構成要素のうち、アンビル51を除く構成要素からなる。縦シール構造体は、その構成要素が適宜固定されることにより構成される。
クランプ固定機構18は、フォーマ構造体と縦シール構造体とを固定する。フォーマ構造体とは、成形機構13とアンビル51とからなる構造体である。フォーマ構造体は、その構成要素が適宜固定されることにより構成される。フォーマ構造体は、一体的に本体フレーム10に対し着脱可能である。かかる着脱は、フォーマ構造体の一部であるスライドレール36b,36bに、本体フレーム10の一部である軸をスライドさせることより実現される。
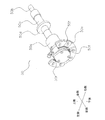
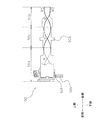
図10は、超音波シールユニット50を正面右側から見た外観図である。図11は、超音波シールユニット50の縦断面図である。図11は、正面側から背面側に向かって超音波シールユニット50の長手方向(前後方向)に沿って、超音波シールユニット50を鉛直方向に切断した場合の断面図である。
(4−1)
製袋包装機1は、筒状フィルムFcの両端部の重なり部分を縦方向に超音波シールするための超音波シールユニット50を有する製袋包装ユニット3を備える。超音波シールユニット50は、主として、コンバータ50a、ホーン50b、ブースタ50c、固定部材50d及び保持部材50eから構成される。コンバータ50a、ブースタ50c及びホーン50bは、超音波シールユニット50の長手方向(前後方向)において、正面側から背面側に向かって、この順番で配置されている。
超音波シールユニット50の長手方向(前後方向)において、保持部材50eは、固定部材50dとは異なる位置に設けられている。保持部材50eは、超音波シールユニット50の超音波振動の節N以外の位置に設けられていることが好ましい。超音波シールユニット50がこのように保持されることによって、保持されることが超音波シールユニット50の超音波振動に与える影響が低減される。その結果、縦シール品質の低下が抑制され、かつ、製袋包装機1から発生する騒音及び異音が低減される。
超音波シールユニット50では、コンバータ50aは、弾性部材50fを介して保持部材50eによって保持されている。すなわち、コンバータ50aは、弾性部材50fのみと接触し、外部の部材に固定されている保持部材50eと接触していない。そのため、弾性部材50fによって、保持部材50eに伝達されるコンバータ50aの振動が抑制される。これにより、超音波シールユニット50の超音波振動が保持部材50eを介して外部に伝達されることが抑制されるので、ホーン50bから筒状フィルムFcに伝播される超音波の振動エネルギーの低減が抑えられる。その結果、縦シール品質の低下が抑制され、かつ、製袋包装機1から発生する騒音及び異音が低減される。
以上、本発明の一実施形態について説明したが、本発明は上記の実施形態に限定されるものではなく、発明の要旨を逸脱しない範囲で様々な変更が可能である。
上記の実施形態では、図10に示されるように、保持部材50eは、一部が欠けた円環形状を有し、円環形状の欠けた部分が上側になるように設けられている。また、保持部材50eとコンバータ50aとの間には、3つの弾性部材50fが、コンバータ50aの側面の左側、右側及び下側と接触する位置に設けられている。
上記の実施形態では、製袋包装ユニット3は、フォーマ構造体と縦シール構造体とを固定するクランプ固定機構18を備える。クランプ固定機構18は、フォーマ構造体と縦シール構造体との位置関係が、主として鉛直方向に変化しないように固定することで、超音波シールユニット50のホーン50bと、チューブ31のアンビル51との位置関係を適切に維持する。
50a コンバータ
50b ホーン
50c ブースタ
50d 固定部材
50e 保持部材
50f 弾性部材
Claims (6)
- 超音波シールユニットであって、
電気信号から超音波を発生させるコンバータと、
前記コンバータが発生させた超音波によって振動するホーンと、
前記超音波シールユニットを固定するための固定部材と、
前記固定部材によって前記超音波シールユニットが固定される位置とは異なる位置において、前記超音波シールユニットを保持するための保持部材と、
を備える、超音波シールユニット。 - 前記固定部材は、前記超音波シールユニットの超音波振動の節の位置にあり、
前記保持部材は、前記超音波シールユニットの超音波振動の節以外の位置にある、
請求項1に記載の超音波シールユニット。 - 前記保持部材は、前記超音波シールユニットの超音波振動の方向において、前記固定部材とは異なる位置にある、
請求項1又は2に記載の超音波シールユニット。 - 前記コンバータと前記ホーンとの間に設置され、前記コンバータが発生させた超音波を増幅させるブースタをさらに備え、
前記固定部材は、前記ブースタに取り付けられている、
請求項1から3のいずれか1項に記載の超音波シールユニット。 - 前記保持部材は、弾性部材を介して前記超音波シールユニットを保持している、
請求項1から4のいずれか1項に記載の超音波シールユニット。 - 前記保持部材は、前記コンバータに取り付けられている、
請求項1から5のいずれか1項に記載の超音波シールユニット。
Priority Applications (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2018127087A JP2020006969A (ja) | 2018-07-03 | 2018-07-03 | 超音波シールユニット |
| CN201910510959.2A CN110667936A (zh) | 2018-07-03 | 2019-06-13 | 超声波密封单元 |
| EP19182164.4A EP3590689A1 (en) | 2018-07-03 | 2019-06-25 | Ultrasonic sealing unit |
| US16/453,944 US20200009796A1 (en) | 2018-07-03 | 2019-06-26 | Ultrasonic sealing unit |
| AU2019204587A AU2019204587B2 (en) | 2018-07-03 | 2019-06-28 | Ultrasonic sealing unit |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2018127087A JP2020006969A (ja) | 2018-07-03 | 2018-07-03 | 超音波シールユニット |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2020006969A true JP2020006969A (ja) | 2020-01-16 |
Family
ID=67060319
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2018127087A Pending JP2020006969A (ja) | 2018-07-03 | 2018-07-03 | 超音波シールユニット |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US20200009796A1 (ja) |
| EP (1) | EP3590689A1 (ja) |
| JP (1) | JP2020006969A (ja) |
| CN (1) | CN110667936A (ja) |
| AU (1) | AU2019204587B2 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2021123378A (ja) * | 2020-02-04 | 2021-08-30 | 株式会社東京自働機械製作所 | 製袋充填機 |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN112606407B (zh) * | 2020-12-02 | 2022-12-20 | 南京金腾智能科技有限公司 | 一种超声波热合机用送取料托架 |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0733121A (ja) * | 1993-07-15 | 1995-02-03 | Nippon Tetra Pack Kk | 包装容器のシール装置 |
| JP2001161705A (ja) * | 1999-12-09 | 2001-06-19 | Olympus Optical Co Ltd | 超音波処置装置 |
| JP2002347709A (ja) * | 2001-05-24 | 2002-12-04 | Sumitomo Bakelite Co Ltd | 超音波を利用したシール方法 |
| JP2003071385A (ja) * | 2001-08-30 | 2003-03-11 | Honda Electronic Co Ltd | 超音波フルイ装置 |
| JP2012254818A (ja) * | 2011-06-10 | 2012-12-27 | Ishida Co Ltd | 製袋包装機 |
Family Cites Families (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5994591A (ja) * | 1982-11-20 | 1984-05-31 | Brother Ind Ltd | 超音波加工機械 |
| GB9226932D0 (en) * | 1992-12-24 | 1993-02-17 | Molins Plc | Web cutting device |
| US5976316A (en) * | 1998-05-15 | 1999-11-02 | 3M Innovative Properties Company | Non-nodal mounting system for acoustic horn |
| US7243894B2 (en) * | 2002-02-15 | 2007-07-17 | 3M Innovative Properties Company | Mount for vibratory elements |
| US6786384B1 (en) * | 2003-06-13 | 2004-09-07 | 3M Innovative Properties Company | Ultrasonic horn mount |
| EP1838516A1 (en) * | 2005-01-03 | 2007-10-03 | 3M Innovative Properties Company | An elastic laminate material, and method of making |
| JP2009280258A (ja) | 2008-05-23 | 2009-12-03 | Ishida Co Ltd | 製袋包装機の縦シール機構 |
| DE102010041432A1 (de) * | 2010-09-27 | 2012-03-29 | Robert Bosch Gmbh | Ultraschallschwingeinheit |
| CN202670170U (zh) * | 2011-05-11 | 2013-01-16 | 株式会社石田 | 包装机的横封装置 |
| US8950458B2 (en) * | 2012-04-27 | 2015-02-10 | Sonics & Materials Inc. | System and method for mounting ultrasonic tools |
| JP6753667B2 (ja) * | 2015-12-22 | 2020-09-09 | 花王株式会社 | 超音波接合装置 |
| CN105397270A (zh) * | 2015-12-23 | 2016-03-16 | 苏州润昇精密机械有限公司 | 一种超声波焊接机 |
-
2018
- 2018-07-03 JP JP2018127087A patent/JP2020006969A/ja active Pending
-
2019
- 2019-06-13 CN CN201910510959.2A patent/CN110667936A/zh active Pending
- 2019-06-25 EP EP19182164.4A patent/EP3590689A1/en not_active Withdrawn
- 2019-06-26 US US16/453,944 patent/US20200009796A1/en not_active Abandoned
- 2019-06-28 AU AU2019204587A patent/AU2019204587B2/en not_active Expired - Fee Related
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0733121A (ja) * | 1993-07-15 | 1995-02-03 | Nippon Tetra Pack Kk | 包装容器のシール装置 |
| JP2001161705A (ja) * | 1999-12-09 | 2001-06-19 | Olympus Optical Co Ltd | 超音波処置装置 |
| JP2002347709A (ja) * | 2001-05-24 | 2002-12-04 | Sumitomo Bakelite Co Ltd | 超音波を利用したシール方法 |
| JP2003071385A (ja) * | 2001-08-30 | 2003-03-11 | Honda Electronic Co Ltd | 超音波フルイ装置 |
| JP2012254818A (ja) * | 2011-06-10 | 2012-12-27 | Ishida Co Ltd | 製袋包装機 |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2021123378A (ja) * | 2020-02-04 | 2021-08-30 | 株式会社東京自働機械製作所 | 製袋充填機 |
| JP7498570B2 (ja) | 2020-02-04 | 2024-06-12 | 株式会社東京自働機械製作所 | 製袋充填機 |
Also Published As
| Publication number | Publication date |
|---|---|
| AU2019204587A1 (en) | 2020-01-23 |
| CN110667936A (zh) | 2020-01-10 |
| EP3590689A1 (en) | 2020-01-08 |
| AU2019204587B2 (en) | 2020-08-06 |
| US20200009796A1 (en) | 2020-01-09 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2012236621A (ja) | 製袋包装機 | |
| JP5684645B2 (ja) | 製袋包装機 | |
| JP2012236620A5 (ja) | ||
| JP5789457B2 (ja) | 製袋包装機 | |
| JP5771449B2 (ja) | 製袋包装機 | |
| JP2011063002A (ja) | 超音波溶着方法、超音波溶着機および包装機 | |
| JP2020006969A (ja) | 超音波シールユニット | |
| US9993970B2 (en) | Cross seam joining device for joining a sealing seam for a flexible packaging | |
| CN108698334A (zh) | 带有超声波焊接装置的捆扎设备 | |
| JP6267050B2 (ja) | 超音波包装機 | |
| JP6128954B2 (ja) | 縦形製袋充填包装機 | |
| JP7606782B2 (ja) | 製袋包装機 | |
| WO2015141256A1 (ja) | 製袋包装機 | |
| JP6163069B2 (ja) | 製袋包装機 | |
| WO2017098789A1 (ja) | 製袋包装機 | |
| JP6946828B2 (ja) | 接着装置及び上搬送ユニット | |
| JP2775368B2 (ja) | 包装体の製造装置 | |
| JP2015058964A (ja) | 製袋包装機 | |
| JP6749272B2 (ja) | 製袋充填機における横シール装置 | |
| JP2018197116A (ja) | 包装機用のロータリー式超音波シール装置 | |
| JP5824239B2 (ja) | 包装機の横シール装置 | |
| CN214824672U (zh) | 一种立式自动制袋包装机拍打装置 | |
| JP2012236619A (ja) | 包装機の横シール装置 | |
| JP4384872B2 (ja) | 多列自動包装機の横シール機構 | |
| KR101989537B1 (ko) | 초음파를 이용한 포장장치 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20210202 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20220126 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20220201 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20220322 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20220802 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20220905 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20221004 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20230328 |