JP2020165355A - 軸流送風機 - Google Patents
軸流送風機 Download PDFInfo
- Publication number
- JP2020165355A JP2020165355A JP2019065602A JP2019065602A JP2020165355A JP 2020165355 A JP2020165355 A JP 2020165355A JP 2019065602 A JP2019065602 A JP 2019065602A JP 2019065602 A JP2019065602 A JP 2019065602A JP 2020165355 A JP2020165355 A JP 2020165355A
- Authority
- JP
- Japan
- Prior art keywords
- sound absorbing
- absorbing material
- inner cylinder
- cylinder
- sound
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images






Classifications
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F04—POSITIVE - DISPLACEMENT MACHINES FOR LIQUIDS; PUMPS FOR LIQUIDS OR ELASTIC FLUIDS
- F04D—NON-POSITIVE-DISPLACEMENT PUMPS
- F04D29/00—Details, component parts, or accessories
- F04D29/66—Combating cavitation, whirls, noise, vibration or the like; Balancing
- F04D29/661—Combating cavitation, whirls, noise, vibration or the like; Balancing especially adapted for elastic fluid pumps
- F04D29/663—Sound attenuation
- F04D29/664—Sound attenuation by means of sound absorbing material
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F04—POSITIVE - DISPLACEMENT MACHINES FOR LIQUIDS; PUMPS FOR LIQUIDS OR ELASTIC FLUIDS
- F04D—NON-POSITIVE-DISPLACEMENT PUMPS
- F04D19/00—Axial-flow pumps
- F04D19/002—Axial flow fans
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- General Engineering & Computer Science (AREA)
- Structures Of Non-Positive Displacement Pumps (AREA)
- Soundproofing, Sound Blocking, And Sound Damping (AREA)
Abstract
【課題】騒音値の低減化かつコスト低減を図った軸流送風機を提供する。
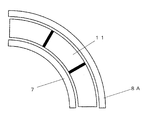
【解決手段】本発明の軸流送風機は、内筒7とその周囲に設けた外筒8とで構成される筒型ケーシングを有し、内筒7と外筒8の間に形成される空間を吸音材挿入部9とし、吸音材11は、板状であり、吸音材挿入部9に対し、周方向に巻くように装着され、かつ、吸音材11の軸方向に沿った端面では、隣接する吸音材11端面同士が密着することを特徴とする。このような構成により、高い消音効果が得られる。
【選択図】図3
【解決手段】本発明の軸流送風機は、内筒7とその周囲に設けた外筒8とで構成される筒型ケーシングを有し、内筒7と外筒8の間に形成される空間を吸音材挿入部9とし、吸音材11は、板状であり、吸音材挿入部9に対し、周方向に巻くように装着され、かつ、吸音材11の軸方向に沿った端面では、隣接する吸音材11端面同士が密着することを特徴とする。このような構成により、高い消音効果が得られる。
【選択図】図3
Description
本発明は、自動車道路トンネルの天井に設置され、噴流による圧力上昇によりトンネル内を換気する軸流送風機に関する。
従来の軸流送風機の構成を図10に示す。
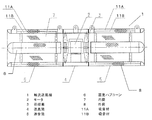
図10に示す軸流送風機は、筒型ケーシング101内にモータ102が内装され、このモータ102の軸に羽根車103が取り付けられている。一方、モータ102前後には、固定ハブコーン104が、支持板105を介して筒型ケーシング101に取り付けられている。モータ102は、両軸モータを用いたもので、それぞれの軸に羽根車103が取り付けられて2段構成の羽根車となっている。筒型ケーシング101は、内筒101aとその周囲に設けられた外筒101bで構成されている。内筒101aと外筒101bとの間の空間は、吸音材挿入部106として、吸音材(グラスウール)が充填されており、吸音効果を持たせている(特許文献1)。また、固定ハブコーン104の内部にも吸音材が充填されており、吸音効果を持たせている。
このような軸流送風機は、他の換気方式と比較して、設備費が僅少であることや、交通量の増加に伴い、軸流送風機の増設が容易であることなど、経済的であることが長所として挙げられるが、短所としては従来に対して騒音が大きいことが問題である。また、最近の市場の動向として設置台数削減、軸流送風機の小口径化を望まれる状況から、軸流送風機の高風速化が望まれており、ますます騒音の増加につながるという課題を有している。
本発明は、上記課題を解決し、騒音値の低減化を図った軸流送風機を提供することを目的とする。
上記課題を解決するために、本発明の第1の手段は、筒型ケーシング内に、モータと、このモータの回転軸に装着した羽根車とを備えた軸流送風機において、
前記筒型ケーシングは、内筒とその周囲に設けた外筒とで構成され、
前記内筒と前記外筒の間に形成される空間を吸音材挿入部とし、
前記吸音材は、板状であり、前記吸音材挿入部に対し、周方向に巻くように装着され、
かつ、前記吸音材の軸方向に沿った端面では、隣接する前記吸音材端面同士が密着することを特徴とするものである。
前記筒型ケーシングは、内筒とその周囲に設けた外筒とで構成され、
前記内筒と前記外筒の間に形成される空間を吸音材挿入部とし、
前記吸音材は、板状であり、前記吸音材挿入部に対し、周方向に巻くように装着され、
かつ、前記吸音材の軸方向に沿った端面では、隣接する前記吸音材端面同士が密着することを特徴とするものである。
このような構成により、高い消音効果が得られる。
本発明の軸流送風機は、板状であり、吸音材の軸方向端面における接合部分で吸音材端面同士が密着することを特徴とする吸音材を用いることにより、騒音値の低減化を図ることができる。
以下、本発明の実施の形態について、図面を用いて説明する。
(実施の形態1)
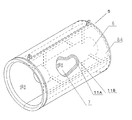
図1に示すように、本実施の形態の軸流送風機は、モータ2と羽根車3を備えた送風筒4と、この送風筒4の軸方向の両側に設けられた消音筒5とで構成されている。送風筒4、消音筒5は、それぞれ円筒形状で、ほぼ同径である。これらの送風筒4と消音筒5とで軸流送風機1の筒型ケーシングを構成している。消音筒5は、図2に示すように、内側に固定ハブコーン6を有している。固定ハブコーン6は、円筒あるいは円錐形状である。本実施の形態における固定ハブコーン6は、一端側を半球状にした円筒形状である。この固定ハブコーン6と同軸にして、固定ハブコーン6を周方向に覆うように円筒形状の内筒7が設けられている。内筒7は、パンチングメタルを円筒状にして形成されている。
(実施の形態1)
図1に示すように、本実施の形態の軸流送風機は、モータ2と羽根車3を備えた送風筒4と、この送風筒4の軸方向の両側に設けられた消音筒5とで構成されている。送風筒4、消音筒5は、それぞれ円筒形状で、ほぼ同径である。これらの送風筒4と消音筒5とで軸流送風機1の筒型ケーシングを構成している。消音筒5は、図2に示すように、内側に固定ハブコーン6を有している。固定ハブコーン6は、円筒あるいは円錐形状である。本実施の形態における固定ハブコーン6は、一端側を半球状にした円筒形状である。この固定ハブコーン6と同軸にして、固定ハブコーン6を周方向に覆うように円筒形状の内筒7が設けられている。内筒7は、パンチングメタルを円筒状にして形成されている。
また、内筒7の外周側には、同じく固定ハブコーン6と同軸に外筒8が設けられている。外筒8は、カバー8Aを外周部に取り付けることによって構成されている。内筒7には、外周側に突出するようにストッパー10が設けられている。図示しないが、ストッパー10は、内筒7の軸方向に平行で、内筒7に対し径方向に立設した支持板と、支持板の外周側頂部から周方向に演出するように設けた留め板とで構成される。すなわち、ストッパー10の内筒7の軸に直交する断面は、おおよそT字形状となっている。本実施の形態では、内筒7は、4枚のパンチングメタルを周方向に円筒状にして構成されている。ストッパー10は、内筒7を形成するパンチングメタルの周方向端部(軸方向に沿った端部)を断面コの字状に折り曲げて設けられる。すなわち、隣り合った2つのパンチングメタルの端部の折り曲げ部を突き合わせて1か所のストッパー10が形成される。また、本実施の形態では、1つのストッパー10に1枚のカバー8Aが覆いかぶさるように外筒8が形成される。図3に示すように、カバー8Aはストッパー10の頂部で固定されるので、内筒7と外筒8(カバー8A)との間には、空間が形成される。この内筒7と外筒8との間に形成された空間は、吸音材11を挿入する吸音材挿入部9となっている。
この吸音材挿入部9には、図4に示すような板状の吸音材11が挿入される。吸音材11には、材料として板状のガラス繊維(グラスウール)が用いられる。
この吸音材11を吸音材挿入部9に挿入する手順を説明する。ここでは、吸音材11を図3のストッパー10Aとストッパー10Bの間に装着する手順を説明する。板状の吸音材11の一側面を一方のストッパー10Aの支持板に当てる。このストッパー10の支持板に接触させた吸音材11の一側面(および後述の対向する他面)は、周方向端面、あるいは、軸方向に沿った端面と言える。この状態では、吸音材11の一側面を含む端部は、
内筒7とストッパー10Aとで三方を囲まれた状態である。この状態で吸音材11を内筒7に沿って巻くように装着する。そして、ストッパー10Aに接触した一側面に対向する他面を隣のストッパー10Bと内筒7とで形成される装着空間に挿入する。このように、内筒7の外周に沿うように吸音材11を挿入し、吸音材11をストッパー10にあてることにより、吸音材11は吸音材挿入部9に保持される。
内筒7とストッパー10Aとで三方を囲まれた状態である。この状態で吸音材11を内筒7に沿って巻くように装着する。そして、ストッパー10Aに接触した一側面に対向する他面を隣のストッパー10Bと内筒7とで形成される装着空間に挿入する。このように、内筒7の外周に沿うように吸音材11を挿入し、吸音材11をストッパー10にあてることにより、吸音材11は吸音材挿入部9に保持される。
ここで、吸音材11は、ストッパー10の支持板に密着するように装着する。すなわち、吸音材11は、軸方向端面における接合部分で、ストッパー10の支持板を介して隣り合った吸音材11の端面同士が密着することになる。
本実施の形態では、吸音材11は周方向に4枚の吸音材11を装着する。
なお、本実施の形態では、吸音材11の周方向の両側をストッパー10によって保持する構成としたが、一方の側面のみストッパー10で保持する構成としてもよい。あるいは、ストッパー10を用いず、他の保持方法によって吸音材11を保持してもよい。
また、周方向に4枚の吸音材11を用いたが、枚数に制限はない。ただし、作業工数を考慮すると、周方向に3〜6枚程度の吸音材11を用いるのが好ましい。その場合にも、上述したように周方向に隣接する吸音材11の端面同士が密着するように設けられる。
このような構成によれば、内筒7の内部にあるモータや羽根から発せられる音は多く吸音材11に入射することができ、入射した音、つまり音のエネルギーは、吸音材11のガラス繊維を振動させ、熱エネルギーに変えることができる。つまり、音のエネルギーを小さくすることになり、多くの音が吸音されることになる。
吸音材11としては、ロールタイプのものを用いるとよい。ロールタイプの吸音材11とは、曲げ易く、製造時にロール状に成形されたものである。このロールタイプの吸音材11は、グラスウール同士を接着する接着剤の使用量を比較的少なめにすることにより、曲げ易くなっている。一方、ボードタイプと呼ばれる吸音材は、ロールタイプと比較して固く、図4に示すような板状の状態を維持することができる。ボードタイプの吸音材を製造するときには、グラスウール同士を接着する接着剤の使用量を比較的多めにすることによって、固めに製造される。
このように、ロールタイプの吸音材11は、曲げ易く、製造時にロール状に成形されたものなので、図11に示すように内筒7の外周側に巻くように装着すると、軸方向の端面は、円周の径方向に沿ったものとなる。従って、ロールタイプの吸音材11を内筒7の外側に巻いていくと、隣接する吸音材11の端面同士が密着することになる。
一方、ボードタイプの吸音材は、曲げにくく、内筒7の外側に装着したとき、軸方向の端面は、径方向の放射線に対し、吸音材自身側に傾くことになる。従って、隣接する吸音材の端面間には隙間が生じることになる(図11)。
グラスウールは連続空気室をもつ多孔質材料である。グラスウールに入射した音のエネルギーはグラスウール内部に伝搬して、ガラス繊維や空気を振動させ熱エネルギーに変わる。これによりグラスウールは低音域から高音域まで幅広い音に対して優れた吸音性を発揮する。従って、軸流送風機の場合、モータおよび羽根から発せられた音は、多くの吸音材(グラスウール)に入射し、ガラス繊維や空気を振動させ、熱エネルギーに変えることによって優れた消音が実現する。
本実施の形態のような構成によれば、ロールタイプの吸音材11は限られた吸音材挿入
部9の中で、隙間を作ることなく、挿入されている。つまり、モータや羽根から発せられる音は多く吸音材11に入射することができ、入射した音、つまり音のエネルギーは、吸音材11のガラス繊維を振動させ、熱エネルギーに変えることができる。つまり、音のエネルギーを小さくすることになり、多くの音が吸音されることになる。
部9の中で、隙間を作ることなく、挿入されている。つまり、モータや羽根から発せられる音は多く吸音材11に入射することができ、入射した音、つまり音のエネルギーは、吸音材11のガラス繊維を振動させ、熱エネルギーに変えることができる。つまり、音のエネルギーを小さくすることになり、多くの音が吸音されることになる。
以下、本発明の実施例、比較例について説明する。
吸音材11(グラスウール)の挿入パターンをいくつか変えた実験系を用意し、騒音測定を行った。用意した実験系は図6に示すようにパターン1、2、3である。
図7には、準備したパターン1〜3の軸流送風機において発生する騒音測定位置を示す。騒音測定位置として、以下の4つの位置において測定を行った。
位置A・・・吸込み口より上流側1.5m
位置B・・・吸込み上流側斜め45°で吸込み口から1.5m
位置C・・・軸中送風機の軸方向中心から真横1.5m
位置D・・・吐出下流側斜め45°で吐出口から1.5m
(実施例1)
実施例(パターン1)として、各装着箇所(消音筒、送風筒、固定ハブコーン内)で以下のタイプ、密度の吸音材を用いた。
位置B・・・吸込み上流側斜め45°で吸込み口から1.5m
位置C・・・軸中送風機の軸方向中心から真横1.5m
位置D・・・吐出下流側斜め45°で吐出口から1.5m
(実施例1)
実施例(パターン1)として、各装着箇所(消音筒、送風筒、固定ハブコーン内)で以下のタイプ、密度の吸音材を用いた。
消音筒・・・ロールタイプ 密度32kg/m3
送風筒・・・ロールタイプ 密度32kg/m3
固定ハブコーン・・・密度32kg/m3
(比較例1)
第1の比較例(パターン2)として、各装着箇所で以下のタイプ、密度の吸音材を用いた。
送風筒・・・ロールタイプ 密度32kg/m3
固定ハブコーン・・・密度32kg/m3
(比較例1)
第1の比較例(パターン2)として、各装着箇所で以下のタイプ、密度の吸音材を用いた。
消音筒・・・ロールタイプ 密度24kg/m3
送風筒・・・ロールタイプ 密度24kg/m3
固定ハブコーン・・・密度32kg/m3
(比較例2)
第2の比較例(パターン3)として、各装着箇所で以下のタイプ、密度の吸音材を用いた。
送風筒・・・ロールタイプ 密度24kg/m3
固定ハブコーン・・・密度32kg/m3
(比較例2)
第2の比較例(パターン3)として、各装着箇所で以下のタイプ、密度の吸音材を用いた。
消音筒・・・ボードタイプ 密度64kg/m3
送風筒・・・ボードタイプ 密度64kg/m3
固定ハブコーン・・・密度32kg/m3
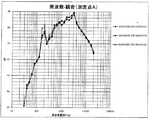
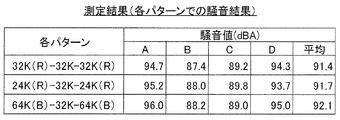
以上の実施例、比較例の軸流送風機を用いて騒音試験を行った。図8に吸込み口より1.5m上流側の位置Aにて測定した騒音の周波数測定の結果を示す。図9には、各測定位置(位置A、B、C、D)での騒音測定の結果を示す。
送風筒・・・ボードタイプ 密度64kg/m3
固定ハブコーン・・・密度32kg/m3
以上の実施例、比較例の軸流送風機を用いて騒音試験を行った。図8に吸込み口より1.5m上流側の位置Aにて測定した騒音の周波数測定の結果を示す。図9には、各測定位置(位置A、B、C、D)での騒音測定の結果を示す。
これによると、実施例(パターン1:消音筒=ロールタイプ密度32kg/m3、固定ハブコーン=密度32kg/m3、送風筒=ロールタイプ密度32kg/m3)が、一番騒音低減効果があり、比較例2(パターン3:消音筒=ロールタイプ密度64kg/m3、固定ハブコーン=密度32kg/m3、送風筒=ロールタイプ密度64kg/m3)よりも騒音低減効果が高い。つまり、吸音材の軸方向端面における接合部分で、吸音材端面同士を密着させ、隙間を設けない構造の方が単純に密度を上げるよりも効果が高いと言え
る。また、その効果は図8より主に100Hz〜500Hzにおいて効果があることがわかる。
る。また、その効果は図8より主に100Hz〜500Hzにおいて効果があることがわかる。
また、実施例(パターン1)と比較例1(パターン2:消音筒=ロールタイプ密度24kg/m3、固定ハブコーン=密度32kg/m3、送風筒=ロールタイプ密度24kg/m3)を比較したとき、わずかであるが、パターン1の方が性能は高いと言える。これは密度が高い方が吸音効果は高いことを示す。ただし、密度を上げすぎても吸音材が固くなり、吸音材表面で音を反射してしまう、つまり入射音が反射して反射音となり、吸音材に到達することができなくなることが考えられる。
つまり、吸音材挿入部9に挿入する吸音材はロールタイプの密度32kg/m3が適している。
本発明は、騒音発生源に対し、円筒状(あるいは、円筒の一部)の壁面を吸音壁として用いる場合に活用できる。
1 軸流送風機
2 モータ
3 羽根車
4 送風筒
5 消音筒
6 固定ハブコーン
7 内筒
8 外筒
8A カバー
9 吸音材挿入部
10 ストッパー
10A ストッパー
10B ストッパー
11 吸音材
2 モータ
3 羽根車
4 送風筒
5 消音筒
6 固定ハブコーン
7 内筒
8 外筒
8A カバー
9 吸音材挿入部
10 ストッパー
10A ストッパー
10B ストッパー
11 吸音材
Claims (3)
- 筒型ケーシング内に、モータと、このモータの回転軸に装着した羽根車とを備えた軸流送風機において、
前記筒型ケーシングは、内筒とその周囲に設けた外筒とで構成され、
前記内筒と前記外筒の間に形成される空間を吸音材挿入部とし、
前記吸音材は、板状であり、前記吸音材挿入部に対し、周方向に巻くように装着され、
かつ、前記吸音材の軸方向に沿った端面では、隣接する前記吸音材端面同士が密着することを特徴とする軸流送風機。 - 前記吸音材は、製造過程でロール状に成形した形状であることを特徴とする請求項1記載の軸流送風機。
- 前記吸音材として、密度32kg/m3を用いることを特徴とする請求項1又は請求項2記載の軸流送風機。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2019065602A JP2020165355A (ja) | 2019-03-29 | 2019-03-29 | 軸流送風機 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2019065602A JP2020165355A (ja) | 2019-03-29 | 2019-03-29 | 軸流送風機 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2020165355A true JP2020165355A (ja) | 2020-10-08 |
Family
ID=72716072
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2019065602A Pending JP2020165355A (ja) | 2019-03-29 | 2019-03-29 | 軸流送風機 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2020165355A (ja) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN112324682A (zh) * | 2020-12-08 | 2021-02-05 | 杭州贝丰科技有限公司 | 一种具有快拆结构的涡轮风机 |
| CN113944643A (zh) * | 2021-10-11 | 2022-01-18 | 浙江欧盾风机有限公司 | 一种降噪轴流风机 |
| EP4177478A1 (en) * | 2021-11-03 | 2023-05-10 | Talleres Zitrón, S.A. | Axial fan with an integrated silencer |
-
2019
- 2019-03-29 JP JP2019065602A patent/JP2020165355A/ja active Pending
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN112324682A (zh) * | 2020-12-08 | 2021-02-05 | 杭州贝丰科技有限公司 | 一种具有快拆结构的涡轮风机 |
| CN113944643A (zh) * | 2021-10-11 | 2022-01-18 | 浙江欧盾风机有限公司 | 一种降噪轴流风机 |
| CN113944643B (zh) * | 2021-10-11 | 2022-07-26 | 浙江欧盾风机有限公司 | 一种降噪轴流风机 |
| EP4177478A1 (en) * | 2021-11-03 | 2023-05-10 | Talleres Zitrón, S.A. | Axial fan with an integrated silencer |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5866751B2 (ja) | 音響共鳴体及び音響室 | |
| JP5353137B2 (ja) | 天井埋込型換気扇 | |
| JP2020165355A (ja) | 軸流送風機 | |
| WO2020080040A1 (ja) | 防音システム | |
| JPH06167982A (ja) | 多孔質吸音材を用いた吸音ダクト | |
| JP5135967B2 (ja) | 遠心送風機 | |
| JP6023968B2 (ja) | 換気装置 | |
| JPH10103728A (ja) | 消音装置 | |
| JP4964609B2 (ja) | 騒音低減部材 | |
| CN105276705A (zh) | 空调室外机及其减振降噪结构 | |
| JP2010206338A (ja) | 平板スピーカ | |
| JP7826097B2 (ja) | ファンユニット | |
| CN219047653U (zh) | 微穿孔降噪出风结构和应用其的电吹风 | |
| JP3710775B2 (ja) | 吸音材及びこの吸音材を用いた吸音装置付送風装置 | |
| JP2005018042A (ja) | 多孔質防音構造体 | |
| JP2010174634A (ja) | 圧縮機の防音装置 | |
| CN114810605A (zh) | 消音件及包括其的转子式压缩机 | |
| JP4545558B2 (ja) | 吸音材、吸音材料、吸音ダクトおよび音響装置 | |
| JPH0728479A (ja) | 消音装置におけるマイクロホンの取付け構造 | |
| JP2008061674A (ja) | 電気掃除機 | |
| CN224083700U (zh) | 一种车载门扬声器模组、车载音响系统及车辆 | |
| CN221760995U (zh) | 一种微孔穿板消声器 | |
| JPH03286947A (ja) | ダクト形サイレンサー | |
| JPH01240799A (ja) | ファン用消音器 | |
| CN113847504B (zh) | 一种应用于通风管道内的消音装置 |