JP2020175408A - プロジェクション溶接方法、及びプロジェクション溶接冶具装置 - Google Patents
プロジェクション溶接方法、及びプロジェクション溶接冶具装置 Download PDFInfo
- Publication number
- JP2020175408A JP2020175408A JP2019078452A JP2019078452A JP2020175408A JP 2020175408 A JP2020175408 A JP 2020175408A JP 2019078452 A JP2019078452 A JP 2019078452A JP 2019078452 A JP2019078452 A JP 2019078452A JP 2020175408 A JP2020175408 A JP 2020175408A
- Authority
- JP
- Japan
- Prior art keywords
- steel plate
- projection welding
- weld bolt
- forming member
- plate forming
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
- 238000003466 welding Methods 0.000 title claims abstract description 83
- 238000000034 method Methods 0.000 title claims abstract description 51
- 229910000831 Steel Inorganic materials 0.000 claims abstract description 93
- 239000010959 steel Substances 0.000 claims abstract description 93
- 238000003780 insertion Methods 0.000 claims abstract description 67
- 230000037431 insertion Effects 0.000 claims abstract description 67
- 238000000465 moulding Methods 0.000 claims abstract description 6
- 239000000919 ceramic Substances 0.000 claims description 7
- 230000013011 mating Effects 0.000 claims description 4
- 239000012774 insulation material Substances 0.000 abstract 1
- 230000000694 effects Effects 0.000 description 4
- 239000012671 ceramic insulating material Substances 0.000 description 3
- 239000011810 insulating material Substances 0.000 description 2
- 239000000463 material Substances 0.000 description 2
- NJPPVKZQTLUDBO-UHFFFAOYSA-N novaluron Chemical compound C1=C(Cl)C(OC(F)(F)C(OC(F)(F)F)F)=CC=C1NC(=O)NC(=O)C1=C(F)C=CC=C1F NJPPVKZQTLUDBO-UHFFFAOYSA-N 0.000 description 2
- 229910010293 ceramic material Inorganic materials 0.000 description 1
- 230000005611 electricity Effects 0.000 description 1
- 230000005484 gravity Effects 0.000 description 1
- 230000000149 penetrating effect Effects 0.000 description 1
Images





Landscapes
- Connection Of Plates (AREA)
Abstract
【課題】ウエルドボルトの軸部と鋼板成形部材の挿通孔との間にプロジェクション溶接時に分流が生じるのを防止すると共に、鋼板成形部材の挿通孔に対するウエルドボルトの軸部の位置決めを確実に行う。【解決手段】ウエルドボルト10の軸部14と鋼板成形部材18に形成された挿通孔19との間に絶縁材料のロケートピン30を介在させてプロジェクション溶接する。【選択図】図6
Description
本発明は、プロジェクション溶接方法、及びその溶接方法を実施するためのプロジェクション溶接冶具装置に関する。詳細には、鋼板成形部材に形成された挿通孔にウエルドボルトの軸部を挿通して、ウエルドボルトの頭部を鋼板成形部材と面合わせ状態としてプロジェクション溶接を行うプロジェクション溶接方法、及びその溶接方法を実施するためのプロジェクション溶接冶具装置に関する。
自動車等車両には、プレス成形された鋼板成形部材にウエルドボルトをプロジェクション溶接して一体化する構成が多々用いられる。例えば、自動車の車体側面に配設されるセンターピラー下部には、ウエルドボルトをプロジェクション溶接して取付け、このウエルドボルトに側面衝突用のセンサを取付ける構成とすることが行われる。
プロジェクション溶接は、上部電極と下部電極との間に、鋼板成形部材とウエルドボルトの頭部とを重ね合わせた状態として挟んで、ウエルドボルトの頭部に形成されたプロジェクション突起を加圧して通電することにより行われる。この場合、ウエルドボルトの軸部は鋼板成形部材に穿設された挿通孔に挿通された状態として行われる。
上述したプロジェクション溶接においては、上部電極と下部電極間の通電経路として、ウエルドボルトの頭部に形成されたプロジェクション突起を経由するメインの通電経路の他に、ウエルドボルトの軸部と鋼板成形部材の挿通孔との間に分流の通電経路が形成されることがある。
メインの通電経路の他に分流の通電経路が形成されると、メインの通電経路におけるプロジェクション突起によるプロジェクション溶接の強度が低下する問題を生じたり、溶接強度にバラツキが生じる問題がある。
上記の分流を防止する対応策として、ウエルドボルトの軸部と鋼板成形部材の挿通孔との間の隙間間隔を、通電が生じない程度の大きな隙間間隔として、分流が生じるのを防止することが考えられる。
しかし、ウエルドボルトの軸部と鋼板成形部材の挿通孔との間の隙間間隔を大きくする場合には、鋼板成形部材の挿通孔に対するウエルドボルトの軸部の位置決めが不安定となり、ウエルドボルトの取付精度が悪化するという問題が生じる。特に、定置式のC型フレームに上部電極と下部電極を配設した溶接機にあっては、その機構上、加圧作用時にウエルドボルトにスラスト力が作用するため、ウエルドボルトの位置決めが困難とされる。そして、このため、ウエルドボルトの軸部の取付位置が偏心した場合には、やはり分流が生じる問題がある。
而して、本発明は上述した点に鑑みて創案されたものであって、本発明が解決しようとする課題は、ウエルドボルトの軸部と鋼板成形部材の挿通孔との間にプロジェクション溶接時に分流が生じるのを防止して所定の溶接強度を得るようにすると共に、鋼板成形部材の挿通孔に対するウエルドボルトの軸部の位置決めを確実に行うことにある。
上記課題を解決するため、本発明に係るプロジェクション溶接方法及びプロジェクション溶接冶具装置は、次の手段をとる。
本発明の第1の発明は、鋼板成形部材に形成された挿通孔にウエルドボルトの軸部を挿通して、前記ウエルドボルトの頭部と前記鋼板成形部材とを面合わせし、電極の加圧により前記ウエルドボルトの頭部と前記鋼板成形部材との合わせ面をプロジェクション溶接して前記ウエルドボルトを前記鋼板成形部材に溶接接合するプロジェクション溶接方法であって、前記ウエルドボルトの軸部と前記鋼板成形部材に形成された挿通孔との間に絶縁部材を介在させてプロジェクション溶接するプロジェクション溶接方法である。
本発明の第2の発明は、上述した第1の発明のプロジェクション溶接方法であって、前記絶縁部材はセラミックで形成されており、前記ウエルドボルトの軸部の全長を包囲する構成とされているプロジェクション溶接方法である。
本発明の第3の発明は、鋼板成形部材に形成された挿通孔にウエルドボルトの軸部を挿通して、前記ウエルドボルトの頭部と前記鋼板成形部材とを面合わせし、電極の加圧により前記ウエルドボルトの頭部と前記鋼板成形部材との合わせ面をプロジェクション溶接して前記ウエルドボルトを前記鋼板成形部材に溶接接合するに際して、前記ウエルドボルトの軸部と前記鋼板成形部材に形成された挿通孔との間に絶縁部材を介在させてプロジェクション溶接するプロジェクション溶接方法を実施するためのプロジェクション溶接冶具装置であって、前記鋼板成形部材が載置される側の電極形成体には、円柱形状の前記絶縁部材が前記鋼板成形部材の載置面より突出して軸方向に移動可能とされて配設されており、前記円柱形状の絶縁部材の外形は前記鋼板成形部材に形成された挿通孔と嵌め合わせ状態で挿通可能な形状とされており、前記円柱形状の絶縁部材の軸中心部にはウエルドボルトの軸部の全長を挿入できる長さの挿入孔が形成されており、前記絶縁部材は当該絶縁部材を前記鋼板成形部材の載置面より突出する方向に付勢する付勢手段により付勢される構成とされているプロジェクション溶接冶具装置である。
本発明の第4の発明は、上述した第3の発明のプロジェクション溶接冶具装置であって、前記円柱形状の絶縁部材の軸中心部に形成されるウエルドボルトの軸部を挿入する挿入孔は有底孔であるプロジェクション溶接冶具装置である。
本発明の第5の発明は、上述した第3の発明又は第4の発明のプロジェクション溶接冶具装置であって、前記円柱形状の絶縁部材における前記付勢手段が配設される側の端部には、当該付勢手段による付勢方向の移動を制限する移動制限部位が形成されており、該移動制限部位は前記電極形成体とテーパ嵌合する形態とされているプロジェクション溶接冶具装置である。
本発明の第6の発明は、上述した第3の発明〜第5の発明のいずれかの発明のプロジェクション溶接冶具装置であって、前記円柱形状の絶縁部材における前記鋼板成形部材の挿通孔が嵌められる側の端部形状は、テーパ形状とされているプロジェクション溶接冶具装置である。
上述した手段の本発明によれば、ウエルドボルトの軸部と鋼板成形部材の挿通孔との間にプロジェクション溶接時に分流が生じるのを防止して所定の溶接強度を得ることができると共に、鋼板成形部材の挿通孔に対するウエルドボルトの軸部の位置決めを確実に行うことができる。
以下、本発明の実施形態を図面に基づいて説明する。なお、本実施形態における構成要素の接頭に付する上部、下部、又は上、下の区別表現は、重力方向で見た場合の相対的位置関係を示す。
なお、本実施形態のプロジェクション溶接で用いられる溶接対象部品は、図1において仮想線で示すウエルドボルト10と、鋼板成形部材18である。ウエルドボルト10は頭部12と、ネジが刻設された軸部14を有する。鋼板成形部材18はプレス成形された板状部材であり、ウエルドボルト10の軸部14が挿通される挿通孔19を有する。そして、プロジェクション溶接は、ウエルドボルト10の頭部12の下面に形成されたプロジェクション突起16を鋼板成形部材18の上面に加圧し通電させることにより、プロジェクション突起16が溶着して接合される。なお、プロジェクション突起16は、通常、円周状の3カ所に等間隔で配設される。また、本実施形態における鋼板成形部材18は、例えば、自動車の車体側面に配設されるセンターピラーであり、同部材の下部にウエルドボルトがプロジェクション溶接により取付けられる構成の場合である。
<プロジェクション溶接冶具装置20の第1実施形態>
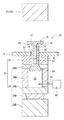
図1はプロジェクション溶接冶具装置20の第1実施形態を示す。プロジェクション溶接冶具装置20の基本形態は、上部電極形成体22と下部電極形成体24とが上下に配設されて構成される。上部電極形成体22と下部電極形成体24は本発明の電極形成体に相当する。図1では上部電極形成体22としては上部電極23のみが図示されている。下部電極形成体24は下部電極25と下部電極支持体26とから構成されている。なお、本実施形態においては、下部電極形成体24における下部電極25の上面が鋼板成形部材18を載置する載置面27となっている。したがって、この載置面27となる下部電極25を有する下部電極形成体24が本発明の「鋼板成形部材が載置される側の電極形成体」に相当する。
図1はプロジェクション溶接冶具装置20の第1実施形態を示す。プロジェクション溶接冶具装置20の基本形態は、上部電極形成体22と下部電極形成体24とが上下に配設されて構成される。上部電極形成体22と下部電極形成体24は本発明の電極形成体に相当する。図1では上部電極形成体22としては上部電極23のみが図示されている。下部電極形成体24は下部電極25と下部電極支持体26とから構成されている。なお、本実施形態においては、下部電極形成体24における下部電極25の上面が鋼板成形部材18を載置する載置面27となっている。したがって、この載置面27となる下部電極25を有する下部電極形成体24が本発明の「鋼板成形部材が載置される側の電極形成体」に相当する。
下部電極形成体24は下部電極25の下部に下部電極支持体26が設置されて構成されている。本実施形態では、下部電極支持体26は、上方から第1部材26A、第2部材26B、第3部材26C、第4部材26D、第5部材26Eが一体的に組み立てられて構成されている。下部電極支持体26には空間室28が形成されている。この空間室28は、円筒形状に形成された第2部材26Bの上下面に第1部材26A及び第3部材26Cが蓋をする形態として配置されて形成されている。すなわち、第1部材26A、第2部材26B、第3部材26Cは空間室28を形成する空間室形成部材となっている。第5部材26Eは台座部材である。第4部材26Dは空間室形成部材を台座部材(第5部材26E)に支持させるための部材となっている。
下部電極25の下面と下部電極支持体26の第1部材26Aの上面は重ね合わされた形態として配設されており、この両部材25、26Aを上下方向に貫通した形態としてロケートピン30が配設されている。ロケートピン30は本実施形態では円柱形状とされている。そして、下部電極25及び下部電極支持体26の第1部材26Aには、ロケートピン30を上下方向に貫通して嵌合する嵌合孔32が形成されている。これにより、ロケートピン30は、下部電極25の上面の、鋼板成形部材18を載置する載置面27より突出して軸方向に移動可能とされた形態として配置されている。
ロケートピン30は本実施形態ではセラミックで形成されている。セラミックは通電を絶縁できる材料であるので、ロケートピン30は本発明の絶縁部材に相当する。本実施形態の場合、ロケートピン30は円柱形状全体がセラミックの材質で形成されている。そして、円柱形状のロケートピン30の外形は鋼板成形部材18に形成される挿通孔19と嵌め合わせ挿通できる形状とされている。すなわち、ロケートピン30の外形と鋼板成形部材の挿通孔19とは挿通できる隙間間隔で嵌合される。
円柱形状のロケートピン30の軸中心部には、ウエルドボルト10の軸部14の全長を挿入できる長さの挿入孔34が形成されている。挿入孔34は本実施形態では有底孔とされている。挿入孔34の長さはウエルドボルト10の軸部14の全長を挿入できる長さとされているので、ウエルドボルト10の軸部14をロケートピン30の挿入孔34に挿入した状態では、ロケートピン30の上端面にウエルドボルト10の頭部12の下面が当接した状態となる。
ロケートピン30の下端部には当該ロケートピン30の上方移動を制限するストッパ部位36が形成されている。このストッパ部位36は本発明の移動制限部位に相当する。ストッパ部位36は鍔形状として形成されており、この鍔形状のストッパ部位36が下部電極支持体26の第1部材26Aの下面に当接することにより上方移動が制限される構成とされている。
下部電極形成体24にはロケートピン30を上方に付勢する付勢手段が設定されている。本実施形態の付勢手段は、下部電極支持体26に形成される空間室28にエア圧を供給することにより行われる構成とされている。そのため、下部電極支持体26の第2部材26Bにはエア圧供給孔38が形成されており、エアポンプ等のエア供給源40からのエア圧が空間室28に供給されるようになっている。エア圧が空間室28に供給されると、ロケートピン30の下端のストッパ部位36の下面にエア圧が作用してロケートピン30が常時上方に付勢される。これにより、ロケートピン30のストッパ部位36は第1部材26Aの下面に当接した状態とされて、静止した状態となる。
なお、本実施形態では、ロケートピン30の下端部に形成される鍔形状のストッパ部位36と、下部電極支持体26の第1部材26Aの下端面との当接形状は、下方に向けて拡張するテーパ形状とされている。すなわち、テーパ嵌合形態で上方への移動が制限される構成とされている。これにより、ロケートピン30の下部電極形成体24への当接状態は安定した当接状態となり、軸心設定が確実に行われる。
また、本実施形態では、ロケートピン30の上端部の外形形状もテーパ形状とされている。このロケートピン30の上端部は鋼板成形部材18の挿通孔19が嵌め込まれる側であるので、テーパ形状とされていることにより、鋼板成形部材18を下部電極25の上面の載置面27に載置する場合に、挿通孔19のロケートピン30への嵌め込みを容易に行うことができる。
<プロジェクション溶接冶具装置20の第2実施形態>
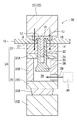
次に、図2に示されるプロジェクション溶接冶具装置20の第2実施形態を説明する。第2実施形態は上記の第1実施形態とはロケートピン30に対する付勢手段が異なるのみで、他の構成は同じである。したがって、他の構成箇所には同じ符号を付すことにより詳細な説明は省略する。
次に、図2に示されるプロジェクション溶接冶具装置20の第2実施形態を説明する。第2実施形態は上記の第1実施形態とはロケートピン30に対する付勢手段が異なるのみで、他の構成は同じである。したがって、他の構成箇所には同じ符号を付すことにより詳細な説明は省略する。
第2実施形態の付勢手段は、空間室28内にコイルスプリング42が配設された構成である。コイルスプリング42は、空間室28内において、ロケートピン30におけるストッパ部位36の下面と空間室28を形成する第3部材26Cの上面との間に、圧縮された状態で介在されて配設されている。そして、これにより、コイルスプリング42はロケートピン30を、常時、上方に付勢する。
<プロジェクション溶接方法>
次に、前述した第1実施形態のプロジェクション溶接冶具装置20を用いたプロジェクション溶接方法を、工程を追って順に説明する。溶接方法の工程は、A;鋼板セット工程→B;ボルトセット工程→C;加圧工程→D;通電工程→E;電極開放工程からなっている。
次に、前述した第1実施形態のプロジェクション溶接冶具装置20を用いたプロジェクション溶接方法を、工程を追って順に説明する。溶接方法の工程は、A;鋼板セット工程→B;ボルトセット工程→C;加圧工程→D;通電工程→E;電極開放工程からなっている。
<A;鋼板セット工程>
図3は鋼板セット工程を示す。この工程においては、上部電極形成体22と下部電極形成体24は離反した位置状態にある。そして、下部電極形成体24においては、空間室に28に供給されるエア圧の付勢手段によりロケートピン30は上方に移動させられており、ロケートピン30のストッパ部位36が下部電極支持体26の第1部材26Aに当接して静止した状態にある。したがって、この状態ではロケートピン30の上方部位は下部電極25の上面、すなわち鋼板成形部材18の載置面27より突出した状態にある。
図3は鋼板セット工程を示す。この工程においては、上部電極形成体22と下部電極形成体24は離反した位置状態にある。そして、下部電極形成体24においては、空間室に28に供給されるエア圧の付勢手段によりロケートピン30は上方に移動させられており、ロケートピン30のストッパ部位36が下部電極支持体26の第1部材26Aに当接して静止した状態にある。したがって、この状態ではロケートピン30の上方部位は下部電極25の上面、すなわち鋼板成形部材18の載置面27より突出した状態にある。
上記状態において、鋼板成形部材18の挿通孔19を、ロケートピン30の上端部に嵌め込んで、下部電極25の上面、すなわち載置面27にセットする。図3の図示状態はこの状態を示す。この状態では、鋼板成形部材18は下部電極25の上面の載置面27に載置されて、ロケートピン30の外形と挿通孔19との嵌合により、ロケートピン30に対して位置決めされた状態にある。
<B;ボルトセット工程>
図4はボルトセット工程を示す。この工程においては、ロケートピン30の軸中心部に形成された挿入孔34にウエルドボルト10の軸部14が挿入されて、ウエルドボルト10がロケートピン30にセットされる。ウエルドボルト10の軸部14が挿入された状態にあっては、挿入孔34の長さがウエルドボルト10の軸部の全長が挿入できる長さとされているので、ロケートピン30の上端面とウエルドボルト10の頭部12の下端面とが当接状態にある。
図4はボルトセット工程を示す。この工程においては、ロケートピン30の軸中心部に形成された挿入孔34にウエルドボルト10の軸部14が挿入されて、ウエルドボルト10がロケートピン30にセットされる。ウエルドボルト10の軸部14が挿入された状態にあっては、挿入孔34の長さがウエルドボルト10の軸部の全長が挿入できる長さとされているので、ロケートピン30の上端面とウエルドボルト10の頭部12の下端面とが当接状態にある。
そして、上記のボルトセット工程の状態では、ウエルドボルト10はロケートピン30に対して位置決めされた状態にある。このため、前述の鋼板セット工程によりロケートピン30に対する鋼板成形部材18が位置決めされたのと相俟って、鋼板成形部材18とウエルドボルト10は、鋼板成形部材18の平面方向に対しては位置決めされたセット状態にある。
<C;加圧工程>
図5は加圧工程を示す。この工程においては、上部電極形成体22の上部電極23を、下部電極形成体24の下部電極25に対して下降移動させる。上部電極23の下降移動により、前述のボルトセット工程でロケートピン30の挿入孔34に挿入されたウエルドボルト10はロケートピン30とセット状態で下降させられる。この際のロケートピン30の下降移動は、エア圧による付勢手段に抗して行われる。すなわち、上部電極23の下降移動のための作動力はロケートピン30を上方へ付勢する付勢力より大きい。
図5は加圧工程を示す。この工程においては、上部電極形成体22の上部電極23を、下部電極形成体24の下部電極25に対して下降移動させる。上部電極23の下降移動により、前述のボルトセット工程でロケートピン30の挿入孔34に挿入されたウエルドボルト10はロケートピン30とセット状態で下降させられる。この際のロケートピン30の下降移動は、エア圧による付勢手段に抗して行われる。すなわち、上部電極23の下降移動のための作動力はロケートピン30を上方へ付勢する付勢力より大きい。
上部電極23によるウエルドボルト10の下降により、ウエルドボルト10の頭部12は鋼板成形部材18に加圧した状態の接触状態となる。詳細には、ウエルドボルト10の頭部12の下面にはプロジェクション突起16が設けられているので、プロジェクション突起16が鋼板成形部材18の上面に加圧された状態とされる。そして、この加圧工程状態では、ウエルドボルト10の軸部14と鋼板成形部材18の挿通孔19との間には、セラミックの絶縁材料で形成されたロケートピン30が介在された状態にある。
<D;通電工程>
図6は通電工程を示す。この工程においては、前述の加圧工程の状態において、上部電極23と下部電極25との間に通電を行う。図6には通電時の通電経路が矢印で示されている。通電はプロジェクション突起16を通じて行われ、プロジェクション突起16が鋼板成形部材18に溶融接合し、ウエルドボルト10が鋼板成形部材18にプロジェクション溶接される。そして、この状態では、前述したように、ウエルドボルト10の軸部14と鋼板成形部材18の挿通孔19との間には、セラミックの絶縁材料で形成されたロケートピン30が介在された状態にあるので、この間で従来のように分流が生じることはない。
図6は通電工程を示す。この工程においては、前述の加圧工程の状態において、上部電極23と下部電極25との間に通電を行う。図6には通電時の通電経路が矢印で示されている。通電はプロジェクション突起16を通じて行われ、プロジェクション突起16が鋼板成形部材18に溶融接合し、ウエルドボルト10が鋼板成形部材18にプロジェクション溶接される。そして、この状態では、前述したように、ウエルドボルト10の軸部14と鋼板成形部材18の挿通孔19との間には、セラミックの絶縁材料で形成されたロケートピン30が介在された状態にあるので、この間で従来のように分流が生じることはない。
<E;電極開放工程>
図7は電極開放工程を示す。この工程においては、上部電極23と下部電極25間の通電が開放して、上部電極23を上方移動させる。上部電極23の上方移動に伴って、ロケートピン30も、エア圧による付勢手段により付勢されて上方移動する。これによりプロジェクション溶接されて一体化されたウエルドボルト10と鋼板成形部材18は下部電極25の上面、すなわち載置面27から離反する。そして、プロジェクション溶接された当該部品におけるウエルドボルト10の軸部14をロケートピン30の挿入孔34から抜くことにより、プロジェクション溶接を終了する。
図7は電極開放工程を示す。この工程においては、上部電極23と下部電極25間の通電が開放して、上部電極23を上方移動させる。上部電極23の上方移動に伴って、ロケートピン30も、エア圧による付勢手段により付勢されて上方移動する。これによりプロジェクション溶接されて一体化されたウエルドボルト10と鋼板成形部材18は下部電極25の上面、すなわち載置面27から離反する。そして、プロジェクション溶接された当該部品におけるウエルドボルト10の軸部14をロケートピン30の挿入孔34から抜くことにより、プロジェクション溶接を終了する。
<本実施形態の作用効果>
上述の実施形態によれば、次のような作用効果がある。
上述の実施形態によれば、次のような作用効果がある。
先ず、本実施形態においては、上述した通電工程において、ウエルドボルト10の軸部14と鋼板成形部材18の挿通孔19との間にロケートピン30が介在された状態で通電が行われる。ロケートピン30はセラミックの絶縁材料で形成されているため、プロジェクション溶接を行う通電時に、従来のようにウエルドボルト10の軸部14と鋼板成形部材18の挿通孔19との間に分流が生じることがない。このため、所定の溶接強度を確実に得ることができ、溶接強度のロバスト性向上を図ることができる。
次に、鋼板成形部材18の挿通孔19に対するウエルドボルト10の軸部14の位置決めは、ボルトセット工程において、挿通孔19と軸部14との間にロケートピン30が介在されて両者が位置決めされることにより、その位置決めが確実に行われる。
更に、本実施形態においては、ロケートピン30の上端部の外形形状がテーパ形状とされている。このため、鋼板セット工程において、鋼板成形部材18の挿通孔19をロケートピン30に挿入する作業操作を容易に行うことができる。
また、本実施形態では、ロケートピン30の下端部に形成されるストッパ部位36と下部電極支持体26の第1部材26Aとの当接面形状がテーパ形状とされている。このため、エア圧による付勢手段により当接状態とされている状態における位置設定を安定した状態とすることができ、ロケートピン30の下部電極形成体24への軸心設定が確実に行われる。
<その他の実施形態>
以上、本発明を特定の実施形態について説明したが、本発明はその他各種の形態でも実施できる。
以上、本発明を特定の実施形態について説明したが、本発明はその他各種の形態でも実施できる。
例えば、上記実施形態におけるロケートピン30の軸中心部に形成するウエルドボルト10の挿入孔34は有底孔であるが、貫通孔であってもよい。しかし、付勢手段がエア圧の場合は付勢力を効率良く発生させるためには有底孔であるのが好ましい。
また、上記実施形態では、ロケートピン30の上端部の外形形状は、テーパ形状である。しかし、必ずしも、テーパ形状である必要はない。ストレート形状であってもよい。ただ、上述の実施形態でも説明したが、テーパ形状であれば、ロケートピン30への鋼板成形部材18の挿通孔19の挿通が容易に行い得る。
また、上記実施形態では、ロケートピン30の下端部のストッパ部位36と下部電極支持体26の第1部材26Aとの当接形状もテーパ形状とされている。しかし、必ずしもテーパ形状である必要はない。ストレート形状で当接する形状であってもよい。ただ、上述の実施形態でも説明したが、テーパ形状の当接であれば、ロケートピン30の嵌合孔32に対する軸心設定が確実に行われる。
また、上記実施形態における付勢手段は、第1実施形態ではエア圧、第2実施形態ではコイルスプリング42であったが、その他、ロケートピン30を、常時、上方に付勢する構成であればよい。
また、上記実施形態では、ロケートピン30はセラミックであったが、絶縁材料であればよい。また、ロケートピン30の表面にのみ絶縁材料を塗布する構成であってもよい。
<「課題を解決するための手段」に記載した各発明の作用効果>
なお、最後に上述の「課題を解決するための手段」における各発明に対応する上記実施形態の作用効果を付記しておく。
なお、最後に上述の「課題を解決するための手段」における各発明に対応する上記実施形態の作用効果を付記しておく。
先ず、第1の発明によれば、ウエルドボルトの軸部と鋼板成形部材の挿通孔との間に絶縁部材が介在されてプロジェクション溶接が行われる。これにより、ウエルドボルトの軸部と鋼板成形部材の挿通孔との間の通電は絶縁部材により阻止されるので、従来のように分流が生じることがなく、所定の溶接強度を得ることができて、溶接強度のロバスト性向上を図ることができる。
また、第1の発明によれば、ウエルドボルトの軸部と鋼板成形部材の挿通孔との間に絶縁部材が介在されるので、鋼板成形部材の挿通孔に対するウエルドボルトの軸部の位置決めを確実に行うことができる。
次に、第2の発明によれば、絶縁部材はセラミックで形成される。セラミックは高硬度で変形しにくい材料であるので、第1の発明における位置決めを、より確実に行うことができる。
また、第2の発明によれば、絶縁部材はウエルドボルトの軸部の全長を包囲する構成とされている。これにより、第1の発明におけるウエルドボルトの軸部を通じての分流をより確実に防止することができる。
次に、第3の発明によれば、プロジェクション溶接冶具装置は、円柱形状の絶縁部材が鋼板成形部材の載置面より突出して軸方向に移動可能とされて配設される。そして、絶縁部材の外形は鋼板成形部材の挿通孔と嵌め合わせ状態で挿通可能な形状とされており、絶縁部材の軸中心部にはウエルドボルトの軸部の全長を挿入できる長さの挿入孔が形成されている。更に、付勢手段により絶縁部材を鋼板成形部材の載置面より突出する方向に付勢する形態として構成されている。かかるプロジェクション溶接冶具装置によれば、第1の発明のプロジェクション溶接方法を、良好かつ確実に行うことができる。
次に、第4の発明によれば、円柱形状の絶縁部材の軸中心部に形成されるウエルドボルトの軸部を挿入する挿入孔は有底孔である。挿入孔が有底孔であると、絶縁手段に対する付勢手段がエア圧による場合には、エア圧による付勢力を出す構成設定が容易である。
次に、第5の発明によれば、絶縁部材に形成される移動制限部位は電極形成体とテーパ嵌合する形態とされている。この形態によれば、絶縁部材の電極形成体への軸心設定が確実に行われる。
次に、第6の発明によれば、円柱形状の絶縁部材における鋼板成形部材の挿通孔が嵌められる側の端部形状はテーパ形状とされる。これにより、鋼板成形部材を電極形成体に載置する場合に、鋼板成形部材の挿通孔の絶縁部材への挿通が容易に行える。
10 ウエルドボルト
12 頭部
14 軸部
16 プロジェクション突起
18 鋼板成形部材
19 挿通孔
20 プロジェクション溶接冶具装置
22 上部電極形成体
23 上部電極
24 下部電極形成体
25 下部電極
26 下部電極支持体
26A 第1部材
26B 第2部材
26C 第3部材
26D 第4部材
26E 第5部材
27 載置面
28 空間室
30 ロケートピン(絶縁部材)
32 嵌合孔
34 挿入孔
36 ストッパ部位(移動制限部位)
38 エア圧供給孔
40 エア供給源
42 コイルスプリング(付勢手段)
12 頭部
14 軸部
16 プロジェクション突起
18 鋼板成形部材
19 挿通孔
20 プロジェクション溶接冶具装置
22 上部電極形成体
23 上部電極
24 下部電極形成体
25 下部電極
26 下部電極支持体
26A 第1部材
26B 第2部材
26C 第3部材
26D 第4部材
26E 第5部材
27 載置面
28 空間室
30 ロケートピン(絶縁部材)
32 嵌合孔
34 挿入孔
36 ストッパ部位(移動制限部位)
38 エア圧供給孔
40 エア供給源
42 コイルスプリング(付勢手段)
Claims (6)
- 鋼板成形部材に形成された挿通孔にウエルドボルトの軸部を挿通して、前記ウエルドボルトの頭部と前記鋼板成形部材とを面合わせし、電極の加圧により前記ウエルドボルトの頭部と前記鋼板成形部材との合わせ面をプロジェクション溶接して前記ウエルドボルトを前記鋼板成形部材に溶接接合するプロジェクション溶接方法であって、
前記ウエルドボルトの軸部と前記鋼板成形部材に形成された挿通孔との間に絶縁部材を介在させてプロジェクション溶接するプロジェクション溶接方法。 - 請求項1に記載のプロジェクション溶接方法であって、
前記絶縁部材はセラミックで形成されており、前記ウエルドボルトの軸部の全長を包囲する構成とされているプロジェクション溶接方法。 - 鋼板成形部材に形成された挿通孔にウエルドボルトの軸部を挿通して、前記ウエルドボルトの頭部と前記鋼板成形部材とを面合わせし、電極の加圧により前記ウエルドボルトの頭部と前記鋼板成形部材との合わせ面をプロジェクション溶接して前記ウエルドボルトを前記鋼板成形部材に溶接接合するに際して、前記ウエルドボルトの軸部と前記鋼板成形部材に形成された挿通孔との間に絶縁部材を介在させてプロジェクション溶接するプロジェクション溶接方法を実施するためのプロジェクション溶接冶具装置であって、
前記鋼板成形部材が載置される側の電極形成体には、円柱形状の前記絶縁部材が前記鋼板成形部材の載置面より突出して軸方向に移動可能とされて配設されており、前記円柱形状の前記絶縁部材の外形は前記鋼板成形部材に形成された挿通孔と嵌め合わせ状態で挿通可能な形状とされており、前記円柱形状の前記絶縁部材の軸中心部には前記ウエルドボルトの軸部の全長を挿入できる長さの挿入孔が形成されており、前記絶縁部材は当該絶縁部材を前記鋼板成形部材の載置面より突出する方向に付勢する付勢手段により付勢される構成とされているプロジェクション溶接冶具装置。 - 請求項3に記載のプロジェクション溶接冶具装置であって、
前記円柱形状の前記絶縁部材の軸中心部に形成される前記ウエルドボルトの軸部を挿入する挿入孔は有底孔であるプロジェクション溶接冶具装置。 - 請求項3又は請求項4に記載のプロジェクション溶接冶具装置であって、
前記円柱形状の前記絶縁部材における前記付勢手段が配設される側の端部には、当該付勢手段による付勢方向の移動を制限する移動制限部位が形成されており、該移動制限部位は前記電極形成体とテーパ嵌合する形態とされているプロジェクション溶接冶具装置。 - 請求項3〜請求項5のいずれかの請求項に記載のプロジェクション溶接冶具装置であって、
前記円柱形状の前記絶縁部材における前記鋼板成形部材の挿通孔が嵌められる側の端部形状は、テーパ形状とされているプロジェクション溶接冶具装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2019078452A JP2020175408A (ja) | 2019-04-17 | 2019-04-17 | プロジェクション溶接方法、及びプロジェクション溶接冶具装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2019078452A JP2020175408A (ja) | 2019-04-17 | 2019-04-17 | プロジェクション溶接方法、及びプロジェクション溶接冶具装置 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2020175408A true JP2020175408A (ja) | 2020-10-29 |
Family
ID=72936764
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2019078452A Pending JP2020175408A (ja) | 2019-04-17 | 2019-04-17 | プロジェクション溶接方法、及びプロジェクション溶接冶具装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2020175408A (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102023118045A1 (de) * | 2023-07-07 | 2025-01-09 | Doceram Gmbh | Verschleißelektrode zum Widerstandsbuckelschweißen von Bolzen |
| EP4512564A3 (de) * | 2023-07-07 | 2025-03-26 | Doceram GmbH | Verschleisselektrode zum widerstandsbuckelschweissen von bolzen |
Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS58134282U (ja) * | 1982-02-26 | 1983-09-09 | 日産自動車株式会社 | プロジエクシヨン溶接用電極チツプ |
-
2019
- 2019-04-17 JP JP2019078452A patent/JP2020175408A/ja active Pending
Patent Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS58134282U (ja) * | 1982-02-26 | 1983-09-09 | 日産自動車株式会社 | プロジエクシヨン溶接用電極チツプ |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102023118045A1 (de) * | 2023-07-07 | 2025-01-09 | Doceram Gmbh | Verschleißelektrode zum Widerstandsbuckelschweißen von Bolzen |
| EP4512563A3 (de) * | 2023-07-07 | 2025-03-26 | Doceram GmbH | Verschleisselektrode zum widerstandsbuckelschweissen von bolzen |
| EP4512564A3 (de) * | 2023-07-07 | 2025-03-26 | Doceram GmbH | Verschleisselektrode zum widerstandsbuckelschweissen von bolzen |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| AU2016204780B2 (en) | Dissimilar material joining structure and producing method of dissimilar material joined body | |
| JP5789497B2 (ja) | 片側スポット溶接装置 | |
| US9393640B2 (en) | Welded material manufacturing method and welding jig | |
| JP2001050291A (ja) | 軸受ケース内への軸受の固定方法と軸受装置 | |
| JP2020175408A (ja) | プロジェクション溶接方法、及びプロジェクション溶接冶具装置 | |
| JP6064853B2 (ja) | 接合方法および接合装置 | |
| WO2011021456A1 (ja) | 電気抵抗溶接装置とその電極および溶接方法 | |
| KR20180022498A (ko) | 진동 저항 요소 용접방법 | |
| JP2007144493A (ja) | 板材にクリンチボルトを固着する方法及び装置 | |
| KR101714242B1 (ko) | 리브너트 용접용 전극유닛 | |
| JP5207107B2 (ja) | 中空鋼板部品の溶接装置 | |
| KR20130087885A (ko) | 너트 자동용접기의 상부전극장치용 너트 클램프 | |
| EP4029677B1 (en) | Bracket presenter for ultrasonic welder | |
| JP6857792B2 (ja) | 孔あき部品用溶接電極および溶接方法 | |
| JP5101799B2 (ja) | 圧入接合方法 | |
| JP2012139759A (ja) | 自動組み付け装置 | |
| JP4542795B2 (ja) | 摩擦撹拌接合方法及びその治具 | |
| JP3646202B2 (ja) | プロジェクションボルトの溶接方法 | |
| JP7258427B2 (ja) | スポット溶接方法 | |
| JP2832528B2 (ja) | プロジェクションナットの溶接装置と溶接方法 | |
| CN107813249A (zh) | 电极端片安装装置 | |
| JP2011156570A (ja) | 振動溶着装置 | |
| CN109382623A (zh) | 一种应用于工程机械钣金零件的焊接定位工装 | |
| JP6929507B2 (ja) | 電気抵抗溶接用電極 | |
| JP4228936B2 (ja) | ほぞピンの溶接方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20210210 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20211222 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20211228 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20220621 |