JP2020153667A - 導光路部材及びその製造方法 - Google Patents
導光路部材及びその製造方法 Download PDFInfo
- Publication number
- JP2020153667A JP2020153667A JP2019049359A JP2019049359A JP2020153667A JP 2020153667 A JP2020153667 A JP 2020153667A JP 2019049359 A JP2019049359 A JP 2019049359A JP 2019049359 A JP2019049359 A JP 2019049359A JP 2020153667 A JP2020153667 A JP 2020153667A
- Authority
- JP
- Japan
- Prior art keywords
- side wall
- partition plate
- light guide
- guide path
- path member
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images




Landscapes
- Photometry And Measurement Of Optical Pulse Characteristics (AREA)
- Radiation Pyrometers (AREA)
Abstract
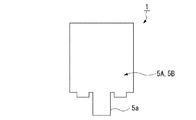
【課題】 簡易な工程かつ低コストで製造可能な導光路部材及びその製造方法を提供すること。【解決手段】 感熱部である第1のセンサ部及び第2のセンサ部とを備えた赤外線センサ用の導光路部材1であって、第1のセンサ部及び第2のセンサ部の上方に開口部を有して第1のセンサ部及び第2のセンサ部の感熱面の周囲を覆う筒状に構成され、第1のセンサ部の感熱面と第2のセンサ部の感熱面との間の上方に設けられる仕切り板部4と、仕切り板部と共に第1のセンサ部の感熱面を囲む平面視コ字状の第1側壁部5Aと、仕切り板部と共に第2のセンサ部の感熱面を囲む平面視コ字状の第2側壁部5Bとを備え、仕切り板部と第1側壁部と第2側壁部とが、1枚の帯状の金属板を折り曲げて構成されている。【選択図】図1
Description
本発明は、複写機やプリンタ等の加熱ローラの温度を測定することに好適な赤外線センサ用の導光路部材及びその製造方法に関する。
一般に、複写機やプリンタ等の画像形成装置に使用されている定着ローラ等の測定対象物の温度を測定するために、測定対象物に対向配置させ、その輻射熱を受けて温度を測定する赤外線センサが設置されている。この赤外線センサでは、測定対象物からの赤外線の視野角等を制限するために導光路部材が用いられている。
例えば、特許文献1には、基板の上面に感熱部である第1のセンサ部及び第2のセンサ部と、第1のセンサ部及び第2のセンサ部の上方に開口部を有して第1のセンサ部及び第2のセンサ部の感熱面の周囲を覆う筒状の導光路部材とを備えた赤外線センサが記載されている。上記導光路部材は、中央に仕切り板部を有した平面視矩形状の筒状体であり、ステンレスやアルミニウム等の金属板で構成されている。
上記従来の技術には、以下の課題が残されている。
すなわち、従来の導光路部材は、複数の金属板で複雑に構成された筒状体であり、中央で仕切られた一対の開口部を得るために中央に仕切り板部を設けると共に、一対の開口部を囲む複数の側壁部と仕切り板部とを互いに組み合わせなければならなかった。そのため、従来は、複数の金属板を用意して互いに溶接等で接合する必要があり、導光路部材の製造コストが増大してしまう不都合があった。
すなわち、従来の導光路部材は、複数の金属板で複雑に構成された筒状体であり、中央で仕切られた一対の開口部を得るために中央に仕切り板部を設けると共に、一対の開口部を囲む複数の側壁部と仕切り板部とを互いに組み合わせなければならなかった。そのため、従来は、複数の金属板を用意して互いに溶接等で接合する必要があり、導光路部材の製造コストが増大してしまう不都合があった。
本発明は、前述の課題に鑑みてなされたもので、簡易な工程かつ低コストで製造可能な導光路部材及びその製造方法を提供することを目的とする。
本発明は、前記課題を解決するために以下の構成を採用した。すなわち、第1の発明に係る導光路部材は、感熱部である第1のセンサ部及び第2のセンサ部を備えた赤外線センサ用の導光路部材であって、前記第1のセンサ部及び前記第2のセンサ部の上方に開口部を有して前記第1のセンサ部及び前記第2のセンサ部の感熱面の周囲を覆う筒状に構成され、前記第1のセンサ部の感熱面と前記第2のセンサ部の感熱面との間の上方に設けられる仕切り板部と、前記仕切り板部と共に前記第1のセンサ部の感熱面を囲む平面視コ字状の第1側壁部と、前記仕切り板部と共に前記第2のセンサ部の感熱面を囲む平面視コ字状の第2側壁部とを備え、前記仕切り板部と前記第1側壁部と前記第2側壁部とが、1枚の帯状の金属板を折り曲げて構成されていることを特徴とする。
この導光路部材では、仕切り板部と第1側壁部と第2側壁部とが、1枚の帯状の金属板を折り曲げて構成されているので、曲げ加工だけで製作でき、製造工程が簡易で製造コストを低減することが可能である。
第2の発明に係る導光路部材の製造方法は、第1の発明の導光路部材の製造方法であって、帯状かつ平板状の金属板を一端から第1の幅で離間した第1の位置で前記金属板の一方の面側に直角に折り曲げて一端側に仕切り板部を形成する仕切り板部形成工程と、前記第1の位置から他端側に第2の幅で離間した第2の位置で前記一方の面側に直角に折り曲げ、さらに前記第2の位置から他端側に第3の幅で離間した第3の位置で前記一方の面側に直角に折り曲げて前記仕切り板部の一方の面側に平面視コ字状の第1側壁部を形成する第1側壁部形成工程と、前記第3の位置から他端側に第4の幅で離間した第4の位置で前記一方の面側に直角に折り曲げ、さらに前記第4の位置から他端側に第5の幅で離間した第5の位置で前記一方の面側に直角に折り曲げて前記仕切り板部の他方の面側に平面視コ字状の第2側壁部を形成する第2側壁部形成工程とを有していることを特徴とする。
すなわち、この導光路部材の製造方法では、帯状かつ平板状の1枚の金属板を折り曲げて仕切り板部,平面視コ字状の第1側壁部,平面視コ字状の第2側壁部の順でこれらを形成するので、折り曲げ加工だけで仕切り板部を含む各部を容易に製作することができ、製造コストを低減することができる。
第3の発明に係る導光路部材の製造方法は、第1の発明の導光路部材の製造方法であって、帯状かつ平板状の金属板を一端から第1の幅で離間した第1の位置で前記金属板の一方の面側に直角に折り曲げ、さらに前記第1の位置から他端側に第2の幅で離間した第2の位置で前記一方の面側に直角に折り曲げて平面視コ字状の第1側壁部を形成する第1側壁部形成工程と、前記第2の位置から他端側に第3の幅で離間した第3の位置で前記一方の面側に直角に折り曲げ、さらに前記第3の位置から他端側に第4の幅で離間した第4の位置で前記金属板の他方の面側に直角に折り曲げて仕切り板部を形成する仕切り板部形成工程と、前記第4の位置から他端側に第5の幅で離間した第5の位置で前記他方の面側に直角に折り曲げ、さらに前記第5の位置から他端側に第6の幅で離間した第6の位置で前記他方の面側に折り曲げて平面視コ字状の第2側壁部を形成する第2側壁部形成工程とを有していることを特徴とする。
すなわち、この導光路部材の製造方法では、帯状かつ平板状の1枚の金属板を折り曲げて平面視コ字状の第1側壁部,仕切り板部,平面視コ字状の第2側壁部の順でこれらを形成するので、折り曲げ加工だけで仕切り板部を含む各部を容易に製作することができ、製造コストを低減することができる。
本発明によれば、以下の効果を奏する。
すなわち、本発明に係る導光路部材によれば、仕切り板部と第1側壁部と第2側壁部とが、1枚の帯状の金属板を折り曲げて構成されているので、曲げ加工だけで製作でき、製造工程が簡易で製造コストを低減することが可能である。
また、本発明に係る導光路部材の製造方法によれば、帯状かつ平板状の1枚の金属板を折り曲げて仕切り板部,平面視コ字状の第1側壁部,平面視コ字状の第2側壁部の順、又は平面視コ字状の第1側壁部,仕切り板部,平面視コ字状の第2側壁部の順でこれらを形成するので、折り曲げ加工だけで仕切り板部を含む各部を容易に製作することができ、製造コストを低減することができる。
すなわち、本発明に係る導光路部材によれば、仕切り板部と第1側壁部と第2側壁部とが、1枚の帯状の金属板を折り曲げて構成されているので、曲げ加工だけで製作でき、製造工程が簡易で製造コストを低減することが可能である。
また、本発明に係る導光路部材の製造方法によれば、帯状かつ平板状の1枚の金属板を折り曲げて仕切り板部,平面視コ字状の第1側壁部,平面視コ字状の第2側壁部の順、又は平面視コ字状の第1側壁部,仕切り板部,平面視コ字状の第2側壁部の順でこれらを形成するので、折り曲げ加工だけで仕切り板部を含む各部を容易に製作することができ、製造コストを低減することができる。
以下、本発明に係る導光路部材及びその製造方法における第1実施形態を、図1から図5を参照しながら説明する。
本実施形態の導光路部材1は、図1から図3に示すように、感熱部である第1のセンサ部3A及び第2のセンサ部3Bとを備えた赤外線センサ用の導光路部材であって、第1のセンサ部3A及び第2のセンサ部3Bの上方に開口部を有して第1のセンサ部3A及び第2のセンサ部3Bの感熱面3a,3bの周囲を覆う筒状に構成されている。
本実施形態の導光路部材1は、図2に示すように、赤外線センサ本体10の上部に設置される。
本実施形態の導光路部材1は、図2に示すように、赤外線センサ本体10の上部に設置される。
本実施形態の導光路部材1は、第1のセンサ部3Aの感熱面3aと第2のセンサ部3Bの感熱面3bとの間の上方に設けられる仕切り板部4と、仕切り板部4と共に第1のセンサ部3Aの感熱面3aを囲む平面視コ字状の第1側壁部5Aと、仕切り板部4と共に第2のセンサ部3Bの感熱面3bを囲む平面視コ字状の第2側壁部5Bとを備えている。
上記仕切り板部4と第1側壁部5Aと第2側壁部5Bとは、図4に示す1枚の帯状の金属板6を折り曲げて構成されている。
なお、第1側壁部5Aと第2側壁部5Bとの下部には、図3に示すように、一対の固定用凸部5aが形成されている。
上記仕切り板部4と第1側壁部5Aと第2側壁部5Bとは、図4に示す1枚の帯状の金属板6を折り曲げて構成されている。
なお、第1側壁部5Aと第2側壁部5Bとの下部には、図3に示すように、一対の固定用凸部5aが形成されている。
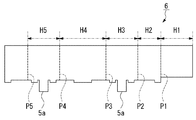
この本実施形態の導光路部材1の製造方法は、図4及び図5の(a)に示すように、帯状かつ平板状の金属板6を一端から第1の幅H1で離間した第1の位置P1で金属板6の一方の面側に直角に折り曲げて、図5の(b)に示すように、金属板6の一端側に仕切り板部4を形成する仕切り板部形成工程と、図5の(c)に示すように、第1の位置P1から他端側に第2の幅H2で離間した第2の位置P2で前記一方の面側に直角に折り曲げ、図5の(d)に示すように、さらに第2の位置P2から他端側に第3の幅H3で離間した第3の位置P3で前記一方の面側に直角に折り曲げて仕切り板部4の一方の面側に平面視コ字状の第1側壁部5Aを形成する第1側壁部形成工程と、図5の(e)に示すように、第3の位置P3から他端側に第4の幅H4で離間した第4の位置P4で前記一方の面側に直角に折り曲げ、図5の(f)に示すように、さらに第4の位置P4から他端側に第5の幅H5で離間した第5の位置P5で前記一方の面側に直角に折り曲げて仕切り板部4の他方の面側に平面視コ字状の第2側壁部5Bを形成する第2側壁部形成工程とを有している。
なお、本実施形態では、金属板6の一端が図4における右端である。
また、金属板6は、例えばステンレスやアルミニウム等で構成されている。
本実施形態の導光路部材1では、金属板6の一端が第1側壁部5Aと第2側壁部5Bとの中間に内側から当接した状態とされ、互いに接合はされていない。また、金属板6の他端が折り曲げられた第1の位置P1の山折り側(外側)に当接した状態とされ、互いに接合はされていない。
また、金属板6は、例えばステンレスやアルミニウム等で構成されている。
本実施形態の導光路部材1では、金属板6の一端が第1側壁部5Aと第2側壁部5Bとの中間に内側から当接した状態とされ、互いに接合はされていない。また、金属板6の他端が折り曲げられた第1の位置P1の山折り側(外側)に当接した状態とされ、互いに接合はされていない。
上記赤外線センサ本体10は、図2に示すように、基板12と、基板12の上面に互いに離間して設けられた感熱部である第1のセンサ部3A及び第2のセンサ部3Bとを備えている。すなわち、本実施形態の導光路部材1を備えた赤外線センサは、2つの赤外線検知用のセンサ部3A,3Bを有した複眼型の非接触温度センサである。
上記基板12は、例えばプリント基板(PCB)であり、長方形状に形成されている。
導光路部材1は、基板12上(表面側)に設置されている。
すなわち、基板12には、導光路部材1の一対の固定用凸部5aが挿入可能な一対の固定用孔部12aが形成されており、一対の固定用孔部12aに挿入された一対の固定用凸部5aが、基板12の裏面側で折り曲げされることで、導光路部材1が固定されている。
上記基板12は、例えばプリント基板(PCB)であり、長方形状に形成されている。
導光路部材1は、基板12上(表面側)に設置されている。
すなわち、基板12には、導光路部材1の一対の固定用凸部5aが挿入可能な一対の固定用孔部12aが形成されており、一対の固定用孔部12aに挿入された一対の固定用凸部5aが、基板12の裏面側で折り曲げされることで、導光路部材1が固定されている。
赤外線センサ本体10は、基板12の上面の仕切り板部4の直下に感熱部である第3のセンサ部3Cと、基板12の上面に筐体15を介して設置された絶縁性フィルム16とを備えている。
上記第1のセンサ部3Aは、絶縁性フィルム16の基板12側である一方の面に設けられた第1の感熱素子17aと、絶縁性フィルム16の一方の面に形成され第1の感熱素子17aに接続された導電性の第1の配線膜(図示略)とを備えている。
上記第2のセンサ部3Bは、絶縁性フィルム16の一方の面に第1の感熱素子17aから離間させて設けられた第2の感熱素子17bと、絶縁性フィルム16の一方の面に形成され第2の感熱素子17bに接続された導電性の第2の配線膜(図示略)とを備えている。
上記第1のセンサ部3Aは、絶縁性フィルム16の基板12側である一方の面に設けられた第1の感熱素子17aと、絶縁性フィルム16の一方の面に形成され第1の感熱素子17aに接続された導電性の第1の配線膜(図示略)とを備えている。
上記第2のセンサ部3Bは、絶縁性フィルム16の一方の面に第1の感熱素子17aから離間させて設けられた第2の感熱素子17bと、絶縁性フィルム16の一方の面に形成され第2の感熱素子17bに接続された導電性の第2の配線膜(図示略)とを備えている。
上記第3のセンサ部3Cは、絶縁性フィルム16の一方の面であって仕切り板部4の直下に設けられた第3の感熱素子17cと、絶縁性フィルム16の一方の面に形成され第3の感熱素子17cに接続された導電性の第3の配線膜(図示略)と、第3の感熱素子17cに対向して絶縁性フィルム16の他方の面に設けられた赤外線反射膜19とを備えている。
すなわち、第3のセンサ部3Cは、温度補償用であり、第1のセンサ部3A及び第2のセンサ部3Bは、赤外線検知用とされる。
上記赤外線反射膜19と上記仕切り板部4とは、隙間を空けて配されている。すなわち、仕切り板部4は、下端部が下方の赤外線反射膜19と接触していない。
すなわち、第3のセンサ部3Cは、温度補償用であり、第1のセンサ部3A及び第2のセンサ部3Bは、赤外線検知用とされる。
上記赤外線反射膜19と上記仕切り板部4とは、隙間を空けて配されている。すなわち、仕切り板部4は、下端部が下方の赤外線反射膜19と接触していない。
上記第1の感熱素子17a、第2の感熱素子17b及び第3の感熱素子17cは、例えば両端部に端子電極が形成されたチップサーミスタである。このサーミスタとしては、NTC型、PTC型、CTR型等のサーミスタがあるが、本実施形態では、第1の感熱素子17a、第2の感熱素子17b及び第3の感熱素子17cとして、例えばNTC型サーミスタを採用している。このサーミスタは、Mn−Co−Cu系材料、Mn−Co−Fe系材料等のサーミスタ材料で形成されている。
なお、これら第1の感熱素子17a、第2の感熱素子17b及び第3の感熱素子17cは、各端子電極に対応する第1の配線膜、第2の配線膜又は第3の配線膜の上に半田等の導電性接着剤で接合させて絶縁性フィルム16に実装されている。
上記絶縁性フィルム16は、ポリイミド樹脂シートで形成され、赤外線反射膜19、第1の配線膜、第2の配線膜及び第3の配線膜が銅箔で形成されている。すなわち、これらは、絶縁性フィルム16とされるポリイミド基板の両面に、赤外線反射膜19、第1の配線膜、第2の配線膜及び第3の配線膜とされる銅箔がパターン形成された両面フレキシブル基板によって作製されたものである。
上記赤外線反射膜19は、例えば銅箔と、該銅箔上に積層された金メッキ膜とで構成されている。なお、金メッキ膜の他に、例えば鏡面のアルミニウム蒸着膜やアルミニウム箔等で形成しても構わない。
上記赤外線反射膜19は、例えば銅箔と、該銅箔上に積層された金メッキ膜とで構成されている。なお、金メッキ膜の他に、例えば鏡面のアルミニウム蒸着膜やアルミニウム箔等で形成しても構わない。
上記筐体15は、PPS(ポリフェニレンサルファイド樹脂)等の樹脂で箱形又は板状に形成されており、上部に絶縁性フィルム16を設置して第1の感熱素子17a、第2の感熱素子17b及び第3の感熱素子17cを収納すると共に、基板12の上面に表面実装されている。
筐体15は、対応する第1〜第3の配線膜に接続されていると共に下部の基板12の上面の配線に接続させる複数の実装用外部端子15aを備えている。
筐体15は、対応する第1〜第3の配線膜に接続されていると共に下部の基板12の上面の配線に接続させる複数の実装用外部端子15aを備えている。
このように本実施形態の導光路部材1では、仕切り板部4と第1側壁部5Aと第2側壁部5Bとが、1枚の帯状の金属板6を折り曲げて構成されているので、曲げ加工だけで製作でき、製造工程が簡易で製造コストを低減することが可能である。
また、本実施形態の導光路部材1の製造方法では、帯状かつ平板状の1枚の金属板6を折り曲げて仕切り板部4,平面視コ字状の第1側壁部5A,平面視コ字状の第2側壁部5Bの順でこれらを形成するので、折り曲げ加工だけで仕切り板部4を含む各部を容易に製作することができ、製造コストを低減することができる。
また、本実施形態の導光路部材1の製造方法では、帯状かつ平板状の1枚の金属板6を折り曲げて仕切り板部4,平面視コ字状の第1側壁部5A,平面視コ字状の第2側壁部5Bの順でこれらを形成するので、折り曲げ加工だけで仕切り板部4を含む各部を容易に製作することができ、製造コストを低減することができる。
次に、本発明に係る導光路部材及びその製造方法の第2実施形態について、図6〜図8を参照して以下に説明する。なお、以下の実施形態の説明において、上記実施形態において説明した同一の構成要素には同一の符号を付し、その説明は省略する。
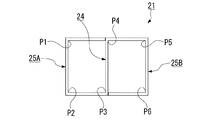
第2実施形態と第1実施形態との異なる点は、第1実施形態では、帯状かつ平板状の1枚の金属板を折り曲げて仕切り板部4,平面視コ字状の第1側壁部5A,平面視コ字状の第2側壁部5Bの順でこれらを形成するのに対し、第2実施形態の導光路部材21及びその製造方法は、図6〜図8に示すように、帯状かつ平板状の1枚の金属板26を折り曲げて平面視コ字状の第1側壁部25A,仕切り板部24,平面視コ字状の第2側壁部25Bの順でこれらを形成する点である。
すなわち、第2実施形態の導光路部材21は、図6に示すように、第1実施形態と同様に、仕切り板部24と、平面視コ字状の第1側壁部25Aと、平面視コ字状の第2側壁部25Bとを備えている。
上記仕切り板部24と第1側壁部25Aと第2側壁部25Bとは、図7に示す1枚の帯状の金属板26を折り曲げて構成されている。
上記仕切り板部24と第1側壁部25Aと第2側壁部25Bとは、図7に示す1枚の帯状の金属板26を折り曲げて構成されている。
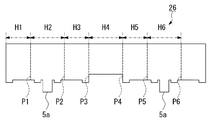
この第2実施形態の導光路部材21の製造方法は、図7及び図8の(a)に示すように、帯状かつ平板状の金属板26を一端から第1の幅H1で離間した第1の位置P1で、図8の(b)に示すように、金属板26の一方の面側に直角に折り曲げ、図8の(c)に示すように、さらに第1の位置P1から他端側に第2の幅H2で離間した第2の位置P2で前記一方の面側に直角に折り曲げて平面視コ字状の第1側壁部25Aを形成する第1側壁部形成工程と、図8の(d)に示すように、第2の位置P2から他端側に第3の幅H3で離間した第3の位置P3で前記一方の面側に直角に折り曲げ、図8の(e)に示すように、さらに第3の位置P3から他端側に第4の幅H4で離間した第4の位置P4で金属板26の他方の面側に直角に折り曲げて仕切り板部24を形成する仕切り板部形成工程と、図8の(f)に示すように、第4の位置P4から他端側に第5の幅H5で離間した第5の位置P5で前記他方の面側に直角に折り曲げ、図8の(g)に示すように、さらに第5の位置P5から他端側に第6の幅H6で離間した第6の位置P6で前記他方の面側に折り曲げて平面視コ字状の第2側壁部25Bを形成する第2側壁部形成工程とを有している。
なお、第2実施形態では、金属板26の一端が図7における左端である。
第2実施形態の導光路部材21では、金属板26の一端が折り曲げられた第4の位置P4の山折り側(外側)に当接した状態とされ、互いに接合はされていない。また、金属板26の他端が第1側壁部25Aと第2側壁部25Bとの中間(仕切り板部4)であって折り曲げられた第3の位置P3の山折り側(外側)に当接した状態とされ、互いに接合はされていない。
第2実施形態の導光路部材21では、金属板26の一端が折り曲げられた第4の位置P4の山折り側(外側)に当接した状態とされ、互いに接合はされていない。また、金属板26の他端が第1側壁部25Aと第2側壁部25Bとの中間(仕切り板部4)であって折り曲げられた第3の位置P3の山折り側(外側)に当接した状態とされ、互いに接合はされていない。
このように第2実施形態の導光路部材21では、第1実施形態と同様に、仕切り板部24と第1側壁部25Aと第2側壁部25Bとが、1枚の帯状の金属板26を折り曲げて構成されているので、曲げ加工だけで製作でき、製造工程が簡易で製造コストを低減することが可能である。
また、本実施形態の導光路部材21の製造方法では、帯状かつ平板状の1枚の金属板26を折り曲げて平面視コ字状の第1側壁部25A,仕切り板部24,平面視コ字状の第2側壁部25Bの順でこれらを形成するので、折り曲げ加工だけで仕切り板部24を含む各部を容易に製作することができ、製造コストを低減することができる。
また、本実施形態の導光路部材21の製造方法では、帯状かつ平板状の1枚の金属板26を折り曲げて平面視コ字状の第1側壁部25A,仕切り板部24,平面視コ字状の第2側壁部25Bの順でこれらを形成するので、折り曲げ加工だけで仕切り板部24を含む各部を容易に製作することができ、製造コストを低減することができる。
なお、本発明の技術範囲は上記各実施形態に限定されるものではなく、本発明の趣旨を逸脱しない範囲において種々の変更を加えることが可能である。
例えば、上記実施形態では、仕切り板部,第1側壁部及び第2側壁部の高さが同一に設定されているが、それぞれ別々の高さに設定しても構わない。例えば、第1側壁部及び第2側壁部の仕切り板部に対向している壁面の高さを他の壁面よりも低く設定して仕切り板部に直交する方向の視野角を拡げても構わない。
また、チップサーミスタの第1〜第3の感熱素子を採用しているが、薄膜サーミスタで形成された第1〜第3の感熱素子を採用しても構わない。
なお、感熱素子としては、上述したように薄膜サーミスタやチップサーミスタが用いられるが、サーミスタ以外に焦電素子等も採用可能である。
また、上記各実施形態では、基板の上面に設置した筐体の上に絶縁性フィルムを設けているが、基板の上面に絶縁性フィルムを直接、設置して第1〜第3のセンサ部を設けても構わない。
なお、感熱素子としては、上述したように薄膜サーミスタやチップサーミスタが用いられるが、サーミスタ以外に焦電素子等も採用可能である。
また、上記各実施形態では、基板の上面に設置した筐体の上に絶縁性フィルムを設けているが、基板の上面に絶縁性フィルムを直接、設置して第1〜第3のセンサ部を設けても構わない。
1,21…導光路部材、3A…第1のセンサ部、3B…第2のセンサ部、4,24…仕切り板部、5A,25A…第1側壁部、5B,25B…第2側壁部、6,26…金属板、H1〜H6…第1〜第6の幅、P1〜P6…第1〜第6の位置
Claims (3)
- 感熱部である第1のセンサ部及び第2のセンサ部を備えた赤外線センサ用の導光路部材であって、
前記第1のセンサ部及び前記第2のセンサ部の上方に開口部を有して前記第1のセンサ部及び前記第2のセンサ部の感熱面の周囲を覆う筒状に構成され、
前記第1のセンサ部の感熱面と前記第2のセンサ部の感熱面との間の上方に設けられる仕切り板部と、
前記仕切り板部と共に前記第1のセンサ部の感熱面を囲む平面視コ字状の第1側壁部と、
前記仕切り板部と共に前記第2のセンサ部の感熱面を囲む平面視コ字状の第2側壁部とを備え、
前記仕切り板部と前記第1側壁部と前記第2側壁部とが、1枚の帯状の金属板を折り曲げて構成されていることを特徴とする導光路部材。 - 請求項1に記載の導光路部材の製造方法であって、
帯状かつ平板状の金属板を一端から第1の幅で離間した第1の位置で前記金属板の一方の面側に直角に折り曲げて一端側に仕切り板部を形成する仕切り板部形成工程と、
前記第1の位置から他端側に第2の幅で離間した第2の位置で前記一方の面側に直角に折り曲げ、さらに前記第2の位置から他端側に第3の幅で離間した第3の位置で前記一方の面側に直角に折り曲げて前記仕切り板部の一方の面側に平面視コ字状の第1側壁部を形成する第1側壁部形成工程と、
前記第3の位置から他端側に第4の幅で離間した第4の位置で前記一方の面側に直角に折り曲げ、さらに前記第4の位置から他端側に第5の幅で離間した第5の位置で前記一方の面側に直角に折り曲げて前記仕切り板部の他方の面側に平面視コ字状の第2側壁部を形成する第2側壁部形成工程とを有していることを特徴とする導光路部材の製造方法。 - 請求項1に記載の導光路部材の製造方法であって、
帯状かつ平板状の金属板を一端から第1の幅で離間した第1の位置で前記金属板の一方の面側に直角に折り曲げ、さらに前記第1の位置から他端側に第2の幅で離間した第2の位置で前記一方の面側に直角に折り曲げて平面視コ字状の第1側壁部を形成する第1側壁部形成工程と、
前記第2の位置から他端側に第3の幅で離間した第3の位置で前記一方の面側に直角に折り曲げ、さらに前記第3の位置から他端側に第4の幅で離間した第4の位置で前記金属板の他方の面側に直角に折り曲げて仕切り板部を形成する仕切り板部形成工程と、
前記第4の位置から他端側に第5の幅で離間した第5の位置で前記他方の面側に直角に折り曲げ、さらに前記第5の位置から他端側に第6の幅で離間した第6の位置で前記他方の面側に折り曲げて平面視コ字状の第2側壁部を形成する第2側壁部形成工程とを有していることを特徴とする導光路部材の製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2019049359A JP2020153667A (ja) | 2019-03-18 | 2019-03-18 | 導光路部材及びその製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2019049359A JP2020153667A (ja) | 2019-03-18 | 2019-03-18 | 導光路部材及びその製造方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2020153667A true JP2020153667A (ja) | 2020-09-24 |
Family
ID=72558523
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2019049359A Pending JP2020153667A (ja) | 2019-03-18 | 2019-03-18 | 導光路部材及びその製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2020153667A (ja) |
-
2019
- 2019-03-18 JP JP2019049359A patent/JP2020153667A/ja active Pending
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5832007B2 (ja) | 赤外線センサ及びその製造方法 | |
| JP6131520B2 (ja) | 赤外線センサ装置 | |
| CN103403507B (zh) | 红外线传感器 | |
| JP6691681B2 (ja) | 赤外線センサ装置 | |
| JP2011013213A (ja) | 赤外線センサ | |
| KR102610063B1 (ko) | 적외선 온도 센서, 회로 기판 및 상기 센서를 이용한 장치 | |
| TW201303271A (zh) | 紅外線感應器 | |
| US20180249929A1 (en) | Breath sensor | |
| JP2506241Y2 (ja) | 非接触形温度検出器 | |
| JP2020153667A (ja) | 導光路部材及びその製造方法 | |
| KR102610102B1 (ko) | 적외선 온도 센서 및 적외선 온도 센서를 이용한 장치 | |
| JP6477058B2 (ja) | 赤外線センサ | |
| JP6128374B2 (ja) | 赤外線センサ装置 | |
| JP6016119B2 (ja) | 赤外線センサ装置 | |
| CN108369134A (zh) | 红外线传感器 | |
| JP2017181130A (ja) | 赤外線センサ装置 | |
| JP6620608B2 (ja) | 赤外線センサ | |
| JPH05147264A (ja) | 光学装置 | |
| WO2020084811A1 (ja) | 赤外線センサ | |
| CN207163578U (zh) | 非接触式温度检测装置 | |
| WO2020084809A1 (ja) | 赤外線センサ | |
| WO2018168663A1 (ja) | 赤外線センサ | |
| JP6743741B2 (ja) | 赤外線センサ | |
| JP2019148449A (ja) | 赤外線センサ | |
| JP2020148469A (ja) | 赤外線センサ |