JP2020171930A - レーザ溶接装置 - Google Patents
レーザ溶接装置 Download PDFInfo
- Publication number
- JP2020171930A JP2020171930A JP2019073380A JP2019073380A JP2020171930A JP 2020171930 A JP2020171930 A JP 2020171930A JP 2019073380 A JP2019073380 A JP 2019073380A JP 2019073380 A JP2019073380 A JP 2019073380A JP 2020171930 A JP2020171930 A JP 2020171930A
- Authority
- JP
- Japan
- Prior art keywords
- case
- body member
- concave groove
- laser
- metal pressing
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images







Classifications
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02E—REDUCTION OF GREENHOUSE GAS [GHG] EMISSIONS, RELATED TO ENERGY GENERATION, TRANSMISSION OR DISTRIBUTION
- Y02E60/00—Enabling technologies; Technologies with a potential or indirect contribution to GHG emissions mitigation
- Y02E60/10—Energy storage using batteries
Landscapes
- Laser Beam Processing (AREA)
- Sealing Battery Cases Or Jackets (AREA)
Abstract
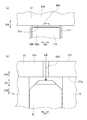
【解決手段】レーザ溶接装置1は、レーザ照射部20と、ケース本体部材111のケース側面113をケース蓋部材115側に押圧する金属製押圧部51と、ケース側面113に当接してケース本体部材111を保持する樹脂製保持部81とを備える。金属製押圧部51は、押圧面51eに凹設され、第1方向ZHの一方側ZH1を向く一方側面51fに開口する凹溝53を有し、凹溝53は、レーザ光LBが、凹溝53を通って、金属製押圧部51の第1方向ZHの他方側ZH2に位置する樹脂製保持部81に直接照射されるのを防止する形態とされてなる。
【選択図】図1
Description
その後、ケース本体部材の開口部及びケース蓋部材の周縁部に全周にわたりレーザ光を照射し、ケース本体部材の開口部とケース蓋部材の周縁部とを全周にわたり溶接して、電池ケースを形成する。なお、関連する従来技術として、例えば特許文献1が挙げられる(特許文献1の図1,図2,図5、請求項1等を参照)。
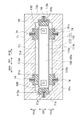
以下、本発明の実施の形態を、図面を参照しつつ説明する。図1に本実施形態1に係るレーザ溶接装置1を示す。なお、以下では、レーザ溶接装置1の上下方向であるZ方向(第1方向)ZH、Z方向ZHに直交するX方向XH、Z方向ZH及びX方向XHにそれぞれ直交するY方向YHを、図1に示す方向に定めて説明する。
このうちレーザ照射部20は、光ファイバ15を介してレーザ発振器10と接続されており、溶接前電池100xのケース蓋部材115の上方ZH1に配置される。このレーザ照射部20は、レーザ発振器10から入力されたレーザ光LBを、溶接前電池100xに向けて偏向して出射する装置である。具体的には、レーザ照射部20は、その内部に図示しないコリメートレンズ、ガルバノスキャナ、集光レンズ、Zレンズ、保護ガラス等を有しており、後述する制御部35からの指示により、レーザ光LBを下方ZH2に向けて出射し、溶接前電池100xのケース本体部材111の開口部111h及びケース蓋部材115の周縁部115sに照射する。
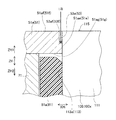
なお、各金属製押圧部51(51a,51b,51c,51d)の下方ZH2には、後述する電池保持部70の樹脂製保持部81(第1樹脂製保持部81a、第2樹脂製保持部81b、第3樹脂製保持部81c及び第4樹脂製保持部81d)が配置されている。
具体的には、凹溝53(53a,53b,53c,53d)は、それぞれ、上方ZH1に位置する上側凹部(一方側凹部)53f(53af,53bf,53cf,53df)と、下方ZH2に位置する2つの下側凹部(他方側凹部)53g(53ag,53bg,53cg,53dg)とからなり、逆Y字状を有する。
このうち本体部71は、X方向XHの一方側XH1に位置する第1側壁部71aと、X方向XHの他方側XH2に位置して第1側壁部71aに対向する第2側壁部71bと、Y方向YHの一方側YH1に位置する第3側壁部71cと、Y方向YHの他方側YH2に位置する第4側壁部71dとを有する。上述の収容部71iは、これらの側壁部71a〜71dに囲まれている。
このように本体部71の収容部71i内に溶接前電池100xを挿入すると、ケース本体部材111及び溶接前電池100xは、樹脂製保持部81(81a,81b,81c,81d)によって保持される。
次に、撮像部30により、各凹溝53(53a,53b,53c,53d)の近傍部位を上方ZH1からそれぞれ撮像する。撮像された各画像の情報は、撮像部30から制御部35に出力される。次に、制御部35では、各凹溝53(53a,53b,53c,53d)及びこれに隣接するケース本体部材111の開口部111hを特定し、更にケース本体部材111の開口部111hとケース蓋部材115の周縁部115sとのケース間隙KGの位置及び大きさを特定する。そして、これらの情報に基づいて、レーザ光LBの照射条件を決定する。
また、金属製押圧部51(51a,51b,51c,51d)に凹溝53(53a,53b,53c,53d)を設けているため、この凹溝53を利用することで、溶接にあたりレーザ光LBを溶接対象部位(ケース本体部材111の開口部111h及びケース蓋部材115の周縁部115s)に位置精度良く照射できる。
更に、凹溝53(53a,53b,53c,53d)の形態を、レーザ光LBが凹溝53を通って樹脂製保持部81(81a,81b,81c,81d)に直接照射されるのを防止する形態としている。このため、レーザ光LBが樹脂製保持部81に直接当たって樹脂製保持部81が損傷することを防止できる。
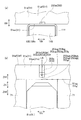
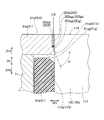
次いで、第2の実施形態について説明する。本実施形態2のレーザ溶接装置2では、金属製押圧部51(51a,51b,51c,51d)の凹溝253(第1凹溝253a、第2凹溝253b、第3凹溝253c及び第4凹溝253d)の形態(図9及び図10参照)が、実施形態1に係る凹溝53(53a,53b,53c,53d)の形態(図7及び図8参照)と異なる。
上側凹部253f(253af,253bf,253cf,253df)は、実施形態1の上側凹部53fと同様に、それぞれ金属製押圧部51(51a,51b,51c,51d)の上面51f(51af,51bf,51cf,51df)に開口してZ方向ZHに延びる。
10 レーザ発振器
20 レーザ照射部
30 撮像部
35 制御部
40 溶接用治具
50 電池押圧部
51 金属製押圧部
51a 第1金属製押圧部
51b 第2金属製押圧部
51c 第3金属製押圧部
51d 第4金属製押圧部
51e,51ae,51be,51ce,51de 押圧面
51f,51af,51bf,51cf,51df 上面(一方側面)
51g,51ag 51bg,51cg,51dg 下面(他方側面)
53,253 凹溝
53a,253a 第1凹溝
53b,253b 第2凹溝
53c,253c 第3凹溝
53d,253d 第4凹溝
53f,53af,53bf,53cf,53df,253f,253af,253bf,253cf,253df 上側凹部(一方側凹部)
53g,53ag,53bg,53cg,53dg,253g,253ag,253bg,253cg,253dg 下側凹部(他方側凹部)
253gt,253agt,253bgt,253cgt,253dgt 傾斜底面
70 電池保持部
81 樹脂製保持部
81a 第1樹脂製保持部
81b 第2樹脂製保持部
81c 第3樹脂製保持部
81d 第4樹脂製保持部
100 電池
100x 溶接前電池
110 電池ケース(ケース)
111 ケース本体部材
111h 開口部
113 ケース側面
113a 第1ケース側面
113b 第2ケース側面
113c 第3ケース側面
113d 第4ケース側面
115 ケース蓋部材
115s 周縁部
ZH Z方向(第1方向)
ZH1 上方(一方側)
ZH2 下方(他方側)
LB レーザ光
Claims (1)
- 矩形状の開口部を有する有底角筒状のケース本体部材と、
上記ケース本体部材の上記開口部内に配置されて上記開口部を閉塞する矩形板状のケース蓋部材と、
を全周にわたりレーザ溶接して、直方体箱状のケースを形成する
レーザ溶接装置であって、
上記ケース蓋部材に直交する第1方向の一方側に配置され、レーザ光を上記第1方向の他方側に向けて出射し、上記ケース本体部材の上記開口部及び上記ケース蓋部材の周縁部に照射するレーザ照射部と、
金属からなり、上記ケース本体部材の上記開口部を囲むケース側面を、上記ケース蓋部材側に押圧して、上記ケース本体部材の上記開口部を上記ケース蓋部材の上記周縁部に近づける金属製押圧部と、
樹脂からなり、上記金属製押圧部の上記第1方向の上記他方側に配置され、上記ケース本体部材の上記ケース側面に当接して、上記ケース本体部材を保持する樹脂製保持部と、を備え、
上記金属製押圧部は、
上記ケース本体部材の上記ケース側面に当接して押圧する押圧面に凹設され、上記第1方向の上記一方側を向く一方側面に開口する凹溝を有し、
上記凹溝は、
上記レーザ照射部から上記第1方向の上記他方側に向けて出射された上記レーザ光が、上記凹溝を通って、上記金属製押圧部の上記他方側に位置する上記樹脂製保持部に直接照射されるのを防止する形態とされてなる
レーザ溶接装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2019073380A JP7081557B2 (ja) | 2019-04-08 | 2019-04-08 | レーザ溶接装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2019073380A JP7081557B2 (ja) | 2019-04-08 | 2019-04-08 | レーザ溶接装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2020171930A true JP2020171930A (ja) | 2020-10-22 |
| JP7081557B2 JP7081557B2 (ja) | 2022-06-07 |
Family
ID=72830424
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2019073380A Expired - Fee Related JP7081557B2 (ja) | 2019-04-08 | 2019-04-08 | レーザ溶接装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP7081557B2 (ja) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2024092431A (ja) * | 2022-12-26 | 2024-07-08 | プライムプラネットエナジー&ソリューションズ株式会社 | 蓄電デバイスの製造方法および固定用治具 |
| EP4383413A4 (en) * | 2022-10-24 | 2024-12-18 | Contemporary Amperex Technology (Hong Kong) Limited | Welding fixture |
| CN119525724A (zh) * | 2025-01-08 | 2025-02-28 | 宁德时代新能源科技股份有限公司 | 电芯焊接方法及设备 |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2015107514A (ja) * | 2013-12-05 | 2015-06-11 | パナソニックIpマネジメント株式会社 | レーザ溶接方法及び装置 |
| JP2015188901A (ja) * | 2014-03-27 | 2015-11-02 | プライムアースEvエナジー株式会社 | レーザ溶接装置、レーザ溶接方法及び電池ケース |
| JP2019084536A (ja) * | 2017-11-01 | 2019-06-06 | トヨタ自動車株式会社 | レーザ溶接装置 |
| JP2019186156A (ja) * | 2018-04-16 | 2019-10-24 | トヨタ自動車株式会社 | 電池の製造方法および電池製造システム |
-
2019
- 2019-04-08 JP JP2019073380A patent/JP7081557B2/ja not_active Expired - Fee Related
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2015107514A (ja) * | 2013-12-05 | 2015-06-11 | パナソニックIpマネジメント株式会社 | レーザ溶接方法及び装置 |
| JP2015188901A (ja) * | 2014-03-27 | 2015-11-02 | プライムアースEvエナジー株式会社 | レーザ溶接装置、レーザ溶接方法及び電池ケース |
| JP2019084536A (ja) * | 2017-11-01 | 2019-06-06 | トヨタ自動車株式会社 | レーザ溶接装置 |
| JP2019186156A (ja) * | 2018-04-16 | 2019-10-24 | トヨタ自動車株式会社 | 電池の製造方法および電池製造システム |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP4383413A4 (en) * | 2022-10-24 | 2024-12-18 | Contemporary Amperex Technology (Hong Kong) Limited | Welding fixture |
| JP2024092431A (ja) * | 2022-12-26 | 2024-07-08 | プライムプラネットエナジー&ソリューションズ株式会社 | 蓄電デバイスの製造方法および固定用治具 |
| JP7638260B2 (ja) | 2022-12-26 | 2025-03-03 | プライムプラネットエナジー&ソリューションズ株式会社 | 蓄電デバイスの製造方法および固定用治具 |
| CN119525724A (zh) * | 2025-01-08 | 2025-02-28 | 宁德时代新能源科技股份有限公司 | 电芯焊接方法及设备 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP7081557B2 (ja) | 2022-06-07 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP7081557B2 (ja) | レーザ溶接装置 | |
| KR102266473B1 (ko) | 스팟 용접용 지그 | |
| WO2013186862A1 (ja) | 溶接装置、溶接方法、及び電池の製造方法 | |
| US12121990B2 (en) | Laser welding machine and weld state monitoring method | |
| JP2019058942A (ja) | 溶接外観不良検出装置、レーザ溶接装置、及び、溶接外観不良検出方法 | |
| JP2005088585A (ja) | レーザー光線による部品の接合方法及び装置 | |
| JP7739610B2 (ja) | 溶接装置 | |
| KR102951939B1 (ko) | 용접 장치 | |
| JP2015030011A (ja) | レーザ接合方法、密閉電池の製造方法、レーザ接合装置および密閉電池 | |
| JP2018187636A (ja) | レーザ溶接方法及びレーザ溶接装置 | |
| JP6592547B2 (ja) | レーザ光の芯出し方法及びレーザ加工装置 | |
| JP2013154365A (ja) | 溶接装置および溶接方法 | |
| JP6485293B2 (ja) | レーザ溶接機 | |
| JP6780544B2 (ja) | レーザ溶接装置 | |
| JP6458630B2 (ja) | 溶接方法及び溶接装置 | |
| KR20230165415A (ko) | 용접 비드의 자동화 검사 장치 및 방법 | |
| JP2017104883A (ja) | 密閉型容器の製造方法 | |
| JP2014069371A (ja) | 溶着構造 | |
| JP6569720B2 (ja) | 蓄電素子製造方法、溶接制御プログラム | |
| JP5223537B2 (ja) | レーザ溶接品質検査方法及び装置 | |
| JP7507201B2 (ja) | レーザ溶接装置 | |
| JP5125001B2 (ja) | レーザ溶接方法、装置および設備 | |
| KR102111040B1 (ko) | Mig 용접 비드 검사장치 | |
| JP7035386B2 (ja) | 画像形成装置 | |
| KR102595857B1 (ko) | 곡면 용접용 툴 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20210729 |
|
| TRDD | Decision of grant or rejection written | ||
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20220420 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20220426 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20220509 |
|
| R151 | Written notification of patent or utility model registration |
Ref document number: 7081557 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R151 |
|
| LAPS | Cancellation because of no payment of annual fees |