JP2020141441A - 回転電気のロータ及び回転電機のロータの製造方法 - Google Patents
回転電気のロータ及び回転電機のロータの製造方法 Download PDFInfo
- Publication number
- JP2020141441A JP2020141441A JP2019033214A JP2019033214A JP2020141441A JP 2020141441 A JP2020141441 A JP 2020141441A JP 2019033214 A JP2019033214 A JP 2019033214A JP 2019033214 A JP2019033214 A JP 2019033214A JP 2020141441 A JP2020141441 A JP 2020141441A
- Authority
- JP
- Japan
- Prior art keywords
- rotor
- rotary electric
- wire rod
- electric machine
- wound
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images




Classifications
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02T—CLIMATE CHANGE MITIGATION TECHNOLOGIES RELATED TO TRANSPORTATION
- Y02T10/00—Road transport of goods or passengers
- Y02T10/60—Other road transportation technologies with climate change mitigation effect
- Y02T10/64—Electric machine technologies in electromobility
Landscapes
- Permanent Field Magnets Of Synchronous Machinery (AREA)
Abstract
【課題】線材の損傷を抑制し、磁石の固定強度の低下を抑制可能な回転電機のロータ及び回転電機のロータの製造方法を提供する。【解決手段】回転電機のロータ10は、ロータコア30と、ロータコア30の外周面に配置された複数の磁石41と、複数の磁石41が配置されたロータコア30の外周面に線材FWを巻回することで構成されるフィラメントワインディング層40と、を備える。フィラメントワインディング層40は、線材FWをロータ10の回転軸心Cの方向に巻回することで構成されている。【選択図】図3A
Description
本発明は、電動車両などに搭載される回転電気のロータ及び回転電機のロータの製造方法に関する。
特許文献1に記載の発電電動機では、ロータコアの外周面に形成されるフィラメントワインディング層が、線材をロータの周方向(以下、周方向と称する。)に巻回することで構成されている。より具体的に説明すると、特許文献1に記載のロータは、複数の積層鋼板で構成されたロータコアと、ロータコアの外周面に配置された複数の磁石と、ロータコアの両端面に設けられた一対の端面板と、を備え、ロータコアの外周面には磁石が嵌合する複数の溝が形成されている。フィラメントワインディング層は、この複数の溝に装着された磁石が脱落しないように、ロータコアの外周面に線材を周方向に巻回している。
しかし、回転電機の高回転時等には、ロータコアを積層鋼板で形成する場合に積層鋼板の寸法誤差により発生する段差やロータコアと端面板との間の段差等によって、線材が段差部で高所から低所に移動(脱落)してしまい、そこを起点に線材が破断してしまう虞があった。また、線材が段差部で高所から低所に移動(脱落)してしまうと、磁石の固定強度が弱くなる虞があった。
本発明は、線材の損傷を抑制し、磁石の固定強度の低下を抑制可能な回転電機のロータ及び回転電機のロータの製造方法を提供する。
本発明の回転電機のロータは、
ロータコアと、
前記ロータコアの外周面に配置された複数の磁石と、
前記複数の磁石が配置された前記ロータコアの前記外周面に線材を巻回することで構成されるフィラメントワインディング層と、を備える、回転電機のロータであって、
前記フィラメントワインディング層は、前記線材を前記ロータの軸方向に巻回することで構成されている。
ロータコアと、
前記ロータコアの外周面に配置された複数の磁石と、
前記複数の磁石が配置された前記ロータコアの前記外周面に線材を巻回することで構成されるフィラメントワインディング層と、を備える、回転電機のロータであって、
前記フィラメントワインディング層は、前記線材を前記ロータの軸方向に巻回することで構成されている。
本発明の回転電機のロータの製造方法は、
複数の磁石が配置されたロータコアの外周面に線材を巻回することで前記磁石を固定する回転電機のロータの製造方法であって、
前記線材を前記ロータの軸方向に巻回する巻回工程を備える。
複数の磁石が配置されたロータコアの外周面に線材を巻回することで前記磁石を固定する回転電機のロータの製造方法であって、
前記線材を前記ロータの軸方向に巻回する巻回工程を備える。
本発明によれば、回転電機のロータのフィラメントワインディング層は、線材をロータの軸方向に巻回することで構成されるので、ロータコアの外周面の段差等で線材が損傷するのを抑制でき、磁石の固定強度が低下するのを抑制できる。
以下、本発明の回転電機のロータ10の一実施形態を、添付図面に基づいて説明する。以下の説明で、回転軸心Cというときは、回転電機のロータ10又はロータシャフト20が回転する中心の軸をいい、軸方向とはこの回転軸心Cに沿った方向をいう。また、周方向というときは回転軸心Cが点に見える状態でこの点を中心に円を描きその円の円周に沿った方向をいう。一方、径方向というときは、点から円へ向かう方向または円から点へ向かう方向をいう。
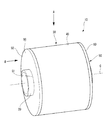
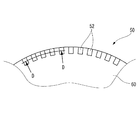
図1及び図2に示すように、本実施形態の回転電機のロータ10は、ロータシャフト20と、ロータシャフト20に軸支されるロータコア30と、ロータコア30の軸方向両側に配置される一対の端面板50と、を備える。なお、一対の端面板50は同一形状であり、一方の端面板50を説明する場合は他方の端面板50も同様の構造等を有するものである。
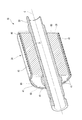
ロータコア30は、例えば複数の不図示の電磁鋼板が積層されることで構成される。ロータコア30には、その中央に回転軸心Cの方向に貫通するロータ挿通孔31が形成されている。
一対の端面板50には、その中央にロータシャフト孔51が形成される。ロータコア30のロータ挿通孔31及び一対の端面板50のロータシャフト孔51には、ロータシャフト20が挿通し、ロータシャフト20、ロータコア30、及び一対の端面板50が一体回転するように組み付けられる。
本実施形態のロータ10は、ロータコア30の表面に磁石41が配置された、いわゆるSPM型の回転電機(Serface Permanent Magnet Motor)である。磁石41は、ロータコア30の外周面に設けられた溝部に配置され、磁石41の外周面とロータコア30の外周面とが略面一となるように設定されている。そして、このロータコア30の外周面には、樹脂を含浸させた繊維を巻き付けたフィラメントワインディング層40が設けられ、磁石41が溝部から外れることが防止される。磁石41は、例えばネオジム磁石等の永久磁石である。
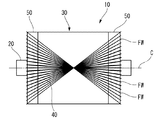
フィラメントワインディング層40は、線材FWをロータ10の回転軸心Cの方向に巻回することで構成されている。ここで、軸方向に巻回するとは、回転軸心Cと略平行に巻回する場合、及び回転軸心Cに対し傾斜して巻回する場合の両方を含む。なお、線材FWを回転軸心Cに対し傾斜して巻回する場合、ロータコア30の外周面を360°巻回する前にロータコア30の一端部から他端部へ、又は他端部から一端部へ線材FWが通過する必要がある。ロータコア30の一端部から他端部へ、又は他端部から一端部へ線材FWが通過する前に線材FWがロータコア30の外周面を360°巻回される場合、線材FWは周方向に巻回されることを意味する。
このようにフィラメントワインディング層40は、複数の磁石41が配置されたロータコア30の外周面に線材FWを軸方向に巻回することで構成されるので、積層鋼板の寸法誤差により発生する段差やロータコア30と端面板50との間の段差等によって、線材FWが損傷するのを抑制できる。したがって、磁石41の固定強度の低下を抑制でき、磁石41を確実に保持し続けることができる。これにより、フィラメントワインディング層40の耐久性が向上し、回転電機をより高負荷及び/又は高回転領域で使用することができる。
図3Aに示すように、線材FWは、ロータ10の回転軸心Cと略平行に巻回されていてもよい。すなわち、線材FWは、一方の端面板50から他方の端面板50に向けて回転軸心Cに略平行に巻回され、且つ、他方の端面板50から一方の端面板50に向けて回転軸心Cに略平行に巻回されている。線材FWをロータ10の回転軸心Cと略平行に巻回することで線材FWの長さを短くでき、さらに巻き数の管理を容易にできる。
図3Bに示すように、線材FWは、ロータ10の回転軸心Cに対し傾斜して巻回されていてもよい。すなわち、線材FWは、一方の端面板50から他方の端面板50に向けて回転軸心Cに対し傾斜して巻回され、且つ、他方の端面板50から一方の端面板50に向けて回転軸心Cに対し傾斜して巻回されている。なお傾斜角度は適宜設定することができ、同一の傾斜角度で巻回してもよく、傾斜角度を異ならせながら巻回してもよい。これにより、磁石41が剥がれそうな弱い部分等に線材FWを集中して巻回することができる。
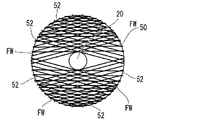
また、一対の端面板50には、図5に示すように、軸方向においてロータコア30と対向しない外表面60の外縁部に、全周に亘って軸方向に突出する引掛部52が設けられている。線材FWを一対の端面板50に形成された引掛部52に引っ掛けながら巻回することで、線材FWの巻回作業を容易にできる。図4A〜図4Cは、線材FWが巻回された端面板50の外表面60を例示するものである。
図4Aに示すように、線材FWは、端面板50の外表面60においてロータシャフト20に接触しつつロータシャフト20を避けるように巻回されていてもよい。端面板50の中心にはロータシャフト20が突出しているので、径方向に線材FWを巻回しようとすると線材FWがロータシャフト20に当たってしまう。そこで、例えば、ロータシャフト20に当たらないように一旦線材FWをロータシャフト20から離れるようにしてからロータシャフト20に接触させる。そのまま、線材FWをロータシャフトの外周面に沿って所定の位置まで回転させてから元の位置又は他の位置まで線材FWを引っ張ることでロータシャフト20を避けることができる。
また、図4Bに示すように、線材FWは、端面板50の外表面60においてロータシャフト20に接触しないようにロータシャフト20を避けるように巻回されていてもよい。例えば、ロータシャフト20に当たらない位置で矢印AR1方向に線材FWを直線状に巻回するとともに矢印AR1に直交する矢印AR2方向に線材FWをロータシャフト20に当たらないように直線状に巻回する。これにより、線材FW同士が格子状に直交し、線材FWがロータシャフト20に接触するのを防止できる。
また、ロータシャフト20を避けながら線材FWを巻回する方法としては、図4A及び図4Bで説明した方法に限らず、図4Cに示すように線材FWを巻回してもよく、他の態様で線材FWを巻回してもよい。
続いて、線材FWを引っ掛ける引掛部52についてより具体的に説明する。図6A〜図6Cは、端面板50に形成された引掛部52を例示するものである。
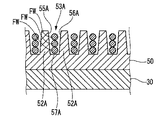
図6Aに示す引掛部52Aは、端面板50の外表面60から軸方向に延びる。すなわち、回転電機のロータ10の一対の端面板50には、それぞれの外表面60の外縁部に周方向に所定の間隔で複数の引掛部52Aが全周に亘って設けられる。したがって、隣り合う引掛部52Aと引掛部52Aとの間には、一方の引掛部52Aの側面55A、他方の引掛部52Aの側面56A、及び底面57Aとにより凹部53Aが区画形成される。
線材FWは、引掛部52Aに引掛けられつつ凹部53Aに収容されながら軸方向に巻回されることで、回転電機の高回転時において大きな遠心力が作用した場合であっても、線材FWが引掛部52Aから外れるのを防止できる。なお、図6Aに示す例では、引掛部52Aの高さ及び凹部53Aの幅は凹部53Aに3本の線材FWを収容可能に設定されているが、凹部53Aに収容される線材FWの数に応じて引掛部52Aの高さ及び凹部53Aの幅を適宜変更することができる(図6B及び図6Cについても同様)。
図6Bに示す引掛部52Bは、端面板50の外表面60から軸方向に離間するに従ってロータ10の回転方向AR3に向かうように軸方向に傾斜して延びる。すなわち、回転電機のロータ10の一対の端面板50には、それぞれの外表面60の外縁部に周方向に所定の間隔で複数の引掛部52Bが全周に亘って設けられる。したがって、隣り合う引掛部52Bと引掛部52Bとの間には、一方の引掛部52Bの側面55B、他方の引掛部52Bの側面56B、及び底面57Bとにより凹部53Bが区画形成される。
線材FWは、引掛部52Bに引掛けられつつ凹部53Bに収容されながら軸方向に巻回されることで、回転電機の高回転時において大きな遠心力が作用した場合であっても、線材FWが引掛部52Bから外れるのを防止できる。特に、引掛部52Bはロータ10の回転方向AR3に傾斜しているので、線材FWに作用する回転方向の力が端面板50の外表面60側(ロータコア30側)に向かう力の成分を有する。即ち、線材FWに作用する回転方向の力の一部は線材FWを端面板50の外表面60側(ロータコア30側)に向かう力に変換される。したがって、回転電機の高回転時においても線材FWが引掛部52Bから外れるのをより確実に防止できる。
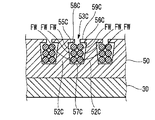
図6Cに示す引掛部52Cには、線材FWの抜止部58C、抜止部59Cが設けられている。より具体的に説明すると、それぞれの外表面60の外縁部に周方向に所定の間隔で複数の引掛部52Cが全周に亘って設けられる。したがって、隣り合う引掛部52Cと引掛部52Cとの間には、一方の引掛部52Cの側面55C、他方の引掛部52Cの側面56C、及び底面57Cとにより凹部53Cが区画形成される。さらに、凹部53Cには、側面55Cから凹部53Cの内側に突出した抜止部58C、側面56Cから凹部53Cの内側に突出した抜止部59Cが形成されている。
線材FWは、引掛部52Cに引掛けられつつ凹部53Cに収容されながら軸方向に巻回されることで、回転電機の高回転時において大きな遠心力が作用した場合であっても、線材FWが引掛部52Cから外れるのを防止できる。特に、引掛部52Cには抜止部58C、59Cが設けられているので、回転電機の高回転時においても線材FWが引掛部52Cから外れるのをより確実に防止できる。
次に、本発明の回転電機のロータ10の製造方法の一実施形態を説明する。本実施形態の製造方法は、複数の磁石41が配置されたロータコア30の外周面に線材FWを巻回することで磁石41を固定する方法である。
本実施形態の回転電機のロータ10の製造方法は、線材FWをロータ10の軸方向に巻回する巻回工程を備える。巻回工程では、線材FWをロータ10の回転軸心Cと略平行に巻回する、又は、線材FWをロータ10の回転軸心Cに対し傾斜するように巻回する。なお、巻回工程における巻回作業は、機械よるもの、手動によるもの、又はこれらの組み合わせでもよい。
この巻回工程では、上記したように、回転軸心Cの方向においてロータコア30の両端部に設けられた一対の端面板50の引掛部52に線材FWを引っ掛けながら巻回する。なお、線材FWを引掛部52に引っ掛けた際に引掛部52を起点として傾斜方向を異ならせながら巻回してもよい。また、巻回工程では、上記したように線材FWをロータシャフト20を避けるように巻回することが好ましい。
以上、本発明の実施形態を説明したが、本発明は上記実施形態に限定されるものではなく、適宜、変形、改良、等が可能である。
また、本明細書には少なくとも以下の事項が記載されている。なお、括弧内には、上記した実施形態において対応する構成要素等を示しているが、これに限定されるものではない。
(1)ロータコア(ロータコア30)と、
前記ロータコアの外周面に配置された複数の磁石(磁石41)と、
前記複数の磁石が配置された前記ロータコアの前記外周面に線材(線材FW)を巻回することで構成されるフィラメントワインディング層(フィラメントワインディング層40)と、を備える、回転電機のロータ(ロータ10)であって、
前記フィラメントワインディング層は、前記線材を前記ロータの軸方向に巻回することで構成されている、回転電機のロータ。
前記ロータコアの外周面に配置された複数の磁石(磁石41)と、
前記複数の磁石が配置された前記ロータコアの前記外周面に線材(線材FW)を巻回することで構成されるフィラメントワインディング層(フィラメントワインディング層40)と、を備える、回転電機のロータ(ロータ10)であって、
前記フィラメントワインディング層は、前記線材を前記ロータの軸方向に巻回することで構成されている、回転電機のロータ。
(1)によれば、フィラメントワインディング層は、線材をロータの軸方向に巻回することで構成されているので、線材が段差部で高所から低所に移動(脱落)してしまうことがなく、ロータコアの外周面の段差等で線材が損傷するのを抑制できる。したがって、磁石の固定強度が低下するのを抑制できる。これにより、フィラメントワインディング層の耐久性が向上し、回転電機をより高負荷及び/又は高回転領域で使用することができる。
(2) (1)に記載の回転電機のロータであって、
前記線材は、前記ロータの回転軸心と略平行に巻回されている、又は、前記ロータの回転軸心(回転軸心C)に対し傾斜して巻回されている、回転電機のロータ。
前記線材は、前記ロータの回転軸心と略平行に巻回されている、又は、前記ロータの回転軸心(回転軸心C)に対し傾斜して巻回されている、回転電機のロータ。
(2)によれば、線材をロータの回転軸心と略平行に巻回することで線材の長さを短くでき、さらに巻き数の管理を容易にできる。一方、線材をロータの回転軸心に対し傾斜して巻回することで弱い部分を補強することができる。
(3) (1)又は(2)に記載の回転電機のロータであって、
前記ロータは、前記軸方向において前記ロータコアの両端部に一対の端面板(端面板50)を備え、
前記一対の端面板は、前記線材を引っ掛ける引掛部(引掛部52)を有する、回転電機のロータ。
前記ロータは、前記軸方向において前記ロータコアの両端部に一対の端面板(端面板50)を備え、
前記一対の端面板は、前記線材を引っ掛ける引掛部(引掛部52)を有する、回転電機のロータ。
(3)によれば、線材を一対の端面板に形成された引掛部に引っ掛けながら巻回することで、線材の巻回作業を容易にできる。
(4) (3)に記載の回転電機のロータであって、
前記引掛部は、前記軸方向において前記ロータコアと対向しない外表面から突出し、且つ、前記外表面から前記軸方向に離間するに従って前記ロータの回転方向に延びるように形成されている、回転電機のロータ。
前記引掛部は、前記軸方向において前記ロータコアと対向しない外表面から突出し、且つ、前記外表面から前記軸方向に離間するに従って前記ロータの回転方向に延びるように形成されている、回転電機のロータ。
(4)によれば、引掛部は、端面板の外表面から軸方向に離間するに従ってロータの回転方向に延びるように形成されていることで、線材に作用する回転方向の力が端面板側に向かう力の成分を有するので、回転電機の高回転時においても線材が引掛部から外れるのを防止できる。
(5) (3)又は(4)に記載の回転電機のロータであって、
前記引掛部には、前記線材の抜止部が設けられている、回転電機のロータ。
前記引掛部には、前記線材の抜止部が設けられている、回転電機のロータ。
(5)によれば、回転電機の高回転時において大きな遠心力が作用した場合であっても、線材が引掛部から外れるのをより確実に防止できる。
(6) 複数の磁石が配置されたロータコアの外周面に線材を巻回することで前記磁石を固定する回転電機のロータの製造方法であって、
前記線材を前記ロータの軸方向に巻回する巻回工程を備える、回転電機のロータの製造方法。
前記線材を前記ロータの軸方向に巻回する巻回工程を備える、回転電機のロータの製造方法。
(6)によれば、巻回工程において線材をロータの軸方向に巻回することで、線材が段差部で高所から低所に移動(脱落)してしまうことがなく、ロータコアの外周面の段差等で線材が損傷するのを抑制できる。したがって、磁石の固定強度が低下するのを抑制できる。これにより、フィラメントワインディング層の耐久性が向上し、回転電機をより高負荷及び/又は高回転領域で使用することができる。
(7) (6)に記載の回転電機のロータの製造方法であって、
前記巻回工程では、前記線材を前記ロータの回転軸心と略平行に巻回する、又は、前記線材を前記ロータの回転軸心に対し傾斜するように巻回する、回転電機のロータの製造方法。
前記巻回工程では、前記線材を前記ロータの回転軸心と略平行に巻回する、又は、前記線材を前記ロータの回転軸心に対し傾斜するように巻回する、回転電機のロータの製造方法。
(7)によれば、線材をロータの回転軸心と略平行に巻回することで線材の長さを短くでき、さらに巻き数の管理を容易にできる。一方、線材をロータの回転軸心に対し傾斜して巻回することで弱い部分を補強することができる。これにより、フィラメントワインディング層の耐久性が向上し、回転電機をより高負荷及び/又は高回転領域で使用することができる。
(8) (6)又は(7)に記載の回転電機のロータの製造方法であって、
前記巻回工程では、前記軸方向において前記ロータコアの両端部に設けられた一対の端面板の引掛部に前記線材を引っ掛けながら巻回する、回転電機のロータの製造方法。
前記巻回工程では、前記軸方向において前記ロータコアの両端部に設けられた一対の端面板の引掛部に前記線材を引っ掛けながら巻回する、回転電機のロータの製造方法。
(8)によれば、線材を一対の端面板に形成された引掛部に引っ掛けながら巻回することで、線材の巻回作業を容易にできる。
(9) (6)又は(7)に記載の回転電機のロータの製造方法であって、
前記巻回工程では、前記線材をロータシャフトを避けるように巻回する、回転電機のロータの製造方法。
前記巻回工程では、前記線材をロータシャフトを避けるように巻回する、回転電機のロータの製造方法。
(9)によれば、線材をロータシャフトを避けるように巻回することで、ロータシャフトとロータとを独立して取り扱うことができる。
(10) (6)〜(9)のいずれか1項に記載の回転電機のロータの製造方法であって、
前記巻回工程では、前記線材を前記ロータの回転軸心に対し傾斜するように、且つ、傾斜方向を異ならせながら巻回する、回転電機のロータの製造方法。
前記巻回工程では、前記線材を前記ロータの回転軸心に対し傾斜するように、且つ、傾斜方向を異ならせながら巻回する、回転電機のロータの製造方法。
(10)によれば、一方向に傾斜して巻回する場合に比べて、線材の巻き方の自由度が高い。
10 回転電機のロータ
30 ロータコア
40 フィラメントワインディング層
41 磁石
50 端面板
51 ロータシャフト孔
52 引掛部
C 回転軸心
FW 線材
30 ロータコア
40 フィラメントワインディング層
41 磁石
50 端面板
51 ロータシャフト孔
52 引掛部
C 回転軸心
FW 線材
Claims (10)
- ロータコアと、
前記ロータコアの外周面に配置された複数の磁石と、
前記複数の磁石が配置された前記ロータコアの前記外周面に線材を巻回することで構成されるフィラメントワインディング層と、を備える、回転電機のロータであって、
前記フィラメントワインディング層は、前記線材を前記ロータの軸方向に巻回することで構成されている、回転電機のロータ。 - 請求項1に記載の回転電機のロータであって、
前記線材は、前記ロータの回転軸心と略平行に巻回されている、又は、前記ロータの回転軸心に対し傾斜して巻回されている、回転電機のロータ。 - 請求項1又は2に記載の回転電機のロータであって、
前記ロータは、前記軸方向において前記ロータコアの両端部に一対の端面板を備え、
前記一対の端面板は、前記線材を引っ掛ける引掛部を有する、回転電機のロータ。 - 請求項3に記載の回転電機のロータであって、
前記引掛部は、前記軸方向において前記ロータコアと対向しない外表面から突出し、且つ、前記外表面から前記軸方向に離間するに従って前記ロータの回転方向に延びるように形成されている、回転電機のロータ。 - 請求項3又は4に記載の回転電機のロータであって、
前記引掛部には、前記線材の抜止部が設けられている、回転電機のロータ。 - 複数の磁石が配置されたロータコアの外周面に線材を巻回することで前記磁石を固定する回転電機のロータの製造方法であって、
前記線材を前記ロータの軸方向に巻回する巻回工程を備える、回転電機のロータの製造方法。 - 請求項6に記載の回転電機のロータの製造方法であって、
前記巻回工程では、前記線材を前記ロータの回転軸心と略平行に巻回する、又は、前記線材を前記ロータの回転軸心に対し傾斜するように巻回する、回転電機のロータの製造方法。 - 請求項6又は7に記載の回転電機のロータの製造方法であって、
前記巻回工程では、前記軸方向において前記ロータコアの両端部に設けられた一対の端面板の引掛部に前記線材を引っ掛けながら巻回する、回転電機のロータの製造方法。 - 請求項6又は7に記載の回転電機のロータの製造方法であって、
前記巻回工程では、前記線材をロータシャフトを避けるように巻回する、回転電機のロータの製造方法。 - 請求項6〜9のいずれか1項に記載の回転電機のロータの製造方法であって、
前記巻回工程では、前記線材を前記ロータの回転軸心に対し傾斜するように、且つ、傾斜方向を異ならせながら巻回する、回転電機のロータの製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2019033214A JP2020141441A (ja) | 2019-02-26 | 2019-02-26 | 回転電気のロータ及び回転電機のロータの製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2019033214A JP2020141441A (ja) | 2019-02-26 | 2019-02-26 | 回転電気のロータ及び回転電機のロータの製造方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2020141441A true JP2020141441A (ja) | 2020-09-03 |
Family
ID=72265311
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2019033214A Pending JP2020141441A (ja) | 2019-02-26 | 2019-02-26 | 回転電気のロータ及び回転電機のロータの製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2020141441A (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN116247846A (zh) * | 2023-03-24 | 2023-06-09 | 浙江极氪智能科技有限公司 | 电机转子结构、电动机及线束网的绕制方法 |
-
2019
- 2019-02-26 JP JP2019033214A patent/JP2020141441A/ja active Pending
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN116247846A (zh) * | 2023-03-24 | 2023-06-09 | 浙江极氪智能科技有限公司 | 电机转子结构、电动机及线束网的绕制方法 |
| CN116247846B (zh) * | 2023-03-24 | 2026-01-09 | 浙江极氪智能科技有限公司 | 电机转子结构、电动机及线束网的绕制方法 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6880668B2 (ja) | 回転電機のロータ | |
| JP7197335B2 (ja) | 車両用電動機 | |
| KR20140018780A (ko) | 회전 전기 | |
| CN109478813B (zh) | 轴向间隙型旋转电机 | |
| JPWO2013077115A1 (ja) | 回転電機 | |
| US10840754B2 (en) | Method of producing a permanent magnet machine | |
| JP5321983B2 (ja) | 固定子、回転電機、および巻線方法 | |
| JP4106375B2 (ja) | 回転電機の固定子 | |
| JP2020141441A (ja) | 回転電気のロータ及び回転電機のロータの製造方法 | |
| CN107733196B (zh) | 转子和永磁体式旋转电机 | |
| WO2013111803A1 (ja) | 回転電機、回転電機の製造方法、送風機 | |
| US20070126308A1 (en) | Rotary electric machine with reduced torque ripple | |
| JP2021118671A (ja) | ロータ、ロータの製造方法及び回転電機 | |
| JP6435838B2 (ja) | 回転電気機械のロータ及びそれを備える回転電気機械 | |
| JP2007028734A (ja) | 回転電機 | |
| JP2003284270A (ja) | 電動機の固定子およびその製造方法 | |
| JP7059059B2 (ja) | 回転電機のロータ | |
| US9035520B2 (en) | Rotor lamination stress relief | |
| JP2012044789A (ja) | 回転電機およびその製造方法 | |
| JP2015162975A (ja) | ステータ及びインナーロータ型モータ | |
| JP6364444B2 (ja) | 回転電機のステータ | |
| JP6847030B2 (ja) | 固定子および電動機 | |
| JP7170891B2 (ja) | 回転電機及び天井扇風機 | |
| JP7059058B2 (ja) | 回転電機のロータ | |
| JP2020129861A (ja) | 回転電機のステータ |