JP2020171956A - 予熱装置 - Google Patents
予熱装置 Download PDFInfo
- Publication number
- JP2020171956A JP2020171956A JP2019076476A JP2019076476A JP2020171956A JP 2020171956 A JP2020171956 A JP 2020171956A JP 2019076476 A JP2019076476 A JP 2019076476A JP 2019076476 A JP2019076476 A JP 2019076476A JP 2020171956 A JP2020171956 A JP 2020171956A
- Authority
- JP
- Japan
- Prior art keywords
- nozzle
- hot air
- ejection portion
- weir
- extending direction
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images
Landscapes
- Molds, Cores, And Manufacturing Methods Thereof (AREA)
Abstract
【課題】鋳造における製品不良の発生を低減する。【解決手段】熱風を金型の堰3から湯口入子4に送り込むためのノズル5を有し、ノズルは5、ノズル5の延在方向における下方側の先端に設けられているとともに、ノズル5の延在方向下方に向けて熱風を噴出する第1の噴出部5bと、ノズル5の側面に設けられているとともに、ノズル5の延在方向下方かつ側方に向けて熱風を噴出する第2の噴出部5cと、を備える。これにより、第1の噴出部5bから噴出した熱風により舞い上がるアルミ片を、第2の噴出部5cから噴出した熱風によって堰3より上方に到達することを抑制し、アルミ片がキャビティ2内に飛散することを低減できる。【選択図】図2
Description
本発明は、入子の予熱装置に関する。
従来、このような分野の技術として、特開2018−061970号公報がある。この公報に記載された予熱装置は、低圧鋳造用の金型である入子内にノズルを挿入し、入子内でノズルから熱風を噴出することによって予熱を実行するものであって、入子に挿入されるノズルの伸長方向に対して垂直方向に、熱風を噴出させる開口部が設けられている。
しかしながら前述した従来の予熱装置では、ノズルの伸長方向に対して垂直方向に設けられた開口部から、入子の内壁方向に向けて熱風が噴出するため、熱風が内壁に沿うように対流する。ここで入子内にはアルミ片が存在しているため、熱風によって入子内で巻き上がりキャビティ側に飛散する場合がある。キャビティ側に飛散したアルミ片が予熱直後の製品に付着することで、製品不良が発生するおそれがある。
本発明は、製品不良の発生を低減させた予熱装置を提供するものである。
本発明は、製品不良の発生を低減させた予熱装置を提供するものである。
本発明にかかる予熱装置は、湯口入子を有する金型を予熱する予熱装置であって、熱風を前記金型の堰から前記湯口入子に送り込むためのノズルを有し、前記ノズルは、前記ノズルの延在方向における下方側の先端に設けられているとともに、前記ノズルの延在方向下方に向けて熱風を噴出する第1の噴出部と、前記ノズルの側面に設けられているとともに、前記ノズルの延在方向下方かつ側方に向けて熱風を噴出する第2の噴出部と、を備える。
これにより、アルミ片がキャビティ内に飛散することを低減させることができる。
これにより、アルミ片がキャビティ内に飛散することを低減させることができる。
これにより、鋳造における製品不良の発生を低減させることができる。
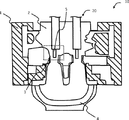
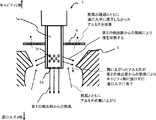
以下、図面を参照して本発明の実施の形態について説明する。図1及び図2に示すように、鋳造装置10は、金型1と、キャビティ2と、キャビティ2の下方に配置され、溶融金属を供給するための溶湯供給経路となる複数の堰3と、複数の堰3から均等に注湯するための湯溜まりを確保するための湯口入子4と、を備える。予熱装置20は、堰3に対してキャビティ2側から挿入され、挿入した先端側から金型1内に向けて熱風を噴出させるノズル5を備える。なお図2は、図1に示した点線部分の拡大図である。また、図3はノズル5の一例の斜視図である。
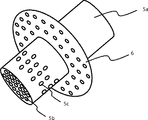
ノズル5は熱風発生器(図示せず)に設置されており、より具体的には、ノズル5は、熱風発生器で発生させた熱風を金型1に送り出すためのパイプの先端に設けられている。図2に示すように、ノズル5は、挿入方向の延在する円筒部5aと、円筒部5aの外周に当接して設けられたフィルタ6と、を有する。
円筒部5aは、円筒部5aの下方の先端に設けられた第1の噴出部5bと、円筒部5aの側面に設けられた第2の噴出部5cと、を有するノズルである。ここで、ノズル5及び円筒部5aの延在方向は上下方向である。
第1の噴出部5bは、ノズル5が堰3に挿入された状態において、熱風発生器からノズル5に流入した熱風を、その下方に配置された湯口入子4に向けて排出させる噴出口である。すなわち、第1の噴出部5bは、円筒部5aの延在方向における下方側の先端に設けられているとともに、延在方向下方に熱風を噴出する。
なお第1の噴出部5bは、円筒部5aの下端に板面が設けられ、この板面に複数の貫通孔が設けられており、この貫通孔から湯口入子4に向けて、円筒部5a内を流れる熱風が噴出可能であるように形成されていてもよい。ここで、第1の噴出部5bの孔のそれぞれの直径や孔数は、後述する第2の噴出部5cからの熱風流量の調整のために、圧力損失を考慮して決定される。
第2の噴出部5cは、ノズル5が堰3に挿入された状態において、熱風発生器からノズル5に流入した熱風を、堰3を形成している壁面に向けて排出させる噴出口である。ここで第2の噴出部5cは、円筒部5aの側面に形成された複数の貫通孔であって、ノズル5が堰3に挿入された状態において、堰3と対向するように形成されている。
なお第2の噴出部5cは、堰3を形成する壁面方向、かつ、湯口入子4の方向に向けて熱風が噴出するように形成されている。すなわち、第2の噴出部5cは、円筒部5aの側面に設けられているとともに、円筒部5aの延在方向下方かつ側方に向けて熱風を噴出する。
例えば、第2の噴出部5cを形成する複数の貫通孔は、円筒部5aの壁面において、内側が上方、外側が下方であるように形成されている。これにより、熱風発生器から供給された円筒部5a内を流れる熱風が第2の噴出部5cから斜め下方向に向けて噴出する。
なお、第2の噴出部5cから斜め下方向に噴出した熱風によって堰3を効率よく加熱するために、第2の噴出部5cは、堰3に対して上方寄りとなるように配置されてもよい。
フィルタ6は、第2の噴出部5cより上方に配置されているとともに、円筒部5aの側面に当接したフランジ状に形成されている。例えば図2に示すように、湯口入子4内のアルミ片が第2の噴出部5cが設けられた位置より上方に舞い上がった場合に、フィルタ6に対してアルミ片が衝突する。これによりフィルタ6では、湯口入子4から舞い上がったアルミ片がキャビティ2に到達する前に、捕集することができる。
例えば、フィルタ6は円板状であるとともに、その板面はメッシュ形状、あるいは板面にパンチ穴を複数設けた形状である。図3は、フィルタ6として、板面に複数のパンチ穴が形成されている状態を示している。このような形状とすることで、フィルタ6では、湯口入子4側からキャビティ2側への熱風の流れを遮断せずに、アルミ片を捕集することができる。
ここで、鋳造装置10内において、予熱装置20のノズル5の円筒部5aから熱風を排出する際の動作について説明する。
ノズル5は、上方に配置されているキャビティ2側から下降動作し、円筒部5aが堰3の高さとほぼ同じ高さとなるように配置される。このとき、第2の噴出部5cが、堰3を形成している壁面に対向している。例えばフィルタ6は、堰3より僅かに上方において、堰3を覆うように配置される。
第1の噴出部5bは、湯口入子4に向けて熱風を噴出する。すなわち、第1の噴出部5bは、円筒部5aの延在方向下方に向けて熱風を噴出する。
このとき同時に、第2の噴出部5cから堰3に向けて熱風を噴出する。これにより、堰3を形成している壁面を加熱することができる。ここで、第2の噴出部5cからの熱風の噴出方向は、斜め下方向である。
第1の噴出部5bから下方に向けた熱風の噴出により、湯口入子4内にあるアルミ片の舞い上がりが発生する。このアルミ片は、第2の噴出部5cから噴出された熱風により湯口入子4に押し戻され、堰3より上方、すなわちキャビティ2に向けて舞い上がることが抑制される。
ここで、第2の噴出部5cから噴出した熱風が堰3に当たることや対流によって、熱風の一部は、堰3からキャビティ2方向に向けて上昇するように流れる。このとき、第2の噴出部5cから噴出した熱風によって湯口入子4に押し戻されなかったアルミ片が、上昇する熱風とともに舞い上がる。
フィルタ6では、第2の噴出部5c及び堰3より上方に舞い上がったアルミ片を捕集する。すなわちフィルタ6では、メッシュやパンチ穴によって熱風が通過しつつ、同時に舞い上がったアルミ片が引っ掛かる。これによりフィルタ6は、アルミ片がキャビティ2に到達することを抑制する。
このようにして、湯口入子4から舞い上がるアルミ片を、第2の噴出部5cから噴出する熱風によって湯口入子4に押し戻しつつ、押し戻せなかったアルミ片をフィルタ6によって捕集することができる。したがって、アルミ片がキャビティ2内に飛散することが低減されるため、鋳造によって製品製造を行う際に、キャビティ2内においてアルミ片が予熱直後の製品に付着することが低減され、製品不良の発生を抑制できる。
なおノズル5は、図示しない熱風発生器に連結されており、予熱ごとの交換は不要であるように設置されている。したがって、作業者によるノズル5の交換作業の手間を低減することができる。
なお、本発明は上記実施の形態に限られたものではなく、趣旨を逸脱しない範囲で適宜変更することが可能である。すなわち上記の記載は、説明の明確化のため、適宜、省略及び簡略化がなされており、当業者であれば、実施形態の各要素を、本発明の範囲において容易に変更、追加、変換することが可能である。
例えば、第2の噴出部5cからの熱風の噴出によって、湯口入子4からキャビティ2に巻き上がることを抑制する対象は、アルミ片に限られない。同様に、フィルタ6において捕集するものはアルミ片に限られず、湯口入子4から巻き上がる他の金属片や酸化物等についても同様に捕集することができる。
また、フィルタ6は、メッシュ状または複数のパンチ穴を有する円板であるものとして説明したが、これに限られない。例えば、フィルタ6に代えて、上下方向に貫通する孔が形成されていない平板状のフランジを用いることができる。
1 金型
2 キャビティ
3 堰
4 湯口入子
5 ノズル
5a 円筒部
5b 第1の噴出部
5c 第2の噴出部
6 フィルタ
10 鋳造装置
20 予熱装置
2 キャビティ
3 堰
4 湯口入子
5 ノズル
5a 円筒部
5b 第1の噴出部
5c 第2の噴出部
6 フィルタ
10 鋳造装置
20 予熱装置
Claims (1)
- 湯口入子を有する金型を予熱する予熱装置であって、
熱風を前記金型の堰から前記湯口入子に送り込むためのノズルを有し、
前記ノズルは、
前記ノズルの延在方向における下方側の先端に設けられているとともに、前記ノズルの延在方向下方に向けて熱風を噴出する第1の噴出部と、
前記ノズルの側面に設けられているとともに、前記ノズルの延在方向下方かつ側方に向けて熱風を噴出する第2の噴出部と、を備える、
予熱装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2019076476A JP2020171956A (ja) | 2019-04-12 | 2019-04-12 | 予熱装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2019076476A JP2020171956A (ja) | 2019-04-12 | 2019-04-12 | 予熱装置 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2020171956A true JP2020171956A (ja) | 2020-10-22 |
Family
ID=72829657
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2019076476A Pending JP2020171956A (ja) | 2019-04-12 | 2019-04-12 | 予熱装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2020171956A (ja) |
-
2019
- 2019-04-12 JP JP2019076476A patent/JP2020171956A/ja active Pending
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2468433B1 (en) | Drill to flow mini core | |
| US10577954B2 (en) | Blockage-resistant vane impingement tubes and turbine nozzles containing the same | |
| CN103080478B (zh) | 用于燃气轮机的涡轮叶片 | |
| US11203941B2 (en) | Steam turbine | |
| JP2019078523A (ja) | ターボ機械 | |
| JP2011110551A (ja) | 流体注入装置 | |
| JP2020171956A (ja) | 予熱装置 | |
| CN102834206A (zh) | 用于铸造的浸入式喷嘴以及包括浸入式喷嘴的连续铸造装置 | |
| EP2312242A1 (en) | Water spray pipe for downflow type ice making machine | |
| JP5603362B2 (ja) | 蒸気乾燥器 | |
| JP2016068101A (ja) | ダイキャスト用ガス抜き装置に於ける開閉バルブの作動不良防止方法 | |
| EP3743231B1 (en) | Submerged entry nozzle for continuous casting | |
| JP7115230B2 (ja) | 連続鋳造用注湯装置 | |
| TWI652126B (zh) | 連續鑄造噴嘴及用於透過一噴嘴將一液體引導至一連續鑄造模具中之方法 | |
| JP2005000957A (ja) | タンディッシュ内における介在物除去方法およびそれに使用する堰 | |
| US10160207B2 (en) | Print head for printing a suspension fluid comprising particles, printing apparatus and method | |
| JP2018009570A (ja) | 熱移動デバイス及び関係するタービンエーロフォイル | |
| JP2019188425A (ja) | タンディッシュ | |
| JP6007764B2 (ja) | 溶融亜鉛めっきラインにおけるスナウト内浮遊スカム除去装置 | |
| JP2012037175A (ja) | 脱気器 | |
| JP6036552B2 (ja) | 水砕スラグの粗粒化方法 | |
| JP2006305616A (ja) | 給湯装置及び給湯方法 | |
| KR101501651B1 (ko) | 용탕 균일공급을 위한 박판 주조용 노즐 | |
| JPH0212881B2 (ja) | ||
| JP5657717B2 (ja) | 鋳造用金型 |