JP2020032584A - 艶消し凹状成形品の製造方法 - Google Patents
艶消し凹状成形品の製造方法 Download PDFInfo
- Publication number
- JP2020032584A JP2020032584A JP2018159829A JP2018159829A JP2020032584A JP 2020032584 A JP2020032584 A JP 2020032584A JP 2018159829 A JP2018159829 A JP 2018159829A JP 2018159829 A JP2018159829 A JP 2018159829A JP 2020032584 A JP2020032584 A JP 2020032584A
- Authority
- JP
- Japan
- Prior art keywords
- mold
- molded product
- concave
- matte
- resin
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images

Landscapes
- Moulds For Moulding Plastics Or The Like (AREA)
- Casting Or Compression Moulding Of Plastics Or The Like (AREA)
Abstract
【課題】凹状の成形品を成形するにあたり、凹状部を形成する側壁部に傷を付けることなく脱型できるようにする。
【解決手段】抜き勾配を1〜20度とし、成形型の表面粗さがRa0.2〜2.0μmとなるようにマット処理が施された成形型を用いて凹状の成形品を成形する。この表面粗さにより、成形品の表面は全体的に艶消しとなり、上記抜き勾配により、成形品の表面を傷付けることなく脱型を行うことができる。
【選択図】図1
【解決手段】抜き勾配を1〜20度とし、成形型の表面粗さがRa0.2〜2.0μmとなるようにマット処理が施された成形型を用いて凹状の成形品を成形する。この表面粗さにより、成形品の表面は全体的に艶消しとなり、上記抜き勾配により、成形品の表面を傷付けることなく脱型を行うことができる。
【選択図】図1
Description
本発明は、艶消し凹状成形品の製造方法に係り、更に詳しくは、型表面が荒らされた成形型の型表面を成形品側に転写して、当該成形品の少なくとも凹状部を形成する周壁部若しくは側壁部を艶消しとする凹状成形品を成形する製造方法に関する。
システムキッチンのシンク、システムバスの浴槽、洗面化粧台の洗面ボウル等に人造大理石からなる凹状成形品が広く利用されている。これらの凹状成形品は、金属メッキ型、電鋳型、FRP成形型を用いて成形することが行われている。
上記の凹状成形品を艶消し(マット調)とする手段としては、ブラスト処理や研磨処理によって型表面を荒らし、これを成形品に転写することが知られている(例えば、特許文献1参照)。
上記の凹状成形品を艶消し(マット調)とする手段としては、ブラスト処理や研磨処理によって型表面を荒らし、これを成形品に転写することが知られている(例えば、特許文献1参照)。
しかしながら、特許文献1に記載された成形品は、ボウル部を光沢面とする一方で、カウンター部を艶消しとするものとなっている。そのため、特許文献1で用いられる金型は、ボウル部に対応する金型表面を鏡面仕上げする一方、カウンター部に対応する金型表面をマット調に処理したものが用いられている。
これは、凹状成形品を脱型する際に、金型の垂直面(型開き方向に沿う面)をマット調にすると成形品が金型と擦れ、脱型できなかったり、成形品に傷が付いたりすることがあるためと考えられる。
そのため、特許文献1のように、ボウル部の周壁部若しくは側壁部を形成する型表面を鏡面仕上げとする一方、カウンター部を成形する型表面をマット調にし、脱型時に成形品の傷付きを生じないようにする必要があり、その結果、成形品の艶消しに部位的な制約が生じてしまう、という不都合を招来する。
なお、成形後の成形品を後加工で艶消しにする場合は、型表面をマット調にして転写する場合に比べ、生産性が劣り、安定した品質を得るための工数が掛かる、という不都合がある。
これは、凹状成形品を脱型する際に、金型の垂直面(型開き方向に沿う面)をマット調にすると成形品が金型と擦れ、脱型できなかったり、成形品に傷が付いたりすることがあるためと考えられる。
そのため、特許文献1のように、ボウル部の周壁部若しくは側壁部を形成する型表面を鏡面仕上げとする一方、カウンター部を成形する型表面をマット調にし、脱型時に成形品の傷付きを生じないようにする必要があり、その結果、成形品の艶消しに部位的な制約が生じてしまう、という不都合を招来する。
なお、成形後の成形品を後加工で艶消しにする場合は、型表面をマット調にして転写する場合に比べ、生産性が劣り、安定した品質を得るための工数が掛かる、という不都合がある。
[発明の目的]
本発明はこのような不都合に着目して案出されたものであり、その目的は、成形品の少なくとも凹状部を形成する周壁部若しくは側壁部を艶消しとし、脱型時に、成形品に傷が付くことを回避することのできる凹状成形品の製造方法を提供することにある。
本発明はこのような不都合に着目して案出されたものであり、その目的は、成形品の少なくとも凹状部を形成する周壁部若しくは側壁部を艶消しとし、脱型時に、成形品に傷が付くことを回避することのできる凹状成形品の製造方法を提供することにある。
上記目的を達成するため、本発明は特許請求の範囲に記載した構成を採用した。すなわち、本発明は、型表面が荒らされた凹状成形品の成形型を用い、前記型表面を成形品側に転写させることで艶消しの人造大理石からなる凹状成形品を製造する方法において、
前記型表面の荒らされた部分の表面粗さRaが0.2〜2.0μmであって、抜き勾配が1〜20度となるFRP成形型を用い、当該FRP成形型に人造大理石の成形材料を注入して硬化後に脱型することで前記表面粗さが転写されて艶消し成形品を得る、という手法を採っている。
本発明におけるFRP成形型は、成形品の表面すなわち凹状部の内側面及びこれに連なるフランジ等の上面を形成する凸型と、成形品の外側面若しくは裏面を形成する凹型とにより構成することができる。このFRP成形型の荒らされた部分の表面粗さRaを0.2μm〜2.0μmとすることで、成形品を艶消しとすることができるとともに、人造大理石の模様等の表出を良好なものとすることができる。
また、抜き勾配を1〜20度とすることで、FRP成形型内面をマット調にしても、脱型時に成形型と成形品との間に圧縮エアを流入させ、成形型と成形品との間に空気層を得ることにより、成形品の表面を傷つけることなく脱型することができる。
前記型表面の荒らされた部分の表面粗さRaが0.2〜2.0μmであって、抜き勾配が1〜20度となるFRP成形型を用い、当該FRP成形型に人造大理石の成形材料を注入して硬化後に脱型することで前記表面粗さが転写されて艶消し成形品を得る、という手法を採っている。
本発明におけるFRP成形型は、成形品の表面すなわち凹状部の内側面及びこれに連なるフランジ等の上面を形成する凸型と、成形品の外側面若しくは裏面を形成する凹型とにより構成することができる。このFRP成形型の荒らされた部分の表面粗さRaを0.2μm〜2.0μmとすることで、成形品を艶消しとすることができるとともに、人造大理石の模様等の表出を良好なものとすることができる。
また、抜き勾配を1〜20度とすることで、FRP成形型内面をマット調にしても、脱型時に成形型と成形品との間に圧縮エアを流入させ、成形型と成形品との間に空気層を得ることにより、成形品の表面を傷つけることなく脱型することができる。
本発明において、前記凹状成形品は、その深さが150mm〜500mmであるものを対象とすることができる。
このような範囲の深さに本発明を適用可能とすることで、洗面ボウル付きのカウンターや、浴槽等、人造大理石からなる成形品に広く適用することができる。
このような範囲の深さに本発明を適用可能とすることで、洗面ボウル付きのカウンターや、浴槽等、人造大理石からなる成形品に広く適用することができる。
本発明の製造方法では、樹脂コンパウンドからなるコンパウンド層と、必要に応じて前記コンパウンド層上に配置され、接着用の樹脂材料が含浸された装飾シートとを備える人造大理石からなる凹状成形品であって、前記装飾シート上に、光透過性を有するゲルコート樹脂からなり、前記装飾シートを保護する表面側保護層を配置することによって凹状成形品を製造することができる。この製造方法では、成形用のFRP成形型の表面を荒らすことでマット調にし、それを成形品側に転写させることにより、表面保護層を艶消しとする工程が含まれる。型表面を荒らす手法としては、研磨粒子を貼り付けた研磨紙にて研磨する方法、研磨粒子を圧力で打ち付けるブラスト方法等が挙げられる。
樹脂コンパウンドは、熱硬化性樹脂または熱可塑性樹脂に、充填剤、柄材、補強材、硬化剤などの添加剤を配合することにより構成される。熱硬化性樹脂としては、ポリエステル系樹脂、熱硬化型アクリル系樹脂などが挙げられる。また、熱可塑性樹脂としては、ポリエステル系樹脂、ポリエチレン系樹脂、ポリスチレン系樹脂、塩化ビニル系樹脂などが挙げられる。これらの熱硬化性樹脂や熱可塑性樹脂は単独で用いることができるが、必要に応じて複数種類を併用してもよい。なお、熱硬化性樹脂及び熱可塑性樹脂としては、様々な色のものを用いることができるが、天然大理石の質感や高級感を得るためには、天然大理石に近似させた色のものを用いることが好ましい。また、充填材としても、様々なものを用いることができるが、アルミナ、水酸化アルミ、硫酸バリウム、シリカ、ガラス粉、炭酸カルシウム等の無機質フィラー微粉体などを用いることが好ましい。
樹脂コンパウンドを構成する柄材としては、無機系または有機系の染料や顔料によって着色されたプラスチック材を粉砕して得られる粒体や、人造大理石、雲母等の天然石を粉砕して得られる粒体などが挙げられ、様々な色、形状、大きさのものを用いることができる。しかし、天然大理石調の外観や高級感を得るためには、天然大理石に近似させた色、形状、大きさのものを用いることが好ましい。
また、装飾シートとしては、ガラス繊維、合成繊維等からなる織布、ガラス繊維、合成繊維等からなる不織布、印刷・情報用紙、新聞巻取紙等の紙類、塩化ビニル、PET等の樹脂フィルムなどが挙げられる。これらの中でも、装飾シートとして、ガラス不織布やPET等の合成繊維不織布を用いることが好ましい。不織布を用いることで樹脂の含浸性が良好になり含浸作業がしやすいというメリットがある。
なお、装飾シートへの装飾の施し方としては、インクジェット印刷やスクリーン印刷等による印刷、UVや熱による塗装によって装飾を施すことなどが挙げられる。また、装飾シートが織布である場合、繊維を着色することなどが挙げられる。
なお、装飾シートへの装飾の施し方としては、インクジェット印刷やスクリーン印刷等による印刷、UVや熱による塗装によって装飾を施すことなどが挙げられる。また、装飾シートが織布である場合、繊維を着色することなどが挙げられる。
また、接着用の樹脂材料としては、不飽和ポリエステル樹脂、ビニルエステル樹脂及び熱硬化型アクリル樹脂のうちの少なくとも1つからなるものであることが好ましい。粘度調整用としてスチレン等のモノマーを追加してもよい。このようにすれば、装飾シートに接着用の樹脂材料を容易に含浸させることができる。
更に、表面側保護層の厚さは、0.15mm〜0.6mmに設定されることが好ましい。表面側保護層の厚さを0.15mm以上に設定することにより、表面側保護層からの装飾シートの露出を確実に防止することができ、成形品の部位によっては部分的に表面保護層を荒らす必要が生じたときに、荒らしすぎて表面保護層を喪失させるリスクが小さくなる。また、表面側保護層の厚さを0.6mm以下に設定することにより、表面保護層の垂直面の垂れ防止や、硬化時にクラックの発生を防止することができる。
本発明によれば、凹状成形品の各部位、特に、FRP成形型の型開き方向に沿う部位すなわち凹状部を形成する周壁部若しくは側壁部に傷を付けることなく艶消し処理された凹状成形品を提供することができる。
また、FRP成形型の内面を荒らすことでマット調にして、その表面粗さを成形品に転写させるものであるため、熟練度を要求することなく成形品の艶消し精度を一定に維持することができる。しかも、成形後の成形品の表面保護層を荒らして艶消し成形品を得る場合に比べ、製造工数を減らすことができ、製造効率を向上させることができる。
また、FRP成形型の内面を荒らすことでマット調にして、その表面粗さを成形品に転写させるものであるため、熟練度を要求することなく成形品の艶消し精度を一定に維持することができる。しかも、成形後の成形品の表面保護層を荒らして艶消し成形品を得る場合に比べ、製造工数を減らすことができ、製造効率を向上させることができる。
以下、本発明の実施例を比較例とともに説明する。
(実施例1)
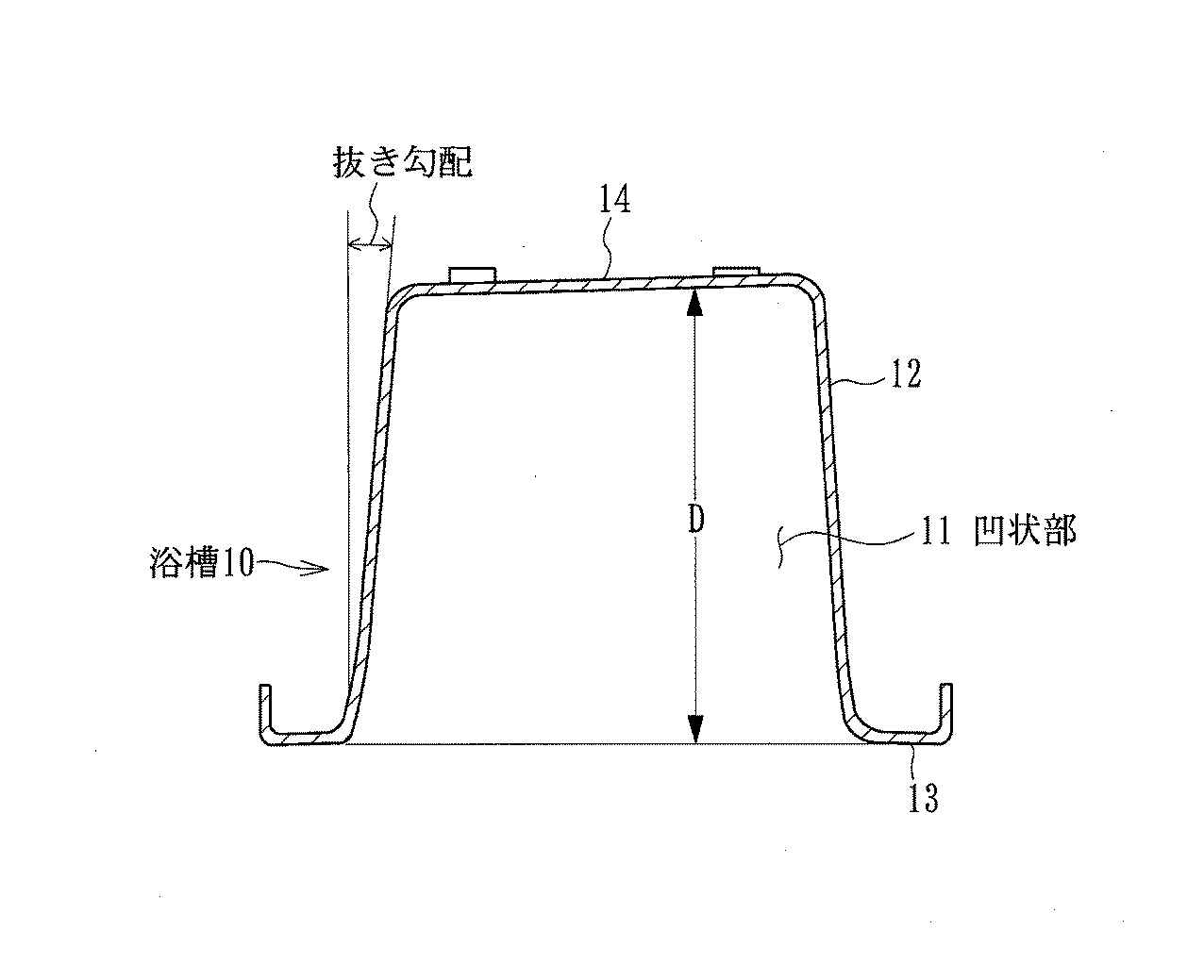
対象とした成形品は、図1に示す形状を備えた人造大理石からなる浴槽10である。この浴槽は、凹状部11を構成する側壁部12と、当該側壁部12の図中下端側に位置するフランジ部13と、図中上端側に位置する底壁部14とからなる。深さDは500mmとされている。なお、側壁部12の抜き勾配(型開閉方向に平行な垂直線に対する傾き)は、図示のようにフランジ部13を水平面内に位置させたときに、全周的に等しい2度である。
図示しないFRP成形型は、その抜き勾配が2度に設けられたものである。FRP成形型の表面は、#320のブラスト処理によりマット調に設けられ、その表面粗さRaは0.4〜0.8μmである。
対象とした成形品は、図1に示す形状を備えた人造大理石からなる浴槽10である。この浴槽は、凹状部11を構成する側壁部12と、当該側壁部12の図中下端側に位置するフランジ部13と、図中上端側に位置する底壁部14とからなる。深さDは500mmとされている。なお、側壁部12の抜き勾配(型開閉方向に平行な垂直線に対する傾き)は、図示のようにフランジ部13を水平面内に位置させたときに、全周的に等しい2度である。
図示しないFRP成形型は、その抜き勾配が2度に設けられたものである。FRP成形型の表面は、#320のブラスト処理によりマット調に設けられ、その表面粗さRaは0.4〜0.8μmである。
成形に際しては、先ず、図示しないFRP成形型を構成する凸型と凹型の内面に離型剤を塗布した後に表面保護層を形成する。すなわち、凸型の表面に光透過性を有する透明のゲルコート樹脂に硬化剤(化薬アクゾ株式会社製カヤメック)とスチレンモノマーとを混合して厚さ0.5mm程度となるように塗布した。
また、凹型の内面には隠蔽用の裏面側保護層を形成した。具体的には、白色のゲルコート樹脂と硬化剤(化薬アクゾ株式会社製カヤメック)とスチレンモノマーとを混合したものである。
表面側保護層及び裏面側保護層を加熱硬化させた後、不飽和ポリエステル樹脂からなる不織布に印刷を施して構成された装飾シートに不飽和ポリエステル樹脂を接着剤として含浸させ、これを表面側保護層上の一部または全面に配置し、所定時間加熱して熱硬化させた。
次いで、凸型と凹型の型合わせを行い、注入口より不飽和ポリエステル樹脂100部にガラス粉200部、硬化剤1部、トナー0.2部を配合したコンパウンド樹脂を注入した。
所定時間加熱、硬化させた後、FRP成形型の型開きを行い、成形品である浴槽10を凸型より脱型する。この際、凸型と成形品との間には、圧縮空気が供給された。
このようにして得られた浴槽10についての評価結果を表1に示す。
実施例1においては、浴槽の脱型を良好に行うことができ、また、目視観察による傷は認められなかった。
所定時間加熱、硬化させた後、FRP成形型の型開きを行い、成形品である浴槽10を凸型より脱型する。この際、凸型と成形品との間には、圧縮空気が供給された。
このようにして得られた浴槽10についての評価結果を表1に示す。
実施例1においては、浴槽の脱型を良好に行うことができ、また、目視観察による傷は認められなかった。
(実施例2)
FRP成形型の抜き勾配を5度のものを用いた以外は実施例1と同じ条件で成形を行った。
その結果は、表1に示すように、実施例1と同様の効果が得られた。
FRP成形型の抜き勾配を5度のものを用いた以外は実施例1と同じ条件で成形を行った。
その結果は、表1に示すように、実施例1と同様の効果が得られた。
(実施例3)
FRP成形型の表面を#320のペーパー研磨によりマット調に設けた以外は実施例2と同じ条件で成形を行った。
その結果は、表1に示すように、実施例2と同様の効果が得られた。
FRP成形型の表面を#320のペーパー研磨によりマット調に設けた以外は実施例2と同じ条件で成形を行った。
その結果は、表1に示すように、実施例2と同様の効果が得られた。
(実施例4)
FRP成形型の抜き勾配を6度のものを用いた以外は実施例3と同じ条件で成形を行った。
その結果は、表1に示すように、実施例3と同様の効果が得られた。
FRP成形型の抜き勾配を6度のものを用いた以外は実施例3と同じ条件で成形を行った。
その結果は、表1に示すように、実施例3と同様の効果が得られた。
(実施例5)
ガラス粉を含まないコンパウンドを用いて実施例4と同じ条件で成形を行った。この実施例においても実施例4と同様の効果が得られた。
ガラス粉を含まないコンパウンドを用いて実施例4と同じ条件で成形を行った。この実施例においても実施例4と同様の効果が得られた。
(実施例6、7)
FRP型の抜き勾配をそれぞれ8度、18度のものを用いた以外は実施例5と同じ条件で成形を行った。
これらの実施例6、7においても実施例5と同様の効果が得られた。
FRP型の抜き勾配をそれぞれ8度、18度のものを用いた以外は実施例5と同じ条件で成形を行った。
これらの実施例6、7においても実施例5と同様の効果が得られた。
(比較例1)
FRP成形型の表面を#40のペーパーで研磨し、型表面粗さRaが5〜15μmとなるものを用いた。その他の条件は実施例2と同様とした。
比較例1においては、脱型に際して相対的に時間がかかり、また、製品表面に凹凸の傷が目視観察された。
FRP成形型の表面を#40のペーパーで研磨し、型表面粗さRaが5〜15μmとなるものを用いた。その他の条件は実施例2と同様とした。
比較例1においては、脱型に際して相対的に時間がかかり、また、製品表面に凹凸の傷が目視観察された。
以上の実施例、比較例から明らかなように、本発明によれば、成形品の表面を傷つけることなく全体的に艶消しとなった凹状成形品の製造方法を提供することができる。
10…浴槽、11…凹状部、12…側壁部、13…フランジ部、14…底壁部
Claims (2)
- 型表面が荒らされた凹状成形品の成形型を用い、前記型表面を成形品側に転写させることで艶消しの人造大理石からなる凹状成形品を製造する方法において、
前記型表面の荒らされた部分の表面粗さRaが0.2〜2.0μmであって、抜き勾配が1〜20度となるFRP成形型を用い、当該FRP成形型に成形材料を注入して硬化後に脱型することで前記表面粗さが転写されて人造大理石の艶消し成形品を得ることを特徴とする艶消し凹状成形品の製造方法。 - 前記凹状成形品の深さが150mm〜500mmであることを特徴とする請求項1記載の艶消し凹状成形品の製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2018159829A JP2020032584A (ja) | 2018-08-29 | 2018-08-29 | 艶消し凹状成形品の製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2018159829A JP2020032584A (ja) | 2018-08-29 | 2018-08-29 | 艶消し凹状成形品の製造方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2020032584A true JP2020032584A (ja) | 2020-03-05 |
Family
ID=69666595
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2018159829A Pending JP2020032584A (ja) | 2018-08-29 | 2018-08-29 | 艶消し凹状成形品の製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2020032584A (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN111813049A (zh) * | 2020-07-31 | 2020-10-23 | 东莞市中泰模具股份有限公司 | 翻孔凹模及其制造方法、存储介质和cnc机床 |
Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH10296755A (ja) * | 1997-04-22 | 1998-11-10 | Sekisui Chem Co Ltd | 繊維強化プラスチックの成形方法及びその成形型 |
| JP2001218689A (ja) * | 2000-02-10 | 2001-08-14 | Shin Dick Kako Kk | ボウル付きカウンター |
| JP2001287227A (ja) * | 2000-04-06 | 2001-10-16 | Polyplastics Co | 成形用金型及び成形方法 |
| JP2004358889A (ja) * | 2003-06-06 | 2004-12-24 | Yamaha Livingtec Corp | 樹脂成形品 |
| JP2005253740A (ja) * | 2004-03-12 | 2005-09-22 | Shin Dick Kako Kk | 樹脂製透明浴室部材 |
| JP2006142651A (ja) * | 2004-11-19 | 2006-06-08 | Mitsubishi Rayon Co Ltd | 浴槽の製造方法 |
| JP2007055171A (ja) * | 2005-08-26 | 2007-03-08 | Inasa Kasei Kk | 人工大理石の製造方法 |
| JP2007113009A (ja) * | 2006-11-01 | 2007-05-10 | Shin Dick Kako Kk | プレス成形品 |
| JP2019176992A (ja) * | 2018-03-30 | 2019-10-17 | 株式会社Lixil | 水回り部材 |
-
2018
- 2018-08-29 JP JP2018159829A patent/JP2020032584A/ja active Pending
Patent Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH10296755A (ja) * | 1997-04-22 | 1998-11-10 | Sekisui Chem Co Ltd | 繊維強化プラスチックの成形方法及びその成形型 |
| JP2001218689A (ja) * | 2000-02-10 | 2001-08-14 | Shin Dick Kako Kk | ボウル付きカウンター |
| JP2001287227A (ja) * | 2000-04-06 | 2001-10-16 | Polyplastics Co | 成形用金型及び成形方法 |
| JP2004358889A (ja) * | 2003-06-06 | 2004-12-24 | Yamaha Livingtec Corp | 樹脂成形品 |
| JP2005253740A (ja) * | 2004-03-12 | 2005-09-22 | Shin Dick Kako Kk | 樹脂製透明浴室部材 |
| JP2006142651A (ja) * | 2004-11-19 | 2006-06-08 | Mitsubishi Rayon Co Ltd | 浴槽の製造方法 |
| JP2007055171A (ja) * | 2005-08-26 | 2007-03-08 | Inasa Kasei Kk | 人工大理石の製造方法 |
| JP2007113009A (ja) * | 2006-11-01 | 2007-05-10 | Shin Dick Kako Kk | プレス成形品 |
| JP2019176992A (ja) * | 2018-03-30 | 2019-10-17 | 株式会社Lixil | 水回り部材 |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN111813049A (zh) * | 2020-07-31 | 2020-10-23 | 东莞市中泰模具股份有限公司 | 翻孔凹模及其制造方法、存储介质和cnc机床 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US4158585A (en) | Washbasin liner method and article | |
| CN113684985A (zh) | 装饰性镶板 | |
| JP2020510148A (ja) | 装飾面を有する基材及び製造方法 | |
| JP2014506207A (ja) | 3次元表面パターンを容易に形成できるモールドを用いた高分子成形物の製造方法及び3次元表面パターンを有する家電製品用成形物 | |
| JP2020032584A (ja) | 艶消し凹状成形品の製造方法 | |
| EP2623286B1 (en) | Mold for forming three-dimensional pattern and method for manufacturing an exterior material for home appliance | |
| CN201712399U (zh) | 图案化雾面转印膜结构 | |
| US20170225364A1 (en) | Resin molding mold | |
| JP4691371B2 (ja) | 転写シート | |
| JP4569091B2 (ja) | 化粧材の製造方法 | |
| CN100519123C (zh) | 有纹饰表面的复合材料物品的形成方法 | |
| EP4186697A1 (en) | Method for the manufacture and decoration of a mineral-filled resin shower tray with an external coating, and shower tray obtained by said method | |
| JP7121593B2 (ja) | 人造大理石 | |
| JP3819414B1 (ja) | 人工大理石の製造方法 | |
| RU2669417C1 (ru) | Декоративная панель с огранкой | |
| US11820163B1 (en) | Methods of making surface materials with embedded images | |
| JP5384276B2 (ja) | 樹脂成形体の製造方法、樹脂成形体 | |
| JP3194402B2 (ja) | 化粧材とその製造方法 | |
| JP2021024224A (ja) | 化粧紙、化粧材、及び化粧紙の製造方法 | |
| US20100276833A1 (en) | Continuous resin fabric | |
| JPH08108437A (ja) | 模様付き熱硬化性樹脂成形品およびその製造方法 | |
| KR100761626B1 (ko) | 열 전사무늬 아크릴코팅 인조 대리석 성형물의 제조방법 | |
| JP2002113794A (ja) | アクリル樹脂シェル一体型システムバス及びその製造法 | |
| KR0118762B1 (ko) | 무광 표면 아크릴계 인조대리석판의 제조방법 | |
| JP2001145579A (ja) | アクリル樹脂製浴槽 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20210222 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20211008 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20211019 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20220412 |