以下、本発明の一形態に係る摺動部材について図面を参照しながら詳細に説明する。
(第1の形態)
まず、第1の形態に係る摺動部材について図面を参照しながら詳細に説明する。なお、以下の各形態で引用する図面の寸法比率は、説明の都合上誇張されており、実際の比率とは異なる場合がある。
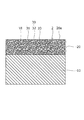
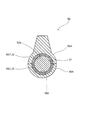
図1は、第1の形態に係る摺動部材を模式的に示す断面図である。また、図2は、図1に示した摺動部材のII線で囲んだ部分の拡大図である。
図1及び図2に示すように、第1の形態の摺動部材1は、基材10と、基材10の摺動部位に形成された被膜層20とを備えている。なお、図示例では、被膜層20の表面20aが摺動面である。
被膜層20は、互いに結合した複数の粒子30からなり、複数の粒子30として鉄基合金粒子31を含んでいる。なお、図示例では、複数の粒子30の全てが鉄基合金粒子31からなる。また、鉄基合金粒子31は、粒子表面側にナノ結晶組織及び非晶質組織のいずれか一方又は双方31Aを有し、粒子中心側に芯部31Cを有している。
ここで、本発明において「鉄基合金」とは、合金中に最も多く含まれる成分が鉄であることを意味する。
また、ナノ結晶組織及び非晶質組織のいずれか一方又は双方31Aは、層状部を形成していてもよい。なお、この層状部は、連続層であっても非連続層であってもよい。
ここで、本発明において「ナノ結晶組織」とは、ナノメートルオーダーのサイズを有する結晶組織を意味する。特に限定されないが、ナノ結晶組織は、結晶粒径の最大長径が10〜100nm程度の大きさであることが好ましい。
なお、「最大長径」とは、ナノ結晶組織、後述する非晶質組織、ミクロ結晶組織、析出物などを、走査型電子顕微鏡、透過型電子顕微鏡などを用いて観察したときの各種組織や析出物の輪郭線上の任意の2点間の距離のうち最大の距離を意味する。この観察の際、必要に応じてエネルギー分散型X線分析、後方散乱電子回折分析などを組み合わせてもよい。
また、本発明において「非晶質組織」とは、ナノ結晶組織と同程度であるナノメートルオーダーのサイズを有する非晶質組織を意味する。特に限定されないが、ナノ結晶組織と同様に非晶質組織も、最大長径が10〜100nm程度の大きさであることが好ましい。
また、図示しないが、被膜層は、気孔を有していてもよい。
なお、特に限定されるものではないが、芯部31Cは、ミクロ結晶組織(図示せず。)を含んでいることが好ましい。
ここで、本発明において「ミクロ結晶組織」とは、マイクロメートルオーダーのサイズを有する結晶組織を意味する。特に限定されないが、ミクロ結晶組織は、結晶粒径の最大長径が1〜10μm程度の大きさであることが好ましく、1〜5μm程度の大きさであることがより好ましい。
ナノ結晶組織とミクロ結晶組織とが共存する組織とすることによって、強度と靭性とを両立することができると考えられる。
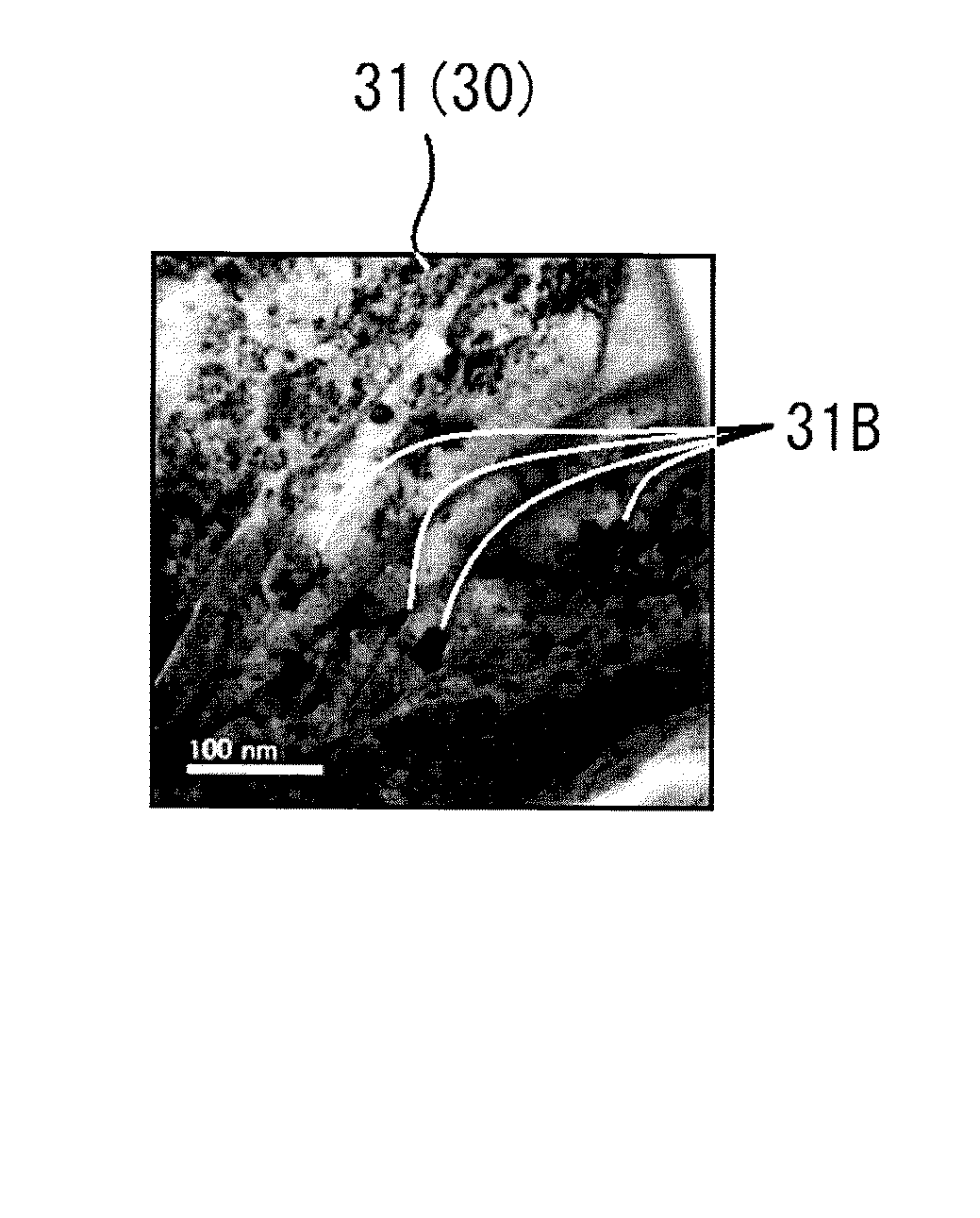
さらに、図3は、摺動部材の被膜層に含まれる鉄基合金粒子の一例(実施例1参照。)の透過型電子顕微鏡像である。さらに、図4は、摺動部材の被膜層に含まれる鉄基合金粒子の他の一例(実施例2参照。)の透過型電子顕微鏡像である。
図3及び図4に示すように、鉄基合金粒子31は、炭素と、鉄基合金粒子の構成元素と炭素との炭化物及び鉄基合金粒子の構成元素とケイ素若しくは窒素との化合物のいずれか一方又は双方からなる析出物31Bとを含んでいる。この析出物31Bは、上述した層状部の近傍又はその内部に点状に分散した状態で存在している。また、特に限定されるものではないが、析出物は、最大長径が10〜100nm程度の大きさであることが好ましい。
ここで、本発明において「鉄基合金粒子の構成元素と炭素との炭化物」とは、代表的には、鉄基合金粒子の構成元素の典型例である合金元素の炭化物を意味する。具体的には、例えば、クロム炭化物、バナジウム炭化物、タングステン炭化物、モリブデン炭化物、マンガン炭化物などを挙げることができる。ただし、これらに限定されるものではなく、本発明において「鉄基合金粒子の構成元素と炭素との炭化物」には、セメンタイトのような鉄炭化物も含まれる。
また、本発明において「鉄基合金粒子の構成元素とケイ素若しくは窒素との化合物」とは、鉄基合金粒子がケイ素を含んでいる場合には鉄基合金粒子の構成元素のケイ化物を意味し、鉄基合金粒子が窒素を含んでいる場合には鉄基合金粒子の構成元素の窒化物を意味し、鉄基合金粒子がケイ素及び窒素を含んでいる場合には鉄基合金粒子の構成元素のケイ化物及び窒化物のいずれか一方又は双方を意味する。
また、図示しないが、鉄基合金粒子は炭化物以外の形態で炭素を含む場合がある。炭化物以外の形態としては、鉄基合金粒子の構成元素と炭素との固溶体などの合金を挙げることができる。さらに、図示しないが、鉄基合金粒子における炭素分の含有率は、0.08質量%以上である。なお、例えば、炭化物の炭素分とは、炭化物における炭素だけを指す。
ここで、鉄基合金粒子における炭素分の含有率は、例えば、波長分散型X線分析法によって測定することができる。また、コールドスプレー法によって被膜層を形成する場合には、鉄基合金原料粒子を溶解しないので、鉄基合金原料粒子の成分組成は鉄基合金粒子において殆ど維持される。
上述のように、所定の被膜層を備えた摺動部材であるので、優れた耐摩耗性を発揮するようになる。
ここで、上記「所定の被膜層」とは、互いに結合した複数の粒子からなり、複数の粒子として鉄基合金粒子を含み、鉄基合金粒子が粒子表面側にナノ結晶組織及び非晶質組織のいずれか一方又は双方を有し、鉄基合金粒子が炭素と、鉄基合金粒子の構成元素と炭素との炭化物及び鉄基合金粒子の構成元素とケイ素若しくは窒素との化合物のいずれか一方又は双方からなる析出物とを含み、鉄基合金粒子における炭素分の含有率が0.08質量%以上であるものをいう。
所定の被膜層を備えた摺動部材は、例えば、コールドスプレー法によって形成することができる。これに対して、溶射法や焼結法では、所定の被膜層を備えた摺動部材が得られない。
また、オーステナイト系ステンレス鋼として一般的な日本工業規格G4303に規定されるSUS316LやSUS304Lにおいては、炭素分の含有率が0.08質量%未満である。このような鉄基合金原料粒子を用いた場合には、コールドスプレー法によっても、摺動部材における耐摩耗性を向上させることができない。
なお、本発明者らは、上述のような鉄基合金原料粒子を用い、コールドスプレー法によって形成された硬質皮膜について、以下の技術知見を得ている。
このような硬質皮膜は、熱で回復し易い加工硬化、加工誘起変態を生じさせているため、バルブシートなどの熱負荷が高い部位に適用した場合に、摩耗量が大きい。
現時点においては、以下のような理由により、耐摩耗性の向上効果が得られていると考えている。
鉄基合金原料粒子は、マイクロメートルオーダーの結晶粒径を有した過飽和固溶体である。コールドスプレー装置によって基材に吹き付けられた鉄基合金原料粒子は、基材又は基材に付着している鉄基合金粒子に衝突して、強い力が加わり、マテリアルジェットと呼ばれる現象が生じる。その際、周囲の基材や別の鉄基合金粒子との間に拡散層が形成される。この拡散層の周囲は、強加工が施された状態、かつ、急熱、急冷に曝された状態となる。その結果、結晶粒径のサイズが微細になり、ナノ結晶組織や非晶質組織が形成される。また、この鉄基合金原料粒子は、一定程度の炭素を含んでいる。そのため、コールドスプレーによって被膜層を形成する際に、ナノ結晶組織や非晶質組織の近傍に、鉄基合金粒子の構成元素の炭化物からなる析出物が点状に分散した状態で生成する。また、この鉄基合金原料粒子がケイ素や窒素を含んでいる場合には、コールドスプレーによって被膜層を形成する際に、ナノ結晶組織や非晶質組織の近傍に、鉄基合金粒子の構成元素とケイ素若しくは窒素との化合物からなる析出物が点状に分散した状態で生成する。鉄基合金粒子において析出物が生成することにより、被膜層の強度が高くなる。その結果、被膜層の耐摩耗性が向上する。
ただし、上記の理由以外の理由により、上述の効果が得られていたとしても、本発明の範囲に含まれることは言うまでもない。
ここで、各構成要素について更に詳細に説明する。
上記基材10は、特に限定されるものではないが、詳しくは後述する摺動部材の製造方法、つまり、被膜層の形成方法に適用し得る金属であることが好ましい。また、基材は、摺動部材が内燃機関に適用された場合において、摺動部材が適用される高温環境下で使用可能であるものであることが好ましいことは言うまでもない。
そして、金属としては、例えば、従来公知のアルミニウムや鉄、チタン、銅などの合金を適用することが好ましい。
また、アルミニウム合金としては、例えば、日本工業規格で規定されているAC2A、AC8A、ADC12などを適用することが好ましい。さらに、鉄合金としては、例えば、日本工業規格で規定されているSUS304、鉄系焼結合金などを適用することが好ましい。また、銅合金としては、例えば、ベリリウム銅や銅合金系焼結合金などを適用することが好ましい。
上記被膜層20は、その気孔率が5面積%以下であることが好ましい。例えば、被膜層の気孔率が大きいと強度が不足し、耐摩耗性を低下させる可能性があるという観点からは、被膜層の気孔率は可能な限り小さいことが好ましい。なお、現時点においては、被膜層の気孔率を0.1面積%まで低減することが可能となっているため、優れた耐摩耗性や生産性の向上などをバランス良く実現し得るという観点からは、被膜層の気孔率は0.1〜5面積%であることが好ましく、0.1〜2.00面積%であることがより好ましく、0.5〜1.75面積であることが更に好ましく、0.5〜1.50面積%であることが特に好ましい。ただし、このような範囲に何ら限定されるものではなく、本発明の効果を発現できるものであれば、この範囲を外れていてもよいことは言うまでもない。また、被膜層の断面における気孔率は、例えば、被膜層における断面の走査型電子顕微鏡像などの観察、及び断面走査型電子顕微鏡像の2値化などの画像処理によって、算出することができる。
さらに、上記被膜層は、その厚みに関して、特に限定されるものではない。つまり、被膜層の厚みは適用される部位の温度や摺動環境により適宜調整すればよい。例えば、被膜層の厚みは0.05〜5.0mmであることが好ましく、0.1〜2.0mmであることがより好ましい。被膜層の厚みが0.05mm未満であると、被膜層自体の剛性が不足するため、特に基材強度が低い場合に塑性変形を起こすことがある。また、被膜層の厚みが10mm超であると、成膜時に発生する残留応力と界面密着力の関係により被膜層の剥離が生じる可能性がある。
上記鉄基合金粒子31は、粒子表面側にナノ結晶組織及び非晶質組織のいずれか一方又は双方を有し、炭素と、鉄基合金粒子の構成元素と炭素との炭化物及び鉄基合金粒子の構成元素とケイ素若しくは窒素との化合物のいずれか一方又は双方からなる析出物とを含み、鉄基合金粒子における炭素分の含有率が0.08質量%以上であれば特に限定されるものではない。鉄基合金の典型例としては、日本工業規格G4403に規定される高速度工具鋼、日本工業規格G4303に規定されるマルテンサイト系ステンレス鋼、日本工業規格G4404に規定される合金工具鋼などの鋼を挙げることができる。
さらに、特に限定されるものではないが、耐摩耗性向上の観点から、鋼などの鉄基合金における炭素分の含有率は、1.5質量%以下であることが好ましい。また、特に限定されるものではないが、耐摩耗性向上の観点から、鋼などの鉄基合金における炭素分の含有率は、0.35〜1.5質量%であることがより好ましく、0.8〜1.5質量%であることが更に好ましい。ただし、このような範囲に何ら限定されるものではなく、本発明の効果を発現できるものであれば、この範囲を外れていてもよいことは言うまでもない。
さらに、特に限定されるものではないが、鋼などの鉄基合金におけるクロム分の含有率は、0.20質量%以上であることが好ましい。鋼などの鉄基合金におけるクロムの含有率が0.20質量%以上であると、耐摩耗性向上に寄与するクロム炭化物が形成され易い。特に限定されるものではないが、耐摩耗性向上の観点から、鋼などの鉄基合金におけるクロム分の含有率は、3〜20質量%であることがより好ましい。ただし、このような範囲に何ら限定されるものではなく、本発明の効果を発現できるものであれば、この範囲を外れていてもよいことは言うまでもない。
さらに、特に限定されるものではないが、鋼などの鉄基合金が、バナジウム、タングステン、モリブデン、マンガンを含んでいることが好ましい。鋼などの鉄基合金にバナジウム、タングステン、モリブデン、マンガンなどが含まれると、耐摩耗性向上に寄与するこれらの炭化物が形成され易い。これらは1種を単独で含んでいてもよく、2種以上を適宜組み合わせて含んでいてもよい。ただし、これらに何ら限定されるものではなく、本発明の効果を発現できるものであれば、これらの元素を含まなくてもよいことは言うまでもない。
さらに、特に限定されるものではないが、鋼などの鉄基合金におけるバナジウム分の含有率は、0.9〜5.20質量%であることが好ましい。鋼などの鉄基合金におけるバナジウムの含有率が0.9〜5.20質量%であると、耐摩耗性向上に寄与するバナジウム炭化物が形成され易い。ただし、このような範囲に何ら限定されるものではなく、本発明の効果を発現できるものであれば、この範囲を外れていてもよいことは言うまでもない。
さらに、特に限定されるものではないが、鋼などの鉄基合金におけるタングステン分の含有率は、1.20〜19.0質量%であることが好ましい。鋼などの鉄基合金におけるタングステンの含有率が1.20〜19.0質量%であると、耐摩耗性向上に寄与するタングステン炭化物が形成され易い。ただし、このような範囲に何ら限定されるものではなく、本発明の効果を発現できるものであれば、この範囲を外れていてもよいことは言うまでもない。
さらに、特に限定されるものではないが、鋼などの鉄基合金におけるモリブデン分の含有率は、1〜6質量%であることが好ましい。鋼などの鉄基合金におけるモリブデンの含有率が1〜6質量%であると、耐摩耗性向上に寄与するモリブデン炭化物が形成され易い。ただし、このような範囲に何ら限定されるものではなく、本発明の効果を発現できるものであれば、この範囲を外れていてもよいことは言うまでもない。
さらに、特に限定されるものではないが、鋼などの鉄基合金におけるマンガン分の含有率は、0.2〜3質量%であることが好ましい。鋼などの鉄基合金におけるマンガンの含有率が0.2〜3質量%であると、耐摩耗性向上に寄与するマンガン炭化物が形成され易い。ただし、このような範囲に何ら限定されるものではなく、本発明の効果を発現できるものであれば、この範囲を外れていてもよいことは言うまでもない。
さらに、特に限定されるものではないが、耐摩耗性向上の観点から、鋼などの鉄基合金粒子(基地)におけるビッカース硬さは、400HV以上であることが好ましく、450HV以上であることがより好ましく、500HV以上であることが更に好ましく、600HV以上であることが特に好ましい。また、生産性を考慮すると、鉄基合金粒子(基地)におけるビッカース硬さは1500HV以下が好ましく、1000HV以下がより好ましく、750HV以下が更に好ましい。ただし、このような範囲に何ら限定されるものではなく、本発明の効果を発現できるものであれば、この範囲を外れていてもよいことは言うまでもない。
なお、鋼などの鉄基合金粒子(基地)におけるビッカース硬さは、日本工業規格で規定されているビッカース硬さ試験(日本工業規格Z2244)に準拠して測定・算出することができる。また、測定位置を定めるに当たって、被膜層の走査型電子顕微鏡像や透過型電子顕微鏡像などの観察を利用することができる。この観察の際、必要に応じてエネルギー分散型X線分析、後方散乱電子回折分析などを組み合わせてもよい。
(第2の形態)
次に、第2の形態に係る摺動部材について図面を参照しながら詳細に説明する。なお、上記の形態において説明したものと同等のものについては同一の符号を付して説明を省略する。
図5は、第2の形態に係る摺動部材を模式的に示す断面図である。また、図6は、図5に示した摺動部材のVI線で囲んだ部分の拡大図である。
図5及び図6に示すように、第2の形態の摺動部材2は、被膜層20が複数の粒子30として鉄基合金粒子31の他に、銅基合金粒子32及びコバルト基合金粒子33を含んでいる点で、第1の形態の摺動部材1と相違している。
上述のように、所定の被膜層を備えた摺動部材であるので、優れた耐摩耗性を発揮するようになる。
なお、図示しないが、鉄基合金粒子の他に、銅基合金粒子及びコバルト基合金粒子のいずれか一方のみを含む場合が、本発明の範囲に含まれることは言うまでもない。
なお、図示しないが、銅基合金粒子及びコバルト基合金粒子のいずれか一方又は双方が、粒子表面側にナノ結晶組織及び非晶質組織のいずれか一方又は双方を有していてもよい。このような銅基合金粒子やコバルト基合金粒子を含む場合が、本発明の範囲に含まれることは言うまでもない。
ここで、上記銅基合金粒子及びコバルト基合金粒子について更に詳細に説明する。なお、本発明において「銅基合金」及び「コバルト基合金」とは、それぞれ合金中に最も多く含まれる成分が銅及びコバルトであることを意味する。
上記銅基合金としては、例えば、コルソン合金などの析出硬化系銅合金を挙げることができる。これにより、優れた耐摩耗性を実現できる。
上記コバルト基合金としては、例えば、TRIBALOY(登録商標)T−400などの硬質コバルト基合金や、Stellite(登録商標)6などの硬質コバルト基合金を挙げることができる。これにより、優れた耐摩耗性を実現できる。
上記被膜層は、鉄基合金粒子の比率が50面積%以上100面積%以下であることが好ましい。例えば、被膜層における鉄基合金粒子の比率が50面積%よりも小さいと、混在させる他の粒子の種類によっては強度が不足し、耐摩耗性を低下させる可能性がある。なお、現時点においては、被膜層の気孔率を0.1面積%まで低減することが可能となっているため、優れた耐摩耗性や生産性の向上などをバランス良く実現し得るという観点からは、鉄基合金粒子の比率は、50〜99.90面積%であることが好ましく、50〜99.50面積%であることがより好ましく、70〜99.50面積%であることが更に好ましい。さらに、被膜層が鉄基合金粒子のみからなる場合には、鉄基合金粒子の比率は、98.50〜99.90面積%であることが好ましい。ただし、このような範囲に何ら限定されるものではなく、本発明の効果を発現できるものであれば、この範囲を外れていてもよいことは言うまでもない。また、被膜層の断面における鉄基合金粒子の比率は、例えば、被膜層における断面の走査型電子顕微鏡像などの観察、及び断面走査型電子顕微鏡像の2値化などの画像処理によって、算出することができる。なお、この観察の際、必要に応じてエネルギー分散型X線分析、後方散乱電子回折分析などを組み合わせてもよい。
次に、上述した第1又は第2の形態に係る摺動部材の具体的な適用例について図面を参照しながら詳細に説明する。なお、摺動部材を適用した内燃機関の動弁機構を例に挙げて詳細に説明するが、特に限定されるものではない。また、被膜層の表面を摺動面とすることは言うまでもない。なお、上記の形態において説明したものと同等のものについては、それらと同一の符号を付して説明を省略する。
図7は、摺動部材を適用した内燃機関の動弁機構の一例を模式的に示す断面図である。より具体的には、エンジンバルブを含む動弁機構を模式的に示す断面図である。図7に示すように、カムロブ40が回転すると、バルブリフタ41がバルブスプリング42を圧縮しつつ押し下げられると同時に、エンジンバルブ43がステムシール44を有するバルブガイド45に案内されて押し下げられ、シリンダヘッド46におけるエンジンバルブ43の着座部46Aからエンジンバルブ43が離間して、排気ポート47と図示しない燃焼室とが連通する(エンジンバルブの開き状態)。その後、カムロブ40がさらに回転すると、バルブスプリング42の反発力により、バルブリフタ41、リテーナ48及びコッタ49とともにエンジンバルブ43が押し上げられ、着座部46Aにエンジンバルブ43が接触して排気ポート47と図示しない燃焼室とを遮断する(エンジンバルブの閉じ状態)。このようなエンジンバルブ43開閉をカムロブ40の回転と同期して行う。そして、このようにエンジンバルブ43のバルブステム43Aはシリンダヘッド46側に圧入されたバルブガイド45の中を通って、オイル潤滑されながら組み込まれている。また、図示しない燃焼室の開閉弁部分にあたるエンジンバルブ43のバルブフェース43Bは動作時にシリンダヘッド46におけるエンジンバルブ43の着座部46Aと接触又は非接触状態となる。なお、図7においては、排気ポート47側を示したが、本発明の摺動部材は、図示しない吸気ポート側に適用することもできる。
そして、シリンダヘッド及びエンジンバルブの摺動部位であるシリンダヘッドにおけるエンジンバルブの着座部46Aの摺動面46aに、上述した被膜層が形成された摺動部材、例えば、上述した第1又は第2の形態における摺動部材(1,2)が適用されている。これにより、焼結処理させて得られる被膜層を有する摺動部材と比較して、優れた耐摩耗性を有する。また、本発明の摺動部材をシリンダヘッドに適用することにより、圧入型のバルブシートをなくすことが可能となる。その結果、排気ポートや吸気ポートの形状自由化やエンジンバルブの径拡大を図ることが可能となり、エンジンの燃費や出力、トルクなどを向上させることが可能となる。
また、例えば、図示しないが、バルブステムの摺動面及び相手材であるバルブガイドの摺動面の一方若しくは双方に、並びに/又は、バルブステム軸端の摺動面、バルブフェースの摺動面及び圧入型のバルブシートの摺動面からなる群より選ばれた少なくとも1箇所に、上述した被膜層が形成された摺動部材、例えば、上述した第1又は第2の形態における摺動部材を適用することもできる。これにより、焼結処理させて得られる被膜層を有する摺動部材と比較して、優れた耐摩耗性を有する。
つまり、シリンダヘッドは、上記形態の摺動部材をエンジンバルブの着座部に有することが好ましい。また、他のシリンダヘッドは、上記形態の摺動部材を有するバルブシートを備えたシリンダヘッドであって、該摺動部材を該バルブシートのエンジンバルブの着座部に有することが好ましい。さらに、バルブシートは、上記形態の摺動部材をエンジンバルブの着座部に有することが好ましい。また、エンジンバルブは、上記形態の摺動部材をバルブフェースに有することが好ましい。さらに、他のエンジンバルブは、上記形態の摺動部材をバルブガイドとの摺動部位に有することが好ましい。
さらに、上述した第1又は第2の形態に係る摺動部材の具体的な適用例について図面を参照しながら詳細に説明する。なお、被膜層の表面側を摺動面とすることは言うまでもない。また、上記の形態において説明したものと同等のものについては、それらと同一の符号を付して説明を省略する。
図8は、摺動部材を適用した内燃機関の軸受機構の一例を模式的に示す断面図である。より具体的には、コンロッドの摺動部材である軸受メタルを含む軸受機構を模式的に示す断面図である。図8に示すように、コンロッド60の図示しないクランク側の大端部60Aは上下に2分割されている。そして、大端部60Aには、クランクピン61を受けるための2分割された軸受メタル62が配設されている。
そして、軸受メタル62として、その摺動面62aに、上述した被膜層が形成された摺動部材、例えば、上述した第1又は第2の形態における摺動部材(1,2)が適用されている。これにより、焼結処理させて得られる被膜層を有する摺動部材と比較して、優れた耐摩耗性を有する。
また、例えば、図示しないが、コンロッドの図示しないピストン側の小端部におけるピストンピンを受けるための2分割された軸受メタルの摺動面に、上述した被膜層が形成された摺動部材、例えば、上述した第1又は第2の形態における摺動部材を適用することもできる。これにより、焼結処理させて得られる被膜層を有する摺動部材と比較して、優れた耐摩耗性を有する。
つまり、内燃機関の軸受機構は、上記形態の摺動部材を内燃機関の軸受機構の軸受メタルに有することが好ましい。なお、コンロッドの大端側の摺動面に直接成膜(メタルを使わずに直接形成)することもできる。また、コンロッドの小端側の摺動面に直接成膜(メタルを使わずに直接形成)することもできる。
なお、摺動部材は、ピストンリングやピストンに適用することもできる。つまり、被膜層をピストンリングの表面に適用することが好ましい。また、被膜層をピストンのリング溝内面に適用することが好ましい。さらに、摺動部材は、被膜層をシリンダボア内面(シリンダライナーの代替や、ボア溶射の代替とすることができる。)に適用することが好ましい。また、摺動部材は、被膜層をクランクシャフトのジャーナルのメタルに適用することが好ましい。さらに、摺動部材は、被膜層をクランクシャフトのジャーナルのメタルの部位に直接成膜(メタルを使わずに被膜層を直接形成する。)することが好ましい。また、摺動部材は、被膜層をカムシャフトのジャーナルのメタルの表面に適用することが好ましい。さらに、摺動部材は、被膜層をカムシャフトのジャーナルのメタルの部位に直接成膜(メタルを使わずに被膜層を直接形成する。)することが好ましい。また、摺動部材は、被膜層をカムシャフトのカムロブ表面に適用することが好ましい。さらに、摺動部材は、被膜層をピストンとピストンピンのメタルに適用することが好ましい。また、摺動部材は、被膜層をピストンとピストンピンのメタルの部位に直接成膜することが好ましい。さらに、摺動部材は、被膜層をピストンスカートの表面に適用することが好ましい。また、摺動部材は、被膜層をバルブリフタの冠面に適用することが好ましい。さらに、摺動部材は、被膜層をバルブリフタの側面に適用することが好ましい。また、摺動部材は、被膜層をシリンダヘッドにおけるリフターボアのバルブリフタとの摺動面に適用することが好ましい。さらに、摺動部材は、被膜層をスプロケットの歯の表面(このとき、例えば、鉄焼結合金のスプロケットの代わりにアルミニウム焼結合金のスプロケット上に被膜層を形成する。)に適用することが好ましい。また、摺動部材は、被膜層をチェーンのピンに適用することが好ましい。さらに、摺動部材は、被膜層をチェーンプレートに適用することが好ましい。
また、上述した第1又は第2の形態における摺動部材は、被膜層を内燃機関以外の歯車の歯の表面(このとき、例えば、鋼の歯車をアルミニウム合金化し、このアルミニウム合金上に被膜層を形成する。)に適用することが好ましい。ここで、内燃機関以外とは、例えば、自動車のデファレンシャルギアや、自動車の発電機、自動車以外の発電機などを挙げることができる。さらに、上述した第1又は第2の形態における摺動部材は、すべり軸受け全般(転がり軸受ではない広義の意味でのすべり軸受けである。)に適用することが好ましい。
次に、摺動部材の製造方法について詳細に説明する。摺動部材の製造方法は、例えば、上述した形態における基材と、基材上に形成された所定の被膜層とを備えた摺動部材を製造する方法である。この摺動部材の製造方法は、鉄基合金原料粒子、又は鉄基合金原料粒子と銅基合金原料粒子及びコバルト基合金原料粒子のいずれか一方又は双方とを含む混合物を、非溶融の状態で基材上に吹き付けて、基材上に所定の被膜層を形成する工程を含む。
上述のように、非溶融の状態とした鉄基合金原料粒子又は混合物を、基材上に吹き付けて、基材上に所定の被膜層を形成することにより、耐摩耗性に優れた被膜層を効率良く形成することができる。換言すれば、キネティックスプレー、コールドスプレー、ウォームスプレーなどと呼ばれる方法により被膜層を形成することにより、耐摩耗性に優れた被膜層を効率良く形成することができる。ただし、本発明の摺動部材は、このような製造方法により製造されたものに限定されるものではない。
ここで、より具体的な製造方法についてさらに詳細に説明する。
上述したように、鉄基合金原料粒子又は混合物を基材上に吹き付ける際には、鉄基合金原料粒子又は混合物を、基材及び被膜層の少なくとも一方に塑性変形部を形成する速度で、基材に吹き付けることが好ましい。これにより、より耐摩耗性に優れた被膜層を効率良く形成することができる。
例えば、鉄基合金原料粒子又は混合物を吹き付けるために供給する作動ガスの圧力を0.5〜5MPaとすることが好ましく、0.8〜4MPaとすることがより好ましく、0.8〜3.5MPaとすることが更に好ましい。作動ガスの圧力を0.5MPa未満とすると、粒子速度が得られず、気孔率が大きくなることがある。ただし、このような範囲に何ら制限されるものではなく、本発明の効果を発現できるものであれば、この範囲を外れていてもよいことは言うまでもない。
また、作動ガスの温度は、特に限定されるものではないが、例えば、400〜800℃とすることが好ましく、600〜800℃とすることがより好ましい。作動ガスの温度を400℃未満とすると、気孔率が大きくなり、耐摩耗性が低くなることがある。また、作動ガスの温度を800℃超とすると、ノズル詰まりを起こすことがある。ただし、このような範囲に何ら制限されるものではなく、本発明の効果を発現できるものであれば、この範囲を外れていてもよいことは言うまでもない。
さらに、作動ガスの種類としては、特に限定されるものではないが、例えば、窒素、ヘリウムなどを挙げることができる。これらは、1種を単独で用いてもよく、メインガスとキャリアガスのように、複数種を組み合わせて用いてもよい。また、燃料ガスと窒素とを混合して用いてもよい。
さらに、上述鉄基合金原料粒子又は混合物としては、特に限定されるものではないが、例えば、過飽和固溶体の状態であることが好ましい。過飽和固溶体の状態であることにより、大きい延性を有する、換言すれば、変形能を有するため、被膜層を効率よく形成することができ、成膜性を向上させることができる。ここで、過飽和固溶体の状態である原料粒子としては、特に限定されるものではないが、例えば、アトマイズ法などにより急冷凝固させて得られる急冷凝固粒子を適用することが好ましい。
以下、本発明を実施例により更に詳細に説明するが、本発明はこれら実施例に限定されるものではない。
(実施例1)
鉄基合金原料粒子として、日本工業規格G4403に規定されるSKH51(大同特殊鋼株式会社製、商品名:DAPMH51、分類:SKH材/高速度鋼、成分:Fe−0.85C−4Cr−5Mo−6W−2V、粒度:−20μm)を用意した。なお、「粒度:−20μm」とは、粒子径が20μm以下であることを意味する(以下同様である。)。また、このような粒度を測定・算出する際の「粒子径」としては、例えば、上述した「最大長径」、具体的には、観察される粒子(観察面)の輪郭線上の任意の2点間の距離の最大の距離を採用した。
シリンダヘッドにおけるエンジンバルブの着座部の加工完了状態で、狙い被膜層厚み0.5mmを想定して、アルミニウム基材(日本工業規格H4040A5056)の前加工を行って、前加工されたアルミニウム基材を用意した。
次いで、回転テーブルに用意したアルミニウム基材を装着し、回転テーブルを回転させながら、用意した鉄基合金原料粒子を、用意したアルミニウム基材上に、コールドスプレー装置(Inovati社製、Kinetic Metallization、ガス種:He、ガス圧力:0.8MPa、ガス温度:600℃)を用いて吹き付けて、被膜層厚み1.0mmの被膜層を基材上に形成した。
しかる後、機械加工により、実際のシリンダヘッドにおけるエンジンバルブの着座部の形状に仕上げて、本例の摺動部材を得た。なお、被膜層厚みは、0.5mmである(以下同様である。)。
(実施例2)
鉄基合金原料粒子として、日本工業規格G4303に規定されるSUS440C(大同特殊鋼株式会社製、商品名:DAP440C、分類:マルテンサイト系SUS、成分:Fe−1.1C−0.5Si−0.5Mn−17Cr、粒度:−20μm)を用意した。
シリンダヘッドにおけるエンジンバルブの着座部の加工完了状態で、狙い被膜層厚み0.5mmを想定して、アルミニウム基材(日本工業規格H4040A5056)の前加工を行って、前加工されたアルミニウム基材を用意した。
次いで、回転テーブルに用意したアルミニウム基材を装着し、回転テーブルを回転させながら、用意した鉄基合金原料粒子を、用意したアルミニウム基材上に、コールドスプレー装置(Inovati社製、Kinetic Metallization、ガス種:He、ガス圧力:0.8MPa、ガス温度:600℃)を用いて吹き付けて、被膜層厚み1.0mmの被膜層を基材上に形成した。
しかる後、機械加工により、実際のシリンダヘッドにおけるエンジンバルブの着座部の形状に仕上げて、本例の摺動部材を得た。
(実施例3)
鉄基合金原料粒子として、日本工業規格G4303に規定されるSUS420J2(大同特殊鋼株式会社製、商品名:DAP420J2、分類:マルテンサイト系SUS、成分:Fe−0.35C−13Cr、粒度:−30μm)を用意した。
シリンダヘッドにおけるエンジンバルブの着座部の加工完了状態で、狙い被膜層厚み0.5mmを想定して、アルミニウム基材(日本工業規格H4040A5056)の前加工を行って、前加工されたアルミニウム基材を用意した。
次いで、回転テーブルに用意したアルミニウム基材を装着し、回転テーブルを回転させながら、用意した鉄基合金原料粒子を、用意したアルミニウム基材上に、高圧型コールドスプレー装置(CGT社製、Kinetics4000、ガス種:N2、ガス圧力:3.5MPa、ガス温度:750℃)を用いて吹き付けて、被膜層厚み1.0mmの被膜層を基材上に形成した。
しかる後、機械加工により、実際のシリンダヘッドにおけるエンジンバルブの着座部の形状に仕上げて、本例の摺動部材を得た。
(実施例4)
鉄基合金原料粒子として、日本工業規格G4404に規定されるSKD61(大同特殊鋼株式会社製、商品名:DAPDHA1、分類:SKD材、成分:Fe−0.35C−5Cr−1.25Mo−1V、粒度:−30μm)を用意した。
シリンダヘッドにおけるエンジンバルブの着座部の加工完了状態で、狙い被膜層厚み0.5mmを想定して、アルミニウム基材(日本工業規格H4040A5056)の前加工を行って、前加工されたアルミニウム基材を用意した。
次いで、回転テーブルに用意したアルミニウム基材を装着し、回転テーブルを回転させながら、用意した鉄基合金原料粒子を、用意したアルミニウム基材上に、高圧型コールドスプレー装置(CGT社製、Kinetics4000、ガス種:N2、ガス圧力:3.5MPa、ガス温度:750℃)を用いて吹き付けて、被膜層厚み1.0mmの被膜層を基材上に形成した。
しかる後、機械加工により、実際のシリンダヘッドにおけるエンジンバルブの着座部の形状に仕上げて、本例の摺動部材を得た。
(実施例5)
鉄基合金原料粒子として、日本工業規格G4303に規定されるSKH51(大同特殊鋼株式会社製、商品名:DAPMH51、分類:SKH材/高速度鋼、成分:Fe−0.85C−4Cr−5Mo−6W−2V、粒度:−20μm)を用意した。さらに、銅基合金原料粒子として、Cu−Ni−Si合金(分類:銅合金(コルソン合金)、成分:Cu−3Ni−0.7Si、粒度:−30μm)を用意した。さらに、コバルト基合金原料粒子として、Co合金(ケナメタルステライト社製、商品名:Tribaloy T−400、分類:Co合金、成分:Co−28Mo−8Cr−2.5Si、粒度:−45μm)を用意した。さらに、これらを混合して混合原料粒子を用意した。
シリンダヘッドにおけるエンジンバルブの着座部の加工完了状態で、狙い被膜層厚み0.5mmを想定して、アルミニウム基材(日本工業規格H4040A5056)の前加工を行って、前加工されたアルミニウム基材を用意した。
次いで、回転テーブルに用意したアルミニウム基材を装着し、回転テーブルを回転させながら、用意した混合原料粒子を、用意したアルミニウム基材上に、高圧型コールドスプレー装置(CGT社製、Kinetics4000、ガス種:N2、ガス圧力:3.5MPa、ガス温度:750℃)を用いて吹き付けて、被膜層厚み1.0mmの被膜層を基材上に形成した。
しかる後、機械加工により、実際のシリンダヘッドにおけるエンジンバルブの着座部の形状に仕上げて、本例の摺動部材を得た。
(比較例1)
鉄基合金原料粒子として、日本工業規格G4303に規定されるSUS316L(大同特殊鋼株式会社製、商品名:DAP316L、分類:オーステナイト系SUS、成分:Fe−0.02C−17Cr−13Ni−2Mo−0.9Si、粒度:−30μm)を用意した。
シリンダヘッドにおけるエンジンバルブの着座部の加工完了状態で、狙い被膜層厚み0.5mmを想定して、アルミニウム基材(日本工業規格H4040A5056)の前加工を行って、前加工されたアルミニウム基材を用意した。
次いで、回転テーブルに用意したアルミニウム基材を装着し、回転テーブルを回転させながら、用意した鉄基合金原料粒子を、用意したアルミニウム基材上に、高圧型コールドスプレー装置(CGT社製、Kinetics4000、ガス種:N2、ガス圧力:3.5MPa、ガス温度:750℃)を用いて吹き付けて、被膜層厚み1.0mmの被膜層を基材上に形成した。
しかる後、機械加工により、実際のシリンダヘッドにおけるエンジンバルブの着座部の形状に仕上げて、本例の摺動部材を得た。
(比較例2)
鉄基合金原料粒子として、日本工業規格G4303に規定されるSUS304L(大同特殊鋼株式会社製、商品名:DAP304L、分類:オーステナイト系SUS、成分:Fe−0.02C−19Cr−11Ni、粒度:−30μm)を用意した。
シリンダヘッドにおけるエンジンバルブの着座部の加工完了状態で、狙い被膜層厚み0.5mmを想定して、アルミニウム基材(日本工業規格H4040A5056)の前加工を行って、前加工されたアルミニウム基材を用意した。
次いで、回転テーブルに用意したアルミニウム基材を装着し、回転テーブルを回転させながら、用意した鉄基合金原料粒子を、用意したアルミニウム基材上に、高圧型コールドスプレー装置(CGT社製、Kinetics4000、ガス種:N2、ガス圧力:3.5MPa、ガス温度:750℃)を用いて吹き付けて、被膜層厚み1.0mmの被膜層を基材上に形成した。
しかる後、機械加工により、実際のシリンダヘッドにおけるエンジンバルブの着座部の形状に仕上げて、本例の摺動部材を得た。
(比較例3)
鉄基合金原料粒子として、Fe−Si−B−Cr系アモルファス(分類:アモルファス鉄基合金、成分:Fe−Si−B−Cr、粒度:−20μm)を用意した。
シリンダヘッドにおけるエンジンバルブの着座部の加工完了状態で、狙い被膜層厚み0.5mmを想定して、アルミニウム基材(日本工業規格H4040A5056)の前加工を行って、前加工されたアルミニウム基材を用意した。
次いで、回転テーブルに用意したアルミニウム基材を装着し、回転テーブルを回転させながら、用意した鉄基合金原料粒子を、用意したアルミニウム基材上に、コールドスプレー装置(Inovati社製、Kinetic Metallization、ガス種:He、ガス圧力:0.8MPa、ガス温度:600℃)を用いて吹き付けて、被膜層厚み1.0mmの被膜層を基材上に形成した。
しかる後、機械加工により、実際のシリンダヘッドにおけるエンジンバルブの着座部の形状に仕上げて、本例の摺動部材を得た。
(比較例4)
コバルト基合金原料粒子として、CoNiCrAlY(Inovati社製、商品名:KMCoNiCrAlYパウダー、分類:コバルト基合金、成分:Co−32Ni−21Cr−8Al−0.5Y、粒度:−22μm)を用意した。
シリンダヘッドにおけるエンジンバルブの着座部の加工完了状態で、狙い被膜層厚み0.5mmを想定して、アルミニウム基材(日本工業規格H4040A5056)の前加工を行って、前加工されたアルミニウム基材を用意した。
次いで、回転テーブルに用意したアルミニウム基材を装着し、回転テーブルを回転させながら、用意したコバルト基合金原料粒子を、用意したアルミニウム基材上に、コールドスプレー装置(Inovati社製、Kinetic Metallization、ガス種:He、ガス圧力:0.8MPa、ガス温度:600℃)を用いて吹き付けて、被膜層厚み1.0mmの被膜層を基材上に形成した。
しかる後、機械加工により、実際のシリンダヘッドにおけるエンジンバルブの着座部の形状に仕上げて、本例の摺動部材を得た。
(比較例5)
銅基合金原料粒子として、Cu−Ni−Si合金(分類:銅合金(コルソン合金)、成分:Cu−3Ni−0.7Si、粒度:−30μm)を用意した。
シリンダヘッドにおけるエンジンバルブの着座部の加工完了状態で、狙い被膜層厚み0.5mmを想定して、アルミニウム基材(日本工業規格H4040A5056)の前加工を行って、前加工されたアルミニウム基材を用意した。
次いで、回転テーブルに用意したアルミニウム基材を装着し、回転テーブルを回転させながら、用意した銅基合金原料粒子を、用意したアルミニウム基材上に、高圧型コールドスプレー装置(CGT社製、Kinetics4000、ガス種:N2、ガス圧力:4MPa、ガス温度:600℃)を用いて吹き付けて、被膜層厚み1.0mmの被膜層を基材上に形成した。
しかる後、機械加工により、実際のシリンダヘッドにおけるエンジンバルブの着座部の形状に仕上げて、本例の摺動部材を得た。各例の仕様の一部を表1〜表4に示す。
ここで、表3及び表4において、ナノ結晶組織の有無、非晶質組織の有無、析出物の有無や詳細、ミクロ結晶組織の有無、及び被膜層における各粒子や気孔の比率は、走査型電子顕微鏡、透過型電子顕微鏡を用いた観察、エネルギー分散型X線分析、後方散乱電子回折分析などによって特定した。
また、表3及び表4において、鉄基合金粒子(基地)等のビッカース硬さは、日本工業規格で規定されているビッカース硬さ試験(日本工業規格Z2244)に準拠して測定・算出した。なお、算術平均値を求めるために測定数を10箇所とした。また、測定位置を定めるに当たって、被膜層の走査型電子顕微鏡像や透過型電子顕微鏡像などの観察、エネルギー分散型X線分析、後方散乱電子回折分析の結果などを利用した。
[性能評価]
上記各例の摺動部材について、下記の要領で耐摩耗性を評価した。
(耐摩耗性)
高千穂精機株式会社製のバルブシート摩耗試験機を用い、下記の試験条件下、摩耗量を測定、算出した。具体的には、形状測定装置を用いて試験前と試験後のシリンダヘッドにおけるエンジンバルブの着座部の形状を取得し、4箇所の摩耗量を測定し、平均値を算出して、これを摩耗量とした。得られた結果を表3及び表4に併記する。
表3及び表4より、本発明の範囲に属する実施例1〜実施例5は、本発明の範囲外の比較例1〜比較例5よりも、優れた耐摩耗性を有することが分かる。
これは、上述した所定の被膜層を備えた摺動部材であるためと考えられる。具体的には、被膜層が、粒子表面側にナノ結晶組織及び非晶質組織のいずれか一方又は双方を有する鉄基合金粒子を含み、鉄基合金粒子が炭素と炭化物を含み、鉄基合金粒子における炭素分の含有率が0.08質量%以上であるためと考えられる。
また、本発明の範囲に属する実施例1〜実施例5が、本発明の範囲外の比較例1〜比較例5よりも、優れた耐摩耗性を有するのは、上述した所定の被膜層を備えた摺動部材であり、さらに、鉄基合金粒子におけるクロム分の含有率が0.20質量%以上であるためとも考えられる。さらに言えば、鉄基合金粒子がクロム炭化物を含むためとも考えられる。
さらに、本発明の範囲に属する実施例1、実施例4及び実施例5が、実施例2及び実施例3よりも、優れた耐摩耗性を有するのは、上述した所定の被膜層を備えた摺動部材であり、さらに、鉄基合金粒子におけるクロム分の含有率が0.20質量%以上であり、さらに、鉄基合金粒子がバナジウム、タングステンなどを含むためとも考えられる。さらに言えば、鉄基合金粒子がクロム、バナジウム、タングステンなどの炭化物を含むためとも考えられる。
また、本発明の範囲に属する実施例1及び実施例5が、実施例2〜実施例4よりも、優れた耐摩耗性を有するのは、上述した所定の被膜層を備えた摺動部材であり、さらに、鉄基合金粒子におけるクロム分の含有率が0.20質量%以上であり、さらに、鉄基合金粒子がバナジウム、タングステンなどを含み、さらに、鉄基合金粒子におけるバナジウムの含有率が0.90〜5.20質量%であり、タングステンの含有率が1.20〜19.0質量%であるためとも考えられる。さらに言えば、鉄基合金粒子がクロム、バナジウム、タングステンなどの炭化物を含む日本工業規格G4403に規定される高速度工具鋼であるためとも考えられる。
さらに、本発明の範囲に属する実施例1〜実施例5が、本発明の範囲外の比較例1〜比較例5よりも、優れた耐摩耗性を有するのは、上述した所定の被膜層を備えた摺動部材であり、さらに、被膜層の気孔率が5面積%以下であるためとも考えられる。
また、本発明の範囲に属する実施例1〜実施例5が、本発明の範囲外の比較例1〜比較例5よりも、優れた耐摩耗性を有するのは、上述した所定の被膜層を備えた摺動部材であり、さらに、鉄基合金粒子が、粒子中心側にミクロ結晶組織を含む芯部を有するためとも考えられる。
さらに、本発明の範囲に属する実施例5が、実施例1よりも、優れた耐摩耗性を有するのは、上述した所定の被膜層を備えた摺動部材であり、さらに、被膜層が、複数の粒子として銅基合金粒子及びコバルト基合金粒子のいずれか一方又は双方を含むためとも考えられる。
また、本発明の範囲に属する実施例2が、実施例3よりも、優れた耐摩耗性を有するのは、上述した所定の被膜層を備えた摺動部材であり、さらに、鉄基合金粒子がケイ素を含むためとも考えられる。さらに言えば、鉄基合金粒子がクロムケイ化物を含むためとも考えられる。
以上、本発明を若干の形態及び実施例によって説明したが、本発明はこれらに限定されるものではなく、本発明の要旨の範囲内で種々の変形が可能である。