JP2020093445A - 射出シリンダ及び、射出成形機 - Google Patents
射出シリンダ及び、射出成形機 Download PDFInfo
- Publication number
- JP2020093445A JP2020093445A JP2018232395A JP2018232395A JP2020093445A JP 2020093445 A JP2020093445 A JP 2020093445A JP 2018232395 A JP2018232395 A JP 2018232395A JP 2018232395 A JP2018232395 A JP 2018232395A JP 2020093445 A JP2020093445 A JP 2020093445A
- Authority
- JP
- Japan
- Prior art keywords
- valve
- check valve
- resin
- injection cylinder
- flow path
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
- 238000002347 injection Methods 0.000 title claims abstract description 53
- 239000007924 injection Substances 0.000 title claims abstract description 53
- 238000001746 injection moulding Methods 0.000 title claims description 11
- 239000011347 resin Substances 0.000 claims abstract description 57
- 229920005989 resin Polymers 0.000 claims abstract description 57
- 238000000465 moulding Methods 0.000 claims description 3
- 238000011144 upstream manufacturing Methods 0.000 claims description 3
- 239000000243 solution Substances 0.000 abstract 1
- 239000000463 material Substances 0.000 description 10
- 230000002265 prevention Effects 0.000 description 3
- 238000001816 cooling Methods 0.000 description 2
- 238000000034 method Methods 0.000 description 2
- 229920001187 thermosetting polymer Polymers 0.000 description 2
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 2
- 238000010586 diagram Methods 0.000 description 1
- 239000007788 liquid Substances 0.000 description 1
- 230000014759 maintenance of location Effects 0.000 description 1
- 238000005259 measurement Methods 0.000 description 1
- 239000002184 metal Substances 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
Images





Landscapes
- Injection Moulding Of Plastics Or The Like (AREA)
Abstract
【課題】精密射出に対応でき、樹脂が流れやすく、メンテナンス性が良い逆流防止弁を備えた射出シリンダを提供する。【解決手段】本発明の射出シリンダは、流路弁27とチェック弁28、スプリング29、ピン101、キー102から成り、プランジャヘッド26に設けられている。流路弁27とチェック弁28と、の外周には射出シリンダ側から内側に向かって凹んだ凹部形状を有し、チェック弁28が上下に摺動することで流路を開閉してもよい。【選択図】図3
Description
本発明は、逆流防止の開閉弁が備えられた射出シリンダ及び射出成形機に関するものである。
従来の射出成形機は、射出シリンダ内にプランジャまたはスクリューなどが設けられ、それらが前進することで、樹脂を射出している。また、射出時に樹脂が逆流しないように、逆流を防ぐ機構が設けられている。
特許文献1では、樹脂の圧力とスクリューの回転によって、逆流防止弁を開閉している。
小物や精密部品の安定成形に対応したいというニーズがある。さらに、流動性が低い樹脂が、逆流防止弁で詰まってしまうことがあった。
本発明によれば、樹脂が流れやすく、メンテナンス性が良い開閉弁を備えた射出シリンダ、射出シリンダを備えた射出成形機を提供することができる。
上記課題を解決するために、本発明の射出シリンダは、
先端に押圧部を有するプランジャを移動することで樹脂を射出する射出シリンダであって、
前記射出シリンダ内に設けられ、前記押圧部の先端に樹脂を送る開閉弁は、
前記開閉弁の、前記樹脂の流路の上流側の流路弁と、
前記開閉弁の、前記樹脂の流路の下流側のチェック弁と、を備え、
前記流路弁は、前記射出シリンダ側から内側に向かって凹んだ凹部形状を有することを特徴とする。
先端に押圧部を有するプランジャを移動することで樹脂を射出する射出シリンダであって、
前記射出シリンダ内に設けられ、前記押圧部の先端に樹脂を送る開閉弁は、
前記開閉弁の、前記樹脂の流路の上流側の流路弁と、
前記開閉弁の、前記樹脂の流路の下流側のチェック弁と、を備え、
前記流路弁は、前記射出シリンダ側から内側に向かって凹んだ凹部形状を有することを特徴とする。
本発明によれば、樹脂が流れやい射出シリンダ、射出シリンダを備えた射出成形機を提供することができる。
本発明による射出機構を竪型射出成形機に応用した一実施形態について、詳細に説明する。本発明は、横型射出成形機にも適応可能であり、本発明はこのような実施形態のみに限らず、特許請求の範囲に記載された本発明の概念に包含されるあらゆる変更や修正が可能であり、従って本発明の精神に帰属する他の任意の技術にも当然応用することができる。
図1は、本発明による射出機構を竪型射出成形機に応用した一実施形態を模式的に表す図である。
以下、まず射出部について説明する。射出モータ20により、駆動プーリ46と射出ベルト21を介して従動プーリ45が回転し、射出ボールねじ17へと動力が伝わり、ネジの軸が上下する。ネジの軸と連結したプランジャガイドプレート35が、ガイドポスト34に案内される。プランジャ25は、プランジャホルダ48でプランジャガイド35に下から上にネジ止めされている。ねじ軸方向の負荷は、不図示の射出軸受けと射出ボールねじ17とで受ける。
樹脂材料は材料供給口23を通って、射出シリンダ1へと送られる。なお、樹脂材料の供給の仕方については、手動のガンタイプすなわちディスペンサで送ってもよいし、液体の熱硬化性樹脂のように、全自動でポンプ計量して、吐出量を管理する装置を付随してもよい。
射出シリンダ1への樹脂材料の供給後の構成について、図2の断面図で説明する。射出シリンダ1に送られた樹脂は、バンドヒータ2により加熱され溶融される。熱硬化性樹脂の場合は、バンドヒータ2ではなく、温調水管が加工された冷却ホルダのようなもので冷却する。その場合、ホルダに水管とホースをつけ、外部温調機で、温度を管理する。射出シリンダ1に3D配管が加工されて直接温調するとなおよい。低圧の樹脂圧力専用機の場合には、樹脂圧力に耐えうる強度が必要でないため、この構成が好ましい。
射出シリンダ1の穴の内径に対して、プランジャ25の外径は小さく設定され、樹脂材料はその隙間を通って樹脂の押圧部であるプランジャヘッド26の先端(図3における下側)へと送られる。プランジャ25が上昇移動する事で、プランジャヘッド26の先端、すなわち図2のシリンダ樹脂流路61の部屋(空間)及びノズル樹脂流路60の空間へと送られる。そしてノズルから不図示の金型に樹脂を射出して成形を行う。
以下、本実施形態における逆流防止弁の構成について以下に説明する。
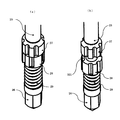
逆流防止弁は、流路の上流側の弁である流路弁27と、流路の下流側の弁であるチェック弁28、チェック弁28を付勢するバネ部材であるスプリング29、ピン101、キー102から成る。
逆流防止弁は、流路の上流側の弁である流路弁27と、流路の下流側の弁であるチェック弁28、チェック弁28を付勢するバネ部材であるスプリング29、ピン101、キー102から成る。
図2におけるプランジャヘッド26の上部にはスプリング29と、更にその上にはチェック弁28が設けられる。チェック弁28は上下に摺動可能で、その上に流路弁27が設けられている。
図4において、流路弁27と、チェック弁28には外周に流路となる射出シリンダ側から内側に向かって凹んだ凹部形状(以下、流路部)が複数あり、そこを通過して樹脂が下へと送られる。また、図3(a)では、流路弁27とチェック弁28とで、流路部が重ならずに流路を塞ぐように回転位相がずれた構造になっている。常時、チェック弁28がスプリング29の付勢力で流路弁27に押し付けられており、流路弁27の流路部が塞がれている。流路部に流れ込む圧力が強くなると、スプリング29の力に抗い、チェック弁28が下に下がり、シールが解除され、チェック弁28の流路部を通って、プランジャヘッド26の外周から、下へと流れ込む。図3(b)がその状態を表している。逆流しようとする(樹脂が上方向に行こうとする)と、チェック弁28が上に上がり、流路弁27の流路部を塞ぎ、樹脂が戻らないようになる。そのため、常にプランジャヘッド26には、新しい樹脂が入り、先入先出し構造となり、樹脂の滞留や焼けの問題がない。本実施形態では、バネ部材にスプリング29を用いているが、板ばね等でもよい。
ここで、射出圧力をP1とし、スプリング29の力をFとする。プランジャヘッド26の先の樹脂圧力をP2とすると、P1>F+P2の時、チェック弁28が下がり、流路が開き、樹脂材料が下へと流れる。
図2において、プランジャ25は、射出シリンダ1の内穴に圧入されたシール65により、樹脂が逆流しないように防御される。また、シール65の上には、ブッシュ64が射出シリンダ1の内穴に圧入され、そのブッシュ64の内周にプランジャ25の外周が案内され、摺動する。ブッシュ64は、メタルブッシュが望ましく、上下に動くプランジャ25の上側のガイドになる。
また、プランジャ25は、チェック弁28上の流路弁27の外周と、射出シリンダ1の内穴とで案内され、摺動する。これがプランジャ25の下側のガイドとなる。上下のガイドの間隔が広がれば、プランジャ25の上下の摺動精度(同軸精度、傾き精度)は上がる。プランジャ25が下がれば下がるほど、摺動精度が向上することになる。装置上、樹脂に負荷をかけ、もっともガイド性の欲しいのは、プランジャが下がり、樹脂圧により逆の反力がかかった状態であり、この機構はその時に精度が出やすい。そのため、樹脂が高圧力の時に摺動精度が高まり、樹脂漏れを低減できる。また、ガイドの寸法精度も管理しやすい。上下に広くとることで、ブッシュ64の無い外径精度や射出シリンダ1の内径精度、プランジャの外径精度もラフにでき、ブッシュ64単体だけでなく、装置トータルのコストも下げられる。このとき、チェック弁28の外径が流路弁27の外径よりも大きく、プランジャ25の下側のガイドとなっても構わない。
プランジャ25の上下動作により、流路の前後で、チェック弁28を境界として、圧力差が生まれる。プランジャ25が上昇すると、プランジャ25の下の樹脂流路の空間(チェック弁28の下側でありノズル側)は圧力が低くなり、反対側は高くなる。樹脂は圧力の高い方から低い方へ流れる。その際、スプリング29の力よりも流れる力が強いと樹脂が樹脂流路の空間(ノズル側)へと送られる。また、材料供給側の弁も解放され、プランジャ25側へ引き込まれる。
プランジャ25が下降し始めると、プランジャ25の下の樹脂流路の空間(ノズル側)は圧力が高くなり、反対側は低くなる。樹脂は圧力の高い方から低い方へ行こうとする。その際、スプリング29の力により、流れる力に抗いチェック弁28が動き、流路弁27の流路を塞ぐ。樹脂が樹脂流路の空間(ノズル側)へと送られた量が計量値となる。この正逆のタイミングの差が少ないほど、計量値が安定する。そのため、スプリング29が付勢する。また、材料供給側の弁が圧力で閉じ、逆流しない。
図6において、プランジャヘッド26の形状はつば113が備えられ、チェック弁28の摺動ストローク114が決められている。これにより、材料供給側からの樹脂の圧力が高くなり過ぎても、ノズル側に樹脂が送られ過ぎず、計量が安定する。そして、チェック弁28の下に設けられたスプリング29の耐久性も向上する。
流路弁27とチェック弁28の流路部について説明する。
図4では、流路弁の流路部27aと、チェック弁の流路部28aは射出シリンダ側から内側に向かって凹んだ凹部形状である。樹脂の流路を丸穴にしないことで、掃除しやすくなり、メンテナンス性が向上する。そして、28bは、流路弁のピンの摺動部であるが、樹脂の流路も兼ねている。本実施例では、図4のように形成されているが、流路部の形状や個数が違っても構わない。流路弁の複数の流路部27aをチェック弁の複数の流路部28aと互い違いに配置することによって、樹脂がより流れ易くすることができる。
図4では、流路弁の流路部27aと、チェック弁の流路部28aは射出シリンダ側から内側に向かって凹んだ凹部形状である。樹脂の流路を丸穴にしないことで、掃除しやすくなり、メンテナンス性が向上する。そして、28bは、流路弁のピンの摺動部であるが、樹脂の流路も兼ねている。本実施例では、図4のように形成されているが、流路部の形状や個数が違っても構わない。流路弁の複数の流路部27aをチェック弁の複数の流路部28aと互い違いに配置することによって、樹脂がより流れ易くすることができる。
前述の通り、開閉弁が閉じている間、逆流を防ぐために、流路弁27とチェック弁28とで回転位相をずらしている。そのために、回り止めの機構を設けている。
図5(a)では、流路弁27にピン101を挿入して、チェック弁28との回り止めをしている。ピン101は、チェック弁28のピン摺動部28bと係合されている。ピン101の長さは、チェック弁28の摺動ストロークよりも長くする。
このとき、ピンの個数は、何個であっても構わない。さらに、ピンを入れるのではなく、流路弁27にそのような形状を設けてもよい。
図5(b)では、プランジャヘッド26にキー102を入れ、流路弁27との回り止めをしている。流路弁27が固定されるので、チェック弁28の動きが安定する。
また、図5(c)のようにキーが流路弁27からチェック弁28にかけて設けられていてもよい。それならば、前述のピンが不要になり、コストダウンできる。
次に、第二の実施形態について説明する。
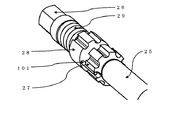
図7は、開閉弁が開いた状態を示している。これまで説明した実施形態とは異なり、ピン101がチェック弁28に挿入されている。流路弁27の流路部が増えたので、第一の実施形態よりも、チェック弁28が下に動きやすく、樹脂が流れやすくなる。このとき、ピンではなく、チェック弁28にそのような形状が設けられていてもよい。
図7は、開閉弁が開いた状態を示している。これまで説明した実施形態とは異なり、ピン101がチェック弁28に挿入されている。流路弁27の流路部が増えたので、第一の実施形態よりも、チェック弁28が下に動きやすく、樹脂が流れやすくなる。このとき、ピンではなく、チェック弁28にそのような形状が設けられていてもよい。
1. 射出シリンダ
2. バンドヒータ
3. 固定側プラテン
5. シャットオフノズル
14. Oリング
17. 射出ボールねじ
20. 射出モータ
21. 射出ベルト
23. 材料供給口
25. プランジャ
26. プランジャヘッド
27. 流路弁
27a.流路弁の流路部
28. チェック弁
28a.チェック弁の流路部
28b.チェック弁のピン摺動部
29. スプリング
34. ガイドポスト
35. プランジャガイドプレート
45. 従動プーリ
46. 駆動プーリ
47. シリンダバックプレート
48. プランジャホルダ
60. ノズル樹脂流路
61. シリンダ樹脂流路
64. ブッシュ
65. シール
67.射出センサフラッグ
68. 射出センサ取り付け板
101.ピン
102.キー
113.プランジャヘッドつば部
114.チェック弁摺動ストローク
2. バンドヒータ
3. 固定側プラテン
5. シャットオフノズル
14. Oリング
17. 射出ボールねじ
20. 射出モータ
21. 射出ベルト
23. 材料供給口
25. プランジャ
26. プランジャヘッド
27. 流路弁
27a.流路弁の流路部
28. チェック弁
28a.チェック弁の流路部
28b.チェック弁のピン摺動部
29. スプリング
34. ガイドポスト
35. プランジャガイドプレート
45. 従動プーリ
46. 駆動プーリ
47. シリンダバックプレート
48. プランジャホルダ
60. ノズル樹脂流路
61. シリンダ樹脂流路
64. ブッシュ
65. シール
67.射出センサフラッグ
68. 射出センサ取り付け板
101.ピン
102.キー
113.プランジャヘッドつば部
114.チェック弁摺動ストローク
Claims (5)
- 先端に押圧部を有するプランジャを移動することで樹脂を射出する射出シリンダであって、
前記射出シリンダ内に設けられ、前記押圧部の先端に樹脂を送る開閉弁は、
前記開閉弁の、前記樹脂の流路の上流側の流路弁と、
前記開閉弁の、前記樹脂の流路の下流側のチェック弁と、を備え、
前記流路弁は、前記射出シリンダ側から内側に向かって凹んだ凹部形状を有することを特徴とする射出シリンダ。 - 前記チェック弁を付勢するバネ部材を備え、
前記バネ部材は、前記チェック弁を閉じる方向に付勢することを特徴とする
請求項1に記載の射出シリンダ。 - 前記チェック弁は、
前記射出シリンダ側から内側に向かって凹んだ他の凹部形状を有し、
前記他の凹部形状には、前記流路弁に固定されたピンが挿入され、
前記バネ部材は、前記チェック弁の他の凹部形状に前記ピンが挿入された範囲で前記チェック弁を閉じる方向に付勢することを特徴とする請求項2に記載の射出シリンダ。 - 前記チェック弁には、前記射出シリンダ側から内側に向かって凹んだ第2の凹部形状が設けれていることを特徴とする請求項1〜3のいずれか一項に記載の射出シリンダ。
- 請求項1〜4のいずれか一項に記載の射出シリンダと、前記射出シリンダから射出された樹脂を成形する金型とを備えたことを特徴とする射出成形機。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2018232395A JP2020093445A (ja) | 2018-12-12 | 2018-12-12 | 射出シリンダ及び、射出成形機 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2018232395A JP2020093445A (ja) | 2018-12-12 | 2018-12-12 | 射出シリンダ及び、射出成形機 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2020093445A true JP2020093445A (ja) | 2020-06-18 |
Family
ID=71084375
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2018232395A Pending JP2020093445A (ja) | 2018-12-12 | 2018-12-12 | 射出シリンダ及び、射出成形機 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2020093445A (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2023140736A (ja) * | 2022-03-23 | 2023-10-05 | キヤノン株式会社 | 製造装置、製造システム、及び物品の製造方法 |
-
2018
- 2018-12-12 JP JP2018232395A patent/JP2020093445A/ja active Pending
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2023140736A (ja) * | 2022-03-23 | 2023-10-05 | キヤノン株式会社 | 製造装置、製造システム、及び物品の製造方法 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US8776672B2 (en) | Brewing device for a coffee machine | |
| JP5613720B2 (ja) | 液状樹脂材料用成形設備 | |
| US8651011B2 (en) | Brewing device for a coffee machine | |
| DK2855051T3 (en) | Transport device for a metal melt in an injection pressure assembly | |
| JP6113173B2 (ja) | 流動性又は注入可能な材料、特にエアインチョコレートを分配する装置及び方法 | |
| KR101619887B1 (ko) | 액상의 에폭시 수지를 이용한 사출 성형장치 | |
| US7258543B2 (en) | Vertical micro-injection machine | |
| JP2020093445A (ja) | 射出シリンダ及び、射出成形機 | |
| CN107921688B (zh) | 具有多个贮存器组件的注塑系统 | |
| US20230285996A1 (en) | Valve tappet rod | |
| JP6180715B2 (ja) | 等速ジョイントのグリース充填装置および方法 | |
| JP7557167B2 (ja) | 射出成形装置及び三次元造形装置 | |
| EP3827961A1 (en) | Injection molding machine | |
| JP2006334974A (ja) | 液状樹脂成形機の射出装置 | |
| US6588486B1 (en) | Metering method of metal material in injection molding | |
| JP4182042B2 (ja) | 射出装置における樹脂の逆流防止方法 | |
| US6719035B1 (en) | Method and apparatus for injection molding metal material | |
| US12076785B2 (en) | Dosing pump trigger system | |
| JP4474617B2 (ja) | 射出成形機の射出装置 | |
| JP5802694B2 (ja) | 射出成形装置 | |
| JP3181278B2 (ja) | プリプラ式射出装置における計量方法 | |
| JP4455559B2 (ja) | 射出成形機用ロータリーバルブ | |
| JP2008296386A (ja) | 射出成形機用の射出ノズル | |
| EP4599741A1 (en) | Beverage outlet assembly for a kitchen brewing vessel | |
| CN115972479A (zh) | 注射装置 |