JP2020007393A - 樹脂成形体および樹脂成形体の製造方法 - Google Patents
樹脂成形体および樹脂成形体の製造方法 Download PDFInfo
- Publication number
- JP2020007393A JP2020007393A JP2018126719A JP2018126719A JP2020007393A JP 2020007393 A JP2020007393 A JP 2020007393A JP 2018126719 A JP2018126719 A JP 2018126719A JP 2018126719 A JP2018126719 A JP 2018126719A JP 2020007393 A JP2020007393 A JP 2020007393A
- Authority
- JP
- Japan
- Prior art keywords
- resin molded
- meth
- urethane
- support
- photocurable composition
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images



Landscapes
- Laminated Bodies (AREA)
- Polyurethanes Or Polyureas (AREA)
- Macromonomer-Based Addition Polymer (AREA)
Abstract
Description
ウレタン骨格と2個以上の(メタ)アクリロイル基を有するウレタン(メタ)アクリレートであって2種類以上の異なるウレタン(メタ)アクリレートと、光硬化開始剤とを少なくとも含む光硬化性組成物からなる樹脂成形体であって、
前記光組成物は前記光硬化開始剤の含有量が、ウレタン(メタ)アクリレートの総量に対して0.1重量%以上6重量%以下であり、
樹脂成形体の最表面を全反射測定法(ATR法)により測定して得られる赤外吸収スペクトルから1700〜1730cm−1あたりにあるカルボニル基の伸縮振動のピーク強度P1と、800〜820cm−1あたりにある(メタ)アクリロイル基の炭素−炭素面外変角振動のピーク強度P2から求めたピーク強度比(P2/P1)に対して、
活性エネルギー線照射により硬化する前の光硬化性組成物のピーク強度比(P20/P10)で割った値を未反応比率((P2/P1)/(P20/P10))としたときの樹脂成形体の未反応比率が40%以下であることを特徴とする樹脂成形体である。
ウレタン骨格と2個以上の(メタ)アクリロイル基を有するウレタン(メタ)アクリレートであって2種類以上の異なるウレタン(メタ)アクリレートと、前記ウレタン(メタ)アクリレートの総量に対して0.1重量%以上6重量%以下の含有量で光硬化開始剤とを少なくとも含む光硬化性組成物を支持体に塗布して塗布膜を形成する工程と、
前記塗布膜へ紫外線を照射する工程と、
前記紫外線照射の前に赤外線を照射する工程とを含み、前記紫外線および赤外線の照射工程を大気雰囲気下で行うことを特徴とする樹脂成形体の製造方法である。
次に、樹脂成形体を製造するための光硬化性組成物について説明する。
これには既知のものを用いることができるが、例えば、ジイソシアネートをはじめとするポリイソシアネートとポリオールとを反応させてウレタン結合を形成した後、(メタ)アクリル酸のヒドロキシエステルなどを反応させて得られるウレタン(メタ)アクリレートを用いることができる。
本発明に用いる光硬化性組成物に含まれる光硬化開始剤としては、特に限定されないが、透明樹脂の硬化で、特に着色の少ないものであればよい。例えば、表面硬化系の光硬化開始剤としては、1−ヒドロキシシクロヘキシルフェニルケトン、2−ヒドロキシ−2−メチル−1−フェニルプロパン−1−オン、1−〔4−(2−ヒドロキシエトキシ)フェニル〕−2−ヒドロキシ−2−メチル−1−プロパン−1−オンなどのα−ヒドロキシケトンや、2−メチル−1−(4−メチルチオフェニル)−2−モルフォリノプロパン−1−オンなどのα−アミノケトンを用いることができる。
本発明に用いる光硬化性組成物に含まれる溶剤は、光硬化性樹脂や光硬化開始剤を溶解するものであれば特に限定されるものではない。例えば、ジブチルエーテル、ジメトキシメタン、ジメトキシエタン、ジエトキシエタン、プロピレンオキシド、1,4−ジオキサン、1,3−ジオキソラン、1,3,5−トリオキサン、テトラヒドロフラン、アニソールおよびフェネトールなどのエーテル類、またアセトン、メチルエチルケトン、ジエチルケトン、ジプロピルケトン、ジイソブチルケトン、シクロペンタノン、シクロヘキサノン、メチルシクロヘキサノン、およびメチルシクロヘキサノンなどのケトン類、また蟻酸エチル、蟻酸プロピル、蟻酸n−ペンチル、酢酸メチル、酢酸エチル、プロピオン酸メチル、プロピオン醸エチル、酢酸n−ペンチル、およびγ−ブチロラクトンなどのエステル類、さらにメチルセロソルブ、セロソルブ、ブチルセロソルブ、およびセロソルブアセテートなどのセロソルブ類、また炭酸ジメチルなどを用いることができる。これらの溶剤は単独、もしくは2種類以上を混合して用いることができる。
次いで、本発明に用いる光硬化性組成物の支持体への塗布工程について説明する。
支持体上に光硬化性組成物を塗布する方法としては、厚さ20〜100μmの樹脂成形体を均一な膜厚で製造できれば特に限定されるものではないが、適宜公知の塗布方法の中からウェットコーティング法と総称される方法を用いることができる。例えば、ディップコーティング法、スピンコーティング法、フローコーティング法、スプレーコーティング法、ロールコーティング法、グラビアロールコーティング法、エアドクターコーティング法、プレードコーティング法、ワイヤードクターコーティング法、ナイフコーティング法、リバースコーティング法、トランスファロールコーティング法、マイクログラビアコーティング法、キスコーティング法、キャストコーティング法、スロットオリフィスコーティング法、カレンダーコーティング法、ダイコーティング法、キャップコーティング法、アプリケータコーティング法、バーコーティング法などを用いることができる。中でも、ダイコーティング法、キャップコーティング法、ロールコーティング法などの塗布方法では、広い範囲の粘度の光硬化性組成物について均一な塗布膜を形成できる。
支持体上に形成した塗布膜を硬化して樹脂成形体を得る方法としては、適宜公知の紫外線照射方法を用いることができる。例えば、低圧水銀灯、中圧水銀灯、高圧水銀灯、超高圧水銀灯、メタルハライドランプ、カーボンアーク灯、キセノンランプ、無電極放電管などの光源を採用できる。照射条件として、紫外線照射量は100〜2000mJ/cm2に設定することができる。これ以下の照射量では樹脂が十分に硬化せず強度不足となる可能性があり、これ以上の照射量では開始剤などの分解による着色が起こる可能性がある。
また、支持体上に形成した樹脂成形体は、支持体から剥離して単独膜の樹脂成形体として得ることができる。
支持体をロール・トゥー・ロールで搬送する場合の、本発明の樹脂成形体の製造装置の一例を図3に示す。支持体巻出し部31より搬送された支持体20の上に樹脂成形体を形成するために、光硬化性組成物を塗布する塗布部41、樹脂成形体の硬化ユニット50に加えて、必要に応じて乾燥部42を設けることができる。
以上のようにして得た樹脂成形体には、ブロッキング防止や硬度付与、防眩性、帯電防止性能付与、または屈折率調整のために無機あるいは有機化合物の微粒子を含ませることができる。
冷却管、攪拌装置および温度計を取り付けた反応容器中で、「イソホロンジイソシアネート(IPDI)」31.5質量部と、ジブチル錫ジラウレート0.1質量部とを混合し、50℃にて「ε−カプロラクトン1mol変性2−ヒドロキシエチルアクリレート」68.4質量部を1時間かけて滴下した後、90℃で10時間攪拌した。
この反応液中の残存イソシアネート量をFT−IRを使用して測定したところ、ウレタン化反応が定量的に行われ、最終的にはイソシアネートがなくなり、多官能ウレタンアクリレート(以下、ウレタンアクリレート1)99.9質量部を得た。
上記条件で製造した「ウレタンアクリレート1」80重量部と、多官能ウレタンアクリレート「UV−7000B(日本合成化学工業)34.3重量部と、光硬化開始剤「イルガキュア184(1−ヒドロキシシクロヘキシルフェニルケトン)」(BASF)1.1重量部と、溶剤「メチルエチルケトン」80重量部とを混合、攪拌し、光硬化性組成物を調製した。
光硬化開始剤「イルガキュア184(1−ヒドロキシシクロヘキシルフェニルケトン)」(BASF)を3.4重量部として光硬化製組成物を調製したことを除き、実施例1と同様の方法にて樹脂成形体を得た。
光硬化開始剤として「ESACURE ONE」(DKSHジャパン)を用いたことを除き、実施例1と同様の方法にて樹脂成形体を得た。
光硬化開始剤「ESACURE ONE」(DKSHジャパン)を3.4重量部として光硬化製組成物を調製したことを除き、実施例3と同様の方法にて樹脂成形体を得た。
光硬化開始剤として「イルガキュア907(2−メチル−1−(4−メチルチオフェニル)−2−モルフォリノプロパン−1−オン)」(BASF)を用いたことを除き、実施例1と同様の方法にて樹脂成形体を得た。
光硬化開始剤「イルガキュア907(2−メチル−1−(4−メチルチオフェニル)−2−モルフォリノプロパン−1−オン)」(BASF)を3.4重量部として光硬化製組成物を調製したことを除き、実施例5と同様の方法にて樹脂成形体を得た。
支持体上に形成した塗布膜に対し紫外線のみを照射して硬化させたことを除き、実施例1と同様の方法にて樹脂成形体を得た。
支持体上に形成した塗布膜に対し紫外線のみを照射して硬化させたことを除き、実施例2と同様の方法にて樹脂成形体を得た。
支持体上に形成した塗布膜に対し紫外線のみを照射して硬化させたことを除き、実施例3と同様の方法にて樹脂成形体を得た。
支持体上に形成した塗布膜に対し紫外線のみを照射して硬化させたことを除き、実施例4と同様の方法にて樹脂成形体を得た。
支持体上に形成した塗布膜に対し紫外線のみを照射して硬化させたことを除き、実施例5と同様の方法にて樹脂成形体を得た。
支持体上に形成した塗布膜に対し紫外線のみを照射して硬化させたことを除き、実施例6と同様の方法にて樹脂成形体を得た。
光硬化開始剤を添加せずに光硬化性組成物を調製したことを除き、実施例1と同様の方法にて樹脂成形体を得た。
作製した樹脂成形体の表面に触れてから離した際、何も跡が残らず、樹脂成形体からの移行成分がみられなければ、「○」、跡が残るものは「△」、硬化しきれておらず液状のものは「×」と判定した。
作製した樹脂成形体の支持体と接触している面と反対側の最表面を、日本分光株式会社製FT/IR−6300を用いて全反射測定法により測定した。
測定した赤外分光吸収スペクトルから1700〜1730cm−1あたりにあるカルボニル基の伸縮振動のピーク強度P1と、800〜820cm−1あたりにある(メタ)アクリロイル基の炭素−炭素面外変角振動のピーク強度P2から求めたピーク強度比(P2/P1)に対して、
活性エネルギー線照射により硬化する前の光硬化性組成物のピーク強度比(P20/P10)で割った値を未反応比率((P2/P1)/(P20/P10))とした。
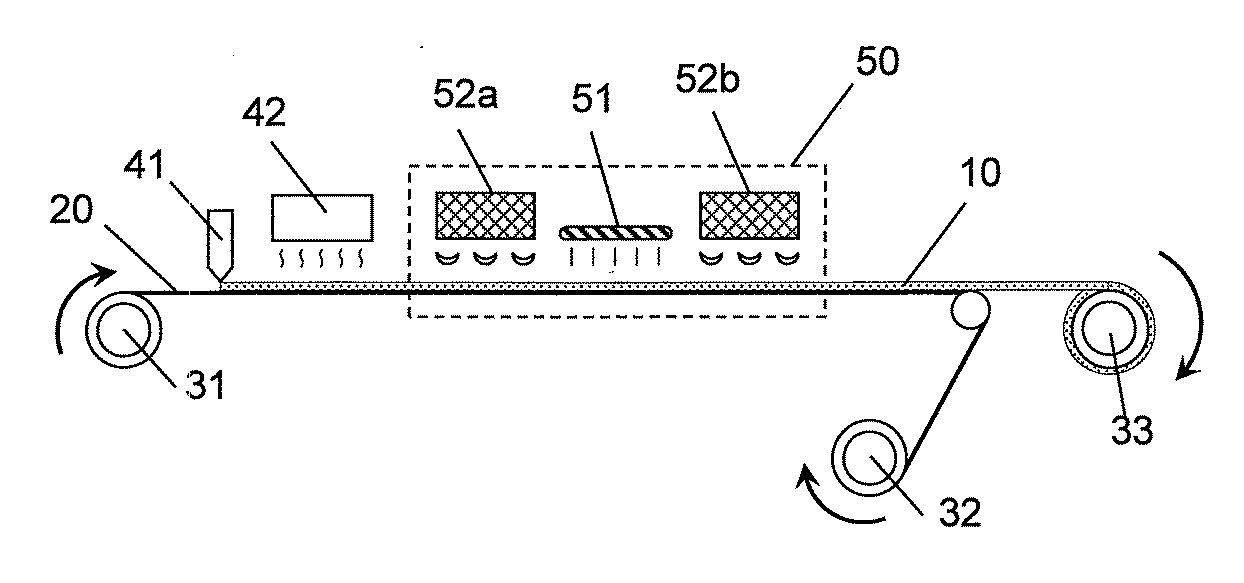
20・・・・・支持体
31・・・・・支持体巻き出し部
32・・・・・支持体巻取り部
33・・・・・樹脂成形体巻取り部
41・・・・・塗布部
42・・・・・乾燥部
50・・・・・樹脂成形体の硬化ユニット
51・・・・・紫外線照射部
52・・・・・赤外線照射部
52a・・・・・紫外線照射前の赤外線照射部
52b・・・・・紫外線照射後の赤外線照射部
Claims (7)
- ウレタン骨格と2個以上の(メタ)アクリロイル基を有するウレタン(メタ)アクリレートであって2種類以上の異なるウレタン(メタ)アクリレートと、光硬化開始剤とを少なくとも含む光硬化性組成物からなる樹脂成形体であって、
前記光組成物は前記光硬化開始剤の含有量が、ウレタン(メタ)アクリレートの総量に対して0.1重量%以上6重量%以下であり、
樹脂成形体の最表面を全反射測定法(ATR法)により測定して得られる赤外吸収スペクトルからカルボニル基の伸縮振動のピーク強度P1と、(メタ)アクリロイル基の炭素−炭素面外変角振動のピーク強度P2から求めたピーク強度比(P2/P1)に対して、
前記光硬化性組成物のピーク強度比(P20/P10)で割った値を未反応比率((P2/P1)/(P20/P10))としたときの樹脂成形体の未反応比率が40%以下であることを特徴とする樹脂成形体。 - 前記樹脂成形体の厚さが20μm以上100μm以下であることを特徴とする請求項1に記載の樹脂成形体。
- 請求項1または2に記載の樹脂成形体の製造方法であって、
ウレタン骨格と2個以上の(メタ)アクリロイル基を有するウレタン(メタ)アクリレートであって2種類以上の異なるウレタン(メタ)アクリレートと、前記ウレタン(メタ)アクリレートの総量に対して0.1重量%以上6重量%以下の含有量で光硬化開始剤とを少なくとも含む光硬化性組成物を支持体に塗布して塗布膜を形成する工程と、
前記塗布膜へ紫外線を照射する工程と、
前記紫外線照射の前に赤外線を照射する工程とを含み、前記紫外線および赤外線の照射工程を大気雰囲気下で行うことを特徴とする樹脂成形体の製造方法。 - 前記支持体に形成した樹脂成形体を、支持体から剥離する工程をさらに含むことを特徴とする請求項3に記載の樹脂成形体の製造方法。
- 前記支持体に前記光硬化性組成物を塗布して塗布膜を形成する工程の後に、さらに前記塗布膜を乾燥させる工程を含むことを特徴とする請求項3または4に記載の樹脂成形体の製造方法。
- 前記支持体が可撓性基材であることを特徴とする請求項3〜5のいずれかに記載の樹脂成形体の製造方法。
- 前記支持体として用いた可撓性基材をロール・ツー・ロールで搬送することを特徴とする請求項6に記載の樹脂成形体の製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2018126719A JP2020007393A (ja) | 2018-07-03 | 2018-07-03 | 樹脂成形体および樹脂成形体の製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2018126719A JP2020007393A (ja) | 2018-07-03 | 2018-07-03 | 樹脂成形体および樹脂成形体の製造方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2020007393A true JP2020007393A (ja) | 2020-01-16 |
Family
ID=69150808
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2018126719A Pending JP2020007393A (ja) | 2018-07-03 | 2018-07-03 | 樹脂成形体および樹脂成形体の製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2020007393A (ja) |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2007040159A1 (ja) * | 2005-10-04 | 2007-04-12 | The Inctec Inc. | 特定の表面形状と物性を有する構造体及びその構造体形成用の(メタ)アクリル系重合性組成物 |
| JP2014194981A (ja) * | 2013-03-28 | 2014-10-09 | Dainippon Printing Co Ltd | 太陽電池モジュール用裏面保護シート |
| WO2016039129A1 (ja) * | 2014-09-11 | 2016-03-17 | ヘレウス株式会社 | 硬化した光硬化性樹脂組成物の製造方法及び装置 |
| JP2016204587A (ja) * | 2015-04-28 | 2016-12-08 | 日本合成化学工業株式会社 | 光硬化性組成物および樹脂成形体 |
-
2018
- 2018-07-03 JP JP2018126719A patent/JP2020007393A/ja active Pending
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2007040159A1 (ja) * | 2005-10-04 | 2007-04-12 | The Inctec Inc. | 特定の表面形状と物性を有する構造体及びその構造体形成用の(メタ)アクリル系重合性組成物 |
| JP2014194981A (ja) * | 2013-03-28 | 2014-10-09 | Dainippon Printing Co Ltd | 太陽電池モジュール用裏面保護シート |
| WO2016039129A1 (ja) * | 2014-09-11 | 2016-03-17 | ヘレウス株式会社 | 硬化した光硬化性樹脂組成物の製造方法及び装置 |
| JP2016204587A (ja) * | 2015-04-28 | 2016-12-08 | 日本合成化学工業株式会社 | 光硬化性組成物および樹脂成形体 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR101552739B1 (ko) | 하드코팅 형성용 시트 | |
| JP4003800B2 (ja) | フィルム保護層用活性エネルギー線硬化型樹脂組成物及びそれを用いたフィルム | |
| KR101552740B1 (ko) | 하드코팅 형성 방법 | |
| KR101391241B1 (ko) | 광학용 투명 하드코팅 필름의 제조방법 | |
| JP4001180B2 (ja) | フィルム保護層用活性エネルギー線硬化型樹脂組成物及びそれを用いたフィルム | |
| KR100864349B1 (ko) | 필름 보호층용 활성 에너지선 경화형 수지 조성물, 그것을 이용한 필름 및 광학 시트 | |
| JP6613758B2 (ja) | 紫外線硬化性塗工組成物、ハードコートフィルム及びその製造方法 | |
| KR20130074830A (ko) | 안티블로킹 하드코팅액 조성물 및 안티블로킹용 하드코팅층 | |
| JP6941747B1 (ja) | 塗料組成物、半硬化膜、加飾成形品、及び加飾成形品の製造方法 | |
| JP2001113648A (ja) | 放射線硬化型樹脂組成物の硬化皮膜を有するフィルム | |
| TW201742883A (zh) | 硬塗膜及具有該膜之可撓式顯示器 | |
| JP4900852B2 (ja) | 放射線硬化型樹脂組成物の硬化皮膜を有するフィルム | |
| TWI611932B (zh) | 可印刷的功能性硬塗膜及其製備方法 | |
| JP2001113649A (ja) | 放射線硬化型樹脂組成物の硬化皮膜を有するフィルム | |
| JP7140187B2 (ja) | 活性エネルギー線硬化性組成物及びそれを用いたフィルム | |
| JP5662005B2 (ja) | 硬化性樹脂組成物及び当該組成物を用いて作製された多層構造体 | |
| JP2009173755A (ja) | プラスチック基材用塗料組成物、およびこれより形成された複合塗膜 | |
| JP2016102154A (ja) | 樹脂成形体および樹脂成形体の製造方法 | |
| JP2020007393A (ja) | 樹脂成形体および樹脂成形体の製造方法 | |
| JP7275533B2 (ja) | 樹脂成形体の製造方法 | |
| TWI750949B (zh) | 透明導電性膜、圖案形成透明導電性膜、光學構件及電子設備 | |
| JP7298112B2 (ja) | 樹脂成形体および樹脂成形体の製造方法 | |
| TW202323033A (zh) | 硬塗膜及其製造方法 | |
| JP2020193298A (ja) | 樹脂成形体および樹脂成形体の製造方法 | |
| CN116606591A (zh) | 硬涂剂 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20210623 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20220414 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20220524 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20220720 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20221101 |