JP2020121540A - 積層プリフォーム及び積層容器 - Google Patents
積層プリフォーム及び積層容器 Download PDFInfo
- Publication number
- JP2020121540A JP2020121540A JP2019016223A JP2019016223A JP2020121540A JP 2020121540 A JP2020121540 A JP 2020121540A JP 2019016223 A JP2019016223 A JP 2019016223A JP 2019016223 A JP2019016223 A JP 2019016223A JP 2020121540 A JP2020121540 A JP 2020121540A
- Authority
- JP
- Japan
- Prior art keywords
- preform
- laminated
- body portion
- layer
- synthetic resin
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images




Landscapes
- Blow-Moulding Or Thermoforming Of Plastics Or The Like (AREA)
Abstract
Description
前記内プリフォームは、下端部にネックリングを有する筒状の口部と、前記口部の下方に連なる有底筒状の内胴部とを備え、
前記外プリフォームは、前記内胴部を被覆する外胴部を備え、
前記内胴部の上端に設けられた係合凹部に、前記外胴部の上端に設けられた内フランジ部が嵌合していることを特徴とするものである。
前記内プリフォームを構成する合成樹脂のガラス転移温度は前記外プリフォームを構成する合成樹脂のガラス転移温度よりも高いことを特徴とすることが好ましい。
前記内層は、下端部にネックリングを有する筒状の口部と、前記口部の下方に連なる有底筒状の内層胴部とを備え、
前記外層は、前記内胴部を被覆する外層胴部を備え、
前記内層胴部の上端に設けられた係合凹部に、前記外層胴部の上端に設けられた内フランジ部が嵌合していることを特徴とするものである。
内プリフォーム10を構成する第1の合成樹脂のガラス転移温度(ガラス転移点:Tg)が外プリフォーム20を構成する第2の合成樹脂のガラス転移温度よりも高い構成としている。なお、内層110の厚さを外層120の厚さよりも薄くすることで、ブロー成形する際の予備加熱温度を低く設定することができる。本例において、内プリフォーム10(内層110)を構成する非晶性ナイロン樹脂のガラス転移温度は125℃であり、外プリフォーム20(外層120)を構成する非晶性PET樹脂のガラス転移温度は70℃である。
変更可能であることはいうまでもない。例えば、先の実施形態では、積層プリフォーム1を、内プリフォーム10と外プリフォーム20とからなる二重構造としていたが、これに限られず、内プリフォーム10の内側、外プリフォーム20の外側、及び、内プリフォーム10と外プリフォーム20の間の少なくとも何れかの位置に他の層を設けて三重以上の積層構造としてもよい。同様に、積層容器100も内層110の内側、外層120の外側、及び、内層110と外層120の間の少なくとも何れかの位置に他の層を設けて三重以上の積層構造としてもよい。
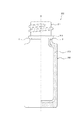
10:内プリフォーム
11:口部
11a:雄ねじ部
12:内胴部
13:ネックリング
14:係合凹部
14a:凹部底面
14b:係合面
14c:対向面
20:外プリフォーム
21:外胴部
22:内フランジ部
22a:内周面
22b:下面
22c:上面
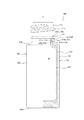
100:積層容器
103:胴部
103a:筒部
103b:肩部
103c:底部
110:内層
111:口部
111a:雄ねじ部
112:内層胴部
113:ネックリング
114:係合凹部
114a:凹部底面
114b:係合面
114c:対向面
120:外層
121:外層胴部
122:内フランジ部
G:隙間
M:収容空間
O:軸線
Claims (4)
- 内プリフォームと外プリフォームとを有する積層プリフォームであって、
前記内プリフォームは、下端部にネックリングを有する筒状の口部と、前記口部の下方に連なる有底筒状の内胴部とを備え、
前記外プリフォームは、前記内胴部を被覆する外胴部を備え、
前記内胴部の上端に設けられた係合凹部に、前記外胴部の上端に設けられた内フランジ部が嵌合していることを特徴とする積層プリフォーム。 - 前記内プリフォーム及び前記外プリフォームは、非晶性の合成樹脂で構成されており、
前記内プリフォームを構成する合成樹脂のガラス転移温度は前記外プリフォームを構成する合成樹脂のガラス転移温度よりも高いことを特徴とする、請求項1に記載の積層プリフォーム。 - 前記係合凹部は、前記内胴部の周方向全体にわたって連続的に設けられており、前記内フランジ部は、前記外胴部の周方向全体にわたって連続的に設けられている、請求項1又は2に記載の積層プリフォーム。
- 内層と外層とを有する積層容器であって、
前記内層は、下端部にネックリングを有する筒状の口部と、前記口部の下方に連なる有底筒状の内層胴部とを備え、
前記外層は、前記内胴部を被覆する外層胴部を備え、
前記内層胴部の上端に設けられた係合凹部に、前記外層胴部の上端に設けられた内フランジ部が嵌合していることを特徴とする積層容器。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2019016223A JP7098255B2 (ja) | 2019-01-31 | 2019-01-31 | 積層プリフォーム及び積層容器 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2019016223A JP7098255B2 (ja) | 2019-01-31 | 2019-01-31 | 積層プリフォーム及び積層容器 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2020121540A true JP2020121540A (ja) | 2020-08-13 |
| JP7098255B2 JP7098255B2 (ja) | 2022-07-11 |
Family
ID=71991960
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2019016223A Active JP7098255B2 (ja) | 2019-01-31 | 2019-01-31 | 積層プリフォーム及び積層容器 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP7098255B2 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN115648593A (zh) * | 2022-09-27 | 2023-01-31 | 台州市祥珑食品容器科技股份有限公司 | 内层可剥离包装瓶的制造方法 |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5989149A (ja) * | 1982-11-15 | 1984-05-23 | 三井化学株式会社 | 多層容器 |
| JPS59134153A (ja) * | 1983-01-13 | 1984-08-01 | 王子化工株式会社 | 複合容器本体及びその製造方法 |
| JPH11192656A (ja) * | 1997-12-29 | 1999-07-21 | Nihon Yamamura Glass Co Ltd | 多層プリフォーム、その成形方法及び多層ボトル |
| JPH11245941A (ja) * | 1998-02-28 | 1999-09-14 | Yoshino Kogyosho Co Ltd | 積層プリフォームとその成形方法 |
| JP2002361717A (ja) * | 2001-06-13 | 2002-12-18 | Toppan Printing Co Ltd | 二層プリフォームの製造方法 |
| JP2005047172A (ja) * | 2003-07-30 | 2005-02-24 | Yoshino Kogyosho Co Ltd | 二重容器のブロー成形方法およびブロー成形二重容器。 |
-
2019
- 2019-01-31 JP JP2019016223A patent/JP7098255B2/ja active Active
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5989149A (ja) * | 1982-11-15 | 1984-05-23 | 三井化学株式会社 | 多層容器 |
| JPS59134153A (ja) * | 1983-01-13 | 1984-08-01 | 王子化工株式会社 | 複合容器本体及びその製造方法 |
| JPH11192656A (ja) * | 1997-12-29 | 1999-07-21 | Nihon Yamamura Glass Co Ltd | 多層プリフォーム、その成形方法及び多層ボトル |
| JPH11245941A (ja) * | 1998-02-28 | 1999-09-14 | Yoshino Kogyosho Co Ltd | 積層プリフォームとその成形方法 |
| JP2002361717A (ja) * | 2001-06-13 | 2002-12-18 | Toppan Printing Co Ltd | 二層プリフォームの製造方法 |
| JP2005047172A (ja) * | 2003-07-30 | 2005-02-24 | Yoshino Kogyosho Co Ltd | 二重容器のブロー成形方法およびブロー成形二重容器。 |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN115648593A (zh) * | 2022-09-27 | 2023-01-31 | 台州市祥珑食品容器科技股份有限公司 | 内层可剥离包装瓶的制造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP7098255B2 (ja) | 2022-07-11 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5595498B2 (ja) | 耐熱容器の製造方法 | |
| CN111511647A (zh) | 合成树脂制容器、预塑形坯、以及合成树脂制容器的制造方法 | |
| US10988277B2 (en) | Synthetic resin container and preform | |
| JP6234896B2 (ja) | 積層剥離容器 | |
| JP2017196822A (ja) | ブロー成形多重ボトル及びその製造方法 | |
| US20120052226A1 (en) | Method for Producing a Multilayered Preform and a Preform | |
| JP6980348B2 (ja) | 合成樹脂製容器、プリフォーム、及び合成樹脂製容器の製造方法 | |
| US12187483B2 (en) | Delamination container | |
| CA3120928C (en) | Synthetic resin-made container, and method of manufacturing synthetic resin-made container | |
| JP7058915B2 (ja) | 積層容器、内容物入り積層容器、及び積層容器の製造方法 | |
| JP2020121540A (ja) | 積層プリフォーム及び積層容器 | |
| JP7714295B2 (ja) | 二重容器、プリフォーム組立体及び二重容器の製造方法 | |
| EP3492236B1 (en) | Synthetic resin preform and container containing contents | |
| EP4617028A1 (en) | Peelable container, preform, and manufacturing method and manufacturing device for peelable container | |
| JP6957087B2 (ja) | 積層剥離容器 | |
| JP7730013B2 (ja) | 二重容器 | |
| JP7659434B2 (ja) | 二重構造容器 | |
| JP7422042B2 (ja) | 二重容器の製造方法 | |
| ES2975113T3 (es) | Recipiente de plástico rellenable | |
| US20180029750A1 (en) | Method and Apparatus for Blow-Moulded Stackable Receptacles | |
| JP2022016623A (ja) | プラスチックボトルおよびプリフォーム | |
| US12264007B2 (en) | Delamination container | |
| JP7774938B2 (ja) | 二重容器、プリフォーム組立体及び二重容器の製造方法 | |
| JP6987702B2 (ja) | プリフォーム、及びプリフォームの製造方法 | |
| JP2025107433A (ja) | 積層プリフォーム、及び二重容器の製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20210803 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20220412 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20220419 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20220615 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20220628 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20220628 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 7098255 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |